Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОРОТКИХ РЕЗИНОКОРДНЫХ КОМПЕНСАТОРНЫХ ВСТАВОК
Вид РИД
Изобретение
Изобретение относится к технологии и оборудованию для изготовления прямых коротких порядка 1000 мм резинокордных компенсаторных вставок, имеющих борта с заделанными нитями корда или без бортов в трубопроводы для транспортировки жидких сред.
Известно устройство для вулканизации безбортовых трубчатых изделий, содержащее трубчатый корпус с концентрично в нем установленной цилиндрической диафрагмой, вулканизация в котором осуществляется за счет подачи теплоносителя в зазор между корпусом и диафрагмой (Патент 1140985 RU, МПК В29С 35/04, опубл. 23.02.85, Бюл. №7).
Недостатком указанного устройства является невозможность изготовления трубчатых изделий с бортами, кроме того, при наличии зазора между внутренней поверхностью диафрагмы в свободном состоянии и наружным диаметром изделия при вулканизации возможно образование дефектов в виде локальных продольных складок.
Наиболее близким по технической сущности и достигаемому техническому результату является способ вулканизации резинокордных изделий и пресс-форма для его осуществления (Патент 2376138 RU, МПК В29С 35/02, опубл. 20.12.09, Бюл. №35). Пресс-форма содержит верхнюю и нижнюю полуформы, формующие фланцы и варочную диафрагму, смонтированную на жестком дорне, вставляемую внутрь изделия. При вулканизации теплоноситель под давлением подается в варочную диафрагму, диафрагма отходит от дорна и прижимает резинокордный композит к внутренней поверхности пресс-формы.
Недостатком известного способа изготовления является сложность обеспечения постоянства диаметра внутренней поверхности по длине резинокордной компенсаторной вставки из-за его увеличения при вулканизации в результате прессовки стенки резинокордного композита варочной диафрагмой и не обеспечивается хорошая чистота внутренней поверхности прямой резинокордной компенсаторной вставки.
Техническим результатом заявляемого изобретения является повышение качества прямых коротких резинокордных компенсаторных вставок, имеющих борта с заделанными нитями корда или без бортов и малую длину, порядка 1000 мм, с обеспечением постоянства диаметра и чистоты внутренней поверхности прямых резинокордных компенсаторных вставок и исключение возможности образования локальных продольных складок на внешней поверхности вставки в процессе вулканизации.
Технический результат достигается за счет того, что устройство для изготовления прямых коротких резинокордных компенсаторных вставок в трубопроводы включает цельный жесткий дорн, формующие фланцы и варочную диафрагму, расположенную поверх заготовки компенсаторной вставки и смонтированную во внешней обечайке устройства, при этом внутренний диаметр варочной диафрагмы в свободном состоянии соответствует наружному диаметру резинокордной компенсаторной вставки.
Цельный жесткий дорн обеспечивает постоянство диаметра внутренней поверхности резинокордной компенсаторной вставки, внешняя варочная диафрагма при подаче теплоносителя под давлением в полость между варочной диафрагмой и внешней обечайкой обеспечивает качественную прессовку стенки резинокордного композита прямых коротких резинокордных компенсаторных вставок за счет прижатия варочной диафрагмой стенки резинокордной компенсаторной вставки к жесткому дорну с гладкой поверхностью.
Осевое смещение формующих фланцев под действием давления в варочной диафрагме обеспечивает предварительное натяжение нитей силового каркаса, кроме того, осевое смещение формующих фланцев окончательно формует профиль борта.
