Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО КОНТРОЛЯ ДЕТАЛИ
Вид РИД
Изобретение
Область техники
Изобретение относится к устройству для внутреннего контроля детали, имеющей сверление в форме полого цилиндра.
Уровень техники
Детали с выполненным в форме полого цилиндра сверлением, например полые винты или валы, часто проверяют со стороны сверления при помощи ультразвука. Такой способ контроля называют также акустическим контролем отверстий. Для этого преобразователь ультразвука вводят, как правило, в сверление и проводят в нем вдоль спиральной дорожки. Говоря об ультразвуковых преобразователях, речь идет либо об обычных отдельных преобразователях, либо о компоновке ультразвуковых преобразователей, сконструированных из множества отдельных элементов преобразователя, применяемых при способе контроля секционными излучателями. В частности, способ контроля секционными излучателями при помощи компоновки элементов ультразвукового преобразователя, перемещаемой по спирали по внутреннему периметру сверления в форме полого цилиндра, требует вследствие множества измерительных каналов трудоемкой передачи контактными кольцами сигналов к отдельным элементам преобразователя компоновки элементов ультразвукового преобразователя и от них.
Раскрытие изобретения
В основу изобретения положена задача создания устройства для внутреннего контроля детали, имеющей сверление в форме полого цилиндра, в частности полого винта или вала, позволяющего с незначительными техническими издержками надежно контролировать деталь из внутренней поверхности сверления.
Указанная задача решается согласно изобретению в устройстве с признаками пункта 1 формулы изобретения. Устройство содержит компоновку ультразвуковых преобразователей с множеством элементов преобразователя ультразвука, расположенными, по меньшей мере, в одном ряду рядом друг с другом в несущем элементе с возможностью пластичной деформации, имеющем форму сегмента полого цилиндра и имеющем множество скользящих выступов, продолжающихся в продольном направлении и выдающихся в радиальном направлении выступающей частью над передающими или, соответственно, приемными поверхностями элементов ультразвукового преобразователя.
При этом в изобретении учитывается факт, что, с одной стороны, в частности, в маленьких сверлениях присоединение элементов преобразователя ультразвука в способе погружения или способе подачи с длинным участком подачи не возможно, так как для этого не имеется достаточного места, а время прохождения ультразвука на участке подачи больше, чем его время прохождения внутри контролируемого изделия, так как возникающие в противном случае внутри участка подачи многократные отраженные эхо-сигналы перекрывались бы собственным полезным сигналом от контролируемого изделия. К тому же присоединение в непосредственном контакте с поверхностью контролируемой детали проблематично, с другой стороны, для растянутых компоновок ультразвуковых преобразователей, так как неизбежно изменяющиеся от элемента преобразователя к элементу преобразователя небольшие контактные зазоры могут выдавать в итоге большие изменения принимаемых элементами преобразователя измерительных сигналов. Применение скользящих выступов, выдающихся определенной выступающей частью над передающей и соответственно принимающей поверхностью компоновки ультразвуковых преобразователей, создает определенный узкий контактный зазор, в котором в сочетании с оптимизированной согласующей пленкой для согласования импеданса вибратора с импедансом контактной среды, с одной стороны, можно в значительной мере предотвращать вызываемый контактным зазором так называемый звон принимаемых измерительных сигналов, и в которой, с другой стороны, также обеспечивается равномерное присоединение для отдельных элементов преобразователей компоновки ультразвукового преобразователя.
Ввод и вывод ультразвуковых сигналов в деталь или из нее через маленький контактный зазор, составляющий от 0,4 λ до 1,1 λ, и уменьшенная вследствие этого конструктивная высота компоновки ультразвуковых преобразователей и применение несущего элемента с возможностью пластичной деформации и имеющего форму сегмента полого цилиндра позволяют располагать на несущем элементе множество элементов ультразвукового преобразователя по окружности рядом друг с другом на несущем элементе, поэтому при осевом контрольном движении можно захватывать больший участок внутреннего периметра сверления. Сами отдельные элементы преобразователя ультразвука производят, благодаря своим сравнительно незначительным габаритам, находящиеся для продольного направления предпочтительно в размере λ/2, звуковые пучки с очень большими диаграммами направленности. Перекрытие сигнальной информации отдельных элементов преобразователя ультразвука и, в частности, при использовании получаемых при вращательном движении зонда динамических характеристик сигнала («синтезированная апертура») делает возможной реконструкцию определенных показаний, эквивалентных контрольному показанию "обычной" контрольной аппаратуры с секционными излучателями. Это позволяет осуществлять полный внутренний контроль при помощи немногих осевых контрольных движений, поэтому для сигнальной передачи больше не требуется движение в направлении окружности несущего элемента, содержащего компоновку ультразвуковых преобразователей, и в соответствии с этим не нужны дорогостоящие элементы с контактными кольцами. Это дополнительно уменьшает конструктивный размер компоновки ультразвуковых преобразователей.
