Результат интеллектуальной деятельности: СПОСОБ АРГОНОДУГОВОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ, ПОЛУЧЕННЫХ ЛИНЕЙНОЙ СВАРКОЙ ТРЕНИЕМ
Вид РИД
Изобретение
Изобретение относится к термической обработке сварных соединений, полученных линейной сваркой трением, в частности сварных соединений диска и лопаток (дисков ротора в моноблоке с лопатками - блисков) с целью снятия остаточных сварочных напряжений.
Процесс линейной сварки трением, при котором для соединения лопаток с диском блиска необходимы усилия их зажатия от десятков до сотен кН в зависимости от сечения стыка, создает в получаемом сварном соединении большие остаточные напряжения при снятии зажимающих усилий. Кроме того, остаточные напряжения возникают после прекращения пластической деформации в зоне сварного шва, которая обеспечивается усилиями осадки и проковки величиной от десятков до сотен кН.
Известен способ электротермической обработки материалов с помощью электрической дуги (заявка РФ №2003128370, МПК B23K 9/00, опубл. 10.04.2005), при котором формируют дуговой разряд в зазоре между катодом, размещенным в газоподающем сопле инструмента для электротермической обработки материалов, и обрабатываемым материалом и осуществляют обдув дугового разряда газовым потоком. Обдув дугового разряда осуществляют газовым потоком с высокой степенью турбулентности, для чего на вход газоподающего сопла инструмента для электротермической обработки материалов подают не менее двух спутных струй газа, и обеспечивают им возможность свободно взаимодействовать друг с другом.
Недостаток заключается в управлении электрической дугой, которое производится только газовыми потоками, что позволяет в небольших пределах, ограниченных разрывной длиной дуги, изменять исключительно форму распределения формируемого дугой теплового потока на обрабатываемом материале.
Известен способ аргонодуговой обработки сварных соединений для снятия остаточных сварочных напряжений, включающий нагрев дугой участка перехода от шва к основному металлу (патент РФ №2376345, МПК C11D 9/50, B23K 28/00, опубл. 20.12.2009).
Существенным недостатком известного способа является то, что он не обеспечивает в процессе термообработки возможности изменения траектории и скорости перемещения источника нагрева, а регулирование интенсивности нагрева осуществляется только импульсным изменением тока без изменения длины дуги. Этот недостаток не позволяет осуществлять термообработку сварных конструкций сложной геометрической формы, например лопаток сварного блиска, когда необходимо выполнить нагрев сварного шва и околошовной зоны в диапазоне температуры, с одной стороны обеспечивающей снятие остаточных сварочных напряжений, а с другой стороны обеспечивающей сохранение мелкозернистой структуры сварного соединения.
Наиболее близким к предложенному является способ термической обработки соединения лопатки и диска, полученного линейной сваркой трением (патент РФ №2225514, МПК F01D 5/34, опубл. 10.03.2004), в котором нагревают соединение для снятия остаточных сварочных напряжений, причем тепло излучают непосредственно на поверхность лопатки, а устройство для термообработки лопатки имеет несколько резистивных нагревательных элементов, во время упомянутой операции изменяют величину электрической мощности, подводимой к нагревательным элементам, посредством чего нагревают лопатку и сварное соединение до температуры в пределах определенного интервала температур. Способ принят за прототип.
Недостатком термообработки с накладными резистивными нагревательными элементами является низкая скорость нагрева ввиду того, что температура резистивного нагревателя как минимум в пять раз ниже, чем у дугового разряда, и радиационно-конвективный нагрев поверхности имеет плотность теплового потока на несколько порядков ниже, чем у дугового разряда. В связи с низкой скоростью и, соответственно, большим временем нагрева до заданной температуры за счет теплопроводности в окружающий сварное соединение металл происходит неравномерный нагрев конструкции блиска и искажение после остывания круглого контура прецизионных посадочных поверхностей.
Задачей изобретения является разработка способа аргонодуговой обработки сварных соединений для снятия остаточных сварочных напряжений, позволяющего использовать его для сварных конструкций сложной геометрической формы, например лопаток сварного блиска, а также повышение эффективности обработки.
Технический результат изобретения обеспечивается за счет возможности нагрева сварного шва и околошовной зоны в заданном диапазоне температуры.