Сущность предлагаемого способа поясняется чертежами:
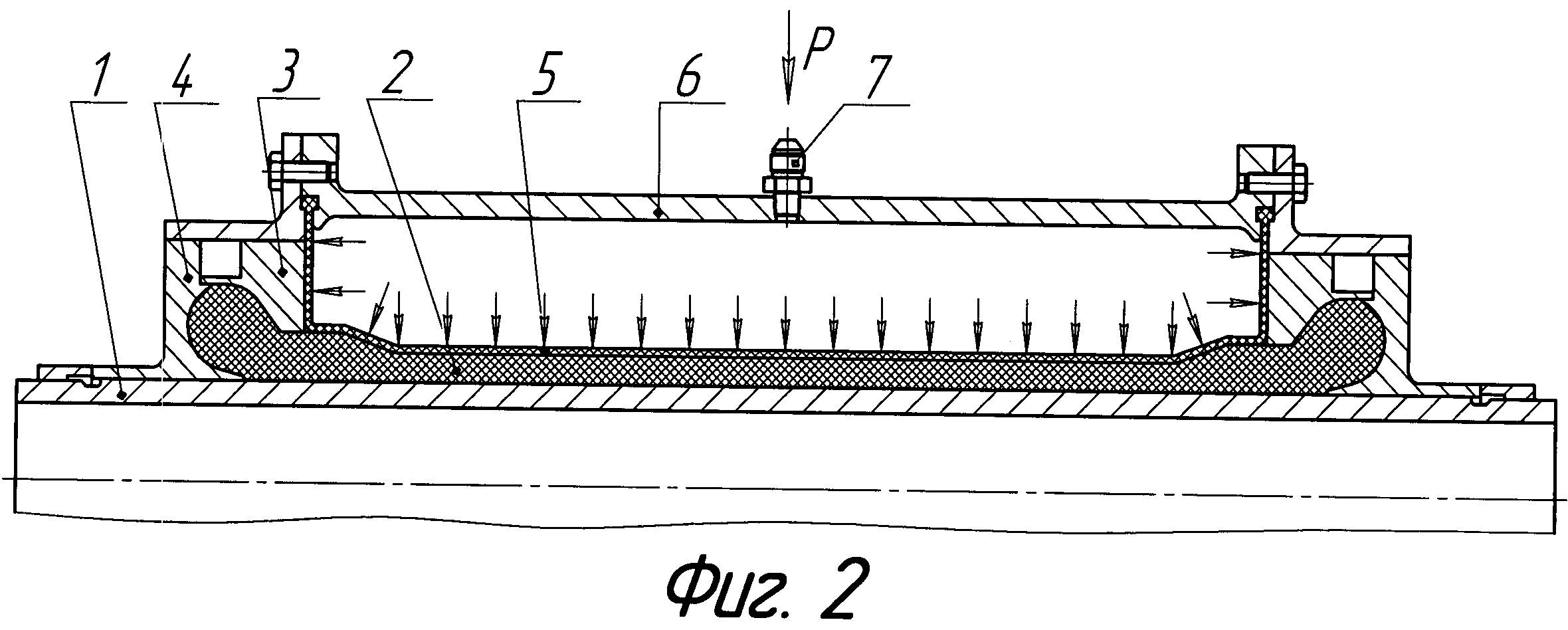
фиг.1 - установка собранной на цельном жестком дорне заготовки прямой короткой резинокордной компенсаторной вставки во внешнюю обечайку с вакуумированной варочной диафрагмой;
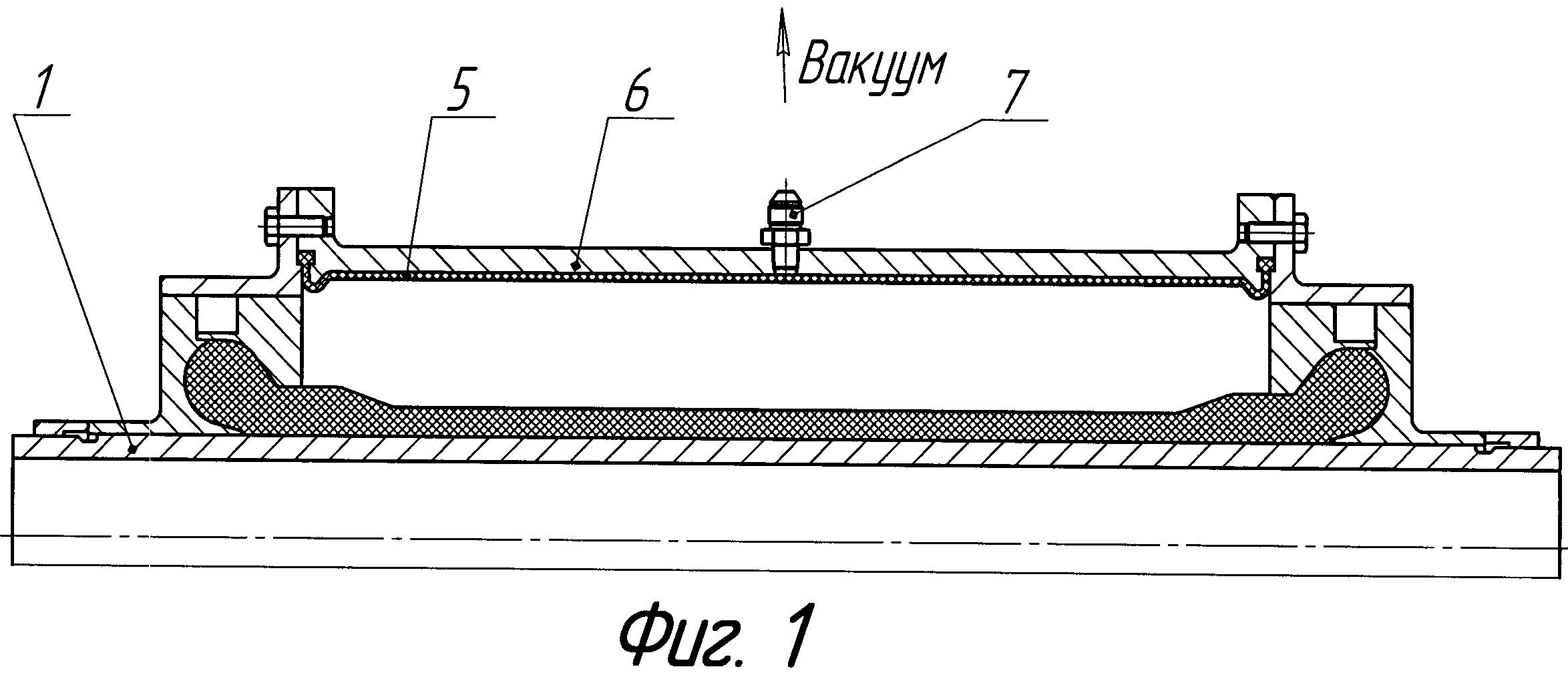
фиг.2 - устройство в процессе вулканизации.
