Результат интеллектуальной деятельности: СПОСОБ НАРУЖНОЙ ИЗОЛЯЦИИ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ ИЗ СТАЛЬНЫХ ТРУБ С НАРУЖНЫМ ПОКРЫТИЕМ
Вид РИД
Изобретение
Изобретение относится к области защиты трубопроводного транспорта от коррозии и может быть использовано при строительстве и ремонте трубопроводов в различных отраслях промышленности.
Известен способ изоляции зон сварных соединений труб с наружной полиэтиленовой изоляцией в полевых условиях, включающий механическую очистку изолируемой поверхности, снятие фаски на концах заводской полиэтиленовой изоляции соединяемых труб, разогрев зоны сварного соединения, нанесение на эту зону полимерной термоусадочной ленты путем намотки с нахлестом на заводскую изоляцию труб и термообработку (усадку) полученного покрытия открытым пламенем горелки (Технология изоляции зон сварных стыков труб с наружной полиэтиленовой изоляцией в полевых условиях РД 153-39.0-303-03, ОАО «Татнефть», 2003 г.).
Нанесение термоусадочной ленты методом намотки позволяет сформировать требуемую толщину полимерного покрытия в зоне соединения, соответствующую толщине заводской изоляции труб, за счет межвитковых нахлестов и количества слоев намотки. Недостатком метода является сложность обеспечения контроля качества склеивания витков термоусадочной ленты нагревом горелки в полевых условиях, что снижает надежность антикоррозионной защиты зоны соединений из-за возможной потери герметичности изоляции. Кроме того, нанесение ленты намоткой занимает довольно много времени, в течение которого может произойти снижение температуры нагрева соединения ниже допустимого значения, что приведет к потере адгезии между лентой и трубой.
Известен способ противокоррозионной изоляции сварных стыков и мест ремонта трубопровода (патент RU №2297572, F16L 58/04, опубл. в бюл. №11 от 20.04.2007 г.). Способ осуществляют следующим образом. Получают ленту-основу из полиэтилена методом плоскощелевой экструзии с последующим каландрированием. Затем ее подвергают электронно-химической модификации на ускорителе электронов и двухосному ориентированию на установке валковой ориентации. После этого ленту-основу заново нагревают и наносят адгезионный слой методом плоскощелевой экструзии и каландрирования, в результате чего получают термоусадочную ленту. Изолируемую поверхность сварного соединения трубопровода очищают, нагревают и наносят на нее эпоксидный праймер. Затем на неотвержденный праймер наносят мерный отрезок термоусадочной ленты в виде манжеты, края которой закрепляют в кольцо отрезком армированной ленты. Манжету усаживают газовыми горелками.
Недостатком данного способа является необходимость формирования манжеты из термоусадочной ленты в полевых условиях, что увеличивает трудоемкость способа и опасность снижения температуры праймера ниже критической в процессе выполнения данной операции. Кроме того, операция электронно-химической модификации осуществляется на дорогостоящем оборудовании и связана с радиационной опасностью для рабочего персонала и окружающей среды. Данная модификация осуществляется не только для обеспечения ленты термоусадочными свойствами, но и для повышения ее механических свойств, так как лента имеет меньшую толщину, чем основная изоляция труб, и укладывается в один слой.
Известны способ противокоррозионной изоляции сварного стыка трубопровода и устройство для его осуществления (патент RU №2398155, F16L 58/02, опубл. в бюл. №24 от 27.08.2010 г.). Способ осуществляют следующим образом. Сначала очищают металлическую поверхность сварного соединения трубопровода. Затем наносят на нее грунтовку и мастику, над которыми устанавливают термоусадочную муфту с последующим разогревом ее до термической усадки. Термоусадочную муфту выполняют в виде цельной втулки из листа однослойного полиэтилена, модифицированного радиационно-химическим методом, и размещают ее на трубопроводе вблизи соединения перед сваркой концов трубопровода. После всех перечисленных операций термоусадочную муфту сдвигают и устанавливают в зону сварного соединения. При разогреве муфты для усадки происходит расплавление слоев мастичной ленты.
