Результат интеллектуальной деятельности: ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ
Вид РИД
Изобретение
Изобретение относится к области инструментальной промышленности, в частности к инструментам для обработки отверстий.
Наиболее близким техническим решением к предлагаемому изобретению является цилиндрическая развертка с канавкой, пересекающей ее зубья, причем канавка выполнена кольцевой с целью разделения зубьев на два участка, из которых первый предназначен для предварительного развертывания отверстия, а второй для окончательного снятия материала (SU 68799, B23D 77/00, опубликовано 30.06.1947).
Недостатком известного технического решения являются узкие технологические возможности, ограниченные тем, что известный инструмент производит только обработку резанием.
Технический результат изобретения заключается в увеличении технологических возможностей инструмента за счет того, что профилем инструмента в сечении, перпендикулярном оси вращения, является гипоциклоида с перепадом радиуса от периферийной точки режущей кромки до периферийной точки инструмента, равным величине пластической деформации, что приводит к тому, что инструмент не только режет, но и выглаживает обрабатываемую поверхность.
Технический результат достигается тем, что инструмент для обработки отверстий содержит хвостовую, трехзубую режущую часть, каждый зуб которой выполнен с передним, задним углами, углом в плане, а также калибрующую часть, причем профиль калибрующей и режущей части в сечении, перпендикулярном оси вращения инструмента выполнен в виде гипоциклоиды с тремя вершинами, описываемой в полярных координатах следующей системой параметрических уравнений:
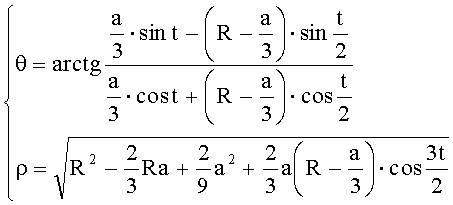
