Результат интеллектуальной деятельности: ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ ТУРБОМАШИНЫ СПОСОБОМ СВЕРХПЛАСТИЧЕСКОЙ ФОРМОВКИ
Вид РИД
Изобретение
Изобретение относится к машиностроению, а именно к области изготовления полых лопаток авиационных двигателей способом сверхпластической формовки, и может быть использовано при изготовлении, например, полой вентиляторной лопатки турбомашины.
При изготовлении полых лопаток используют заготовку из соединенных между собой, предпочтительно, диффузионной сваркой листовых полуфабрикатов, которую затем подвергают сверхпластической формовке в штампе. Для обеспечения точности геометрических размеров формуемой части заготовку устанавливают в штамп с гарантированным зазором.
Установку заготовки в штамп осуществляют при высокой температуре, что не позволяет обеспечить достаточную точность ее установки относительно гравюры штампа. Вероятность смещения заготовки относительно гравюры штампа повышается с усложнением формы заготовки. Например, при изготовлении полой лопатки турбомашины заготовка в районе замка имеет криволинейную форму, в районе торца пера - плоскую, а профиль пера закручен на угол 50-60°, что усложняет точное позиционирование заготовки в штампе.
Для получения необходимых геометрических размеров аэродинамического профиля лопатки турбомашины в формуемой части заготовки предусмотрены припуски на последующую механическую обработку внешней поверхности отформованной части. Размер припусков зависит как от толщины элементов формуемой части заготовки, так и от точности позиционирования ее в штампе. Общее требование - припуски на механическую обработку должны быть минимально возможными, так как увеличение припусков на механическую обработку тонкостенных элементов отформованной части пакета приводит к увеличению значений остаточных напряжений и, как следствие, к короблению изделия. Особенную актуальность этот вопрос приобретает при обработке тонкостенных конструкций лопаток турбомашины из высокопрочных промышленных титановых сплавов.
Для повышения точности геометрических размеров готового изделия в конструкции заготовки должны быть предусмотрены технологические базы для ее установки в штампе относительно его гравюры, контрольные базы для определения геометрических размеров после сверхпластической формовки и установочные базы для последующей механической обработки отформованной поверхности, которые должны быть взаимно связаны.
Известна заготовка для изготовления полой лопатки турбомашины способом сверхпластической формовки, содержащая, по меньшей мере, два элемента, соединенных друг с другом с образованием формуемой и неформуемой частей, и технологические зоны в виде расположенных по торцам заготовки цапф для установки заготовки в штамп (патент РФ № 2412017, опубл.20.02.2011).
Установка заготовки в штампе при помощи цапф позволяет сориентировать заготовку только в двух взаимно перпендикулярных направлениях - в осевом и поперечном, что не позволяет с достаточной точностью установить заготовку в штамп и, как следствие, обеспечить точное соответствие геометрических размеров отформованной части заготовки гравюре штампа.
Наиболее близкой по технической сущности и достигаемому результату к предлагаемому техническому решению является заготовка для изготовления полой лопатки турбомашины способом сверхпластической формовки, содержащая три элемента, соединенных друг с другом с образованием формуемой и неформуемой частей, и технологические зоны в виде расположенных по торцам заготовки бобышек для совмещения элементов заготовок относительно друг друга перед их соединением диффузионной сваркой и для последующей установки заготовки в штампе для его сверхпластической формовки (патент US 5636440, опубл. 10.06.1997).
Установка заготовки в штампе при помощи бобышек позволяет сориентировать заготовку относительно гравюр штампа только в двух взаимно перпендикулярных направлениях - в осевом и поперечном, но не обеспечивает ее ориентацию в направлении толщины заготовки, что не позволяет получить необходимую точность геометрических размеров отформованной части заготовки и толщины формуемых элементов.
На точность позиционирования в штампе формуемой и неформуемой частей заготовки относительно друг друга влияет также точность размеров заготовки в поперечном направлении.
Для обеспечения высокой точности геометрических размеров заготовки требуется проведение достаточно трудоемких подготовительных работ как по обеспечению размеров заготовки в поперечном направлении, так и точных размеров переменной толщины заготовки в продольном направлении. Необходимость изготовления формуемой части заготовки с высокой точностью обусловлено также тем, что при сверхпластической формовке должен быть обеспечен минимальный зазор, в пределах 0,05-0,1 мм, между поверхностью установленной в штамп заготовки и гравюрами матрицы и пуансона в сомкнутом состоянии.
Кроме того, невозможность точного позиционирования заготовки в штампе обусловливает необходимость увеличения размера припусков на механическую обработку, что приводит к увеличению значений остаточных напряжений и, как следствие, к короблению изделия в результате наведенных механической обработкой остаточных напряжений и несоблюдению его геометрических размеров. При этом возрастает трудоемкость по обработке отформованного изделия, т.к. требуется больше времени на удаление припусков.