Недостатком способа является применение однослойной термоусадочной муфты без клеящего слоя. Для обеспечения адгезии между муфтой и праймером используется дополнительный слой мастики, нанесение которого в полевых условиях усложняет технологию изоляции. Другим недостатком способа является сложность технологии получения термоусадочной муфты. Она включает в себя отдельное изготовление листа из однослойного полиэтилена, который необходимо модифицировать дорогостоящим и опасным радиационно-химическим способом.
Наиболее близким к заявляемому изобретению по технической сущности является способ антикоррозионной защиты трубопровода (патент RU №2340830, F16 58/04, опубл. в бюл. №34 от 10.12.2008 г.), который может использоваться при защите сварных соединений трубопровода. Способ осуществляют следующим образом. Сначала наружную поверхность трубопровода очищают, наносят на нее грунтовку. Пока грунтовка не высохла, на поверхность наносят рулонный мастичный армированный материал методом спиральной намотки с нахлестом. Затем на мастичный материал аналогичным способом наносят полимерную ленту с мастичным слоем. Нанесенные слои одновременно прикатывают. На сформированное покрытие спиральной намоткой с нахлестом наносят термоусаживающуюся ленту с клеевым слоем, обращенным при намотке к трубе. Затем производят ее термообработку с целью термической усадки.
Недостатком метода является сложность обеспечения контроля качества склеивания витков термоусадочной ленты нагревом горелки в полевых условиях, что снижает надежность антикоррозионной защиты из-за возможной потери герметичности изоляции. Для обеспечения требуемой толщины покрытия, а также для повышения его надежности и устойчивости к сдвиговым нагрузкам в способе предлагается использовать дополнительную полимерную ленту со слоем мастики, что приводит к усложнению и удорожанию изоляционных работ. Кроме того, нанесение всех слоев методом намотки занимает довольно много времени, повышая трудоемкость работ, выполняемых в полевых условиях.
Техническими задачами предлагаемого изобретения являются повышение качества антикоррозионной изоляции зоны стыков трубопроводов, снижение трудоемкости при ее нанесении, снижение ее стоимости, обеспечение изоляции толщиной, соответствующей толщине изоляции труб.
Поставленные задачи решаются способом наружной изоляции соединений трубопроводов из стальных труб с наружным покрытием, включающим размещение муфты из термоусадочной ленты с внутренним адгезионным слоем и термообработку полученного покрытия.
Новым является то, что термоусадочную ленту с адгезионным слоем внутри для получения муфты нагревают до пластического состояния, предварительно наносят на холодную оправку методом боковой намотки, после чего создают избыточное давление между оправкой и полученной после охлаждения муфтой с образованием зазора между ними, снимают муфту с оправки и нарезают необходимой длины, перед получением соединения трубопровода муфту надевают на одну из труб.