Устройство для изготовления коротких резинокордных компенсаторных вставок 2 в трубопроводы, включающее цельный жесткий дорн 1, формующие фланцы 3 и 4 и варочную диафрагму 5 (фиг.1), расположенную поверх изделия и смонтированную во внешней обечайке устройства, при этом внутренние диаметральные размеры варочной диафрагмы 5 в свободном состоянии соответствуют наружным диаметральным размерам заготовки компенсаторной вставки (фиг.2).
Предлагаемый способ для изготовления прямых коротких порядка 1000 мм резинокордных компенсаторных вставок в трубопроводы, имеющих борта с заделанными нитями корда или без заделки, осуществляется следующим образом.
Внешнюю обечайку 6 через штуцер 7 подсоединяют к вакуумной линии. Под действием вакуума варочная диафрагма 5 облегает внутреннюю поверхность внешней обечайки 6, что позволяет свободно вставлять дорн с собранной на нем заготовкой резинокордной компенсаторной вставки и извлекать его со вставкой после вулканизации.
Собранную на цельном жестком дорне 1 заготовку коротких резинокордных компенсаторных вставок 2 с формующими фланцами 3 и 4 устанавливают во внешнюю обечайку 6 (фиг.1), после чего устройство помещают в вулканизационное оборудование и через штуцер 7 подключают к системе подачи теплоносителя (фиг.2).
Поскольку внутренние диаметральные размеры варочной диафрагмы в свободном состоянии соответствуют наружным диаметральным размерам заготовки короткой резинокордной компенсаторной вставки 2, то после подачи теплоносителя под давлением в полость между варочной диафрагмой и внешней обечайкой происходит прессование стенки резинокордного композита заготовки резинокордной компенсаторной вставки 2 за счет прижатия варочной диафрагмой 5 стенки резинокордной компенсаторной вставки 2 к жесткому дорну 1 с гладкой поверхностью без образования локальных продольных складок на внешней поверхности компенсаторной вставки 2. Под действием давления варочной диафрагмы 5 на формующие фланцы 3 они смещаются вдоль продольной оси, что обеспечивает прессовку бортовых зон и предварительное натяжение нитей силового каркаса заготовки резинокордной компенсаторной вставки 2.
По окончании процесса вулканизации заявляемое устройство отсоединяют от системы подачи теплоносителя и извлекают из вулканизационного оборудования. Штуцер 7 подсоединяют к вакууму и резинокордную компенсаторную вставку 2 с цельным жестким дорном 1 и формующие фланцы 3 и 4 извлекают из внешней обечайки 6.
Предложенный способ обеспечивает изготовление высококачественных, надежных и долговечных прямых коротких резинокордных компенсаторных вставок, имеющих малую длину, порядка 1000 мм, с обеспечением постоянства диаметра и чистоты внутренней поверхности коротких резинокордных компенсаторных вставок по всей их длине.
Предприятие имеет положительный опыт изготовления аналогичных изделий по заявленной технологии.
Головка червячного пресса
Станок для сборки резинокордных оболочек
Дорн для сборки и вулканизации угловых рукавов высокого давления
Пресс-форма для вулканизации армированных резинотехнических изделий
Резинокордная оболочка
Клеевая композиция
Резинокордная оболочка для пневматического амортизатора
Устройство для навивки винтовой спирали
Заглушающее резинокордное устройство для перекрытия трубопроводов
Клеевая композиция
Угловой армированный резиновый компенсатор
Пресс-форма для вулканизации полых резинокордных изделий
Способ вулканизации резинокордных изделий и пресс-форма для его осуществления
Пресс-форма для вулканизации армированных резинотехнических изделий
Резинокордная оболочка
Способ изготовления эластомерных элементов машин
Пневматический упругий элемент