Задача решается способом термической обработки соединения лопатки и диска, полученного линейной сваркой трением, включающим его нагрев для снятия остаточных сварочных напряжений. В отличие от прототипа нагрев осуществляют аргонодуговой обработкой перемещением электрической дуги на участке перехода от шва к основному металлу после удаления выдавленного грата, при этом удельный тепловой поток и скорость перемещения электрической дуги выбирают по результатам численного моделирования температурного поля в изделии в соответствии с уравнением

где
q - удельный тепловой поток электрической дуги на поверхность, Вт/м2;
k - коэффициент сосредоточенности дуги, м-2;
η - эффективный КПД процесса нагрева;
U - напряжение на дуге, B;
I - сила тока электрической дуги, A;
π=3,14;
Y - текущая координата движения электрической дуги, м;
Y0 i - координата начальной точки прямолинейного i-го участка, м;
i - номер прямолинейного участка траектории движения электрической дуги;
Vy=V·cosα - скорость движения электрической дуги относительно координаты Y, м/с;
cosα - косинус угла между осью Y и направлением движения дуги;
V - скорость движения электрической дуги, м/с;
TIME - время движения электрической дуги, с;
CT - суммарная величина времени нагрева предыдущего участка, с;
Z - координата плоскости, перпендикулярной плоскости шва, м;
L - расстояние от сварного шва до вершины лопатки, м,
причем максимальную температуру нагрева сварного соединения устанавливают из условия сохранения в нем мелкозернистой структуры, минимальную - из условия обеспечения снятия остаточных сварочных напряжений, а глубину нагрева определяют границей технологического припуска соединения лопатки и диска.
