Результат интеллектуальной деятельности: ЭЛЕКТРОННЫЙ ПОДСЧЕТ ЦИКЛОВ СКЛЕИВАНИЯ УЛЬТРАЗВУКОВОГО СКЛЕИВАЮЩЕГО УСТРОЙСТВА В УПАКОВОЧНОЙ МАШИНЕ
Вид РИД
Изобретение
Область техники
Настоящее изобретение в целом относится к упаковке наливных пищевых продуктов путем поперечного склеивания трубы из листового упаковочного материала, равномерно заполненного наливным пищевым продуктом. Более конкретно, настоящее изобретение относится к электронному счетчику, выполненному с возможностью подсчета циклов ультразвукового склеивания ультразвукового склеивающего устройства в упаковочной машине, предназначенной для производства склеенных упаковок, содержащих пищевой продукт.
Предшествующий уровень техники
Как известно, многие наливные пищевые продукты, например фруктовые или овощные соки, пастеризованное или UHT (стерилизованное) молоко, вино и т.д., продают в упаковках из стерилизованного упаковочного материала.
Типичным примером этого типа упаковки является упаковка в форме параллелепипеда для наливных пищевых продуктов, известная как Tetra Brik Aseptic®, которая производится путем изгиба и герметизации ламинированного полосового упаковочного материала.
Упаковочный материал имеет многослойную листовую структуру, содержащую, по существу, один или несколько базовых слоев, придающих жесткость и крепкость, обычно изготовленных из волокнистого материала, например бумаги, полипропиленового материала с минеральным наполнением, покрытого с обеих сторон несколькими слоями термосклеющегося пластикового материала, например пленкой полиэтилена. В случае асептических упаковок для продолжительного хранения продуктов, таких как стерилизованное молоко, упаковочный материал содержит также слой газо- и светозащитного материала, например алюминиевую фольгу или поливинилспиртовую (EVOH) пленку, который накладывают на термосклеивающийся слой пластмассы и который, в свою очередь, покрыт другим термосклеивающимся слоем пластмассы, образующим внутреннюю поверхность упаковки, которая, собственно, и соприкасается с пищевым продуктом.
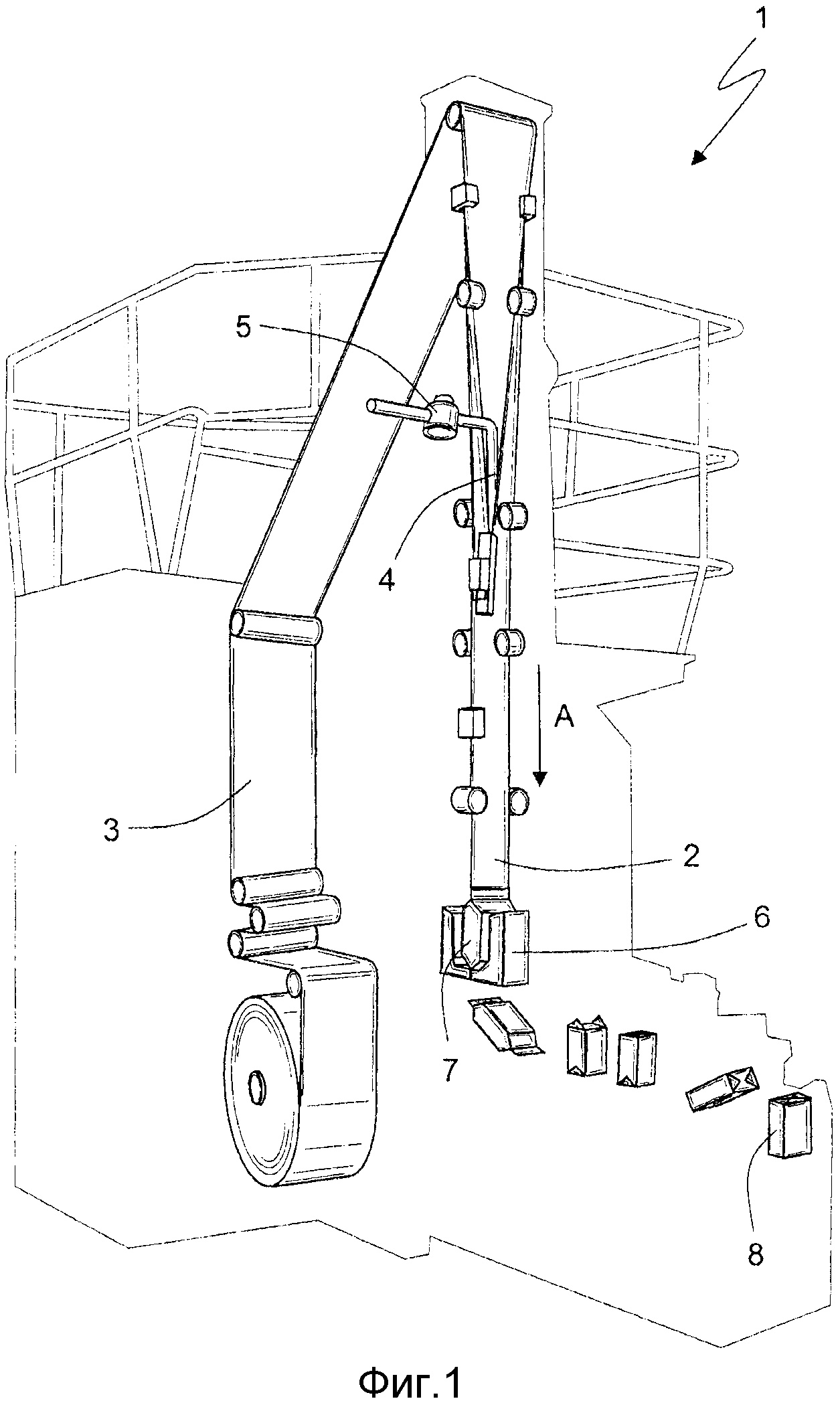
Упаковки такого вида производят на полностью автоматических упаковочных машинах 1, известных также как разливочные машины типа, показанного на фиг.1, в которой непрерывная вертикальная трубка 2 образована из рулонного упаковочного материала 3, стерилизованного путем применения химического стерилизующего вещества, например раствора перекиси водорода, который после завершения стерилизации удаляют с поверхности упаковочного материала, к примеру, посредством испарения при нагревании. Рулонный упаковочный материал 3 содержат в закрытой, стерильной среде, складывают и склеивают в продольном направлении с целью образования вертикальной трубки 2.
