Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области электрофизической и электрохимической обработки, в частности к электроэрозионному легированию, и может применяться для обработки поверхностей вкладышей подшипников.
Известен способ электроэрозионного легирования поверхности, т.е. процесс перенесения материала на обрабатываемую поверхность искровым электрическим разрядом [Лазаренко Н.И. Электроискровое легирование металлических поверхностей. - М.: Машиностроение, 1976].
Способ характеризуется следующими специфическими особенностями:
- материал анода (легирующий материал) может образовывать на поверхности катода (легируемой поверхности) слой покрытия, чрезмерно крепко сцепленный с поверхностью, в этом случае не только отсутствует граница раздела между нанесенным материалом и металлом основы, но происходит даже диффузия элементов анода в катод;
- легирование можно осуществлять лишь в указанных местах, не защищая при этом остальную поверхность детали.
Известен также способ заливки в кокиль на вкладыши, подогретые до 250°C, под давлением и при температуре 450-480°C, подшипниковых материалов из мягких металлов Sn, Pb, Cd, Sb, Zn, характеризующихся наличием твердых структурных составляющих в пластической матрице и называемых баббитом [Гаркунов Д.Н. “Триботехника”. - М.: Машиностроение, 1989, с.120-122, 132-133].
Существенным недостатком баббитов является их малое сопротивление усталости, особенно при температуре более 100°C. С уменьшением толщины заливки подшипника сопротивление усталости увеличивается, при этом допускается минимальная толщина заливки баббита 0,25-0,4 мм.
Наиболее близким к заявляемому изобретению является способ обработки вкладышей подшипников скольжения, включающий последовательное нанесение на рабочие поверхности вкладышей методом электроэрозионного легирования с помощью электрода-инструмента электроэрозионного покрытия из серебра при энергиях импульса 0,01-0,5 Дж, электроэрозионного покрытия из меди при энергиях импульса 0,01-0,5 Дж, электроэрозионного покрытия из оловянного баббита при энергиях импульса 0,01-0,06 Дж с получением комбинированного электроэрозионного покрытия [RU №2299790 C1, B23H 1/00, 2007].
Несмотря на возможность изготовления комбинированных электроэрозионных покрытий (КЭП), сформированных в последовательности серебро + медь + баббит толщиной до 250 мкм, к практическому применению можно рекомендовать только покрытия толщиной до 25-30 мкм. Дальнейшее увеличение толщины слоя приводит к резкому увеличению шероховатости поверхности с Ra=0,8-1,0 мкм до Ra=11,0-12,0 мкм и снижению сплошности с 95-100% до 40-50%.
Следовательно, применение вкладышей подшипников, обработанных указанным выше способом, не всегда приводит к желаемому результату из-за малой толщины покрытия. По причине возникающей необходимости в компенсации погрешностей установки подшипников, в ужесточенных условиях работы (большие числа оборотов и высокие удельные давления) во время приработки может произойти задир рабочей поверхности вкладыша подшипника из-за недостаточной толщины антифрикционного слоя.
