Результат интеллектуальной деятельности: СПОСОБ ЗАКЛЮЧИТЕЛЬНОГО ФОРМОБРАЗОВАНИЯ ТАМПОНА
Вид РИД
Изобретение
Изобретение относится к способу придания формы тампону на заключительном этапе процесса его изготовления согласно ограничительной части пункта 1 формулы изобретения.
Далее, изобретение относится к устройству для придания формы тампону на заключительном этапе процесса его изготовления согласно ограничительной части пункта 8 формулы изобретения.
Тампоны являются общеизвестным гигиеническим изделием, которые могут изготовляться из полос ваточного холста путем скручивания и последующего уплотнения в прессовом устройстве, причем обычно получается тампон с основной формой в виде цилиндра круглого сечения, что обусловлено способом изготовления. Часто, однако, желательно изготовлять тампоны, которые дополнительно еще имеют специальную форму, например, в виде поперечных сечений, различных на разных участках. Такой тампон стал известен, например, из DE 212004000071 U1. Чтобы избежать повреждений волоконной структуры тампона, при изготовлении такого тампона, однако, необходимы относительно дорогостоящие способы.
Из WO 2004/100847 A1 стал известен другой способ придания формы тампону. При этом известном способе заготовка тампона вкладывается в состоящую из двух частей форму, контур которой должен принять готовый тампон. Благодаря подаче тепла достигается, что конфигурация тампона после удаления формы остается стабильной.
В основе изобретения, поэтому, лежит задача, состоящая в том, чтобы изготовить тампон с различными поперечными сечениями, не нарушая структуры волокон.
Эта задача согласно изобретению решается посредством указанного вначале типа с помощью отличительных признаков п.1 формулы изобретения.
Благодаря возможному нагреванию тампона перед уплотнением или во время уплотнения можно простым способом облегчить формообразование тампона, обеспечивающее стабильность и долговечность формы. Под понятием «заключительное формообразование» в этом документе подразумевается, что при этом речь идет о последнем этапе формообразования в процессе изготовления.
Способ согласно изобретению может подключаться к традиционному способу изготовления, который применяется для производства тампона. Так как в качестве исходного продукта для способа согласно изобретению предпочтительным образом можно использовать уже «готовый» тампон, полученный традиционным способом изготовления, можно его простым образом скомбинировать с любыми способами изготовления тампона и интегрировать в уже существующие производственные процессы.
Под понятием «плоскость канавок» в этом документе подразумевается плоскость, в которой расположена двухмерная кривая, проходящая в продольном направлении канавки и описывающая форму периметра канавки. Эта кривая может быть, например, окружностью, эллипсом или многоугольной или любой другой формы.
Согласно изобретению при этом предусмотрено, что боковая поверхность тампона на отдельных участках охватывается по меньшей мере первой пресс-формой с прижимными участками, установленными с возможностью перемещения во встречном направлении друг к другу, выполненными соответственно вогнутыми и по своему ходу выгнутыми меньше, чем боковая поверхность тампона, которые расположены таким образом, что благодаря обжатию тампона посредством прижимных участков получается выпуклая форма поверхности обжатой области тампона, и уплотняется благодаря перемещению прижимных участков друг к другу, причем уплотненная область после удаления прижимных участков по существу имеет контур, соответствующий ходу контура прижимных участков.
При этом благоприятно, если область, ограниченная прижимными участками в закрытом состоянии пресс-формы, имеет большую длину и меньшую ширину, чем диаметр уплотняемого тампона перед его уплотнением. Способ, названный только что, простым образом может способствовать уплотнению тампона, причем благодаря соответствующему выбору радиусов кривизны прижимных участков или благодаря соответствующему изгибу прижимных участков обеспечивается, что это не приводит ни к какому повреждению поверхности или ни к какому разделению волокон тампона.
Согласно благоприятной доработке изобретения предусмотрено, что область тампона, уплотненная перед этим с помощью первой пресс-формы, охватывается и деформируется с помощью по меньшей мере второй пресс-формы с прижимными участками, выполненными соответственно вогнутыми, установленными с возможностью перемещения во встречном направлении друг к другу, которые расположены таким образом, что благодаря обжатию тампона с помощью прижимных участков получается выпуклая форма поверхности обжатой области тампона, причем прижимные участки второй пресс-формы выгнуты в большей степени, чем прижимные участки формы первой пресс-формы, использованной перед этим, однако выгнуты в меньшей степени, чем обращенные к ним участки области тампона, уплотненные перед этим. Благодаря обжатию тампона, осуществляемому последовательно друг за другом посредством пресс-форм различной кривизны или различных размеров, можно простым образом достичь желательной конечной формы. С помощью первого уплотнения и деформации тампон может вводиться в форму, которая затем может обрабатываться второй, меньшей пресс-формой, не повреждая поверхности тампона или его волокон.
Уплотнения любого хода, проходящие по периметру, могут изготовляться благодаря тому, что в боковой поверхности тампона путем уплотнения тампона с помощью первой пресс-формы выдавливается канавка, проходящая по периметру соответственно первой форме кривой, а путем уплотнения тампона с помощью второй пресс-формы выдавливается другая канавка, проходящая по периметру соответственно второй форме кривой. В связи с этим оказалось благоприятным, чтобы канавка, проходящая по периметру соответственно первой форме кривой, и/или канавка, проходящая по периметру соответственно второй форме кривой, была сама по себе замкнута в окружном направлении боковой поверхности.