Вертикальную трубку 2 затем заполняют сверху вниз стерилизованным или стерильно обработанным наливным пищевым продуктом посредством заполняющей трубки 4, проходящей внутрь трубки 2 и оснащенной регулирующим поток электромагнитным клапаном 5, и с помощью известных устройств подают по вертикальной траектории на формовочную станцию 6, где она захватывается по равноотстоящим поперечным секциям системой зажимов, включающей в себя две или более пар зажимов, которые воздействуют циклично и последовательно на трубку 2 и склеивают упаковочный материал трубки 2 для образования непрерывной полосы пакетов 7 в форме подушки, соединенных друг с другом поперечными склеивающими полосками. Пакеты 7 в форме подушки затем отделяют друг от друга путем перерезания соответствующей склеивающей полоски и передают на станцию окончательного складывания (не показана), где их механически складывают в готовые упаковки 8, например, в основном, имеющие форму параллелепипеда.
В случае асептических упаковок с алюминиевым слоем в качестве защитного материала трубка 2 обычно склеивается в продольном и поперечном направлениях индукционным склеивающим устройством, которое наводит паразитный электрический ток в алюминиевом слое для локального расплавления термоклеящейся пластмассы. В частности, для поперечного склеивания один из зажимов в каждой паре содержит основной корпус, выполненный из непроводящих материалов, а также индуктор, расположенный в переднем посадочном месте в основном корпусе, при этом другой зажим оснащен нажимными подушечками, изготовленными из эластичного упругого материала, например резины.
Когда соответствующая пара зажимов схватывает трубку 2, на индуктор подается питание для поперечного склеивания трубки 2 путем термосклеивания пластического материала покрытия. При подаче питания индуктор генерирует импульсное магнитное поле, которое, в свою очередь, производит паразитный электрический ток в алюминиевом листе упаковочного материала, из которого изготовлена вертикальная трубка, в результате чего происходит локальное плавление термосклеивающегося пластического материала покрытия.
В случае с упаковками без слоя алюминия или других электропроводящих материалов трубку 2, как правило, поперечно склеивают с помощью горячей пластины, которая локально нагревает упаковочный материал от внешней стороны к внутренней. В частности, один из зажимов в каждой паре оснащен горячей пластиной, а другой захват снабжен одной или несколькими нажимными подушечками, выполненными из эластичного упругого материала. В этом типе склеивания, известного как склеивание горячей пластиной, горячей пластине требуется относительно продолжительное время для локального расплавления термосклеивающегося пластического материала покрытия, что приводит к низкой скорости производства упаковки.
Чтобы повысить производительность разливочных машин, были внедрены ультразвуковые склеивающие устройства типа, что раскрыт, к примеру, в EP-B-615907, которые, по существу, содержат пяту и ультразвуковой преобразователь, также известный как сонотрод, выполненный с возможностью преобразования электрической энергии в энергию механических ультразвуковых колебаний, установленные на соответствующих зажимах на каждой паре и взаимодействующие при нагревании упаковочного материала посредством ультразвуковых колебаний.