В основу изобретения поставлена задача улучшения условий прирабатываемости вкладышей подшипников скольжения, повышение надежности и долговечности в работе.
Поставленная задача решается тем, что в способе обработки вкладышей подшипников скольжения, включающем нанесение на вкладыши комплексного электроэрозионного покрытия, содержащего слой из серебра, методом электроэрозионного легирования с помощью электрода-инструмента, согласно изобретению, на рабочие поверхности вкладышей электродом-инструментом наносят слой электроэрозионного покрытия из серебра при энергии импульса Wu=0,1-0,3 Дж, затем на слой из серебра таким же методом наносят слой покрытия из свинца при энергии импульса Wu=0,3-0,4 Дж, после чего таким же методом на слой из свинца наносят еще один слой покрытия из серебра при энергии импульса Wu=0,04-0,10 Дж.
Техническим результатом использования настоящего изобретения является увеличение толщины приработочного покрытия из мягких металлов, что обеспечивает улучшение условий прирабатываемости вкладышей.
Вкладыши подшипника скольжения, обработанные предлагаемым способом, имеют более высокую надежность и долговечность в работе.
Изобретение поясняется иллюстративным материалом.
На Фиг.1 изображена топография участка поверхности образца из бронзы с КЭП из мягких металлов (меди, серебра, олова, свинца, баббита марки Б83), на которой выбраны три характерные точки: 1 - выступ (гладкая поверхность), 2 - впадина (шероховатая поверхность), 3 - пора;
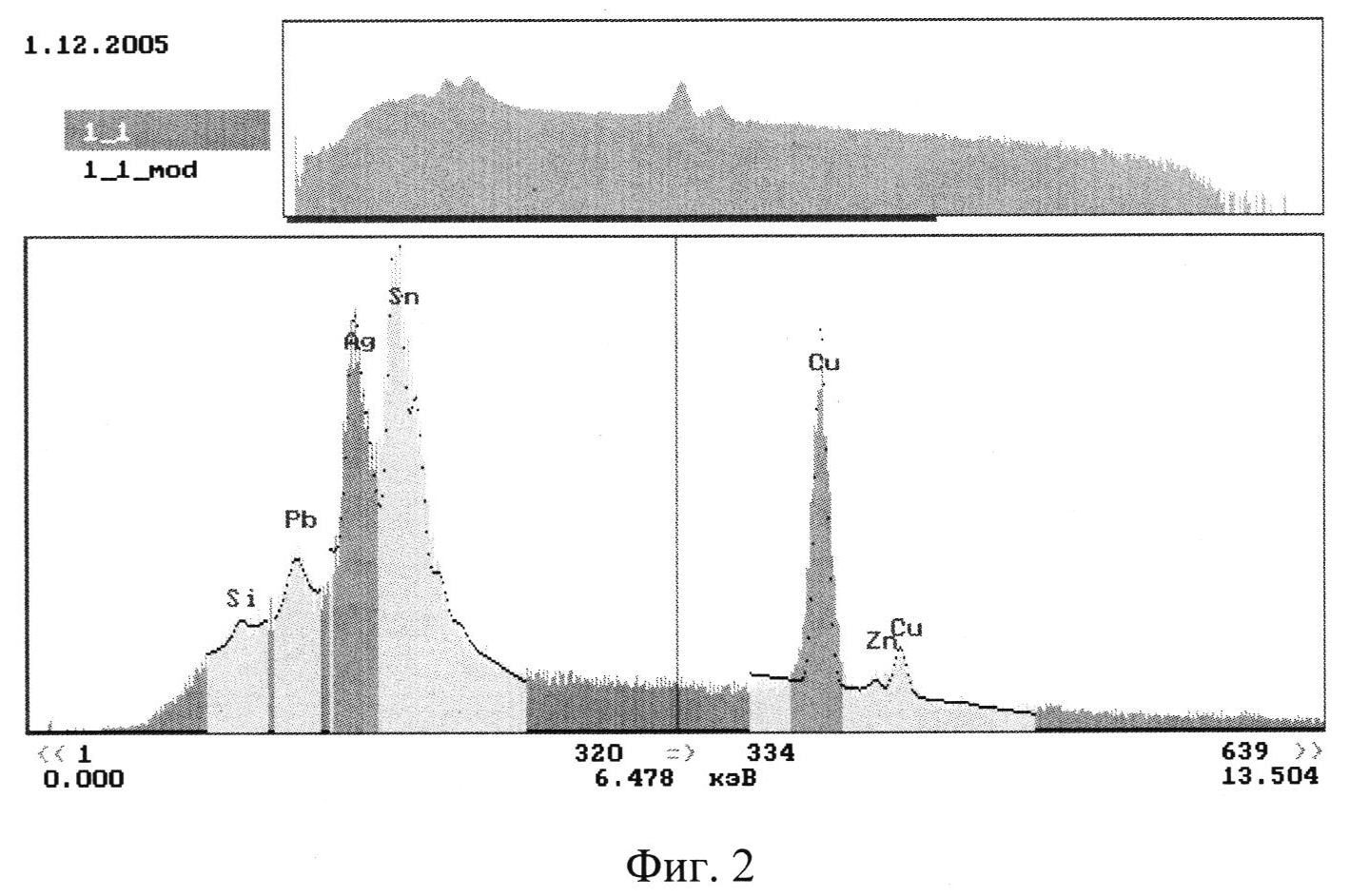
на Фиг.2 показан спектр поверхности в характерной точке выступа на Фиг.1;
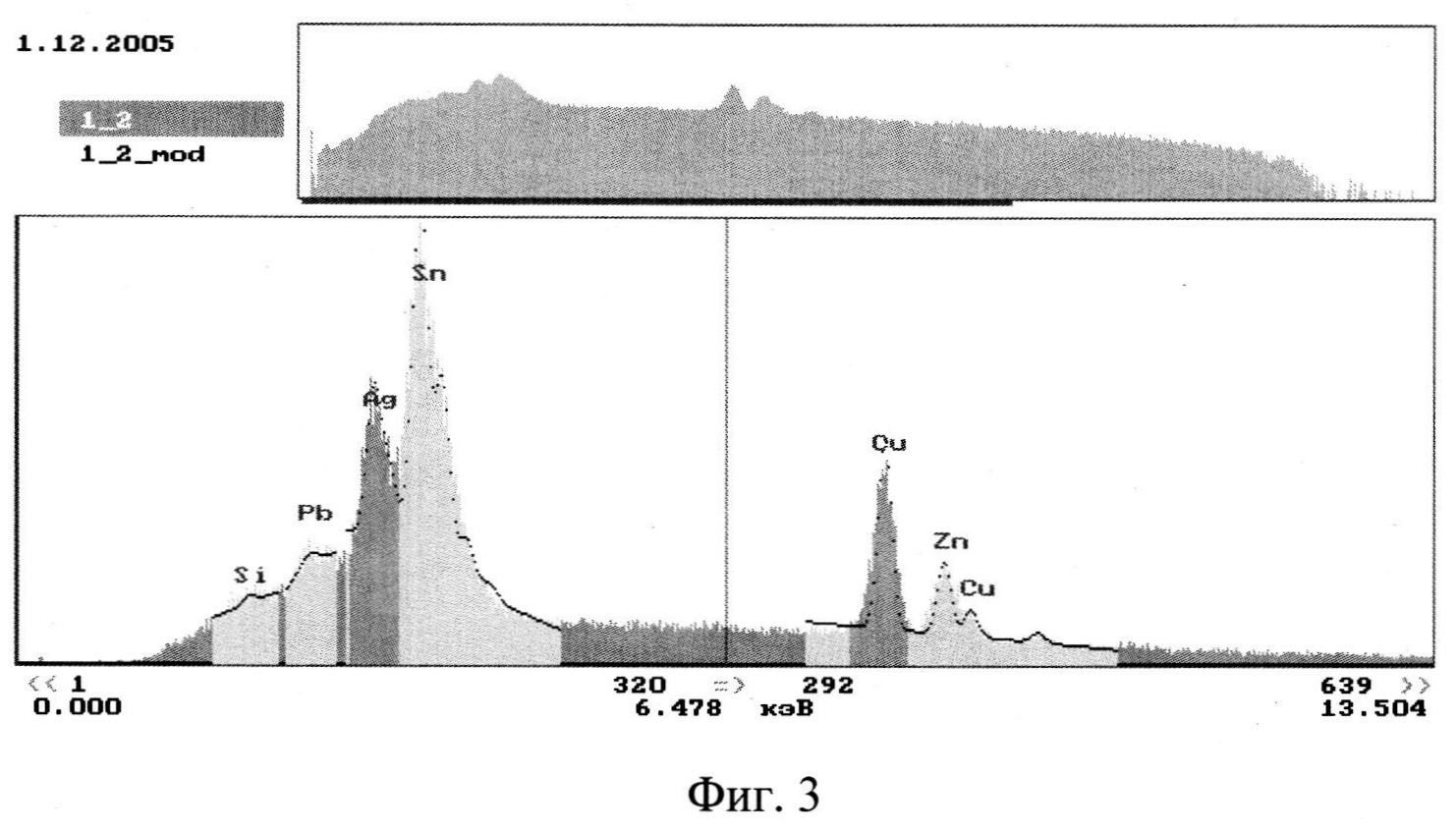
на Фиг.3 - спектр поверхности в характерной точке впадины на Фиг.1;
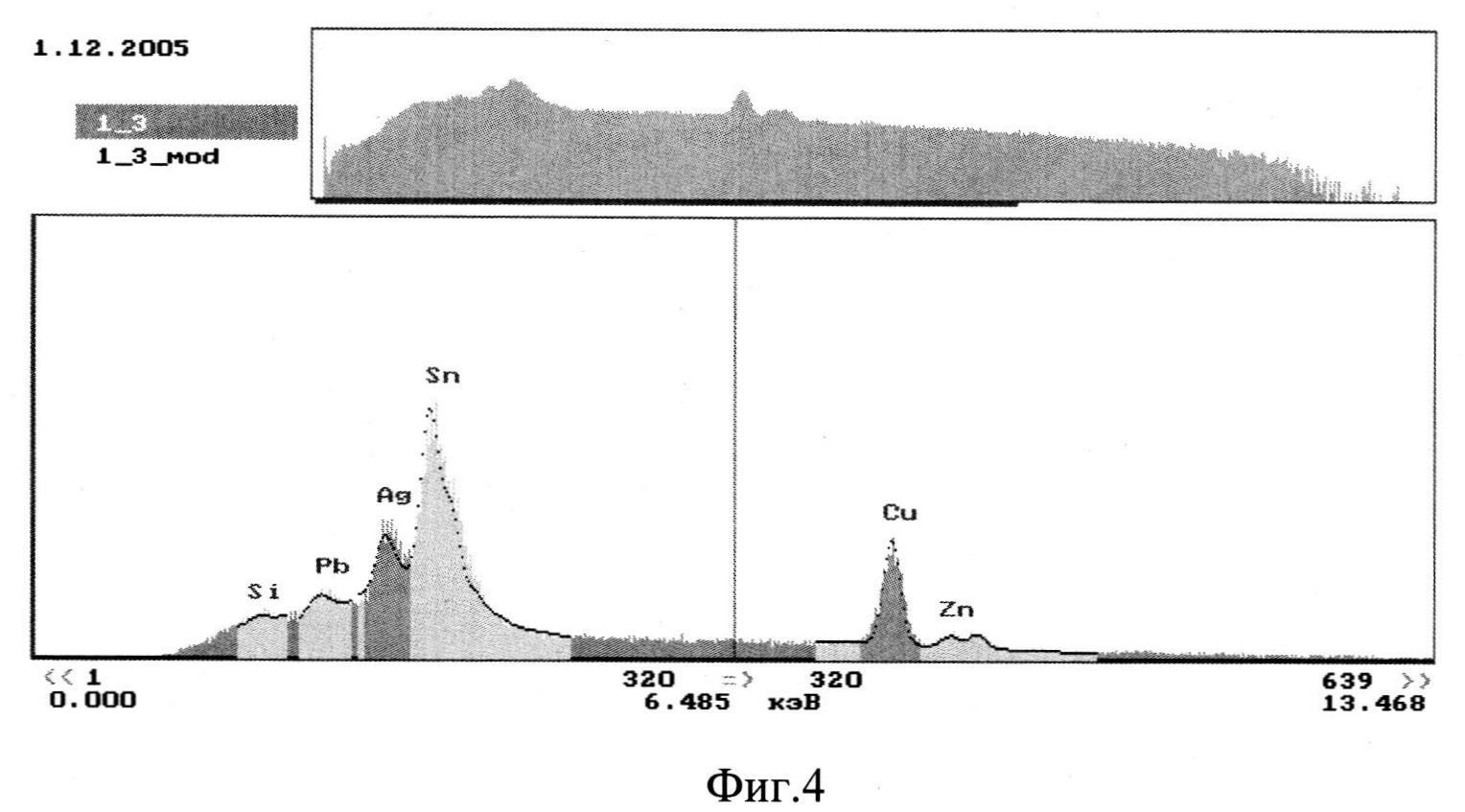
на Фиг.4 - спектр в характерной точке поры на Фиг.1;
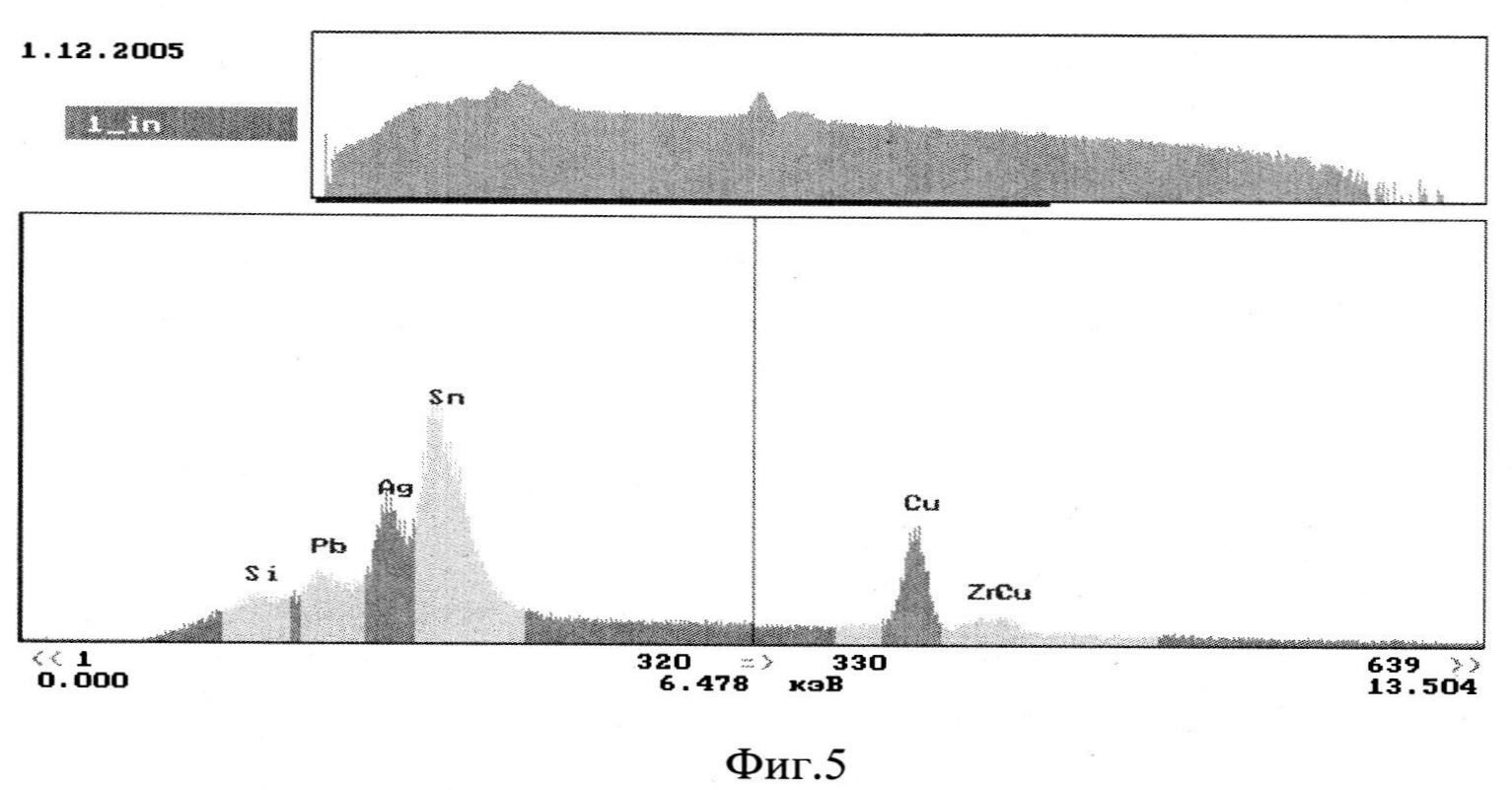
на Фиг.5 - спектр со всей поверхности на Фиг.1;
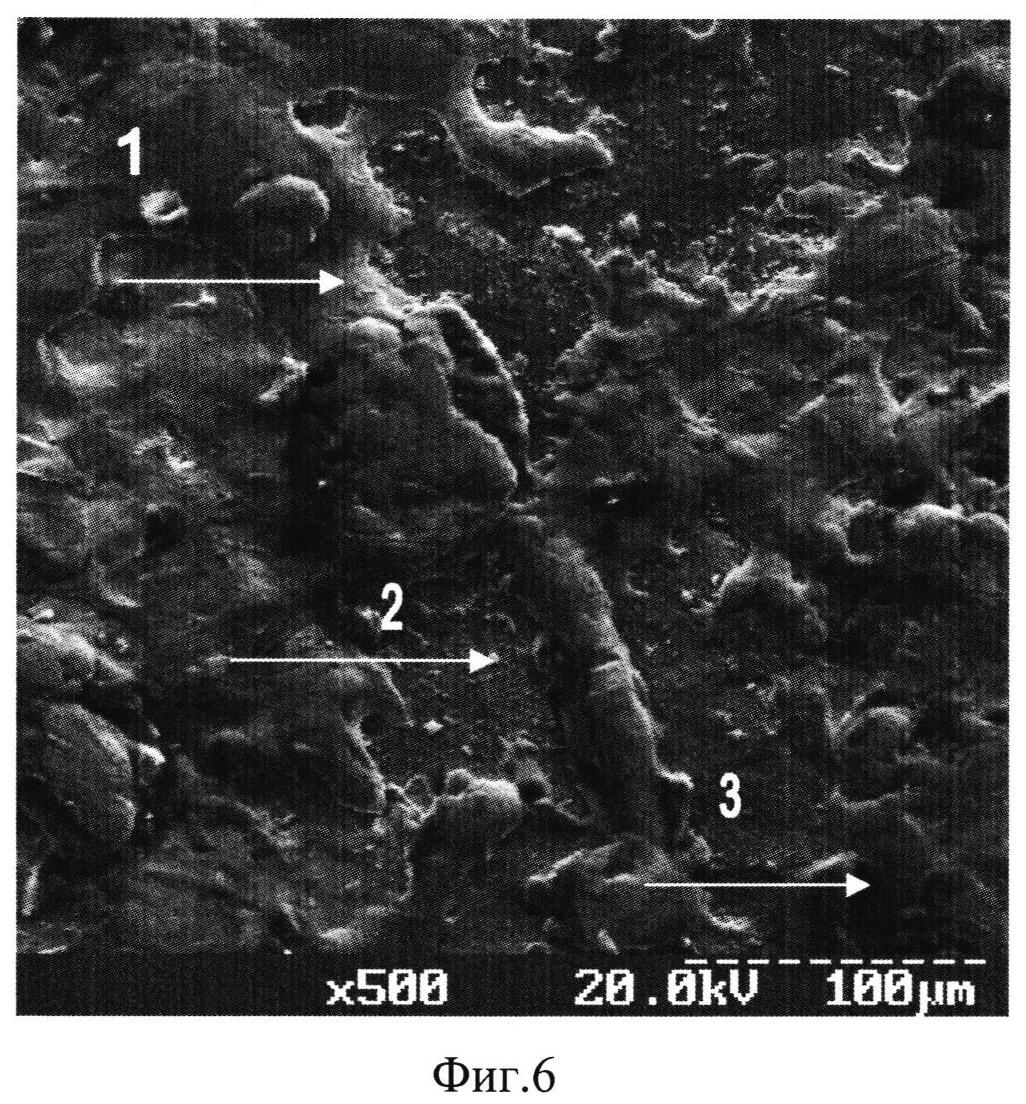
на Фиг.6 изображена топография участка поверхности образца из бронзы с КЭП из серебра и свинца по изобретению, на которой выбраны три характерные точки: 1 - выступ (гладкая поверхность), 2 - впадина (шероховатая поверхность), 3 - пора;
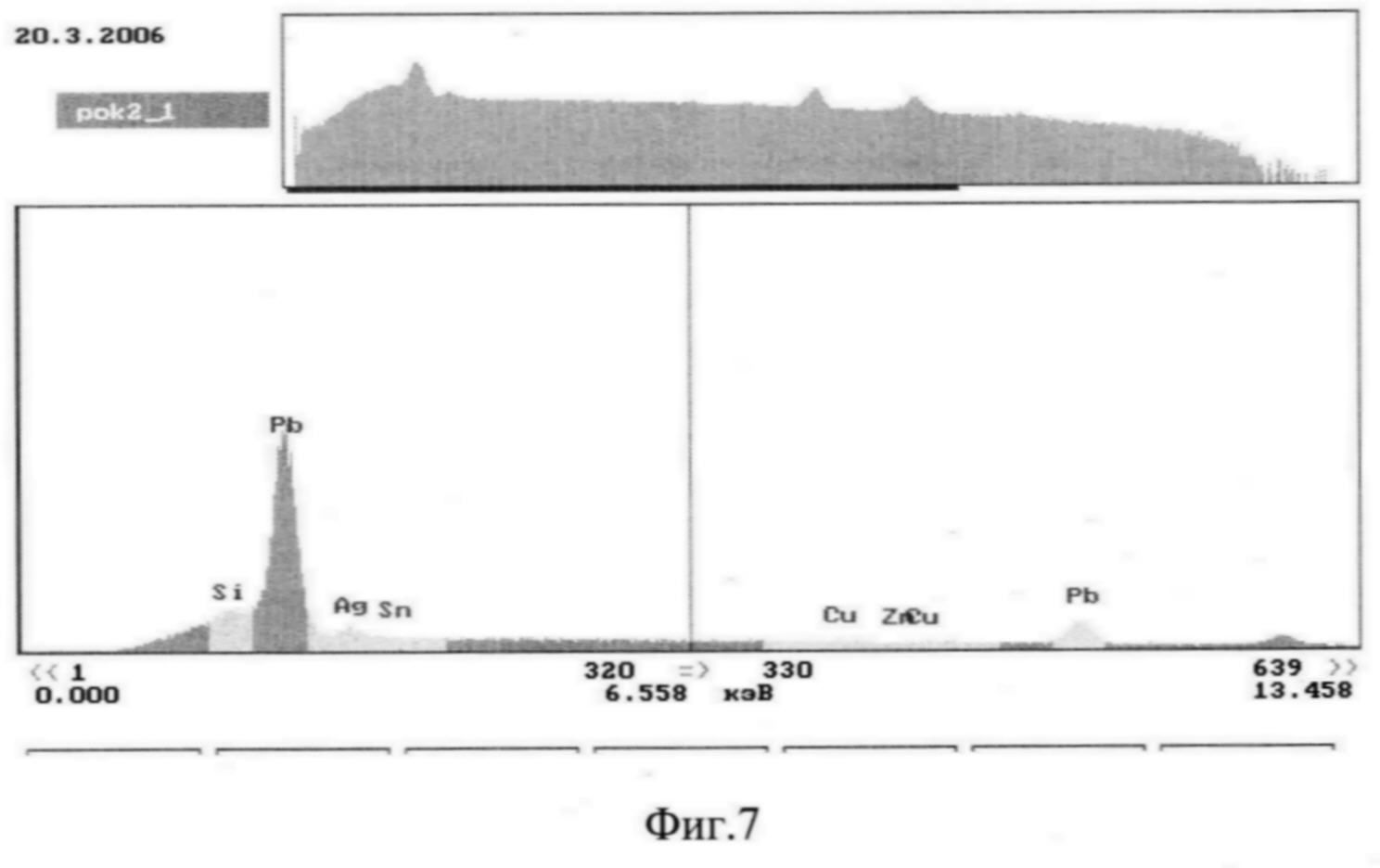
на Фиг.7 показан спектр поверхности в характерной точке 1 на Фиг.6 - выступ;
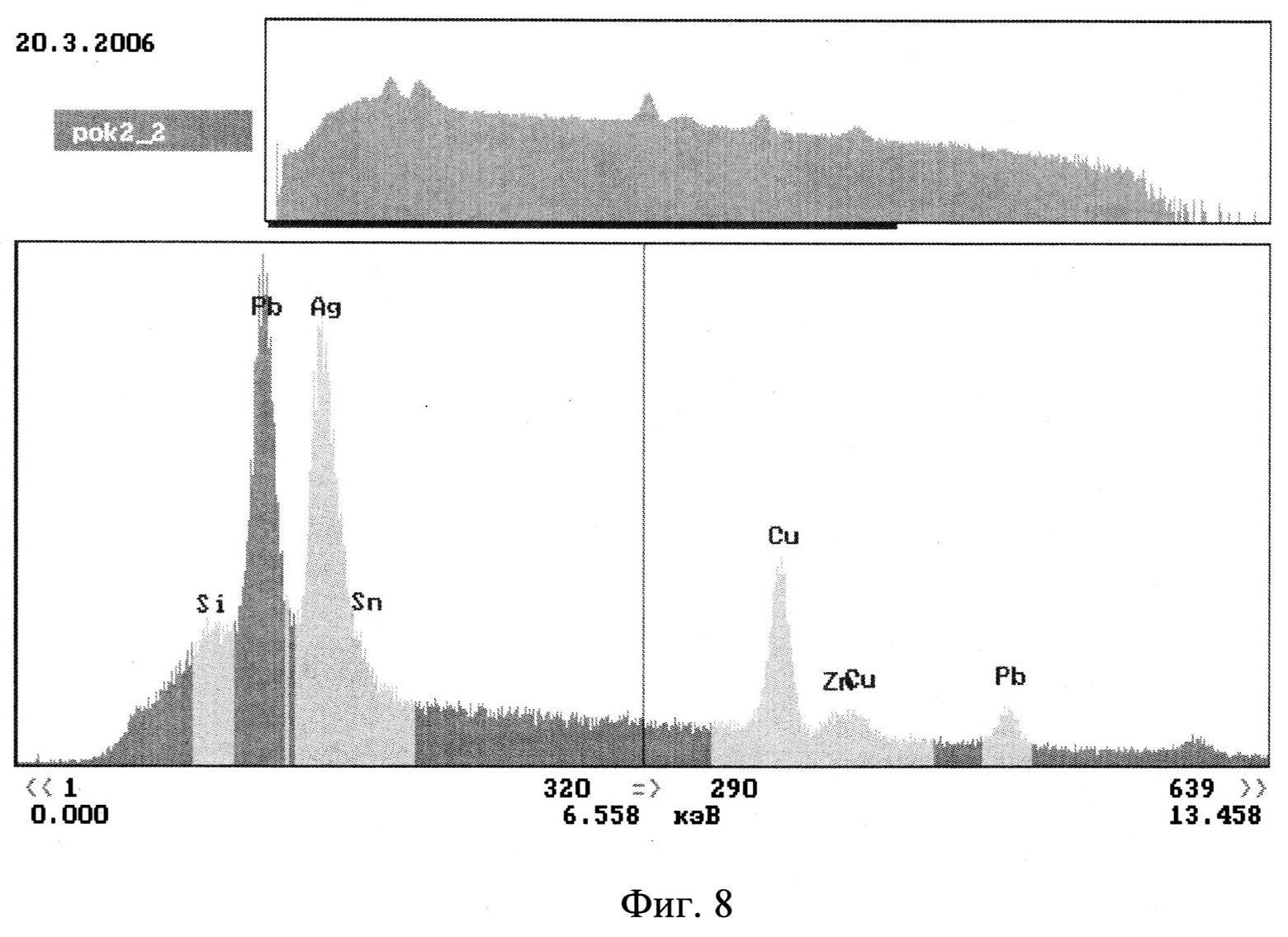
на Фиг.8 - спектр поверхности в характерной точке 2 на Фиг.6 - впадина;
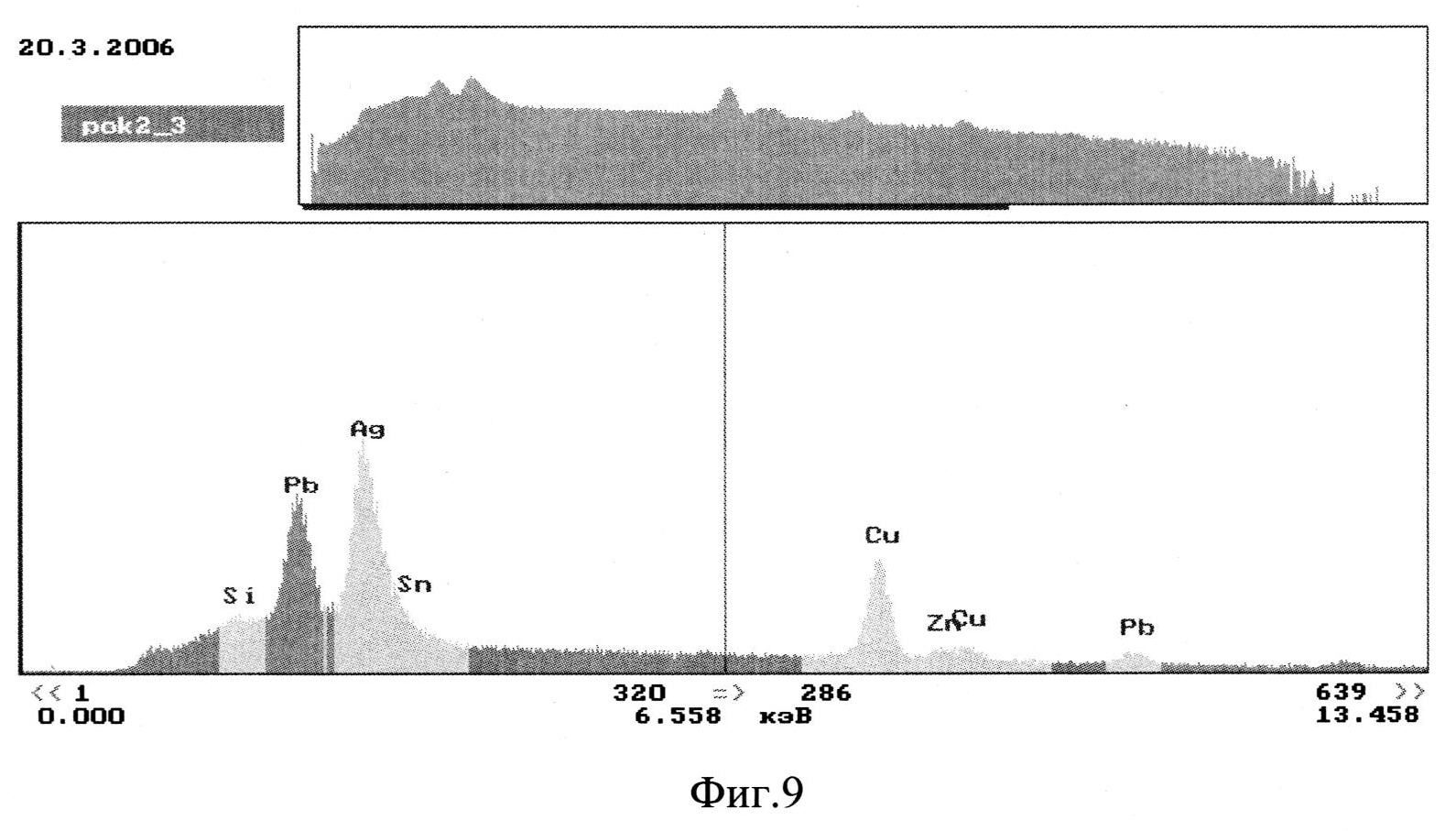
на Фиг.9 - спектр в характерной точке 3 на фиг.6 - пора;
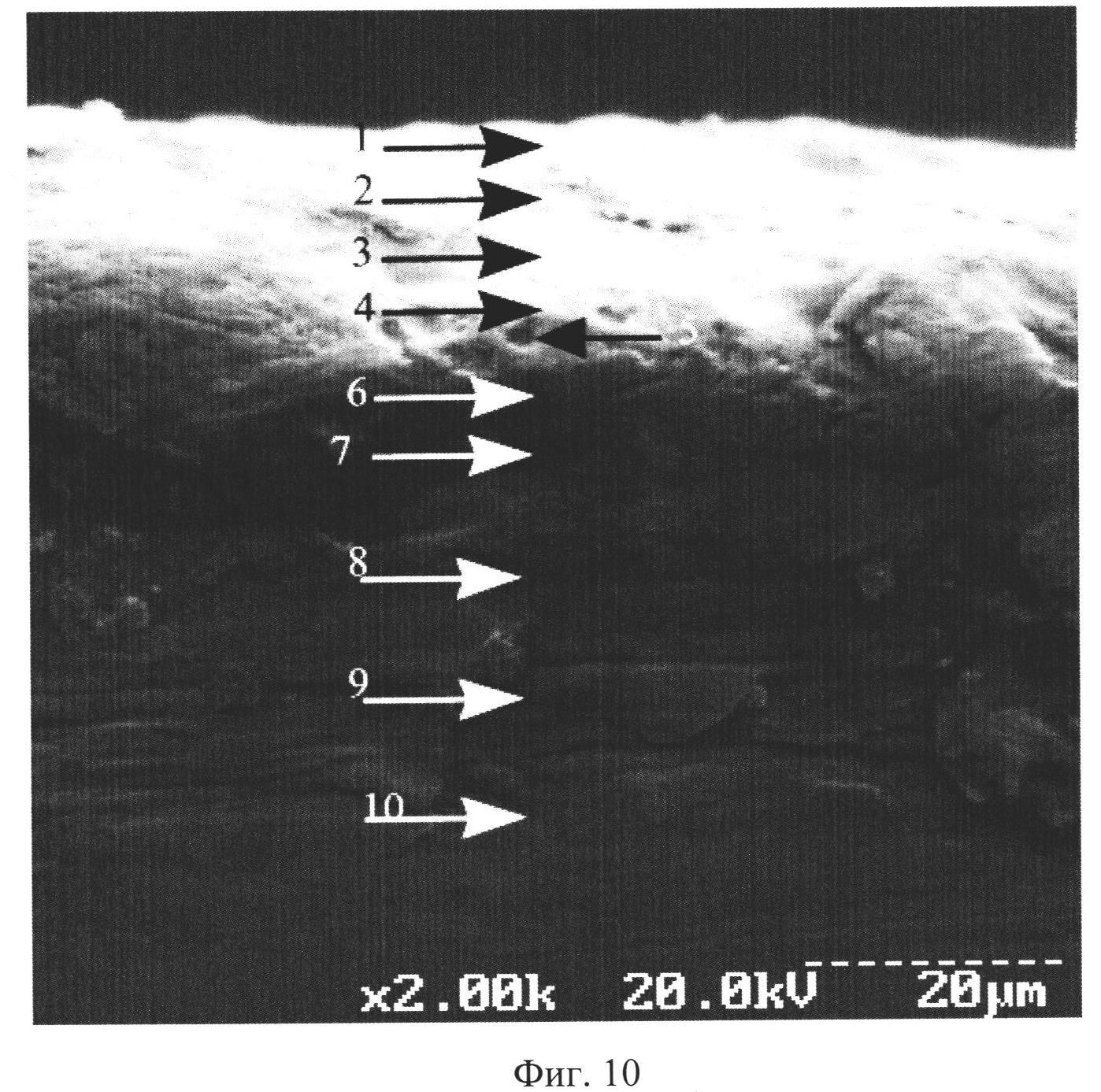
на Фиг.10 представлены точки сканирования поэлементного состава покрытия по глубине слоя;
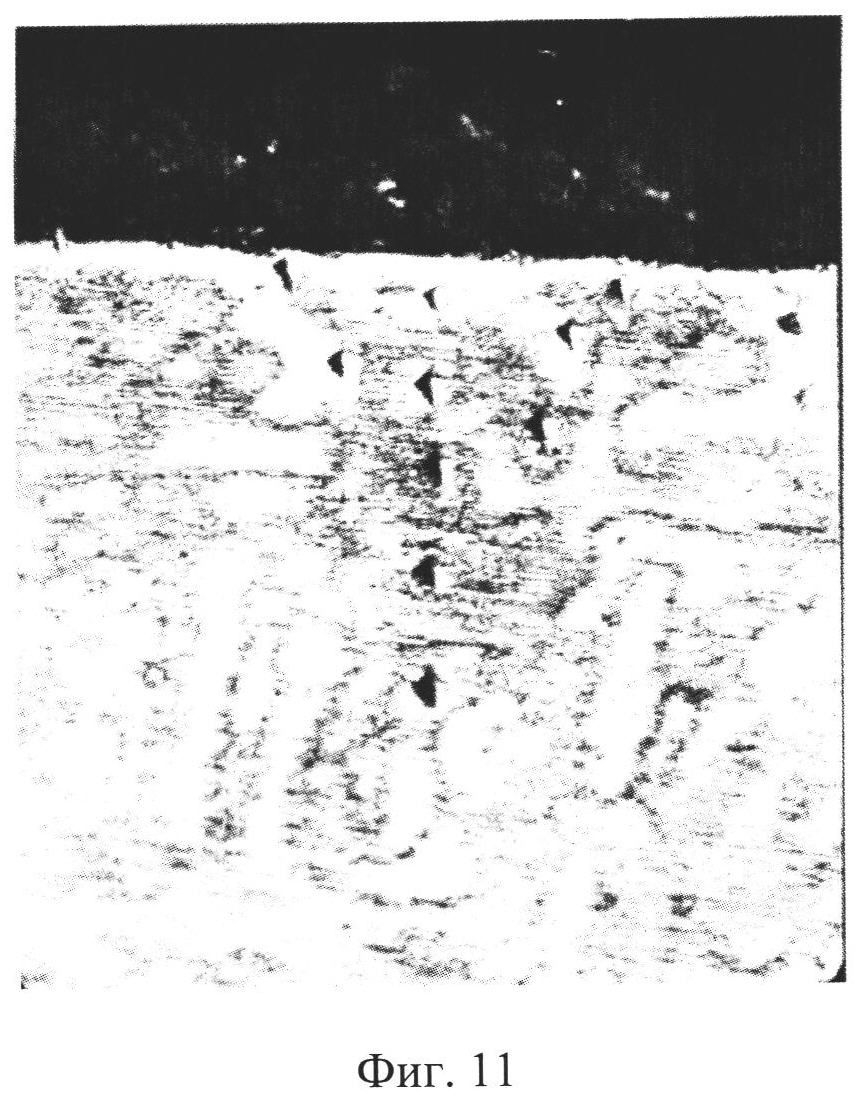
на Фиг.11 представлена микроструктура поверхностного слоя бронзовых вкладышей подшипника с комбинированным покрытием из серебра и свинца.