Для того чтобы получить уплотнение до круглой формы с меньшим диаметром, чем диаметр тампона, на первом этапе с помощью первой пресс-формы можно выдавить первую канавку, проходящую овально в окружном направлении вокруг боковой поверхности, причем на следующем этапе канавка, проходящая по окружной поверхности овально, благодаря обжатию с помощью другой пресс-формы деформируется в канавку, проходящую по периметру по существу в форме круга.
Предпочтительный вариант выполнения изобретения состоит в том, что тампон уплотняется и деформируется в состоянии, уже упакованном в защитную оболочку. Благодаря этому варианту выполнения изобретения простым способом исключаются проблемы при упаковке полностью сформированного тампона, так как придание окончательной формы осуществляется ведь лишь после упаковки тампона.
Задача, указанная выше, может также решаться с помощью устройства типа, названного вначале, которое выполнено с соответствии с отличительной частью п.8 формулы изобретения.
Согласно изобретению устройство имеет по меньшей мере пресс-форму с прижимными участками, выполненными соответственно вогнутыми, расположенными с возможностью перемещения во встречном направлении друг к другу, причем прижимные участки в замкнутом состоянии пресс-формы ограничивают область обжатия и расположены таким образом, что благодаря обжатию тампона с помощью прижимных участков получается выпуклая форма поверхности обжатой области тампона.
Направление подачи тампона в пресс-форму может проходить по существу параллельно плоскости обжатия, причем каждый прижимной участок может быть сформирован соответственно задаваемой форме уплотняемой области.
Для того чтобы во время процесса деформации можно было придать тампону требуемую температуру, по меньшей мере одна пресс-форма может быть нагреваемой. В качестве альтернативы мог бы нагреваться и сам тампон.
Согласно варианту выполнения изобретения, который среди прочего отличается простой конструкцией, пресс-форма может иметь по меньшей мере две пластинчатых полуматрицы, причем участки торцевых кромок полуматриц, обращенные друг к другу, служат в качестве прижимных участков.
