СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДНЫХ МУФТОВЫХ ЭЛЕКТРОИЗОЛИРУЮЩИХ ВСТАВОК
Вид РИД
Изобретение
Изобретение относится к трубопроводному транспорту и может быть использовано для электрического разъединения трубопроводов и/или их участков.
Известен способ изготовления трубопроводных муфтовых электроизолирующих вставок, включающий неразъемное герметичное клеемеханическое резьбовое соединение металлических патрубков с переходником в виде трубы из диэлектрического материала, размещение между металлическими патрубками в стыке и между патрубками и наружной муфтой, охватывающей патрубки с натягом, диэлектрических прокладок (пат. РФ №49168, кл. F16L 25/00, опубл. 10.11.2005 г.).
Недостатком такого способа является недостаточная прочность и герметичность соединений на основе клеемеханических технологий для уровня давлений в трубопроводе порядка 20 МПа и выше.
Известен способ изготовления электроизолирующей вставки, состоящей из двух металлических патрубков с раструбными концами, путем радиального обжатия концов охватывающей патрубки наружной металлической муфты через диэлектрические прокладки, отделяющие патрубки друг от друга и от муфты. При этом прочность и герметичность при высоких давлениях в трубопроводе обеспечиваются замковым соединением типа выступ-впадина, образованным в результате радиального обжатия, в котором функцию выступов выполняют раструбные концы патрубков, а функцию ответной впадины - внутренняя поверхность муфты (пат. РФ №2247278, кл. F16L 25/00, опубл. 27.02.05 г.).
Недостатком этого способа является сложность изготовления, обусловленная фигурной конструкцией патрубков с раструбными концами, а также необходимостью применения достаточно мощного дорогостоящего обжимного оборудования для толщин стенок муфты и патрубков, которые, например, для давлений в трубопроводе порядка 20 МПа составляют 10... 12 мм. Кроме того, требуются подкладные кольца, которые необходимо монтировать в патрубки в зоне обжатия для предупреждения их сминания.
Наиболее близким по технической сущности к предлагаемому является способ изготовления электроизолирующей вставки для трубопровода, включающий размещение между смежными торцами патрубков и между патрубками и соединяющей их наружной муфтой диэлектрических прокладок, неразъемное соединение патрубков с муфтой путем совместной радиальной раздачи патрубков и муфты с формированием кольцевых выступов на наружных поверхностях патрубков и муфты высотой, превышающей толщину диэлектрических прокладок между патрубками и муфтой.
Концевые участки муфты редуцируют путем радиального обжима с формированием внутренних выступов в патрубках, диэлектрические прокладки между патрубками и муфтой выполняют из термоплавкого полимера, приклеивание прокладок к поверхности муфты производят путем нагрева муфты после радиального обжатия (пат. РФ №2406007, кл. F16L 25/03, опубл. 10.12.10 г.).
Недостатком этого способа является большая технологическая сложность процесса изготовления, обусловленная осуществлением двух последовательных процессов воздействия на пару муфта-патрубок с целью их соединения с образованием замкового устройства:
сначала производят дорнование (радиальная совместная раздача патрубков и муфты изнутри), затем производят редукцию (радиальный обжим снаружи) концов муфты. Отсюда необходимость в сложном дорогостоящем дорновальном и обжимном оборудовании.
Задачей изобретения является упрощение способа изготовления неразъемных электроизолирующих вставок с сохранением высокой надежности изделия.
Поставленная задача решается тем, что в способе изготовления трубопроводных муфтовых электроизолирующих вставок, включающем неразъемное герметичное клеемеханическое соединение металлических патрубков с переходником в виде трубы из диэлектрического материала, размещение между патрубками в стыке и между патрубками и охватывающей их металлической муфтой диэлектрических прокладок, неразъемное соединение патрубков с муфтой путем формирования на взаимоприлегающих через диэлектрическую прокладку поверхностях муфты и патрубков впадин-выступов, образующих замковое соединение, согласно изобретению на наружной поверхности патрубков в зоне муфты выполняют кольцевую впадину, отстоящую на некотором расстоянии от края, обращенного к стыку, а на прилегающей внутренней поверхности муфты формируют ответный кольцевой выступ путем обжатия муфты совместно с охватываемыми патрубками протягиванием через фильеру, сопровождающимся заполнением кольцевых впадин на патрубках металлом за счет пластической деформации муфты под действием сил обжатия.