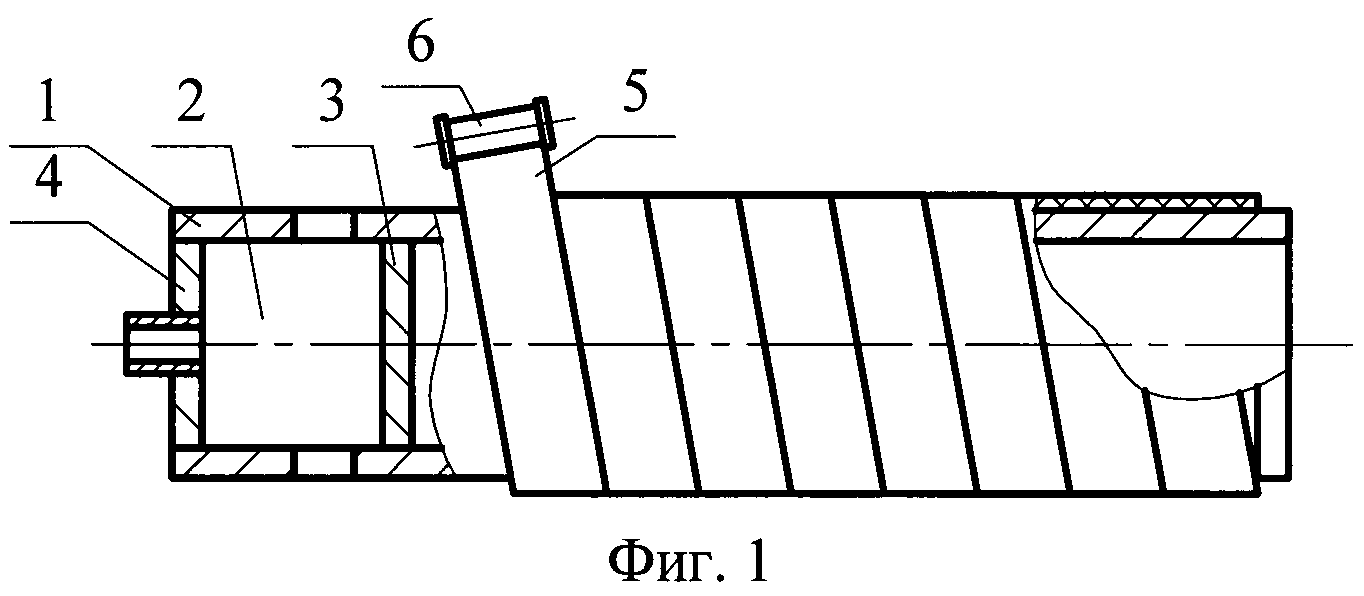
На фиг.1 изображен процесс нанесения термоусадочной ленты на оправку методом боковой намотки с межвитковым нахлестом.
На фиг.2 изображен процесс боковой намотки термоусадочной ленты и ее адгезионного слоя на оправку после нагрева методом экструдирования.
На фиг.3 изображен процесс увеличения диаметра муфты, полученной на оправке, под действием внутреннего давления.
На фиг.4 изображен зазор между оправкой и муфтой после сброса внутреннего давления.
Способ может осуществляться следующим образом.
Для наружной изоляции сварного соединения трубопровода из стальных труб (например, сварное, паяное, соединение в раструб и т.п.) предварительно изготавливают муфту. Для этого на оправку 1 (фиг.1), представляющую собой трубу, на одном из концов которой выполнена внутренняя камера 2, ограниченная внутренней заглушкой 3 и внешней заглушкой 4, производят намотку термоусадочной ленты 5, состоящей из слоя полимерной основы (например, из полиэтилена) и из адгезивного слоя термоплавкими свойствами (например, из сэвилена). При намотке оправка 1 осуществляет поступательно-вращательное движение, например, на линии для нанесения наружной полимерной изоляции труб. Термоусадочную ленту 5 подают с катушки 6. В промежутке между катушкой 6 и оправкой 1 термоусадочная лента 5 нагревается до пластического состояния (например, пламенем горелки). Намотку осуществляют с межвитковым нахлестом так, чтобы адгезионный слой контактировал с оправкой 1. Нагрев термоусадочной ленты 5 до пластического состояния обеспечивает склеивание ее межвитковых нахлестов. Данный нагрев термоусадочной ленты 5 может осуществляться и методом экструдирования. При нагреве экструдированием (фиг.2) перед боковой намоткой на оправку 1 термоусадочная лента 5 и ее адгезионный слой 7 подаются из экструдерных головок 8 и 9 с температурой, обеспечивающей их пластическое состояние. Пластическое состояние термоусадочной ленты 5 и ее адгезионного слоя 7 обеспечивает их склеивание непосредственно на оправке 1. При нагреве экструдированием катушка 6 (фиг.1) не применяется. В общем случае перед нанесением полимерной изоляции на трубы осуществляют их нагрев для склеивания термоплавкого адгезива с наружной поверхностью труб. В данном случае перед боковой намоткой термоусадочной ленты 5 (фиг.1 и 2) на оправку 1 нагрев оправки не осуществляют, чтобы исключить процесс их склеивания.