Кроме того, устройство может иметь по меньшей мере две пресс-формы, которые могут быть выполнены соответственно, как описано выше, причем прижимные участки второй пресс-формы выгнуты в большей степени, чем прижимные участки первой пресс-формы. С помощью устройства, образованного таким образом, можно простым образом изготовить уплотнения с диаметром, меньшим, чем диаметр тампона, так как благодаря предварительному обжатию тампона с помощью первой пресс-формы радиус уплотненной области может быть уменьшен настолько, что она войдет во вторую, меньшую пресс-форму. Способ мог бы еще продолжаться, по желанию, столь долго, пока он не приводит ни к какому повреждению волокон тампона.
Изобретение вместе с другими преимуществами поясняется далее более подробно на основе не ограничивающего примера выполнения, представленного в чертежах. В них показывают схематически:
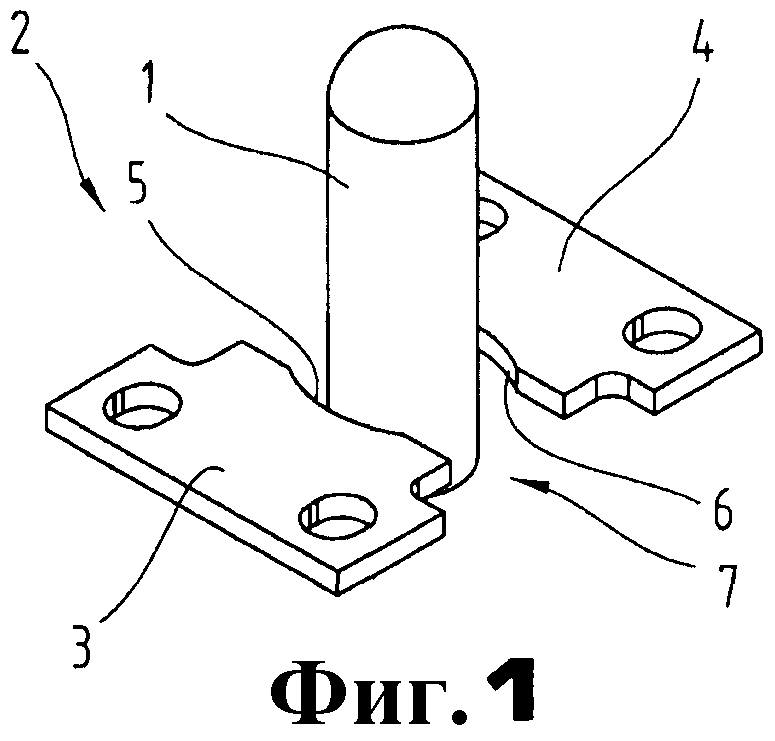
Фиг.1 - пресс-форму устройства согласно изобретению с раскрытыми полуматрицами и тампоном, находящимся между ними;
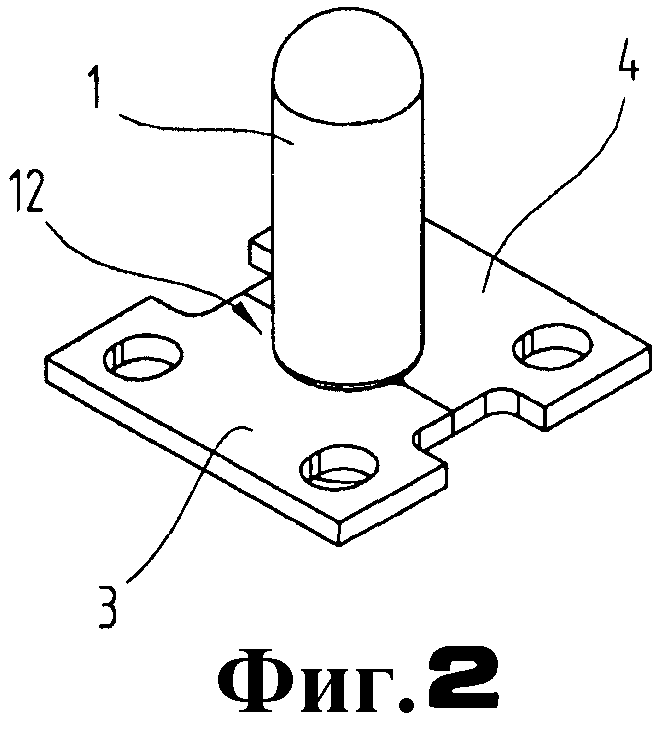
Фиг.2 - пресс-форму из фиг.1 с замкнутыми полуматрицами;
Фиг.3 - вид в перспективе тампона перед процессом деформации с помощью пресс-формы из фиг. 1 и 2;
Фиг.4 - продольное сечение тампона из фиг. 3;
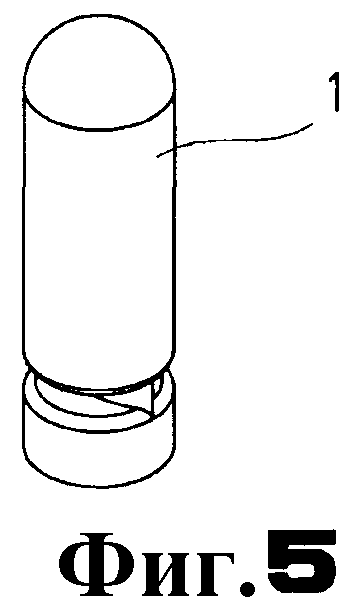