Краткое изложение существа изобретения
Компоненты ультразвуковых склеивающих устройств обычно довольно дороги и, соответственно, если срок их службы меньше гарантийного периода, то возможно возникновение гарантийных обязательств. В большинстве случаев гарантия на изделие зависит от правильного и регулярного использования гарантийного изделия, и, соответственно, для удовлетворения потребности и производителей и покупателей в справедливых положениях и условиях гарантии, а также для справедливого решения споров по гарантии у обеих сторон есть потребность в решении, обеспечивающем непосредственный и постоянный контроль в течение продолжительного периода времени над работой ультразвуковых склеивающих устройств, а также их сертификацию.
Тем не менее, осуществление непосредственного контроля над работой ультразвуковых склеивающих устройств оказалось нелегким делом, так как отдельные компоненты ультразвуковых склеивающих устройств могут использоваться в различных разливочных машинах в разное время. Аналогичным образом, косвенный контроль над ультразвуковыми склеивающими устройствами на основе соответствующих производственных данных оказался ненадежным или даже невозможным при отсутствии таких данных.
Задачей настоящего изобретения является предоставление решения, которое в течение продолжительного периода времени обеспечило бы постоянный, легкий, надежный и эффективный контроль над работой ультразвуковых склеивающих устройств.
Эта задача решается с помощью настоящего изобретения в том, что касается упаковочной машины и ультразвукового склеивающего устройства, как это определено в формуле изобретения.
Работа ультразвукового склеивающего устройства в течение продолжительного периода времени контролируется электронным счетчиком, соединенным с ультразвуковым преобразователем ультразвукового склеивающего устройства для подсчета циклов ультразвукового склеивания ультразвукового склеивающего устройства в упаковочной машине. Электронный счетчик может быть размещен либо в кожухе ультразвукового преобразователя, либо в отдельном кожухе и электрически соединен с ультразвуковым преобразователем.
Краткое описание чертежей
В дальнейшем изобретение поясняется описанием предпочтительных вариантов воплощения со ссылками на сопроводительные чертежи, на которых:
фиг.1 изображает общий вид, при этом некоторые части опущены, упаковочной машины, выполненной с возможностью производить склеенные упаковки, вмещающие в себя пищевые продукты, из трубчатого упаковочного материала;
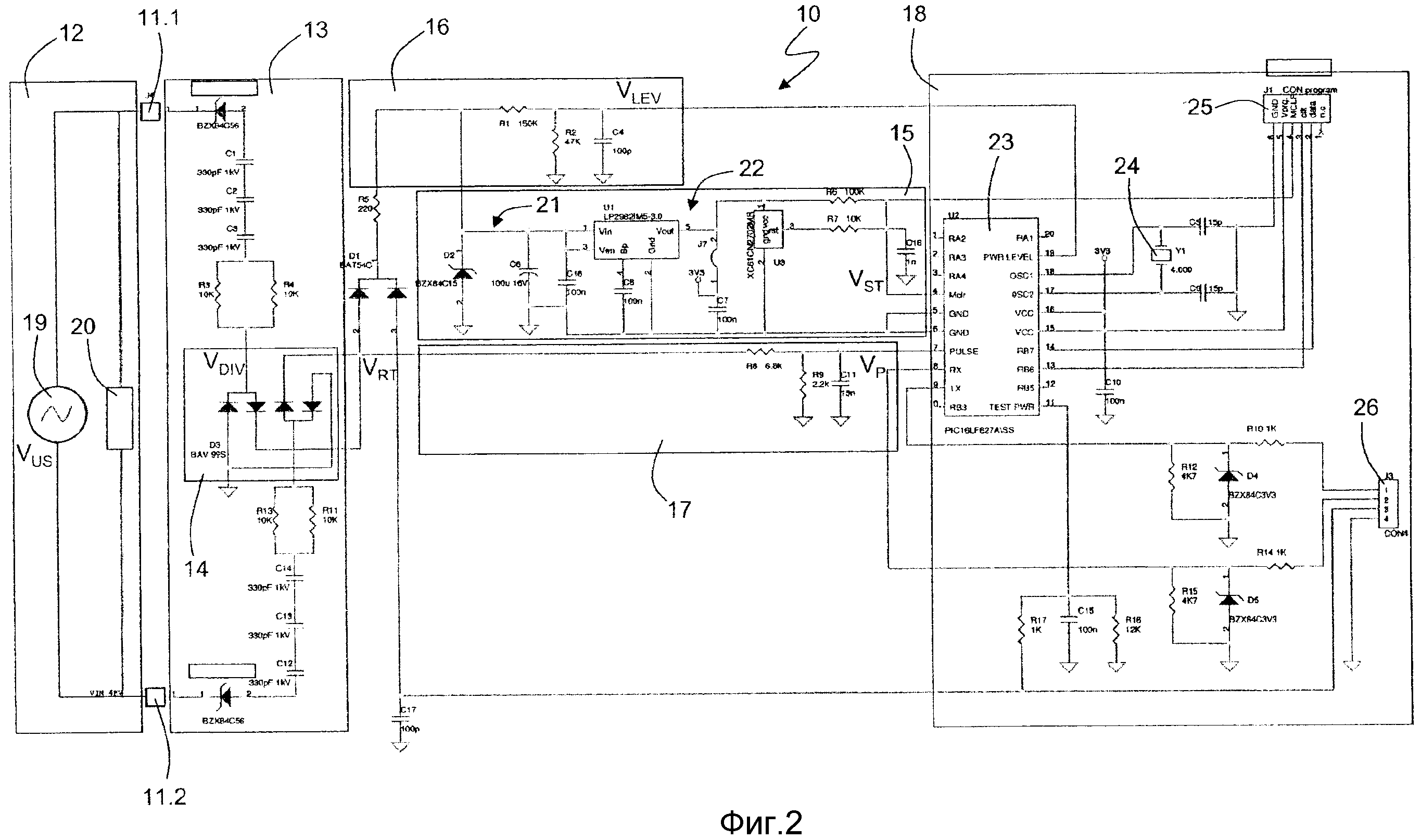
фиг.2 изображает электрическую схему электронного счетчика, выполненного с возможностью подсчитывать количество циклов склеивания ультразвукового склеивающего устройства в упаковочной машине;
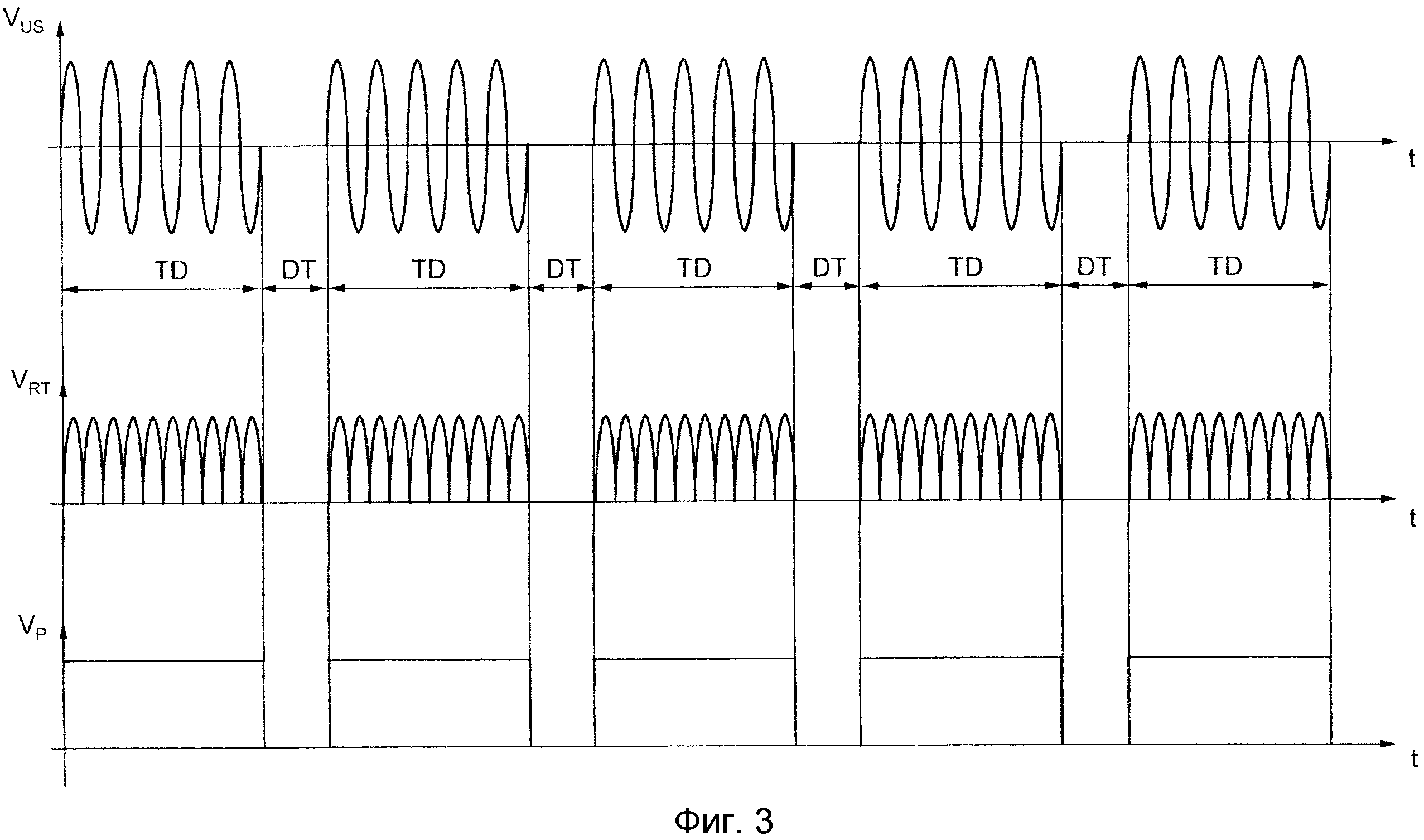
фиг.3 изображает временные диаграммы электрических сигналов в электронном счетчике, представленном на фиг.2.