Согласно изобретению аргонодуговую обработку осуществляют поочередно со стороны корыта и со стороны спинки лопатки, а движение электрической дуги осуществляют промышленным роботом.
Технологический припуск по периферии соединяемых поверхностей необходим для того, чтобы в процессе осцилляции при сварке не допустить контакта с воздухом расчетного сечения сварного стыка. Этот припуск дает возможность нагревать изделие дуговым разрядом с неизбежным оплавлением поверхностного слоя и, при расчетной интенсивности нагрева, не превышать допустимую температуру на границе, отделяющей технологический припуск и остающееся после удаления выдавленного грата сечение сварного соединения.
Нагрев сварного соединения поочередно со стороны корыта и со стороны спинки лопатки дает возможность повысить равномерность температурного поля и уменьшить время нагрева.
Возможно также использование промышленного робота, что позволяет изменять траекторию и скорость перемещения источника нагрева, а также регулировать интенсивность нагрева изменением длины дуги в соответствии с результатами численного моделирования температурного поля в изделии.
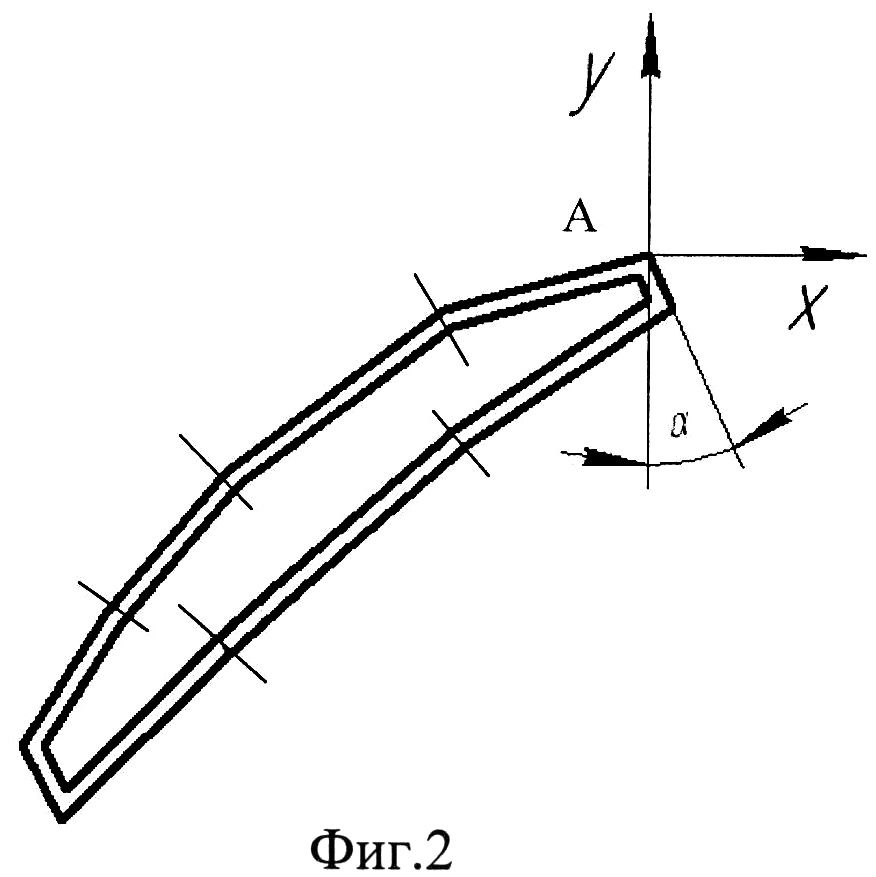
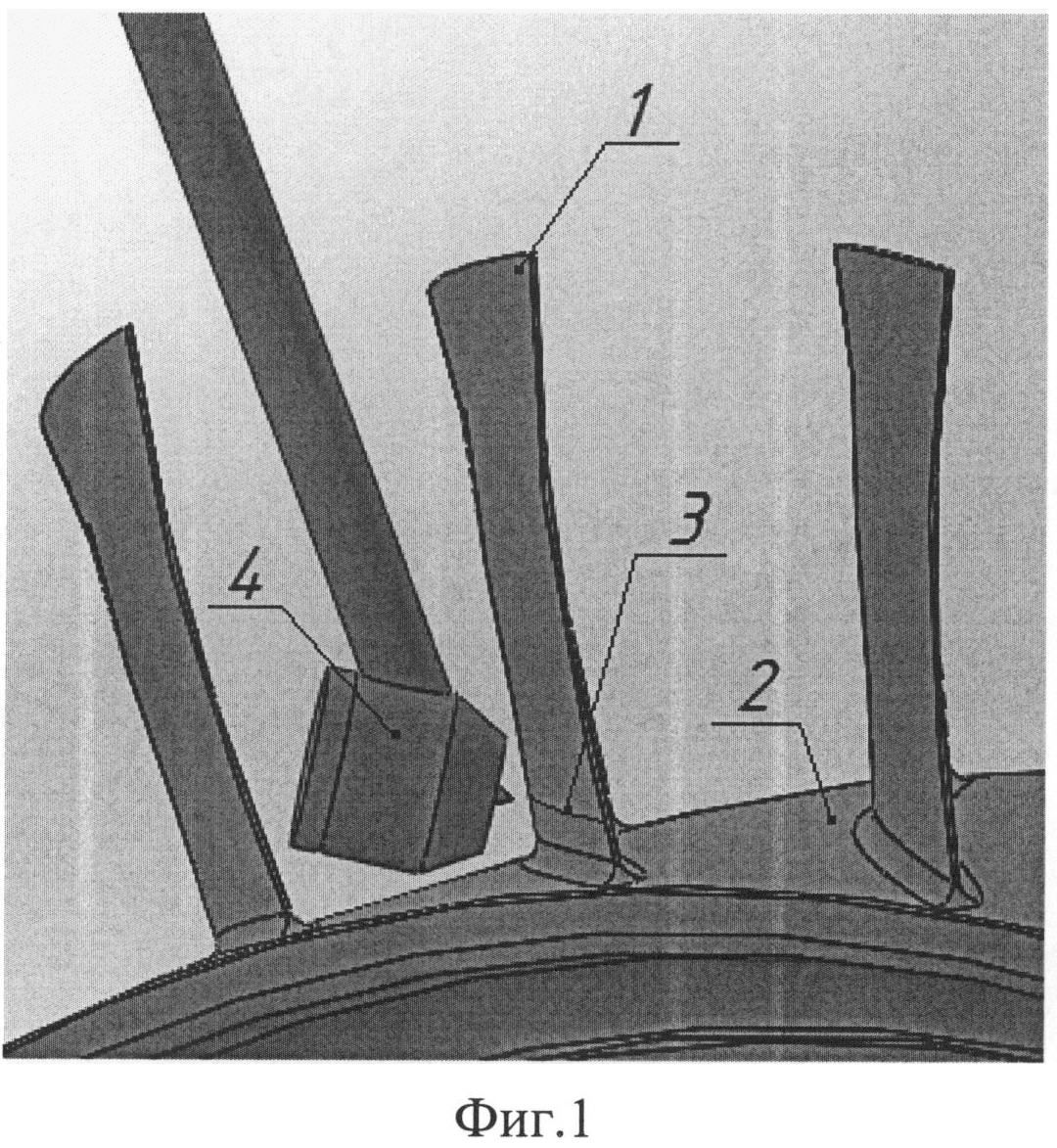
Сущность изобретения поясняется рисунками, где на фиг.1 схематично представлен заявляемый способ аргонодуговой обработки сварных соединений, полученных линейной сваркой трением, а на фиг.2 показано моделирование схемы движения электрической дуги по поверхности сварного шва при аргонодуговой обработке.