Фиг.5 - вид в перспективе тампона из фиг.3 после процесса деформации путем обжатия с помощью обжимного устройства из фиг. 1 и 2;
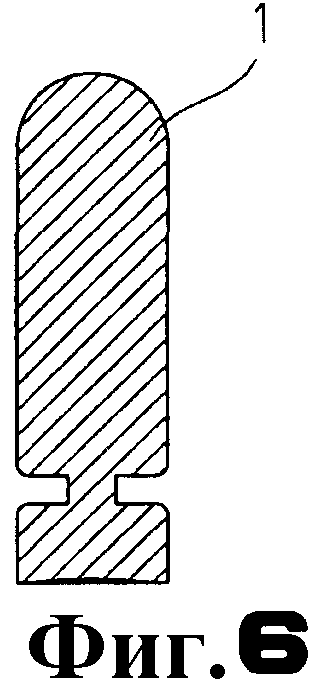
Фиг.6 - продольное сечение тампона из фиг. 5;
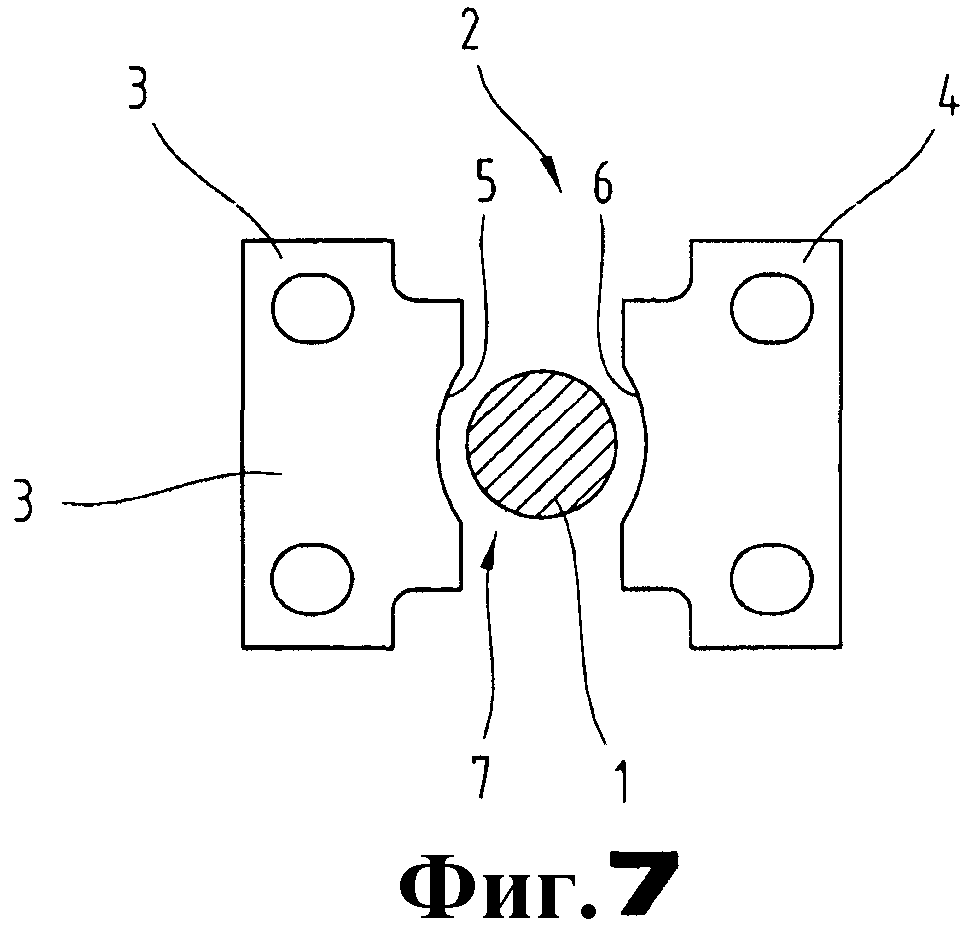
Фиг.7 - вид сверху частичного поперечного сечения изображения из фиг.1;
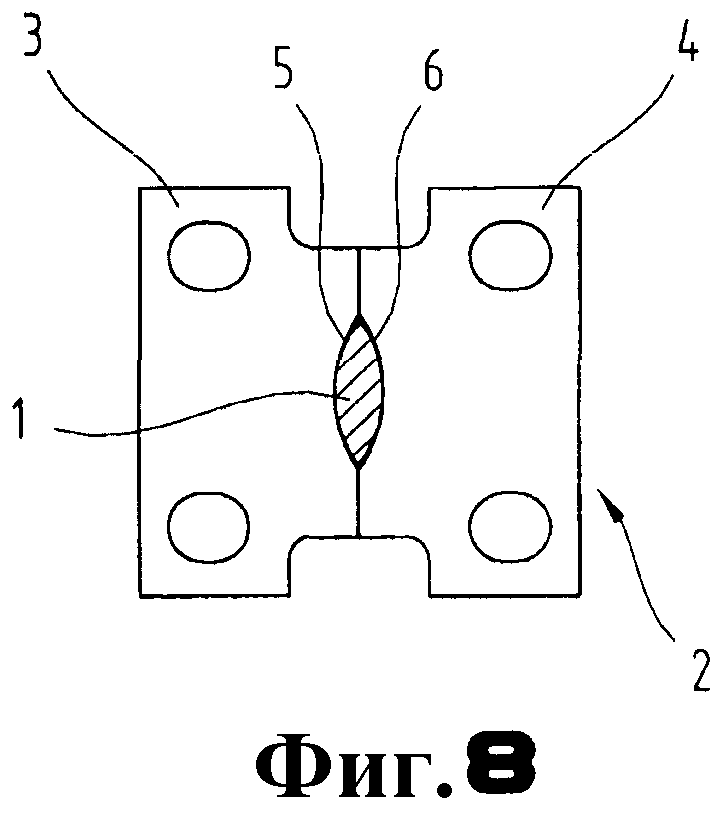
Фиг.8 - вид сверху частичного поперечного сечения изображения из фиг. 2;
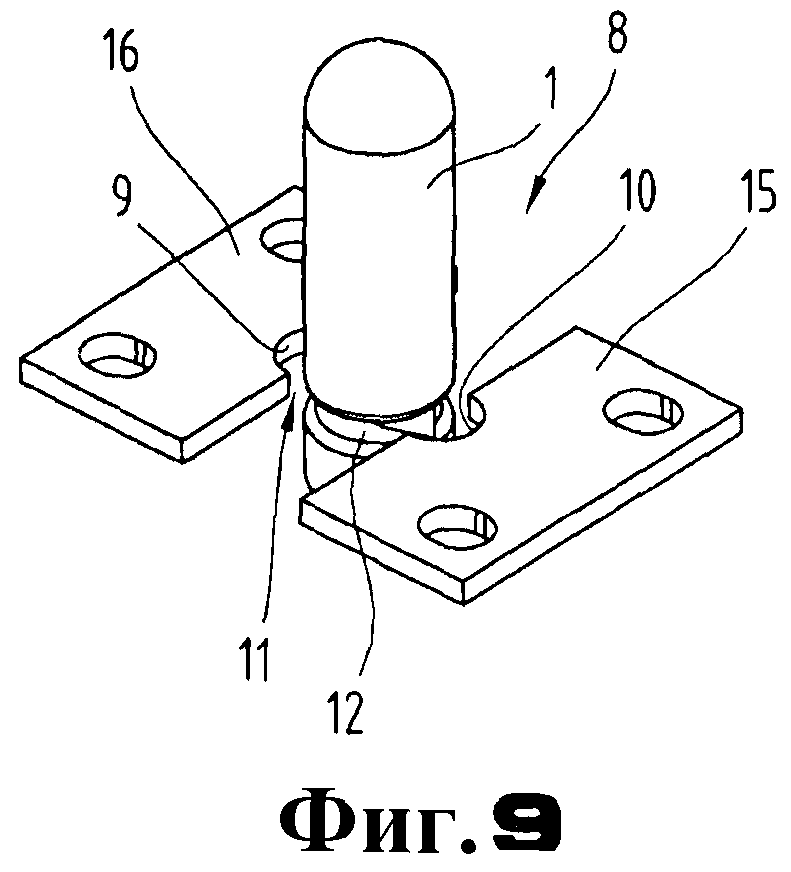
Фиг.9 - вид в перспективе другой пресс-формы устройства согласно изобретению с раскрытыми полуматрицами, причем прижимные участки полуматриц имеют меньший радиус кривизны, чем прижимные участки полуматриц пресс-формы, показанной на фиг. 1, 2, 7 и 8;
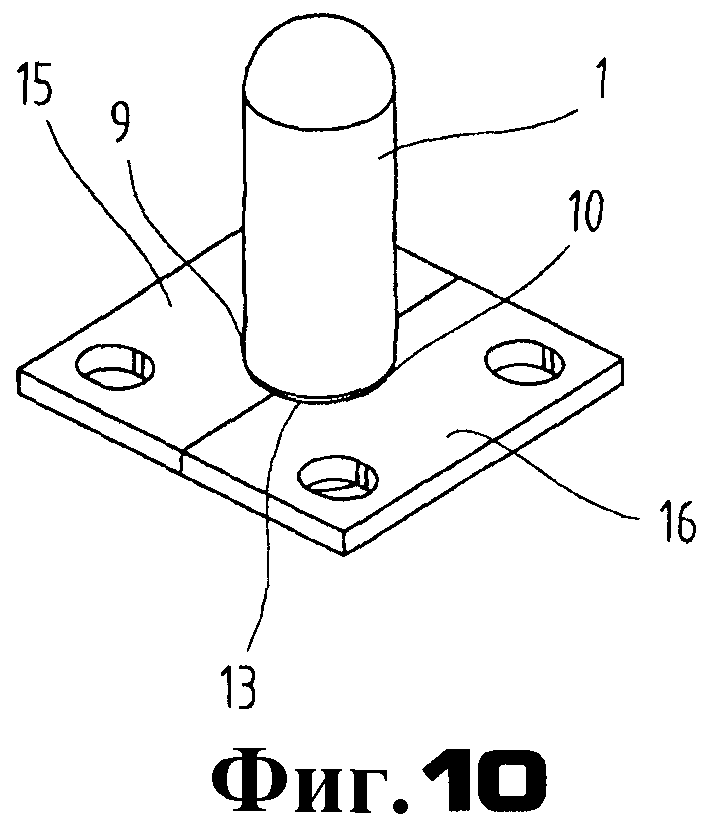
Фиг.10 - пресс-форму из фиг. 9 с замкнутыми полуматрицами;
Фиг.11 - вид в перспективе тампона перед обжатием с помощью пресс-формы из фиг. 9 и 10;
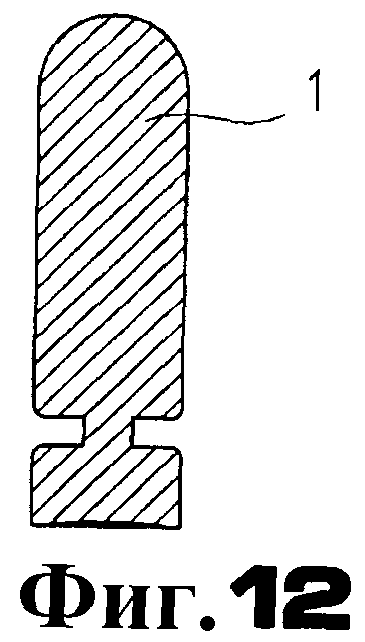
Фиг.12 - продольное сечение тампона из фиг. 11;
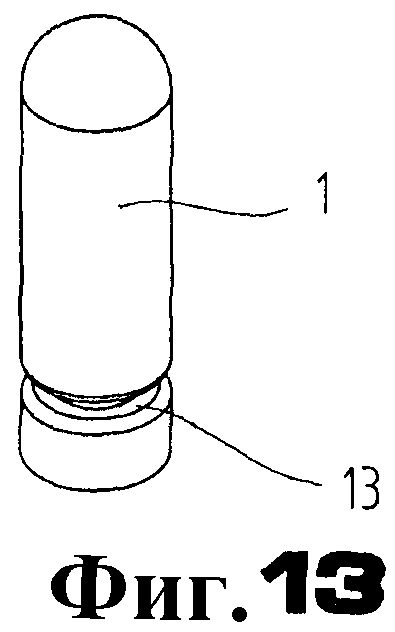
Фиг.13 - вид в перспективе тампона из фиг. 11 после обжатия с помощью обжимного устройства по фиг. 9 и 10;