Описание предпочтительных вариантов осуществления изобретения
Нижеследующее описание представлено для того, чтобы позволить специалисту в данной области реализовать и использовать изобретение. Различные модификации вариантов осуществления будут понятны специалистам в данной области в пределах объема заявленного изобретения. Таким образом, настоящее изобретение не должно ограничиваться представленными вариантами осуществления, но должно быть представлено в самом широком объеме в соответствии с принципами и признаками, описанными здесь и определенными в прилагаемой формуле изобретения.
На фиг.2 показана электрическая схема электронного счетчика, размещенного в ультразвуковом склеивающем устройстве в разливочной машине, показанной на фиг.1, для подсчета циклов склеивания или операций, выполняемых ультразвуковым склеивающим устройством.
Электронный счетчик 10 включает в себя:
пару входных клемм 11.1, 11.2, предназначенных для электрического соединения с ультразвуковым склеивающим устройством 12, операции склеивания которого, именуемые в дальнейшем циклами ультразвукового склеивания, должны быть подсчитаны;
балансный емкостной делитель 13 напряжения, соединенный с входными клеммами 11.1, 11.2;
мостовой выпрямитель 14 напряжения, соединенный с балансным емкостным делителем 13 напряжения;
стабилизированный источник 15 электрической энергии, вольтметр 16 и генератор 17 счетных импульсов, соединенный с мостовым выпрямителем 14 напряжения; а также
счетчик 18 на базе микропроцессора, соединенный со стабилизированным источником 15 электрической энергии, вольтметром 16 и генератором 17 счетных импульсов и выполненный с возможностью подсчета как циклов ультразвукового склеивания ультразвукового склеивающего устройства 12, так и производственных циклов разливочной машины 1.
Более подробно ультразвуковое склеивающее устройство 12, схематически показанное на фиг.2, ограничено только теми его частями, которые необходимы для понимания работы электронного счетчика 10 согласно настоящему изобретению. Ультразвуковое склеивающее устройство 12 включает в себя источник 19 электрической энергии, выполненный с возможностью выдавать импульсный сигнал VUS переменного тока, а также ультразвуковой преобразователь или сонотрод 20, электрически соединенный с источником 19 электрической энергии для приема и соответствующего преобразования импульсного сигнала VUS переменного тока в ультразвуковые механические колебания для термического склеивания листового упаковочного материала 3.
Электронный счетчик 10 может быть размещен либо в кожухе ультразвукового преобразователя, либо в отдельном кожухе и электрически соединен с ультразвуковым преобразователем 20. Серийные номера электронного счетчика 10 и ультразвукового преобразователя 20 неразрывно связаны друг с другом в процессе сборки и зафиксированы в соответствующем документе или электронном реестре, который ведется производителем ультразвукового преобразователя.
Как показано на фиг.3, импульсный сигнал VUS переменного тока представляет собой пачку сигналов переменного напряжения, разнесенных друг от друга на одно и то же время DT задержки электрического сигнала, величина которой зависит от производительности (упаковок/час) разливочной машины 1 и может составлять, к примеру, 0,7 с. Каждый сигнал переменного напряжения представляет собой синусоидальный сигнал напряжения с частотой в несколько десятков кГц, среднеквадратичной (RMS) амплитудой около тысячи вольт и длительностью, которая изменяется в зависимости от выполняемой операции. В конкретном описанном примере каждый синусоидальный сигнал напряжения имеет длительность TD, которая должна быть не менее 70-80 мс, как правило 100 мс, во время ультразвукового склеивания или же должна составлять около 50 мс при калибровке прибора 12 ультразвукового склеивания. Фактически каждые 10 ультразвуковых циклов склеивания обычно выполняется цикл калибровки для определения энергии поглощения ультразвукового преобразователя 20 в безнагрузочном режиме с целью компенсации его отклонений, связанных с износом.