Задачей, на решение которой направлено изобретение, является создание заготовки, конструкция которой позволяет изготавливать полую лопатку турбомашины способом сверхпластической формовки с более точными геометрическими размерами, а также снижение трудоемкости ее изготовления.
Поставленная задача решается тем, что заготовка для изготовления полой лопатки турбомашины способом сверхпластической формовки в штампе, включает, по меньшей мере, два элемента, соединенных друг с другом с образованием формуемой и неформуемой частей, и технологическую зону, расположенную по периметру неформуемой части и выполненную в виде ее продолжения, при этом на поверхности технологической зоны, расположенной со стороны матрицы штампа, выполнены выступы для обеспечения плотного прилегания противоположной поверхности технологической зоны к пуансону сомкнутого штампа.
Расположение технологической зоны по периметру неформуемой части заготовки и выполнение ее в виде продолжения этой части заготовки, а также выполнение на поверхности технологической зоны, расположенной со стороны матрицы штампа выступов для обеспечения плотного прилегания противоположной поверхности технологической зоны к пуансону сомкнутого штампа, позволяет повысить точность геометрических размеров полой лопатки турбомашины за счет более точного позиционирования заготовки в процессе смыкания половинок штампа и последующей сверхпластической формовки, а также за счет снижения припусков на механическую обработку и обеспечения точного базирования заготовки при механической обработке.
Выполнение на поверхности технологической зоны со стороны матрицы штампа выступов для обеспечения плотного прилегания противоположной поверхности технологической зоны к пуансону сомкнутого штампа позволяет после установки заготовки в гравюру штампа и его последующего смыкания при температуре сверхпластической формовки до соприкосновения с собственными базами зафиксировать заготовку на поверхности пуансона штампа за счет пластической деформации выступов.
Поскольку смыкание штампа и фиксирование заготовки происходит до начала сверхпластического формования ее формуемой части, определяется положение неформуемой части заготовки в межштамповом пространстве. В процессе формовки элементы формуемой части заготовки, касаясь гравюры матрицы и пуансона, однозначно воспроизводят форму внутренней полости штампа и позиционируют неформуемые элементы заготовки относительно формуемых, что позволяет обеспечить получение геометрических размеров формуемой части заготовки в точном соответствии с гравюрами штампа.
Кроме того, выполнение выступов на поверхности технологической зоны, расположенной по периметру неформуемой части заготовки, позволяет использовать поверхность выступов, образованную в процессе их пластической деформации при смыкании половинок штампа, в качестве базы при проведении контрольной операции после сверхпластической формовки, цель которой - определить форму и размеры отформованной части заготовки в поперечном сечении ее профиля. Эта база связывает обе внешние отформованные поверхности заготовки друг с другом, позволяя не только замерить отклонение формы этих поверхностей от номинальных, но и определить отклонение профиля поперечного сечения заготовки от номинального, что также способствует повышению точности геометрических размеров полой лопатки.
Поверхности деформированных выступов могут быть использованы, в том числе и в качестве базовых при установке заготовки в обрабатывающие центры для последующей механической обработки, что также позволяет обеспечить повышение точности геометрических размеров полой лопатки турбомашины.
Повышение точности формообразующей операции, точности замера геометрии заготовки на контрольной операции, а также использование деформированной поверхности выступов, в том числе и в качестве установочных баз при механической обработке заготовки позволяет снизить припуски на последующую механическую обработку.
При механической обработке тонкостенных полых деталей величина снимаемого материала по отношению к толщине обрабатываемой поверхности становится значительной даже при небольших назначенных припусках. Это является причиной появления в тонкостенных конструкциях остаточных напряжений, достаточных для возникновения коробления обработанной поверхности и как следствие искажению формы готового изделия. Поэтому снижение припусков на последующую механическую обработку также направлено на решение поставленной задачи - повышение точности геометрических размеров полой лопатки турбомашины.
Снижение трудоемкости производства полой лопатки турбомашины на этапе получения заготовки связано с отсутствием необходимости изготовления ее элементов с высокой точностью, обеспечивающей минимальный зазор, в пределах 0,05-0,1 мм между поверхностью, установленной в штамп заготовки и гравюрами матрицы и пуансона в сомкнутом состоянии.
Возможность получения заданных геометрических размеров отформованной части заготовки позволяет уменьшить припуск на механическую обработку элементов заготовок, что снижает трудоемкость на этапе изготовления заготовки, а также на этапе механической обработки за счет уменьшения количества снимаемого материала, а также за счет отсутствия необходимости выполнения операции термической обработки для снятия внутренних напряжений, приводящих к короблению механически обработанных поверхностей.