В процессе протягивания через фильеру муфту фиксируют относительно патрубков в положении, симметричном относительно стыка (стык патрубков размещают посередине муфты), что обеспечивается начальной установкой и настройкой протяжного оборудования с помощью подбора длины пуансона и упорных элементов с общей для муфты и патрубков базой, закрепленной на подвижном столе протяжного пресса.
Глубину кольцевой впадины на патрубках h выполняют исходя из условия h≥m+ε, где m - расчетная высота кольцевого выступа для заданной величины давления в трубопроводе, а ε - толщина диэлектрической прокладки между патрубками и муфтой. Выполнение вышеприведенного условия необходимо для исключения разрыва прокладки из-за касательных напряжений на ее поверхности от контакта с движущейся по ходу протягивания волны пластической деформации металла.
С этой же целью - исключения разрыва прокладки за счет трения с заполняющим кольцевую впадину металлом - целесообразно применять в качестве диэлектрической прокладки между патрубком и муфтой термоусаживаемую полимерную трубку, которую термоусаживают поверх патрубков нагревом по наружной поверхности в желтом пламени горелки или в струе промышленного фена до температуры 130…180°С с обеспечением максимально плотного прижатия прокладки к поверхности впадины.
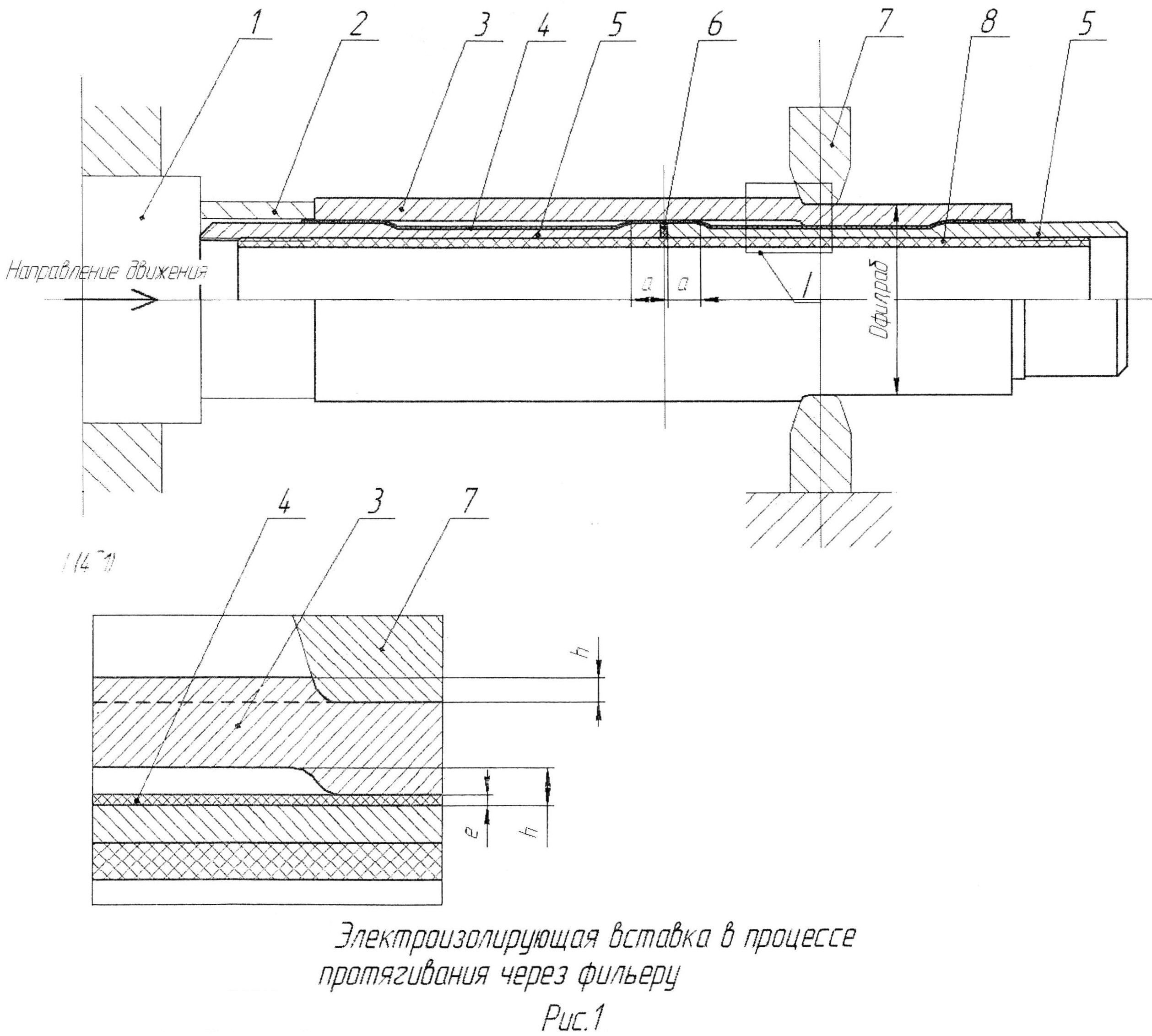