Скорость подачи термоусадочной ленты 5 (фиг.1) из катушки 6 или термоусадочной ленты 5 и ее адгезионного слоя 7 (фиг.2) из экструдерных головок 8 и 9 меньше, чем скорость боковой намотки на оправку 1. Такая разность скоростей позволяет производить вытяжку с ориентацией молекул разогретой термоусадочной ленты 5 (фиг.1) или термоусадочной ленты 5 и ее адгезионного слоя 7 (фиг.2) в продольном направлении. Термоусадочная лента 5 (фиг.1 или 2) после намотки на оправку 1 сохраняют ориентацию молекул. После охлаждения термоусадочной ленты 5 (как правило, поливом воды на линии наружной изоляции) получают муфту 10, сформированную на оправке 1. Термоусадочные свойства муфты 10 в радиальном направлении возникают за счет вытяжки и ориентирования молекул разогретых полимеров при намотке на оправку 1, а также за счет их охлаждения. Жесткость оправки 1 на операции охлаждения не дает термоусадочной ленте 5 термически усаживаться, создавая напряжения в ее молекулярной структуре. Эти напряжения усиливают термоусадочные свойства муфты 10. Чтобы использовать муфту 10 в качестве изоляции сварных соединений трубопроводов, ее необходимо демонтировать с оправки 1. Для этого оправку 1 (фиг.3) вводят в чехол 11, изготовленный из трубы большего диаметра, и герметизируют межтрубное пространство 12 при помощи торцевых заглушек 13. К штуцеру 14 внешней заглушки 4 присоединяют источник давления Р - насос для закачки жидкости или компрессор для подачи сжатого воздуха. Жидкость или сжатый воздух, попадая во внутреннюю камеру 2 оправки 1, воздействует на муфту 10 через сквозные отверстия 15, выполненные в стенке оправки 1 между заглушками 3 и 4. В результате такого воздействия муфта 10 в районе сквозных отверстий 15 раздается в радиальном направлении до упора о внутреннюю поверхность чехла 11. Внутренний диаметр чехла 11 рассчитан таким образом, чтобы при контакте с ним муфта 10 под действием давления Р подвергалась начальной стадии пластической деформации. При отсутствии чехла 11 муфта 10 в процессе радиальной раздачи, достигнув максимальной степени пластической деформации, подверглась бы разрушению. При контакте с чехлом 11 в месте сквозных отверстий 15 радиальная раздача муфты 10 под действием давления Р будет распространяться в осевом направлении, удаляясь от зоны сквозных отверстий 15 вплоть до торцевой заглушки 13, установленной на противоположном конце оправки 1. Затем давление Р сбрасывают. Упругая составляющая деформации муфты 10 восстанавливает ее в радиальном направлении. В результате воздействия начальной стадии пластической деформации при раздаче между муфтой 10 и оправкой 1 остается небольшой зазор δ (фиг.4), устраняющий первоначальные сжимающие напряжения между ними. Затем демонтируют оправку 1 из чехла 11 и муфту 10 с оправки 1. Полученную длинномерную муфту 10 разрезают на фрагменты необходимой длины для изоляции соединений трубопровода с учетом нахлеста на наружное покрытие труб. Сначала на один из концов трубопровода перед соединением надевают муфту, имеющую термоусадочные свойства, и сдвигают ее в сторону от соединения. После соединения труб изолируемую поверхность очищают и нагревают. Затем надвигают и устанавливают муфту, которую с помощью горелки разогревают до температуры термической усадки. Нагрев зоны соединения осуществляют с целью обеспечения склеивания муфты с изолируемой поверхностью. При применении труб с внутренним полимерным покрытием нагрев зоны соединения может вызвать деструкцию полимерного материала. В данном случае перед установкой муфты в зоне соединения на его наружную поверхность наносится праймер, позволяющий достигнуть склеивания при меньших значениях нагрева.