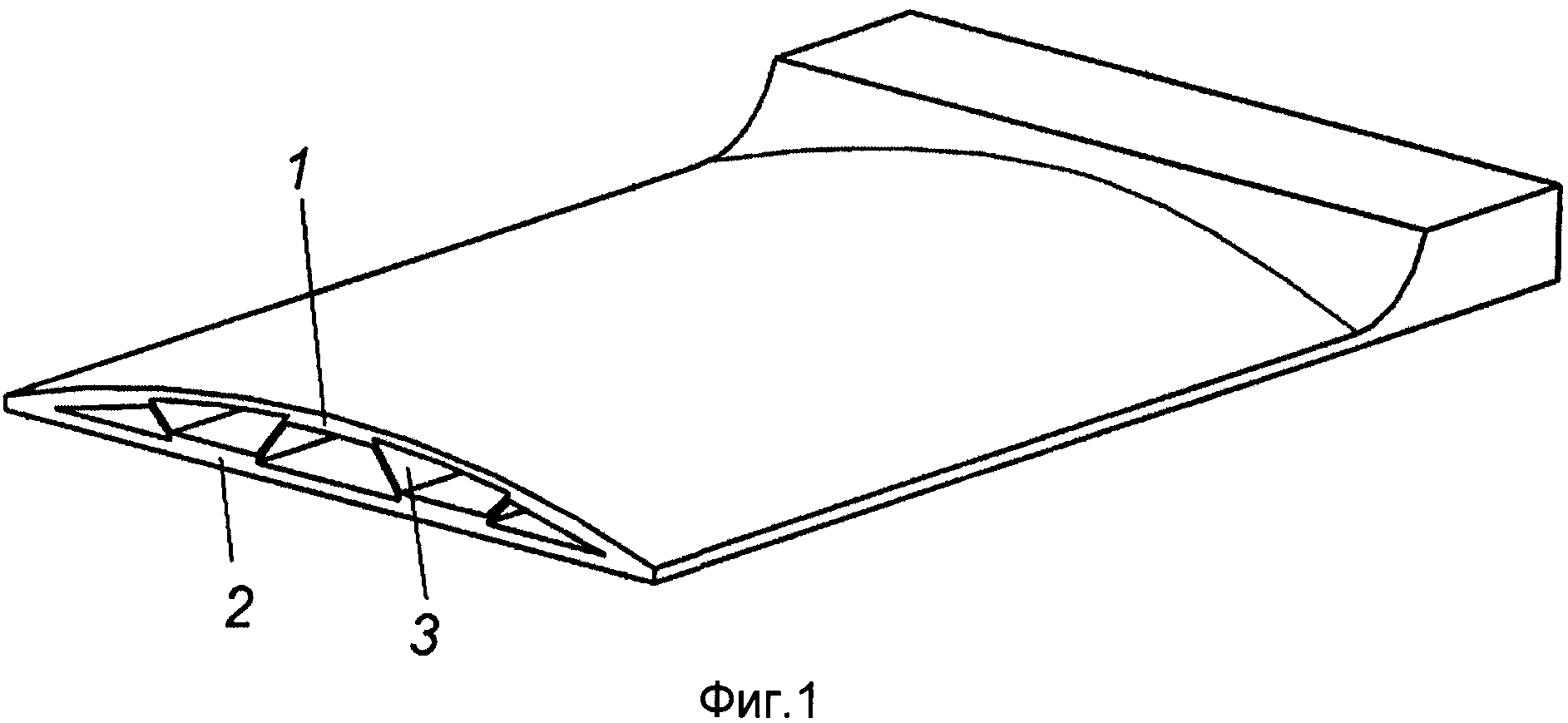
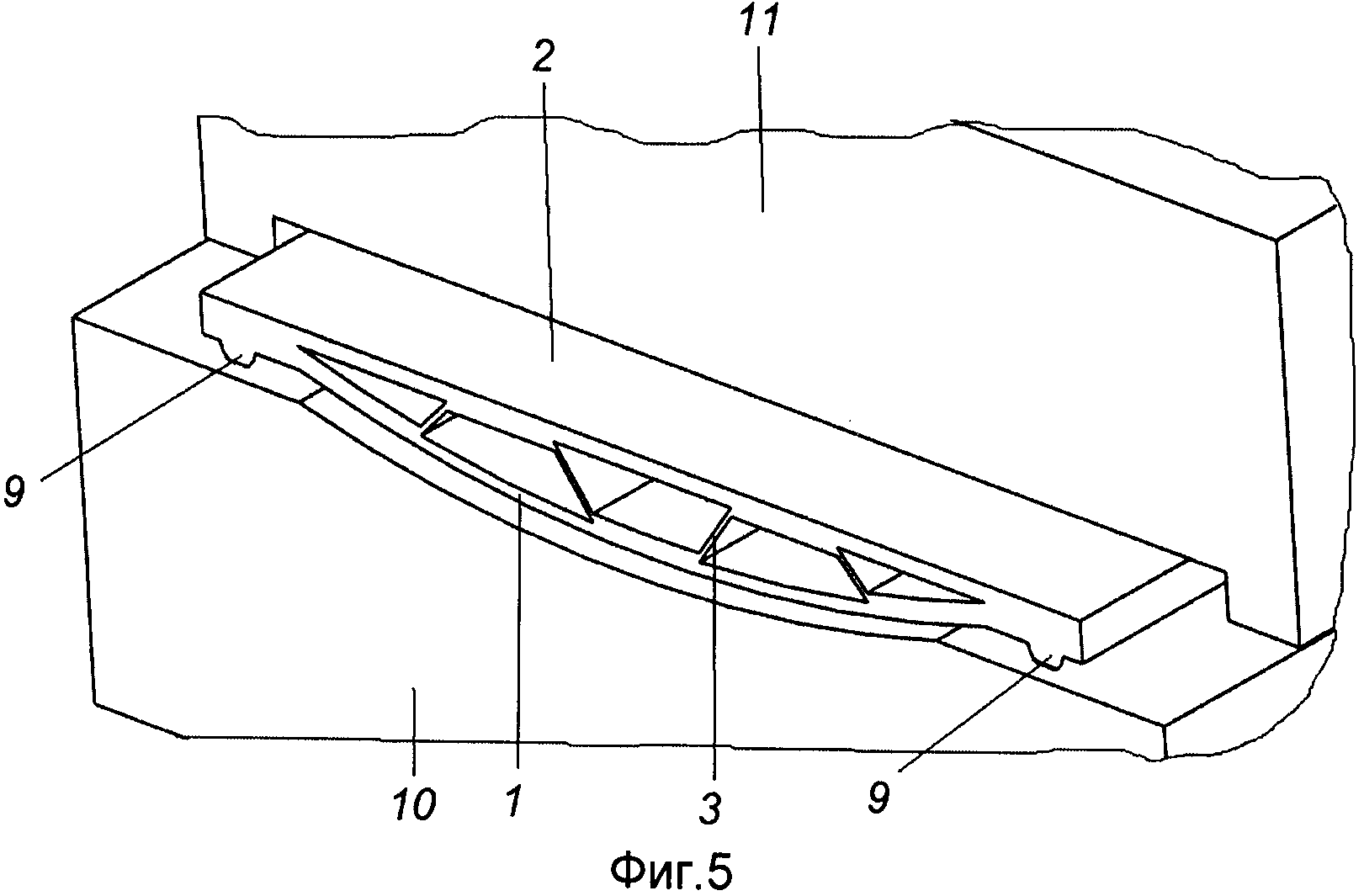
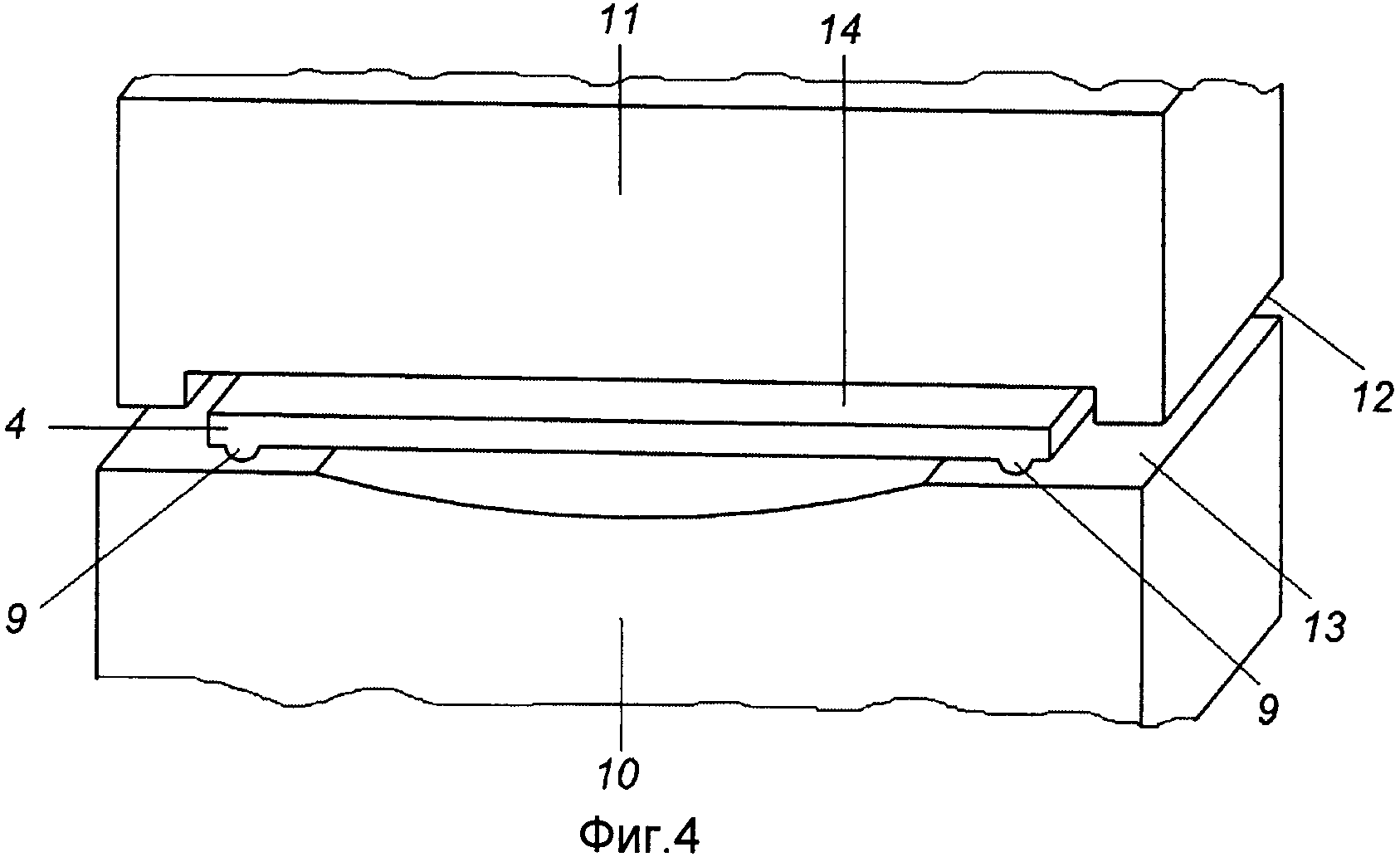
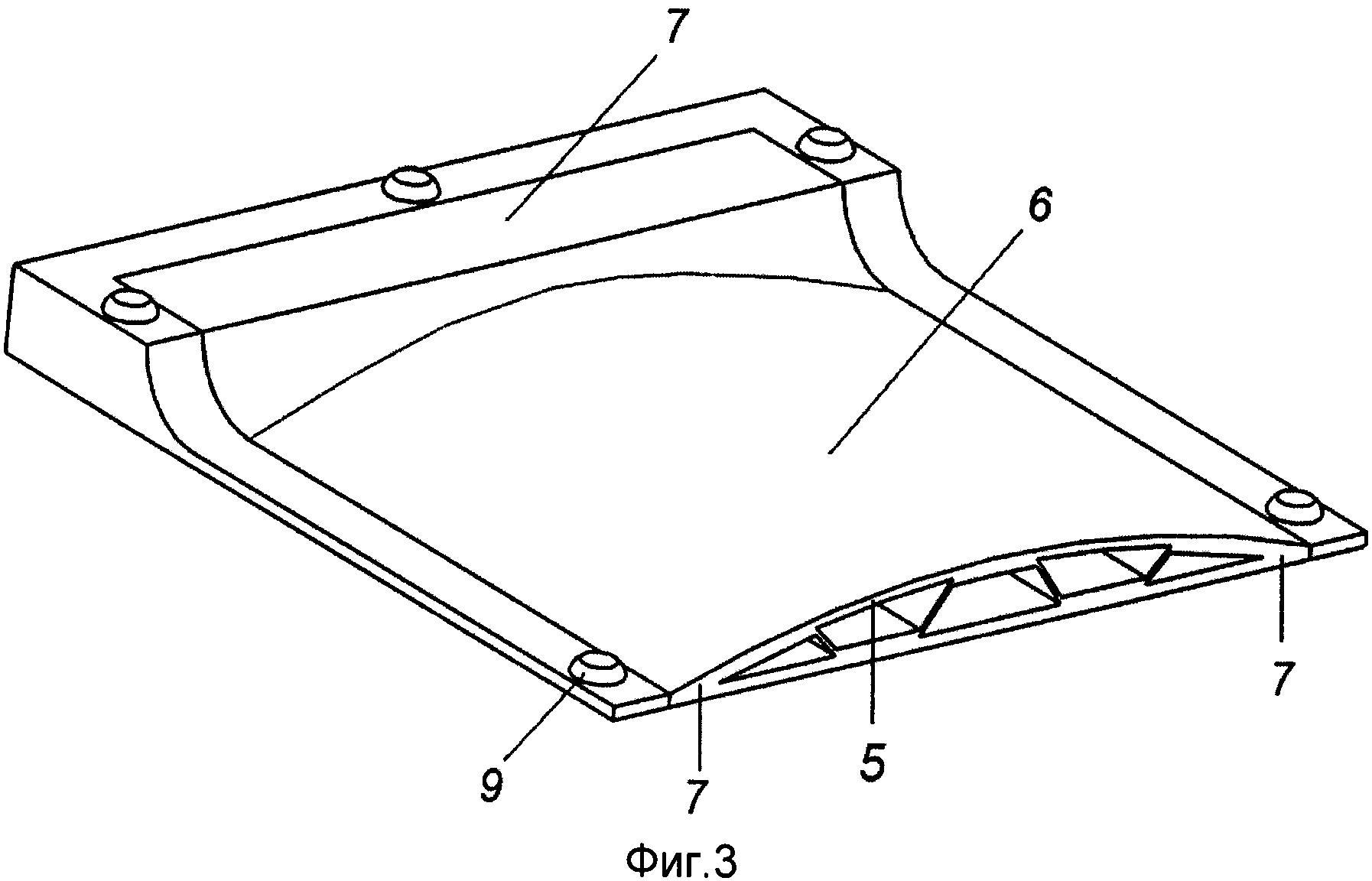
На фиг.1 показана полая лопатка турбомашины, изготовленная из предлагаемой заготовки способом сверхпластической формовки; на фиг.2 показана предлагаемая заготовка для изготовления полой лопатки турбомашины; на фиг.3 показана заготовка после формовки, торец заготовки со стороны пера лопатки обрезан; на фиг.4 показано сечение заготовки для полой лопатки турбомашины, уложенной в штамп до смыкания матрицы и пуансона; на фиг.5 показано сечение заготовки для полой лопатки турбомашины после сверхпластической формовки, до размыкания матрицы и пуансона.