Объем затекающего в процессе протягивания в кольцевые впадины металла номинально равен объему металла, расположенного выше диаметра муфты, соответствующего рабочему диаметру отверстия фильеры (см. выноску на рис.1). Отсюда следует, для полного заполнения впадины на патрубке рабочий диаметр отверстия фильеры должен быть меньше наружного диаметра муфты на величину 2h. При большем диаметре отверстия фильеры впадина заполнится не на всю глубину, при меньшем диаметре фильеры избыток металла уйдет в бесполезное удлинение обжатой муфты (до 3…5% от длины муфты).
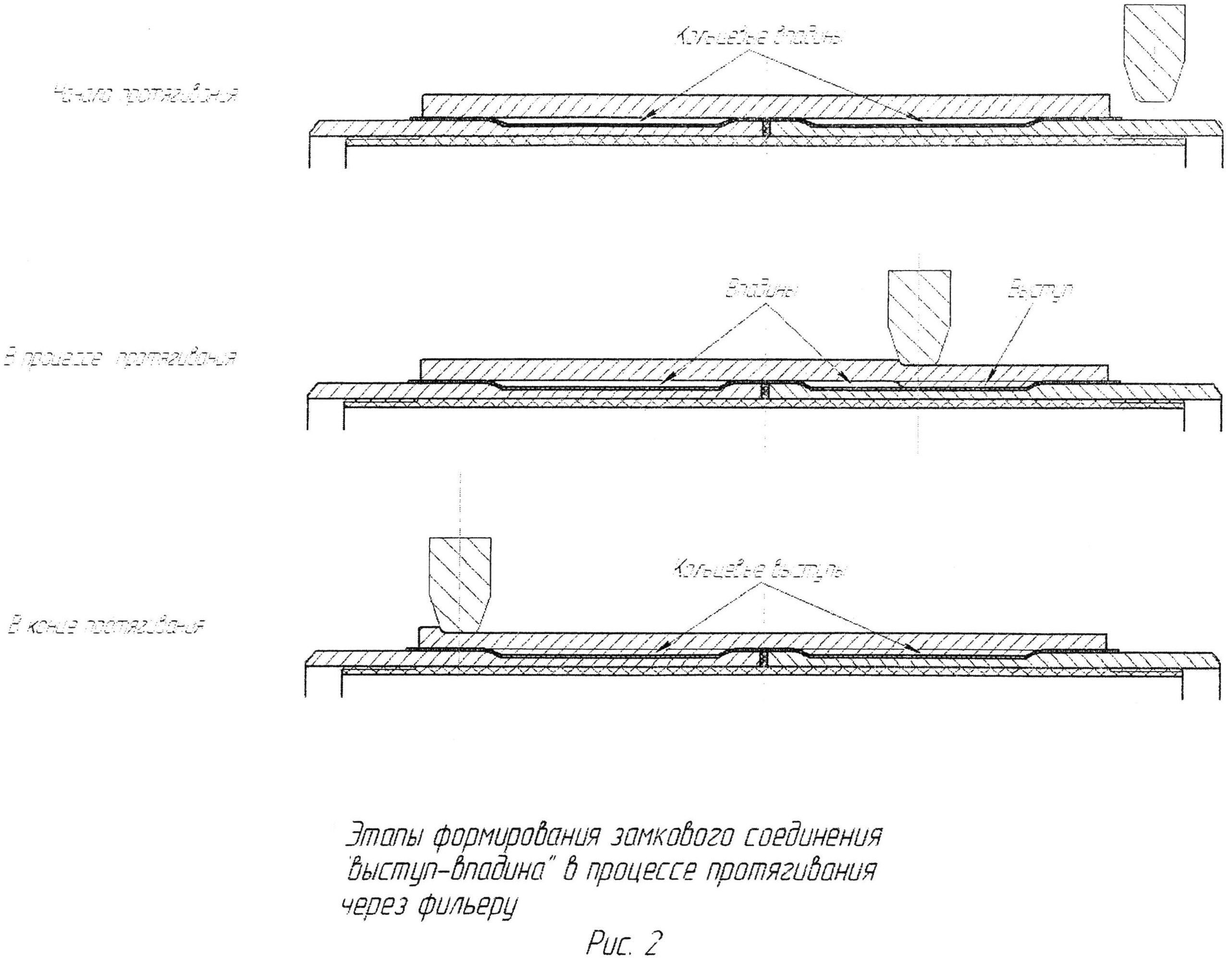
Способ поясняется рисунками 1, 2, где приведены продольный разрез электроизолирующей вставки и схема протягивания муфты с патрубками через фильеру.
Способ осуществляется следующим образом.
1. На переходник 8 в виде трубы из волокнистого диэлектрического материала путем неразъемного клеемеханического резьбового соединения устанавливают разделенные диэлектрической прокладкой 6 металлические патрубки 5, выполненные с обнижением наружного диаметра - кольцевой впадиной, отстоящей на некотором расстоянии «а» от края патрубка, обращенного к стыку.
2. Поверх патрубков надевают тонкостенную трубку 4 из пластичного диэлектрического материала. Длина трубки должна быть несколько больше длины металлической муфты для обеспечения надежной изоляции от патрубков. Желательно применять трубку из термоусаживаемого полимера, например