Настоящее изобретение явилось результатом исследований, направленных на увеличение толщины приработочного покрытия из мягких металлов (меди, серебра, олова, свинца, баббита марки Б83).
Для дальнейшего изучения рельефа и состава поверхностных слоев бронзовых вкладышей подшипников с покрытием серебро + медь + баббит проводились исследования на сканирующем электронном микроскопе РЭММА-102 производства ОАО «SELMI» г.Сумы, оснащенном рентгеновским спектрометром на базе кремний литиевого полупроводникового детектора.
Микрофотографии участков поверхности исследуемых образцов получены в режиме формирования изображения током вторичных электронов при ускоряющем напряжении на электронной пушке микроскопа 20 кВ и токе зонда (пучка) 200 пА.
Спектр поверхности и поэлементный состав как в характерных точках, так и со всей исследуемой поверхности, показан соответственно на Фиг.2, Фиг.3, Фиг.4, Фиг.5 и в Таблице 1. В соответствии с изображениями на указанных выше иллюстрациях и данными, занесенными в Таблицу 1, во всех характерных точках присутствуют элементы, входящие в состав КЭП.
|
Распределение элементов по мере углубления поверхностного слоя, с шагом сканирования 5 мкм, представлено в Таблице 2.
|
Как видно из Фиг.2-5 и Таблиц 1 и 2, поверхностный слой, сформированный ЭЭЛ, состоит из элементов легирующих электродов и подложки. Толщина приработочного покрытия составляет 30 мкм.