На чертежах указаны следующие позиции:
1 - спинка лопатки;
2 - корыто лопатки;
3 - наполнитель;
4 - заготовка;
5 - листовой элемент;
6 - формуемая часть;
7 - неформуемая часть;
8 - технологическая зона;
9 - выступы;
10 - матрица штампа;
11 - пуансон штампа;
12 - база смыкания пуансона с матрицей;
13 - база смыкания матрицы с пуансоном;
14 - поверхность формуемой части, образующая корыто.
Предлагаемая в качестве заявляемого технического решения заготовка предназначена для изготовления полой лопатки турбомашины способом сверхпластической формовки, которая содержит спинку 1, корыто 2 и наполнитель ячеистого типа 3 (фиг.1).
Заготовка 4 для изготовления представленной на фиг.1 полой лопатки турбомашины содержит соединенные друг с другом диффузионной сваркой три листовых элемента 5 в виде пластин, выполненных из материала, способного к сверхпластической формовке. Элементы соединены друг с другом с образованием формуемой 6 и неформуемой 7 частей. По периметру неформуемой части 7 расположена технологическая зона 8. Выступы 9 выполнены по всему периметру технологической зоны 7 на той ее поверхности, которая будет расположена со стороны матрицы штампа 10, т.е. со стороны формуемой части 6 заготовки, которая в процессе формовки образует спинку 1 лопатки.
Изготовление предлагаемой заготовки и ее использование показано на конкретном примере изготовления полой вентиляторной лопатки турбомашины.
Заготовку 4 для полой вентиляторной лопатки изготавливают из трех элементов 5. В качестве элементов для изготовления предлагаемой заготовки используют листовые полуфабрикаты титанового сплава ВТ6 (Ti-6Al-4V). На поверхность элемента, расположенного между двумя другими, по определенному рисунку наносят антидиффузионное покрытие Y2O3, используя известную технику шелкографии. После сборки элементов 5 в пакет их соединяют посредством диффузионной сварки с получением заготовки 4 для изготовления полой вентиляторной лопатки турбомашины с формуемой 6 и неформуемой 7 частями и технологической зоной 8 (фиг.2, 3). Ширина технологической зоны 8, расположенной по периметру неформуемой части равна 10,0 мм.
На поверхности технологической зоны 8, которая будет расположена со стороны матрицы штампа 10, по всему периметру неформуемой части 7 изготавливают шесть выступов 9 в виде полусфер диаметром 5,0 мм и высотой 1-2 мм. Выступы изготавливают наплавкой методом аргонодуговой сварки в защитной среде газообразного Ar, используя присадочную проволоку из технически чистого титана. Основным условием выбора формы выступов, материала и их количества является обеспечение плотного прилегания поверхности технологической зоны к пуансону сомкнутого штампа, а также пластической деформации только верхней части выступов при температурных условиях сверхпластической формовки основного материала при смыкании половинок штампа по собственным базам. При этом деформация не должна распространяться на рабочую часть заготовки, оставляя ее форму и размеры без изменения.
Полученную заготовку 4 для изготовления полой вентиляторной лопатки устанавливают в разогретый штамп таким образом, чтобы поверхность технологической зоны 8, на которой выполнены выступы 9, была обращена в сторону матрицы штампа 10, а противоположная поверхность технологической зоны 8 была обращена в сторону гравюры пуансона штампа 11 (фиг.4). После достижения температуры на заготовке 4 до уровня рабочей температуры порядка 900-950°С матрицу 10 и пуансон 11 штампа смыкают по базе смыкания пуансона с матрицей 12 и по базе смыкания матрицы с пуансоном 13, деформируя выступы 9, которые после смыкания штампа обеспечивают плотное прилегание поверхности технологической зоны 8 к пуансону 11 сомкнутого штампа.