На фиг.1 позицией 1 обозначена лопатка, позицией 2 - диск, 3 - сварной шов, 4 - источник дугового нагрева. На фиг.2 А - точка начала движения электрической дуги при моделировании процесса аргонодуговой обработки.
Пример осуществления способа.
В пакете ANSYS/Multiphysics по данным экспериментальных исследований эффективного КПД нагрева и коэффициента сосредоточенности дуги прямой полярности с вольфрамовым электродом в среде аргона моделировали процесс аргонодуговой обработки сварных соединений лопаток блиска из титанового сплава ВТ-6. Свариваемый профиль лопатки при длине сечения 60 мм имел технологический припуск 1,5 мм.
Для упрощения моделирования криволинейная поверхность лопатки заменялась ломаными прямыми линиями с отклонением от контура не более 1 мм и с условием равенства площади сечения лопатки и модельного контура, как показано на фиг.2. Моделирование движения электрической дуги выполнялось по замкнутому контуру из девяти прямолинейных участков, начиная и заканчивая в точке А.
Максимально допустимую температуру нагрева в сварном соединении на глубине, определяемой границей технологического припуска - 1,5 мм, устанавливали из условия сохранения мелкозернистой структуры сварного соединения, а минимально допустимую температуру нагрева - из условия снятия остаточных сварочных напряжений. Для сварных соединений из сплава ВТ-6 на основании металлографических исследований установили максимально допустимую температуру нагрева 620°С, а минимально допустимую температуру нагрева 540°С исходя из отраслевых рекомендаций на термообработку для снятия остаточных сварочных напряжений.
Подвижный нормально-круговой источник аргонодугового нагрева был задан как тепловой поток через поверхность ломаного контура сварного шва, а искомая равномерность нагрева достигалась методом последовательных приближений.
В результате моделирования были выбраны рациональные сочетания параметров аргонодуговой термообработки соединений, полученных линейной сваркой. В частности, необходимый нагрев сечения сварного соединения получен шестикратным обходом по контуру лопатки при следующих параметрах процесса: длина дуги 2 мм и сварочный ток 27А на всех участках; скорость перемещения 25 м/час на участках, не прилегающих к входной и выходной кромкам лопатки, и 35 м/час на участках, прилегающих к входной и выходной кромкам лопатки.
Результаты моделирования были реализованы на роботизированном комплексе фирмы ABB при аргонодуговой термообработке соединения лопатки 1 с секцией блиска, полученного линейной сваркой трением. Металлографические исследования сварных соединений образцов после проведенной термообработки не выявили ухудшения микроструктуры, а измерения остаточных деформаций выявили эффективное снижение остаточных напряжений с 320 МПа до 18 МПа.
Таким образом, изобретение обеспечивает разработку способа аргонодуговой обработки сварных соединений для снятия остаточных сварочных напряжений, позволяющего использовать его для сварных конструкций сложной геометрической формы, например лопаток сварного блиска, а также повышает эффективность обработки.

Способ ионно-плазменного нанесения многослойного покрытия на изделия из алюминиевых сплавов
Вертикальный трубчатый электрофильтр (варианты)
Способ определения среднегодовой самоочищающей способности водотока в фарватере
Способ азотирования деталей в тлеющем разряде на различную глубину азотированного слоя
Способ и устройство контроля самопроизвольного трогания поезда
Способ ионно-плазменного нанесения износостойкого и коррозионностойкого покрытия на изделия из алюминиевых сплавов
Способ тепловой защиты поршня двигателя внутреннего сгорания из алюминиевых сплавов
Способ термомеханической обработки полуфабрикатов из алюминиевых сплавов систем al-cu, al-cu-mg и al-cu-mn-mg для получения изделий с повышенной прочностью и приемлемой пластичностью
Электромагнитная машина вибрационного действия для ручного инструмента
Осадительный электрод электрофильтра (варианты)
Способ нагрева сетевой воды на тепловой электрической станции
Универсальный электрошариковый первичный преобразователь расхода электропроводной жидкости
Трехфазное симметрирующее устройство и способ управления им
Магнитопровод статора электромеханических преобразователей энергии с интенсивным охлаждением (варианты) и способ его изготовления
Способ настройки многоцелевого станка для пятикоординатной обработки
Способ деформационно-термической обработки объемных полуфабрикатов из al-cu-mg сплавов
Способ линейной сварки трением
Многосекционный синхронный двигатель
Устройство для чистки ствола орудия (варианты)
Устройство наблюдения за распределением тепловых потоков в днище поршня для оценки эффективности теплозащитных покрытий на нем