где θ=0…2π - полярный угол; ρ=r…R - полярный радиус; r - радиус вписанной в гипоциклоиду окружности; R - радиус окружности, проходящей через вершины гипоциклоиды; t=0…4π - параметр системы; а=(0,045…0,6) R - параметр гипоциклоиды, выбираемый в зависимости от величин r и R; при этом вершина режущих кромок, принадлежащая границе калибрующей и режущей части в проекции на плоскость, перпендикулярную оси вращения инструмента, отстоит от касательной прямой к гипоциклоиде в ее вершине на величину δ=(0,002…0,03) R.
Сущность изобретения поясняется чертежами, где на:
- фиг.1 - вид в изометрии заявленного инструмента;
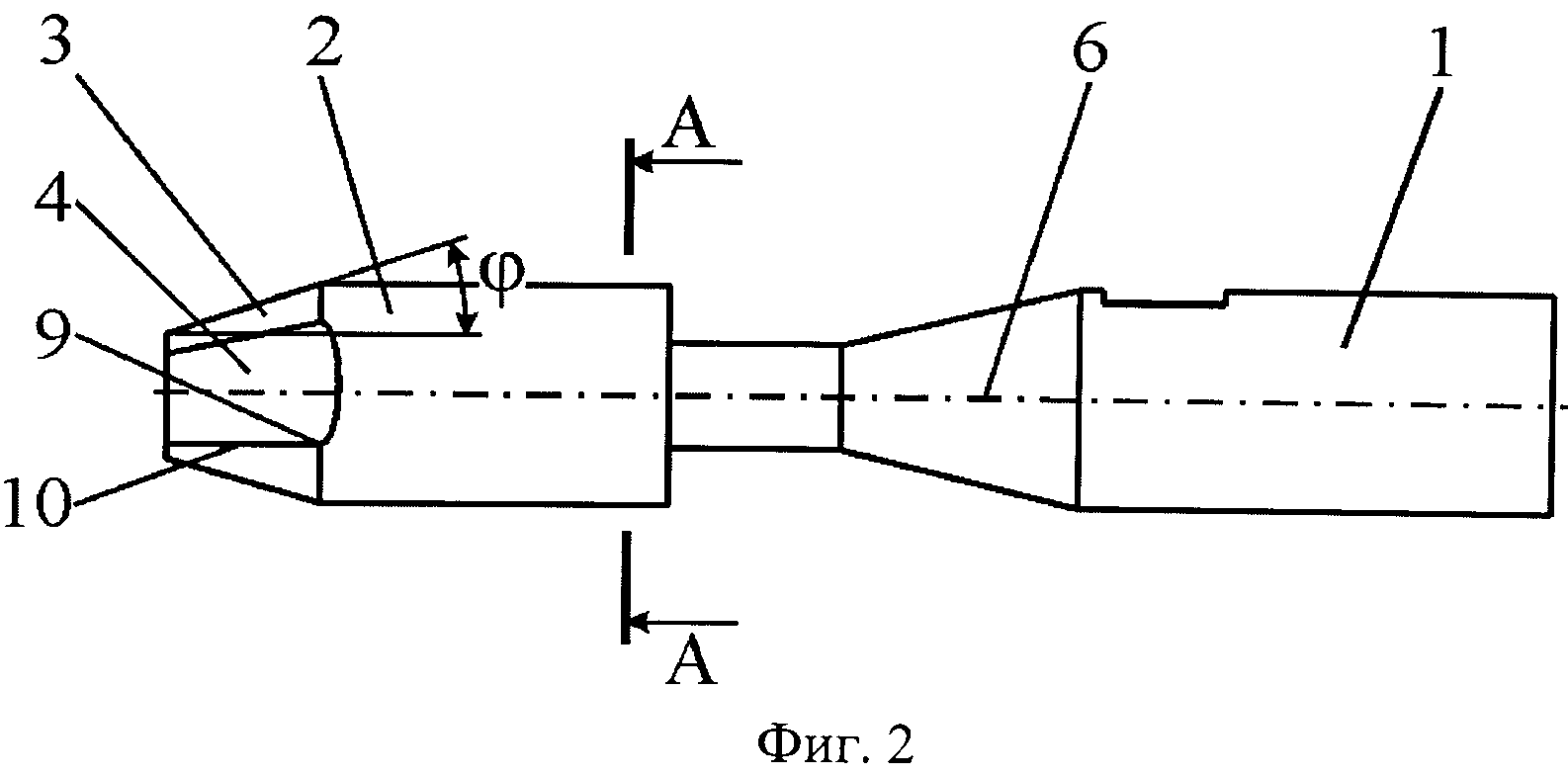
- фиг.2 - проекция инструмента на плоскость, параллельную его оси вращения;
- фиг.3 - сечение А-А калибрующей части;
- фиг.4 - проекция инструмента на плоскость, перпендикулярную его оси вращения.
Заявленный инструмент для обработки отверстий содержит хвостовую часть 1, трехзубую калибрующую часть 2, трехзубую режущую часть 3 и канавки 4 для отвода стружки. Трехзубая режущая часть 3 характеризуется передними углами, задними углами и углом в плане.
Профиль 5 калибрующей 2 и режущей 3 части в сечении, перпендикулярном оси 6 вращения инструмента, выполнен в виде гипоциклоиды 7 с тремя вершинами 8, описываемой в полярных координатах следующей системой параметрических уравнений:
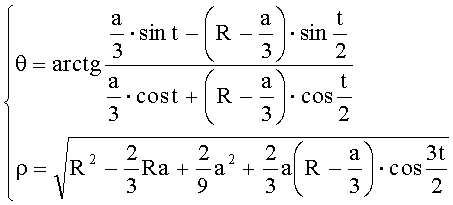
где θ=0…2π - полярный угол; ρ=r…R - полярный радиус; r - радиус вписанной в гипоциклоиду 7 окружности; R - радиус окружности, проходящей через вершины 8 гипоциклоиды 7 или радиус периферийных точек инструмента; t=0…4π - параметр системы; а=(0,045…0,6) R - параметр гипоциклоиды 7, выбираемый в зависимости от величин r и R.
Вершина 9 режущих кромок 10, принадлежащая границе калибрующей 2 и режущей 3 части в проекции на плоскость, перпендикулярную оси 6 вращения инструмента, отстоит от касательной прямой 11 к гипоциклоиде 7 в ее вершине 8 на величину δ=(0,002…0,03) R.