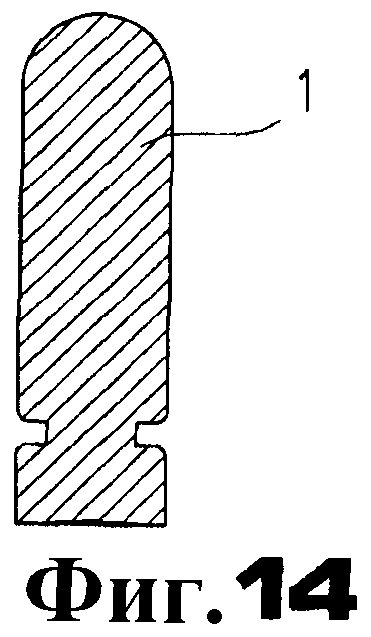
Фиг.14 - продольное сечение тампона по фиг. 13;
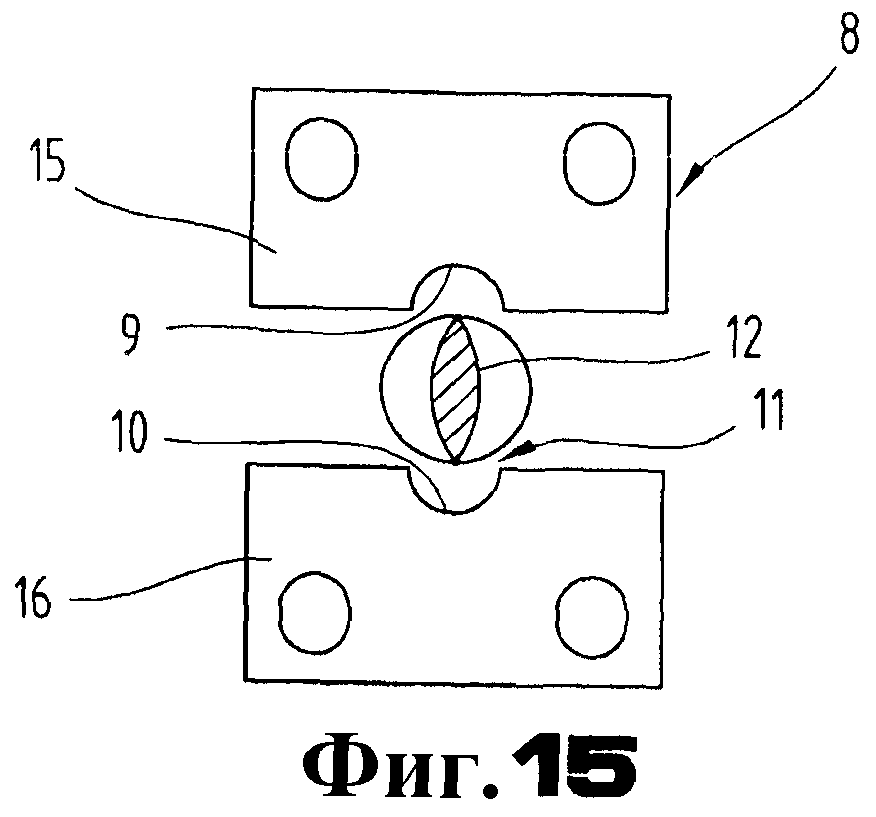
Фиг.15 - вид сверху частичного поперечного сечения изображения из фиг. 9 и
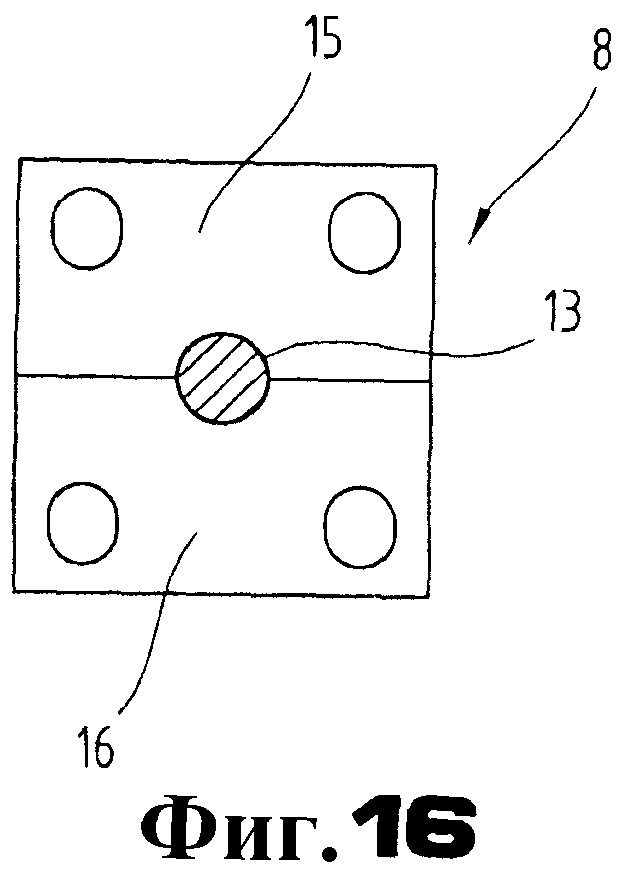
Фиг.16 - вид сверху частичного поперечного сечения из фиг.10.
В качестве введения следует установить, что в различных описанных формах выполнения одинаковые детали снабжаются одинаковыми позициями или одинаковыми обозначениями конструктивных элементов, причем раскрытия, содержащиеся во всем описании, целесообразно могут переноситься на одинаковые детали с одинаковыми позициями или одинаковыми обозначениями конструктивных элементов. Также данные о положении, выбранные в описании, как, например, вверху, внизу, сбоку и т.д. отнесены к фигурам, описанным непосредственно, а также показанным, и целесообразно при изменении положения должны переноситься на новое положение. Далее, также отдельные признаки или комбинации признаков из показанных и описанных различных примеров выполнения представляют сами по себе самостоятельные, изобретательские или соответствующие изобретению решения.