При этом поверхность неформуемой и формуемой частей заготовки со стороны корыта должна плотно касаться гравюры пуансона, а противоположная поверхность заготовки - со стороны спинки и гравюра матрицы имеет только точечный контакт по поверхности выступов 9. В тоже время вся остальная поверхность заготовки со стороны корыта и поверхность гравюры матрицы имеют гарантированный зазор, равный ~0,5 мм, что позволяет снизить допуски на толщинные размеры заготовки. Это, несомненно, упрощает процесс изготовления элементов 5, из которых изготовлена заготовка, оставляя на требуемом уровне точность отформованной заготовки.
Пластическая деформация сосредоточена на самих выступах 9 и не передается на формуемую часть 6 заготовки и не искажает ее геометрию.
В процессе пластической деформации во время смыкания матрицы 10 и пуансона 11 штампа деформируемые поверхности выступов 9 и противоположная выступам поверхность 14 формуемой части 6, образующая корыто 2 лопатки, однозначно ориентируются друг по отношению к другу в направлении толщины заготовки.
Базирование заготовки 4 в штампе в продольном и поперечном направлениях осуществляют по продольной и поперечной граням заготовки.
После подачи давления газообразного аргона вовнутрь формуемой части 6 происходит ее раздача. В этот момент формируется аэродинамический профиль спинки 1, корыта 2, а также внутренней структуры ячеистого наполнителя 3 лопатки (фиг.5).
Наличие плотного контакта неформуемой части 7 заготовки с пуансоном 11, обеспечиваемого за счет деформации выступов 9 и базирования матрицы 10 и пуансона 11 штампа по взаимным базам 12 и 13 обеспечивают ориентацию относительно друг друга внешних поверхностей формуемой 6 и неформуемой 7 частей заготовки 4.
Особенность заявляемого технического решения конструкции заготовки для изготовления полой лопатки такова, что корыто 2 лопатки в процессе формовки заготовки 4 оказывается менее всего деформировано и точно определено по гравюре пуансона 11 благодаря выступам 9, расположенным на поверхности технологической зоны 8 со стороны матрицы штампа 10, что дает возможность рассматривать поверхность корыта как установочную базу для последующей механической обработки всей поверхности пера лопатки с учетом толщины спинки 1 и корыта 2.
После сверхпластической формовки заготовки 4 деформированную поверхность выступов 9 также удобно использовать в качестве баз для контроля отклонения геометрических размеров профиля пера, положения входной, выходной кромок и замка лопатки от номинальных размеров, заданных чертежом.
После сверхпластичекой формовки отформованную заготовку обмеряли на оптическом измерительном комплексе ATOS. В качестве баз для совмещения построенной в результате замеров отформованной поверхности и номинальной поверхности исходной модели лопатки использовали деформируемую поверхность выступов 9. Были проведены три повторных измерения. Результаты показали отклонение геометрических размеров в пределах погрешности эксперимента, величина которого оказалась равной 0.05-0.1 мм. Затем отформованную заготовку полой лопатки передали в цех на механическую обработку. Там ее устанавливали в приспособление обрабатывающего центра, используя те же поверхности деформированных выступов 9, что и при контроле размеров на ATOSe. На станке делали повторный обмер. Результаты повторного контроля геометрии показали отклонение размеров от номинала также в пределах 0,05-0,1 мм. При этом припуск на механическую обработку по поверхности корыта был задан равным 0,05 мм, а по поверхности спинки 0,2 мм. Заданный припуск, отнесенный к минимальному размеру толщины спинки, составил величину порядка 10%, что позволило исключить операцию термической рихтовки профиля лопатки после механической обработки и тем самым снизить трудоемкость ее изготовления.
Таким образом, как показывают результаты приведенного примера, предлагаемая заготовка позволяет изготавливать полую лопатку турбомашины способом сверхпластической формовки с более точными геометрическими размерами, а также снизить трудоемкость ее изготовления.