Балансный емкостной делитель 13 напряжения соединен с входными клеммами 11.1, 11.2 для приема импульсного сигнала VUS мощности переменного тока и выполнен с возможностью вывода импульсного сигнала VDIV мощности переменного тока после деления, имеющего те же временные и частотные характеристики, что и импульсный сигнал VUS мощности переменного тока, но с меньшей амплитудой сигналов переменного напряжения. В конкретном примере, показанном на фиг.2, балансный емкостной делитель 13 напряжения включает в себя четное количество конденсаторов с количеством шесть в примере, показанном на фиг.2, которые последовательно подключены между входными клеммами 11.1, 11.2, при этом промежуточный узел последовательно подключенных конденсаторов образует выход балансного емкостного делителя 13 напряжения.
Мостовой выпрямитель 14 напряжения соединен с выходом балансного емкостного делителя 13 напряжения для приема импульсного сигнала VDIV мощности переменного тока после деления и выполнен с возможностью двухполупериодного выпрямления импульсного сигнала VDIV мощности переменного тока после деления и вывода импульсного двухполупериодного выпрямленного сигнала VRT мощности. Как показано на фиг.3, импульсный двухполупериодный выпрямленный сигнал VRT мощности представляет собой пачку двухполупериодных выпрямленных сигналов напряжения, разнесенных на время DT задержки электрических сигналов. Каждый двухполупериодный выпрямленный сигнал напряжения представляет собой положительный или отрицательный полусинусоидальный сигнал напряжения с длительностью TD, равной длительности сигнала переменного напряжения в импульсном сигнале VUS мощности переменного тока, с частотой, вдвое большей, чем частота сигнала напряжения переменного тока и положительной или отрицательной амплитудой, составляющей половину от размаха сигнала напряжения переменного тока. Более того, с эксплуатационной точки зрения каждый двухполупериодный выпрямленный сигнал напряжения представляет собой ультразвуковой склеивающий импульс, подаваемый на ультразвуковой преобразователь 20 ультразвукового склеивающего устройства 12, который запускает в действие цикл ультразвукового склеивания ультразвукового склеивающего устройства 12.
Стабилизированный источник 15 электрической энергии соединен с выходом мостового выпрямителя 14 напряжения для приема импульсного двухполупериодного выпрямленного сигнала VRT мощности и служит для выдачи стабилизированного питающего напряжения VST, например, в 3,3 или 5 В, на схему 18 счета на базе микропроцессора. В частности, стабилизированный источник 15 электрической энергии содержит входной каскад 21 и последовательно соединенный каскад 22 электрической энергии, при этом входной каскад 21 включает в себя конденсатор и параллельно соединенный диод Зенера, которые служат для приема импульсного двухполупериодного выпрямленного сигнала VRT мощности и для вывода электрического напряжения на последовательно соединенный каскад 20 электрической энергии. Более конкретно, конденсатор имеет большую величину емкости, составляющую примерно 100 мкФ в примере, показанном на фиг.2, достаточную для поддержания на ней почти стабильного электрического напряжения между последовательными циклами ультразвукового склеивания, при этом данное электрическое напряжение, в свою очередь, представляет собой электрическое напряжение, подаваемое на последовательно соединенный каскад 20 электрической энергии, причем величина напряжения будет стремиться к падению между последовательными циклами ультразвукового склеивания из-за потребления электрической энергии каскадом 18 счета на базе микроконтроллера. Поэтому предусмотрен диод Зенера для ограничения максимального электрического напряжения, подаваемого на последовательно соединенный каскад 20 электрической энергии, и его защиты от высокого напряжения.
Вольтметр 16, по существу, включает в себя RC-фильтр, который соединен с входным каскадом 21 стабилизированного источника 15 электрической энергии для приема того же электрического напряжения, что подается на подсоединенный последовательно каскад 20 электрической энергии стабилизированного источника 15 электрической энергии, и выполнен с возможностью выдавать сигнал VLEV уровня напряжения, указывающего на амплитуду электрического напряжения на конденсаторе входного каскада 21 стабилизированного источника 15 электрической энергии.