трубка ТУТ по ТУ… с толщиной стенки 0,8…1 мм. В этом случае трубку плотно термоусаживают на поверхности патрубков путем поверхностного нагрева желтым пламенем горелки или струей воздуха от промышленного фена при температуре 130…180°С.
3. Поверх диэлектрической трубки-прокладки устанавливают металлическую муфту 3, после чего изделие устанавливают на горизонтальный пресс с опорой одним концом на посадочное место подвижного стола 1, вторым концом - в отверстие фильеры 7. Установочное положение муфты, симметричное относительно стыка патрубков, обеспечивают подбором длины пуансона 2 и сохраняют неизменным в течение всего процесса протягивания через фильеру,
4. В процессе протягивания через фильеру под действием сил сжатия наружный диаметр муфты уменьшается до рабочего диаметра отверстия фильеры, при этом металл муфты за счет пластической деформации под действием сил сжатия заполняет свободное кольцевое пространство между внутренней поверхностью муфты и поверхностью впадины патрубка, образуя между взаимоприлегающими поверхностями муфты и патрубков замковое соединение выступ-впадина.
Электроизолирующие вставки с диаметром прохода 65, 80, 100, 150 мм и длиной 1200 мм, изготовленные согласно изложенного способа, выдерживают испытательное давление 35 МПа (при более высоких давлениях не испытывались) и успешно эксплуатируются на трубопроводах нефтепромысловой отрасли.