На Фиг.6-9 показаны, соответственно, топография и спектр характерных точек участка поверхности бронзовых образцов с КЭП, содержащим серебро и свинец.
Поэлементный состав покрытия в характерных точках поверхности бронзового образца с КЭП, содержащим серебро и свинец, представлен в Таблице 3.
Распределение элементов по мере углубления поверхностного слоя, при сканировании, согласно фиг.10, также представлено в Таблице 3.
|
Лучшие результаты получены при формировании приработочного покрытия с использованием электродов из серебра и свинца. Способ нанесения КЭП по настоящему изобретению осуществляли следующим образом.
Сначала на рабочие поверхности вкладышей подшипников из бронзы при помощи электрода-инструмента наносили электроэрозионное покрытие из серебра при энергии импульса Wu=0,1-0,3 Дж. После этого на серебряное покрытие таким же методом наносили покрытие из свинца при энергии импульса Wu=0,3-0,4 Дж. Третьим слоем наносили электроэрозионное покрытие тоже из серебра при энергии импульса Wu=0,04-0,10 Дж.
Первый слой из серебра наносили при энергии импульса Wu=0,1-0,3 Дж, при этом производительность процесса находилась в пределах 1,0-2,0 см2/мин, толщина слоя - в пределах 30-35 мкм, а шероховатость (Rz), соответственно, - 3,6-4,0 мкм. Снижение энергии импульса влечет за собой увеличение производительности процесса, снижение толщины слоя и незначительное снижение шероховатости поверхности. Увеличение энергии импульса не приводит к увеличению толщины слоя, а только к увеличению шероховатости поверхности.