Генератор 17 счетных импульсов, по существу, включает в себя RC-фильтр, подключенный к выходу мостового выпрямителя 14 напряжения для приема импульсного двухполупериодного выпрямленного сигнала VRT мощности, и служит для выработки счетных импульсов Vp для схемы 18 счета на базе микропроцессора. В частности, RC-фильтр выполнен с возможностью формировать в целом прямоугольный счетный импульс для каждого двухполупериодного выпрямленного сигнала напряжения в импульсном двухполупериодном выпрямленном сигнале VRT мощности. С учетом характеристик каждого двухполупериодного выпрямленного сигнала напряжения, как показано на фиг.3, счетный импульс представляет собой цикл ультразвукового склеивания ультразвукового склеивающего устройства 12 и, следовательно, будет иметь длительность TD, равную длительности двухполупериодного выпрямленного сигнала напряжения, подаваемого на ультразвуковой преобразователь 20, а именно равную или более 70-80 мс во время ультразвукового склеивания или же около 50 мс во время калибровки ультразвукового склеивающего устройства 12.
Счетчик 18 на базе микропроцессора включает в себя микроконтроллер 23, соединенный со стабилизированным источником 15 электрической энергии для приема стабилизированного питающего напряжения VST, с вольтметром 16 для приема сигнала VLEV уровня напряжения, а также генератором 17 счетных импульсов для приема счетных импульсов VP, таймер 24 в виде осциллятора на пьезоэлектрическом кристалле (кварце), соединенного с микроконтроллером 23 для вывода на него стабильного сигнала синхронизации, разъем программирования или порт 25, соединенный с микроконтроллером 23 для обеспечения программирования последнего с помощью надлежащим образом запрограммированного внешнего электронного устройства программирования, когда ультразвуковое склеивающее устройство 12 находится в нерабочем режиме, а также разъем или порт 26 чтения/записи, такой как последовательный порт RS-232, соединенный с микроконтроллером 23 для обеспечения чтения/записи последнего, надлежащим образом запрограммированным внешним электронным устройством чтения/записи, когда ультразвуковое склеивающее устройство 12 находится в нерабочем режиме.
Электрическую энергию подают на микроконтроллер 23 либо от источника 19 электрической энергии ультразвукового склеивающего устройства 12, когда ультразвуковое склеивающее устройство 12 находится в рабочем режиме, либо от внешнего электронного устройства, соединенного или с портом 25 программирования, или портом 26 считывания и записи, когда ультразвуковое склеивающее устройство 12 находится в нерабочем режиме. В частности, когда ультразвуковое склеивающее устройство 12 находится в рабочем режиме, импульсный сигнал VUS напряжения переменного тока, подаваемый источником 12 электрической энергии, сначала преобразуется стабилизированным источником 16 электрической энергии в стабилизированное напряжение VST питания, которое затем подается на соответствующий контакт питания микроконтроллера 23.
Более того, в зависимости от источника электроэнергии микропроцессор 23 соответствующим образом запрограммирован на работу в трех взаимоисключающих режимах работы:
в счетном режиме, когда ультразвуковое склеивающее устройство 12 находится в рабочем режиме, а на микроконтроллер 23 подается электрическое питание от источника 19 электрической энергии ультразвукового склеивающего устройства 12;
в режиме связи с терминалом, когда склеивающее устройство 12 находится в нерабочем режиме, а на микроконтроллер 23 подается электрическое питание от внешнего электронного устройства чтения/записи, соединенного с портом 26 чтения/записи; и
в режиме программирования, когда склеивающее устройство 12 находится в нерабочем режиме, а на микроконтроллер 23 подается электрическое питание от внешнего электронного устройства программирования, соединенного с портом 25 программирования.
В счетном режиме микроконтроллер 23 вводит в действие энергозависимый счетчик в виде временного внутреннего регистра микроконтроллера 23 для подсчета циклов ультразвукового склеивания ультразвукового склеивающего устройства 12 и при необходимости дополнительный энергозависимый счетчик в виде временного внутреннего регистра микроконтроллера 23 для подсчета непрерывных производственных циклов разливочной машины 1, на которой установлено ультразвуковое склеивающее устройство 12.
В частности, в том что касается счетчика ультразвуковых циклов склеивания, микроконтроллер 23 запрограммирован различать ультразвуковые циклы склеивания и циклы калибровки ультразвукового склеивающего устройства 12, чтобы увеличивать показания счетчика ультразвуковых циклов склеивания, когда имеет место ультразвуковой цикл склеивания. Для этого микроконтроллер 23 запрограммирован с возможностью:
различать счетные импульсы VP, имеющие длительность TD, равную или превышающую 70-80 мс, и те, что имеют длительность TD менее 50 мс, путем соответствующего определения длительности TD каждого подаваемого на него счетного импульса. Для этого определяется длительность TD каждого счетного импульса VP, которая затем сравнивается с временным порогом, имеющим промежуточное значение между упомянутыми величинами длительностей TD, и
увеличивать на единицу значение счетчика ультразвуковых циклов склеивания при различении ультразвукового цикла склеивания.