Фиг.1 показывает устройство согласно изобретению. Устройство оборудовано для того, чтобы с помощью давления и при воздействии тепла уплотнить цилиндрический, в общем, тампон 1 в радиальном направлении по меньшей мере на отдельных частях. Понятие «в общем, цилиндрический» относится при этом к обычной форме тампона, как он хорошо известен из уровня техники, включает в себя, однако, кроме того, также уплощенный или частично уплощенный цилиндр, изогнутый цилиндр и формы, имеющие области с различным поперечным сечением.
Согласно фиг.1 устройство согласно изобретению для деформирования тампона 1 может иметь первую пресс-форму 2 с полуматрицами 3 и 4, расположенными с возможностью перемещения во встречном направлении друг к другу. Полуматрицы 3 и 4 имеют вогнутые прижимные участки 5 и 6, которые расположены относительно друг друга или относительно геометрической центральной оси области 7 обжима, расположенной между прижимными участками 5 и 6, проходящей перпендикулярно направлению движения прижимных участков таким образом, что при обжатии части поверхности тампона 1 посредством прижимных участков 5 и 6 получается выпуклая форма обжатой части поверхности. В сжатом состоянии область 7 обжима заполнена частью тампона 1, находящейся в ней.
Чтобы сделать возможным обжатие тампона 1 без разбухания ваты в плоскость перемещения прижимных участков 5 и 6 и тем самым предотвратить повреждение поверхности тампона, прижимные участки 5 и 6 выгнуты в меньшей степени, чем окружная поверхность тампона 1. Благодаря перемещению прижимных участков 5 и 6 друг к другу тампон 1 может уплотняться в области, охваченной полуматрицами 3 и 4, причем уплотненная область после удаления прижимных участков по существу имеет контур, соответствующий ходу контурной линии прижимных участков 5 и 6. Каждый прижимной участок 5 и 6 сформирован, поэтому, соответственно достигаемой форме уплотненной области тампона 1. Как видно, далее, из фиг. 1, полуматрицы 3 и 4 могут быть выполнены в форме плит, причем участки торцевых кромок полуматриц 3 и 4, обращенные друг к другу, предусмотрены в качестве прижимных участков 5 и 6. В качестве альтернативы применению только двух полуматриц 3 и 4 может быть предусмотрено большее количество полуматриц, которые расположены предпочтительно радиально вокруг области 7 обжима.
Направление вставления тампона 1 в пресс-форму 2 или в область 7 обжима по существу параллельно геометрической центральной оси области 7 обжима, т.е. параллельно плоскости обжатия. Полуматрицы 3 и 4 могут быть смонтированы на салазках, не показанных здесь, которые могут перемещаться друг к другу и друг от друга, чтобы сделать возможным раскрытие и обжатие. Для введения тампона 1 может быть предусмотрена направляющая для тампона 1 в форме гильзы, также не представленная.
Далее, пресс-форма 2 может быть нагреваемой, например, с помощью обогревательных патронов, вставленных в отверстия или выемки в полуматрицах 3 и 4.
Для того чтобы уплотнить части боковой поверхности тампона 1, полуматрицы 3 и 4 могут переместиться из положения, показанного на фиг.1, в положение, показанное на фиг.2. Согласно изобретению при этом тампон 1 охватывается прижимными участками 5 и 6, и материал тампона 1 уплотняется в охваченной области, предпочтительно под термическим воздействием, благодаря перемещению прижимных участков 5 и 6 друг к другу. Уплотнение тампона 1 посредством полуматриц 3 и 4 осуществляется предпочтительным образом, в основном, перпендикулярно продольной оси тампона 1, которая проходит по существу параллельно плоскости обжатия. Продольная ось относится при этом к самому длинному линейному размеру тампона. Поперечное сечение относится к диску, который извлечен под прямым углом относительно продольной оси. После уплотнения охваченная и деформированная область тампона 1 имеет контур, соответствующий прижимным участкам 5 и 6, а также имеет меньшее поперечное сечение, чем область тампона, примыкающая к этой области.
Согласно фиг.3 и 4 тампон 1, который изготовлен из впитывающего материала, перед процессом деформирования может иметь боковую поверхность, соответствующую по существу цилиндру с круглым поперечным сечением. Особенно предпочтительно, если тампон 1 перед процессом деформирования уже упакован в защитную оболочку.
Как видно из фиг. 5 и 6, тампон 1 после обжатия, которое проходит предпочтительно при воздействии тепла, деформирован в уплотненном месте и имеет там меньший диаметр поперечного сечения, чем области тампона 1, примыкающие к нему.
Как можно распознать из фиг. 7 и 8, область, ограниченная прижимными участками в замкнутом состоянии пресс-формы 2, может иметь большую длину и меньшую ширину, чем диаметр уплотняемого тампона 1 перед его уплотнением.