На производственной площадке ГОУ ФГБОУ ВПО МГТУ «СТАНКИН» прошли испытания инструмента по изобретению, а именно инструмента для обработки отверстий радиусом 10 мм, предварительно просверленных на радиус 9 мм, в заготовке из углеродистой стали марки У7.
Инструмент для обработки отверстий содержал хвостовую часть 1, трехзубую калибрующую часть 2, трехзубую режущую часть 3 и канавки 4 для отвода стружки. Материал калибрующей и режущей части инструмента - быстрорежущая сталь марки Р18.
Трехзубая режущая часть 3 характеризовалась передними углами γ=5°, задними углами α=10° и углом в плане φ=15°.
Профиль 5 калибрующей 2 и режущей 3 части в сечении, перпендикулярном оси 6 вращения инструмента был выполнен в виде гипоциклоиды 7 с тремя вершинами 8, описываемой в полярных координатах следующей системой параметрических уравнений:
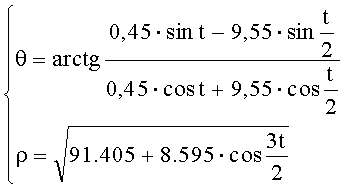
где θ=0…2π - полярный угол; ρ=r…R - полярный радиус; r=9,1 мм - радиус вписанной в гипоциклоиду 7 окружности; R=10 мм - радиус окружности, проходящей через вершины 8 гипоциклоиды 7 или радиус периферийных точек инструмента; t=0…4π - параметр системы.
Вершина 9 режущих кромок 10, принадлежащая границе калибрующей 2 и режущей 3 части в проекции на плоскость, перпендикулярную оси 6 вращения инструмента, отстояла от касательной прямой 11 к гипоциклоиде 7 в ее вершине 8 на величину δ=0,3 мм.
Благодаря тому что профиль 5 инструмента имеет переменный радиус р периферийных точек и тому что периферийная точка режущей кромки 10, ее вершина 9 не совпадает с вершиной 8 гипоциклоиды 7, вершина 9 лежит внутри окружности радиусом R=10 мм периферийных точек инструмента. Вершина 9 лежит на окружности радиусом R-δ=10-0,3=9,7 мм, следовательно, инструмент обладает режущими свойствами в диапазоне радиусов до 9,7 мм. В диапазоне радиусов от 9,7 мм до 10 мм инструмент производит обработку выглаживанием своей калибрующей частью 2, радиус периферийных точек которой равняется радиусу R=10 мм окружности, проходящей через вершины гипоциклоиды 7.
Таким образом, заявленная совокупность существенных признаков, изложенная в формуле изобретения, позволяет увеличить технологических возможностей инструмента. Данные таблицы подтверждают существенность заявленных в формуле изобретения интервалов.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности, не известной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном изобретении отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для использования в области инструментальной промышленности, касается изготовления инструментов для обработки отверстий;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствуют требованиям условиям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству и обеспечивает достижение технического результата.
|
Способ правки абразивного круга
Устройство для профилирования шлифовального круга алмазным стержневым правящим инструментом
Алмазный отрезной инструмент
Инструмент для обработки отверстий
Шлифовальный круг
Способ защиты от схватывания крупных высоконагруженных резьбовых соединений крышки и корпуса камеры парогенератора реакторной установки и резьбовое соединение парогенератора реакторной установки
Инструмент для обработки канавок
Способ определения профиля винтовой фасонной поверхности детали
Способ следящей обработки криволинейных эллиптических поверхностей ( варианты)
Устройство для сверления глубоких отверстий
Способ получения длинномерных стержневых изделий с кольцевым выступом
Способ формообразования фасонных винтовых поверхностей
Способ крепления концевых фрез с числом зубьев не менее трех в цанговом патроне
Многослойно-композиционное покрытие для режущего инструмента для обработки титановых сплавов в условиях прерывистого резания
Цельная концевая керамическая фреза
Сборная фасонная фреза для обработки профиля железнодорожных колес
Сборная фасонная фреза для обработки профиля головки рельсов
Сменная многогранная пластина из инструментальной керамики для точения никелевых сплавов