Изготовление муфты предлагается производить в цеховых (базовых) условиях, что позволит значительно сократить время проведения изоляционных работ в полевых условиях, так как способ не предусматривает намотку изоляционных материалов в виде лент и не требует отдельного нанесения клеящего слоя в полевых условиях, который содержится в готовой конструкции муфты. Сокращение времени монтажа позволяет оптимизировать температуру нагрева зоны соединения для качественного склеивания покрытия и изолируемой поверхности (особенно в зимних условиях). Отсутствие ленточной изоляции исключает необходимость контроля в полевых условиях герметичности между витками изоляции, которая обеспечивается монолитностью заводской муфты. Для изготовления муфты не требуется специализированного оборудования, так как ее производство может осуществляться на линии изоляции труб. Другими словами, изготовление муфт может наладить любое предприятие, осуществляющее изоляцию труб в цеховых условиях, без закупки дополнительного оборудования, что снижает себестоимость продукции. Согласно государственным стандартам изоляция соединений трубопроводов должна соответствовать по своим характеристикам изоляции соединяемых труб. Производимые виды термоусадочных лент и муфт имеют толщину меньшую, чем толщина заводской изоляции труб. Для обеспечения необходимой толщины покрытия ленты на соединение наматываются в несколько слоев. При применении однослойных термоусадочных муфт, имеющих недостаточную толщину, производят сшивку полимерных материалов для компенсации механических свойств. В предлагаемом способе параметры качества муфты соответствуют всем параметрам качества заводской изоляции труб как конструктивно (включая толщину), так и по механической прочности без применения радиационной сшивки.
Предлагаемый способ позволяет просто, надежно и качественно защитить наружную поверхность соединения труб от внешних воздействий за счет использования качественной муфты, изготовленной в базовых условиях, толщиной, соответствующей толщине изоляции труб.