Как видно из фиг. 9, устройство может иметь другую пресс-форму 8 с прижимными участками 9 и 10, расположенными с возможностью перемещения в плоскости во встречном направлении друг к другу. Прижимные участки 9 и 10 другой пресс-формы 8, как и в случае пресс-формы 2, описанной выше и представленной на фиг. 1, 2, 7 и 8, могут быть расположены относительно геометрической центральной оси, проходящей перпендикулярно направлению перемещения прижимных участков 9 и 10, области 11 обжима, лежащей между прижимными участками 9 и 10, или друг другу таким образом, что благодаря обжатию части поверхности тампона 1 получается выпуклая поверхность обжатой области.
Прижимные участки 5 и 6 первой пресс-формы 2 предпочтительным образом, однако, выгнуты меньше, чем прижимные участки 9 и 10 второй пресс-формы 8. Участки области тампона 1, уплотненной перед этим, обращенные ко второй пресс-форме 8, при этом выгнуты в большей степени, чем прижимные участки 5, 6 первой пресс-формы 2. Таким образом, может обеспечиваться, что во время обжатия не произойдет никакого выпучивания ваты в плоскости перемещения прижимных участков 9 и 10.
Также вторая пресс-форма 8, как и первая, может быть подогреваемой. В этом месте следует упомянуть, что пресс-формы 2 и 8 различаются лишь формой или кривизной их прижимных участков 5 и 6 или 9 и 10. Вторая пресс-форма 8 может также иметь полуматрицы 15 и 16 в форме плит, причем торцевые стороны образованы прижимными участками 9 и 10.
В соответствии со способом согласно изобретению область тампона 1, уплотненная перед этим посредством первой пресс-формы 2, деформируется посредством второй пресс-формы 8, предпочтительно также под термическим воздействием, т.е. при возможной подаче тепла. В качестве альтернативы подаче тепла в тампон 1 через подогреваемые пресс-формы 2 и 8, мог бы также предварительно нагреваться сам тампон. Например, в случае (применения) вискозных волокон в качестве материала, из которого главным образом изготавливаются тампоны, предпочтительной оказалась температура приблизительно 15-180°С в зависимости от скорости производства. Также вторая пресс-форма 8 может быть подогреваемой, причем процесс уплотнения, проведенный с помощью второй пресс-формы, может осуществляться при такой же температуре, как и первый процесс уплотнения. Процесс уплотнения, проведенный с помощью второй пресс-формы 8, может осуществляться также при более низкой или более высокой температуре, чем процесс уплотнения, предпринятый с помощью первой пресс-формы 2.
В этом месте следует все же заметить, что способ согласно изобретению может проводиться также без термического воздействия, т.е. без нагрева тампона 1 или пресс-форм 2 или 8. Уплотнение тампона 1 при воздействии тепла представляет лишь предпочтительный вариант изобретения.
Путем уплотнения тампона 1 с помощью первой пресс-формы 2 в боковой поверхности тампона 1 может выдавливаться канавка 12, проходящая по периметру соответственно первой форме кривой.
Затем благодаря уплотнению тампона 1 с помощью второй пресс-формы 8 может выдавливаться другая канавка 13, проходящая соответственно второй форме кривой. Формы кривых канавок 12 и 13 могут быть сами по себе замкнутыми.
Как показано на фиг.1-8, в первом этапе с помощью пресс-формы 2 может выдавливаться первая канавка 12, проходящая овально в окружном направлении вокруг боковой поверхности. Согласно изображениям на фиг. 9-16, кроме того, в другом этапе канавка 12, проходящая по окружной поверхности овально, с помощью обжатия с помощью другой пресс-формы 8 может деформироваться в канавку 13, проходящую по окружной поверхности по существу в форме круга. Конечно, решение согласно изобретению не ограничено канавками, проходящими по окружной поверхности овально или в форме круга, а возможны любые другие формы канавок 12 и 13, проходящих по окружной поверхности. При этом имеет значение лишь то, что тампон 1 после деформации с помощью первой пресс-формы 2 в деформированной области уплотнен настолько, что он может охватываться второй пресс-формой 8, не вызывая возможности просачивания тампона 1.
Также изобретение не ограничивается уплотнением посредством представленных пресс-форм 2 и 8, а канавка 13 могла бы быть изготовлена, например, также посредством одного или нескольких роликов.
Примеры выполнения, описанные выше, относятся к возможным вариантам выполнения устройства согласно изобретению или способа согласно изобретению, причем в этом месте следует заметить, что изобретение не ограничено вариантами их выполнения, описанными и представленными специально, а скорее также возможны различные комбинации отдельных вариантов выполнения между собой, и эта возможность варьирования на основе теории технической деятельности с помощью предметного изобретения лежит в мастерстве специалиста, работающего в этой технической области. Таким образом, все мыслимые варианты выполнения, которые возможны благодаря комбинациям отдельных деталей представленных и описанных вариантов выполнения, включены совместно в объем охраны.
Пресс для изготовления тампона
Тампон для межменструальных дней
Аппликатор для тампонов и способ его сборки
Тампон, а также способ изготовления тампона
Способ изготовления тампона
Пресс для изготовления тампона
Пресс для изготовления тампона
Тампон для межменструальных дней
Аппликатор для тампонов и способ его сборки
Тампон, а также способ изготовления тампона