Заготовка для изготовления полой лопатки турбомашины сверхпластической формовкой в штампе, содержащая соединенные друг с другом по меньшей мере два элемента, образующие формуемую часть спинки и корыта и неформуемую часть, отличающаяся тем, что она содержит технологическую зону, расположенную по периметру неформуемой части, на поверхности которой со стороны спинки по всему периметру выполнены выступы для обеспечения плотного прилегания противоположной поверхности технологической зоны к пуансону сомкнутого штампа при сверхпластической формовке.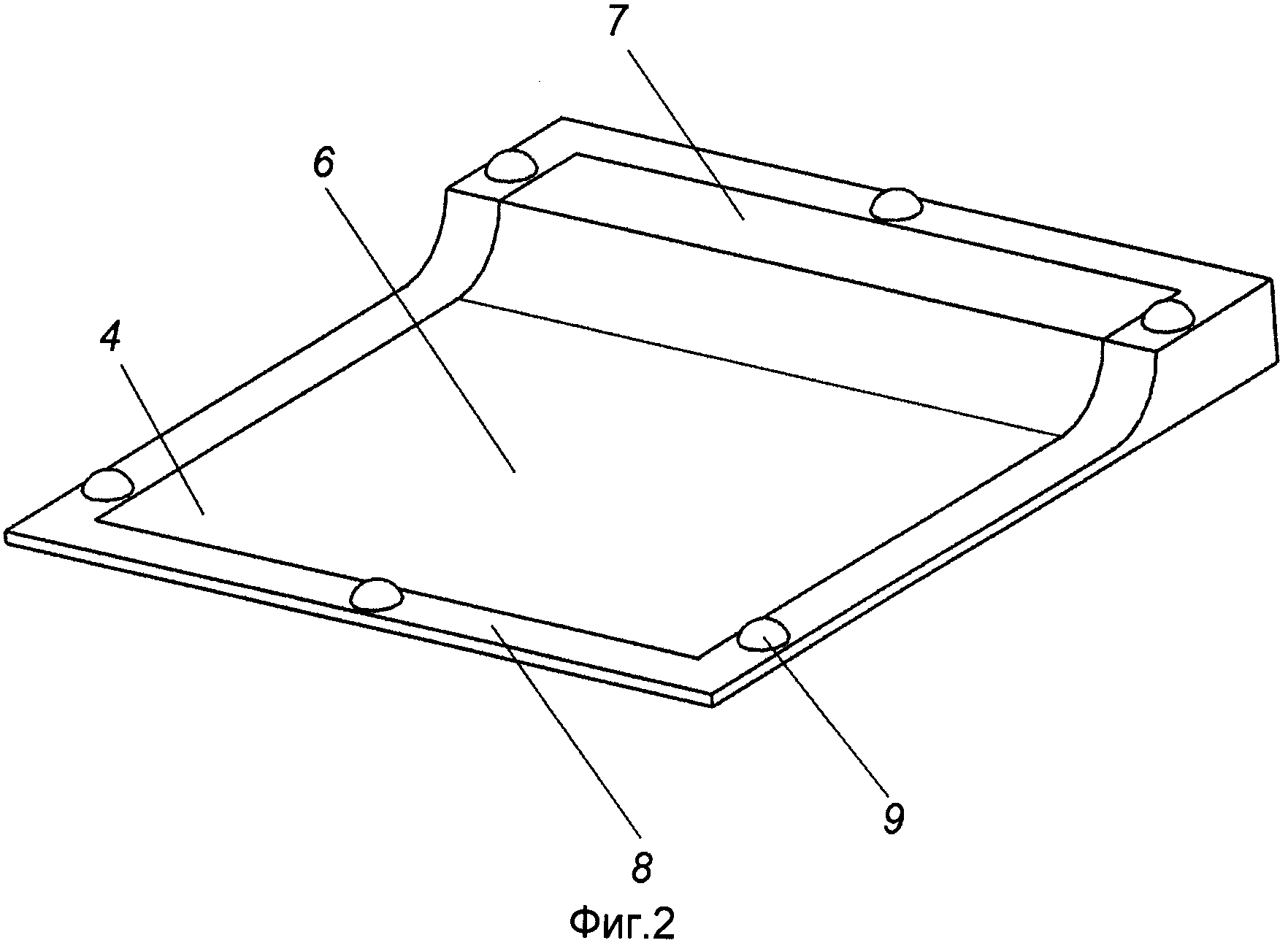
Экзоскелет с электропневматической системой управления
Устройство и способ полета в воздухе с возможностью вертикального взлета и посадки
Способ утилизации тепловой энергии, вырабатываемой электрической станцией
Способ нагрева сетевой воды на тепловой электрической станции
Универсальный электрошариковый первичный преобразователь расхода электропроводной жидкости
Трехфазное симметрирующее устройство и способ управления им
Пакет для изготовления полого многослойного ячеистого изделия способом диффузионной сварки и сверхпластической формовки
Магнитопровод статора электромеханических преобразователей энергии с интенсивным охлаждением (варианты) и способ его изготовления
Способ настройки многоцелевого станка для пятикоординатной обработки
Способ деформационно-термической обработки объемных полуфабрикатов из al-cu-mg сплавов
Способ повышения показателя чувствительности магниторезистивных датчиков
Способ определения коэффициента извилистости русла реки
Способ контроля местоположения и состояния контейнера с грузом
Роторная система магнитоэлектрической машины
Способ электролитно-плазменного удаления полимерных покрытий с поверхности пластинчатого торсина несущего винта вертолета
Способ разгрузки подшипников электромеханических преобразователей энергии
Железнодорожный вагон с минимизацией центробежных сил, воздействующих на железнодорожный состав
Способ упрочнения поверхности титановых сплавов в вакууме
Интеллектуальный бесконтактный мутномер
Способ защиты лопаток турбомашин из легированных сталей от эрозии и солевой коррозии