Второй слой из свинца наносили при энергии импульса Wu=0,3-0,4 Дж, при этом производительность процесса находилась в пределах 2,0-3,0 см2/мин, толщина слоя - в пределах 80-130 мкм, а шероховатость (Rz), соответственно, - 26-32 мкм. Снижение энергии импульса влечет за собой увеличение производительности процесса, снижение толщины слоя и незначительное снижение шероховатости поверхности. Увеличение энергии импульса приводит к незначительному увеличению толщины слоя и к резкому увеличению шероховатости поверхности.
Третий слой из серебра наносили при энергии импульса Wu=0,04-0,1 Дж, при этом производительность процесса находилась в пределах 0,2-2,0 см2/мин, толщина слоя - в пределах 80-120 мкм, а шероховатость (Rz), соответственно, - 3,6-4,0 мкм. Снижение энергии импульса влечет за собой увеличение производительности процесса и незначительное снижение шероховатости поверхности. Увеличение энергии импульса приводит к резкому увеличению шероховатости поверхности.
Для предотвращения деформирования свинцового электрода его периодически (~ 30 с) охлаждали в воде.
Получали КЭП максимальной толщиной до 120 мкм.
В результате металлографических исследований установлено, что при нанесении на бронзовую подложку КЭП из серебра и свинца поверхностный слой состоит из трех зон (фиг.11).
Верхний слой (слой пониженной твердости) с микротвердостью 600 МПа распространяется на глубину 70…80 мкм.