Что касается счетчика производственных циклов, микроконтроллер 23 запрограммирован с возможностью определять, когда наступает производственный цикл разливочной машины 1, который определяется как промежуток времени между включением и выключением разливочной машины 1, чтобы увеличивать показания счетчика производственных циклов по окончании производственного цикла. Для этого микроконтроллер 23 запрограммирован с возможностью:
считывать сигнал VLEV уровня напряжения, подаваемого вольтметром 16 для детектирования амплитуды электрического напряжения на конденсаторе входного каскада 21 стабилизированного источника 15 питания понижающегося ниже отключающего напряжения питания микроконтроллера 23, причем это событие показывает, что ультразвуковое склеивающее устройство 12 отключено и производственный цикл разливочной машины 1 завершен, и
увеличивать на единицу значение счетчика производственных циклов, когда сигнал VLEV уровня напряжения указывает на завершение производственного цикла разливочной машины 1.
В конечном счете, для того чтобы предотвратить потери значений обоих счетчиком ультразвуковых циклов склеивания и производственных циклов при выключении микроконтроллера 23, микроконтроллер 23 дополнительно запрограммирован с возможностью:
постоянно хранить без возможности сброса и стирания в энергонезависимой внутренней памяти, например EEPROM, микроконтроллера 23 значения обоих счетчиков ультразвуковых циклов склеивания и производственных циклов, при этом сигнал VLEV уровня напряжения указывает на падение амплитуды электрического напряжения на конденсаторе входного каскада 21 стабилизированного источника 15 питания ниже отключающего напряжения питания микроконтроллера 23.
Когда устройство 12 ультразвукового склеивания снова приводится в действие, счетчик ультразвуковых циклов склеивания и счетчик производственных циклов снова приводятся в исполнение, при этом их исходными значениями устанавливаются значения, сохраненные во внутренней энергонезависимой памяти микроконтроллера 23.
В режиме связи с терминалом такие данные, как серийный номер электронного счетчика 10, количество циклов ультразвукового склеивания ультразвукового склеивающего устройства 12 и количество производственных циклов разливочной машины 1, может считываться из внутренней энергонезависимой памяти микроконтроллера 23 посредством соответствующих команд чтения, посылаемых внешним электронным устройством чтения/записи. Такие данные, как серийный номер электронного счетчика 10 и, опционально, серийный номер соответствующего ультразвукового преобразователя 20, также могут быть записаны в постоянной внутренней памяти микроконтроллера 23 посредством соответствующих команд записи, посылаемых внешним электронным устройством чтения/записи. Другие команды чтения/записи могут также посылаться на микроконтроллер 23 внешним электронным устройством чтения/записи для чтения/записи других внутренних регистров микроконтроллера 23 для целей тестирования/отладки.
В конечном итоге в режиме программирования микроконтроллер 23 соответствующим образом программируется для работы, как описано выше.
Преимущества, которые достигаются электронным счетчиком 10 в соответствии с настоящим изобретением, легко понятны специалисту в данной области техники. В частности, электронный счетчик 10 обеспечивает работу ультразвукового склеивающего устройства 12 с возможностью непосредственного и постоянного контроля в течение длительного времени и, в частности, легкое, надежное и эффективное определение количества циклов ультразвукового склеивания, выполненных ультразвуковым склеивающим устройством 12, что обеспечивает надлежащее решение вопросов, связанных с гарантийным обслуживанием.
Способ изготовления упаковочного контейнера и упаковочный контейнер
Способ изготовления упаковочного контейнера и упаковочный контейнер
Колпачок с индикацией вскрытия и горловина
Усовершенствованная флексографская печать, устройство и способ флексографской печати
Формующий элемент для формования запечатанных упаковок с текучими пищевыми продуктами из трубы упаковочного материала
Сгибающее устройство для формования герметичных упаковок текучих пищевых продуктов
Гомогенизирующий клапан
Способ изготовления упаковочного материала, снабженного повторяющимся рисунком, выполненным печатной краской
Способ получения и устройство для получения исходного молочного материала для обезжиренного молока
Обработка пламенем подложки
Способ изготовления упаковочного контейнера и упаковочный контейнер
Способ изготовления упаковочного контейнера и упаковочный контейнер
Колпачок с индикацией вскрытия и горловина
Усовершенствованная флексографская печать, устройство и способ флексографской печати
Формующий элемент для формования запечатанных упаковок с текучими пищевыми продуктами из трубы упаковочного материала
Сгибающее устройство для формования герметичных упаковок текучих пищевых продуктов
Гомогенизирующий клапан
Способ изготовления упаковочного материала, снабженного повторяющимся рисунком, выполненным печатной краской
Способ получения и устройство для получения исходного молочного материала для обезжиренного молока
Обработка пламенем подложки