Способ наружной изоляции соединений трубопроводов из стальных труб с наружным покрытием, включающий размещение муфты из термоусадочной ленты с внутренним адгезионным слоем и термообработку полученного покрытия, отличающийся тем, что термоусадочную ленту с адгезионным слоем внутри для получения муфты нагревают до пластического состояния, предварительно наносят на холодную оправку методом боковой намотки, после чего создают избыточное давление между оправкой и полученной после охлаждения муфтой с образованием зазора между ними, снимают муфту с оправки и нарезают необходимой длины, перед получением соединения трубопровода муфту надевают на одну из труб.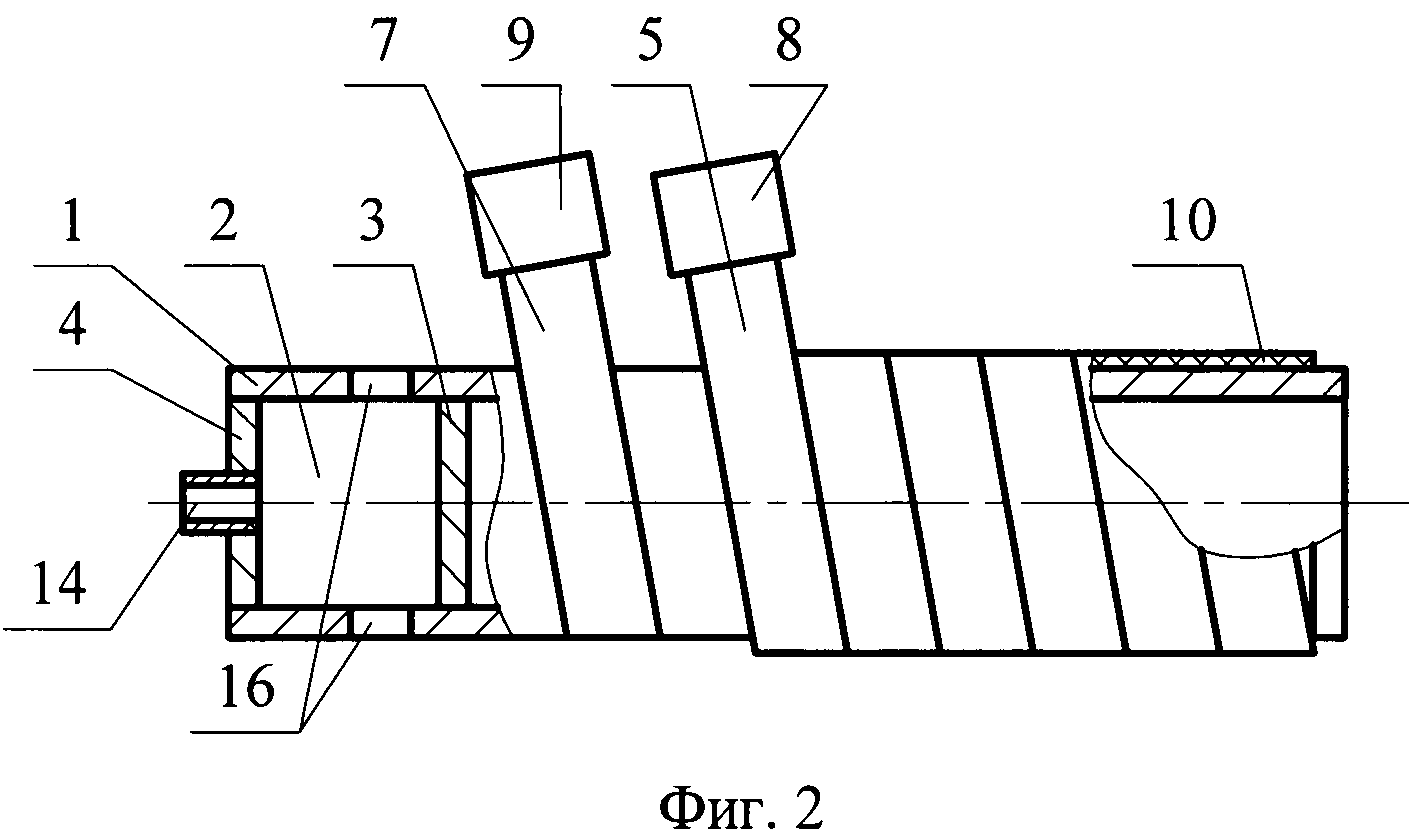


Способ гидравлического разрыва пласта
Способ восстановления служебных свойств насосно-компрессорных труб лейнированием
Способ гидравлического разрыва продуктивного пласта с глинистым прослоем и подошвенной водой
Способ обработки призабойной зоны пласта с высоковязкой нефтью горюче-окислительным составом
Способ обработки пласта горюче-окислительным составом
Штанговая насосная установка
Способ цементирования дополнительной колонны при капитальном ремонте скважины
Отклонитель извлекаемый
Устройство для обработки призабойной зоны пласта и освоения скважины
Устройство для промывки скважины от парафиноотложений
Способ закачки двухкомпонентного состава в пласт
Способ гидравлического разрыва пласта
Способ восстановления служебных свойств насосно-компрессорных труб лейнированием
Способ гидравлического разрыва продуктивного пласта с глинистым прослоем и подошвенной водой
Способ обработки призабойной зоны пласта с высоковязкой нефтью горюче-окислительным составом
Способ обработки пласта горюче-окислительным составом
Штанговая насосная установка
Способ цементирования дополнительной колонны при капитальном ремонте скважины
Отклонитель извлекаемый
Устройство для обработки призабойной зоны пласта и освоения скважины