Ниже располагается переходная зона (зона повышенной твердости) с микротвердостью 1270…1400 МПа и глубиной 50…60 мкм. Микротвердость в переходной зоне повышается за счет закалочных процессов, происходящих в результате ЭЭЛ. По мере углубления микротвердость в переходной зоне снижается и переходит в микротвердость основы (1050…1100 МПа).
В качестве примера осуществления способа по изобретению использовали способ обработки вкладышей из бронзы, однако, опыт показывает, что предлагаемый способ может быть использован и для изготовления вкладышей подшипников из других металлов, например из стали 20 или антифрикционного чугуна (марок АЧЦ-1, АЧЦ-2 и др.).
В сравнении с прототипом, вкладыши подшипника скольжения, обработанные предлагаемым способом, имеют более высокую надежность и долговечность в работе из-за того, что при достигнутой толщине КЭП, обеспечивая компенсацию погрешностей установки подшипника, подшипник скольжения сохранит работоспособность даже при разрушении покрытия.
Способ обработки вкладышей подшипников скольжения, включающий нанесение на вкладыш комплексного электроэрозионного покрытия, содержащего слой из серебра, методом электроэрозионного легирования с помощью электрода-инструмента, отличающийся тем, что на рабочую поверхность вкладыша с помощью электрода-инструмента наносят слой электроэрозионного покрытия из серебра при энергии импульса W=0,1-0,3 Дж, затем на слой из серебра таким же методом наносят слой покрытия из свинца при энергии импульса W=0,3-0,4 Дж, после чего на слой из свинца наносят еще один слой электроэрозионного покрытия из серебра при энергии импульса W=0,04-0,10 Дж.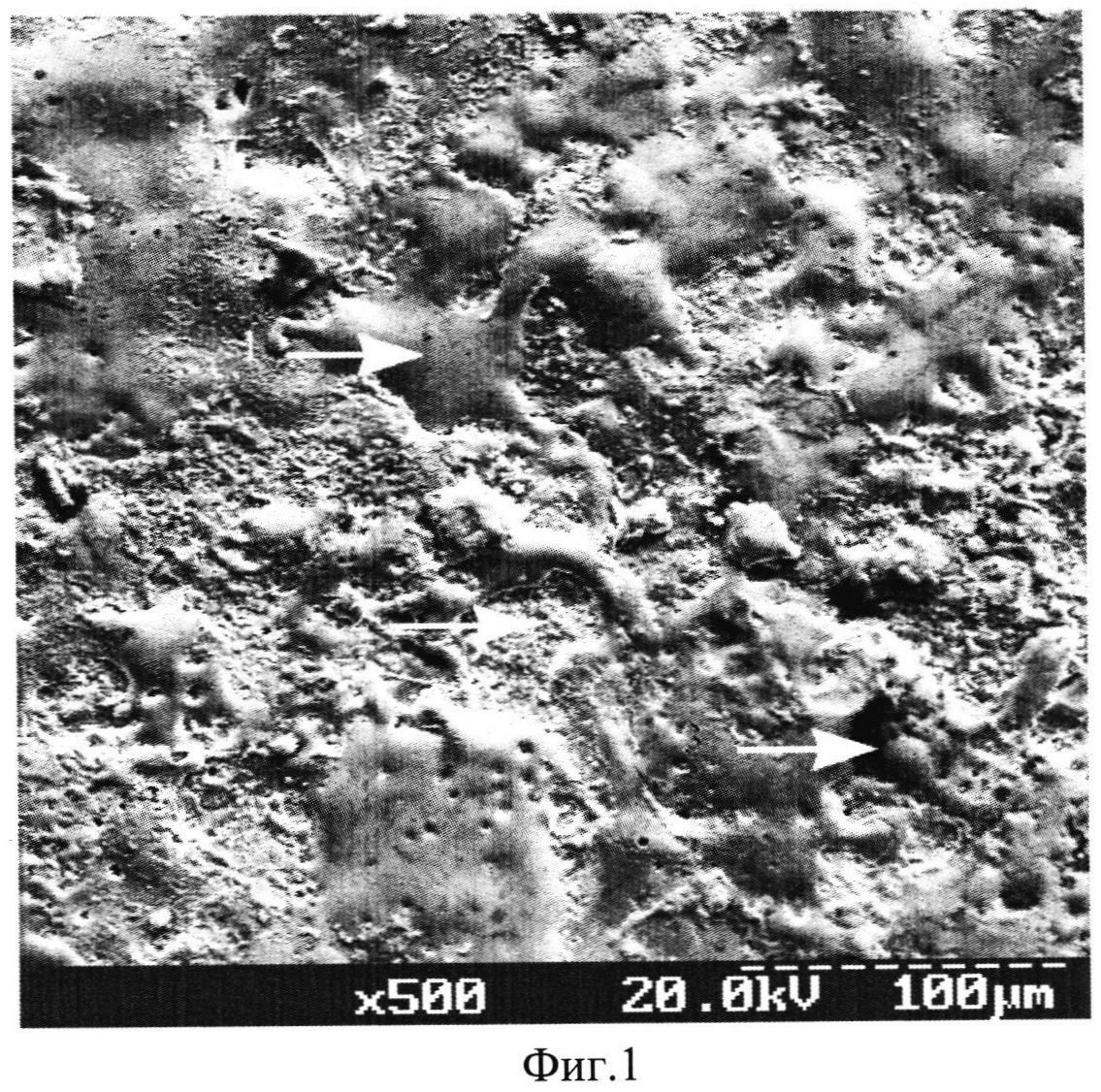
Способ повышения износостойкости торцовых поверхностей колец из жаропрочных сплавов импульсного торцового уплотнения (иту), работающего в криогенных средах (варианты)
Способ восстановления изношенных поверхностей металлических деталей
Способ сульфоцементации стальных деталей
Способ восстановления изношенных поверхностей металлических деталей
Компрессорный агрегат компримирования азото-водородной смеси в производстве аммиака (варианты)
Реверсивный подшипник скольжения (варианты)
Способ упрочнения поверхностей термообработанных стальных деталей
Узел торцевого импульсного уплотнения, работающий в криогенных средах, (варианты) и способ его изготовления
Способ алитирования стальных деталей
Способ восстановления изношенных поверхностей деталей машин из нержавеющей стали
Способ повышения износостойкости торцовых поверхностей колец из жаропрочных сплавов импульсного торцового уплотнения (иту), работающего в криогенных средах (варианты)
Способ восстановления изношенных поверхностей металлических деталей
Способ сульфоцементации стальных деталей
Способ восстановления изношенных поверхностей металлических деталей
Компрессорный агрегат компримирования азото-водородной смеси в производстве аммиака (варианты)
Реверсивный подшипник скольжения (варианты)
Способ упрочнения поверхностей термообработанных стальных деталей
Узел торцевого импульсного уплотнения, работающий в криогенных средах, (варианты) и способ его изготовления
Способ алитирования стальных деталей
Способ восстановления изношенных поверхностей деталей машин из нержавеющей стали