Если несущий элемент имеет форму сегмента полого кругового цилиндра, занимающего, по меньшей мере, одну четверть окружности кругового цилиндра, можно полностью проверить сверление при помощи не более четырех осевых движений.
В следующем предпочтительном выполнении изобретения элементы ультразвукового преобразователя расположены в несущем элементе с множеством параллельных друг к другу рядов, так чтобы они образовывали двухмерную матрицу. Это существенно улучшает контрольные показания.
Изготовление устройства упрощается, если несущий элемент снабжен количеством отверстий, соответствующим количеству его элементов ультразвукового преобразователя и на его передней стороне - служащей в качестве согласующего слоя, - согласующей пленкой, покрывающей отверстия, а элементы ультразвукового преобразователя вставлены в отверстия и склеены своими передающими или приемными поверхностями с согласующей пленкой.
В следующем предпочтительном варианте выполнения в несущем элементе расположен, по меньшей мере, один канал для проведения контактной жидкости, сообщающийся с расположенными в передней стороне несущего элемента отверстиями. Контактная жидкость вытекает из отверстий в зазор, образованный прижимными полозками между внутренней поверхностью и элементами ультразвукового преобразователя и улучшает, с одной стороны, акустическое соединение компоновки ультразвуковых преобразователей с внутренней поверхностью детали. Кроме того, контактная жидкость, в частности нефть, снижает износ прижимных полозков, состоящих, в частности, из керамического материала, поэтому в течение длинного срока эксплуатации сохраняется отрегулированный определенный контактный зазор.
В следующем, особенно предпочтительном варианте выполнения изобретения, предусмотрено прижимное устройство, действующее на тыльную сторону несущего элемента и с возможностью опоры на отвернутую от несущего элемента внутреннюю стенку сверления. Это обеспечивает равномерный контактный зазор даже при изменяющихся геометрических размерах сверления, в частности при отклонении от идеальной формы кругового цилиндра.
Краткое описание чертежей
Для дальнейшего разъяснения изобретения делается ссылка на изображенный на чертежах пример выполнения. На чертежах показаны:
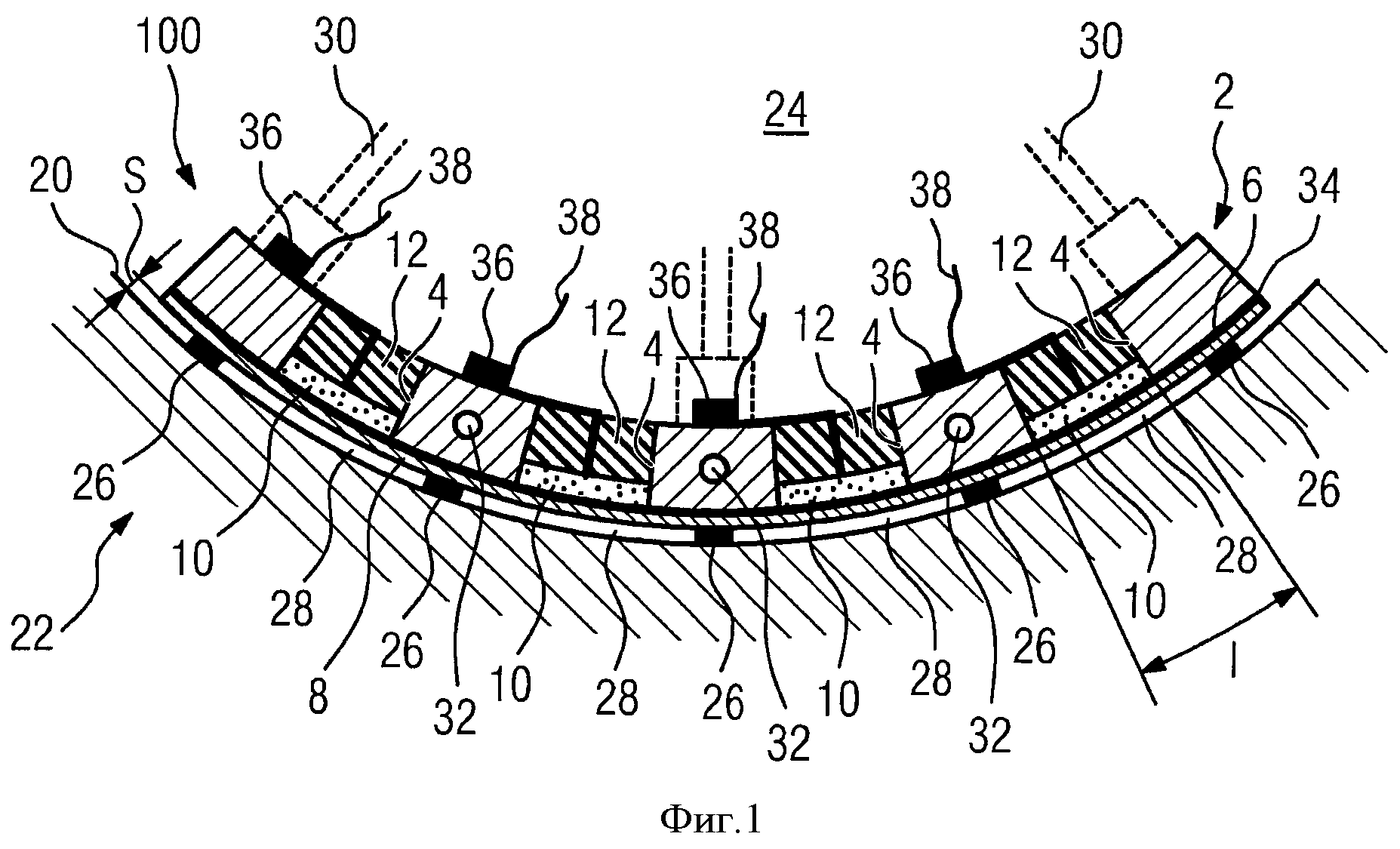
фиг.1. Устройство согласно изобретению в поперечном сечении в рабочем положении на внутренней поверхности находящегося в детали сверления,
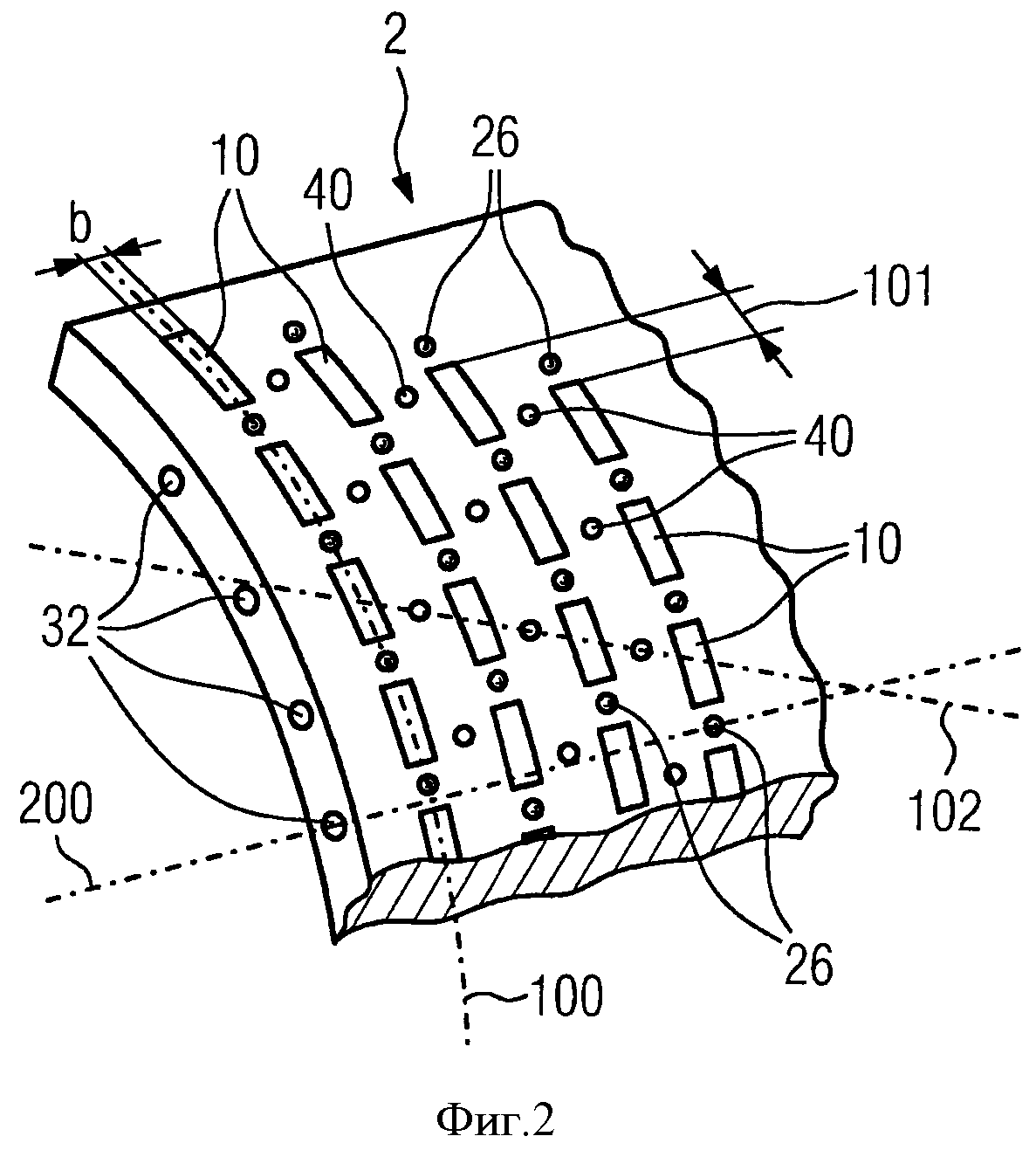
фиг.2. Устройство в схематическом перспективном частичном изображении,
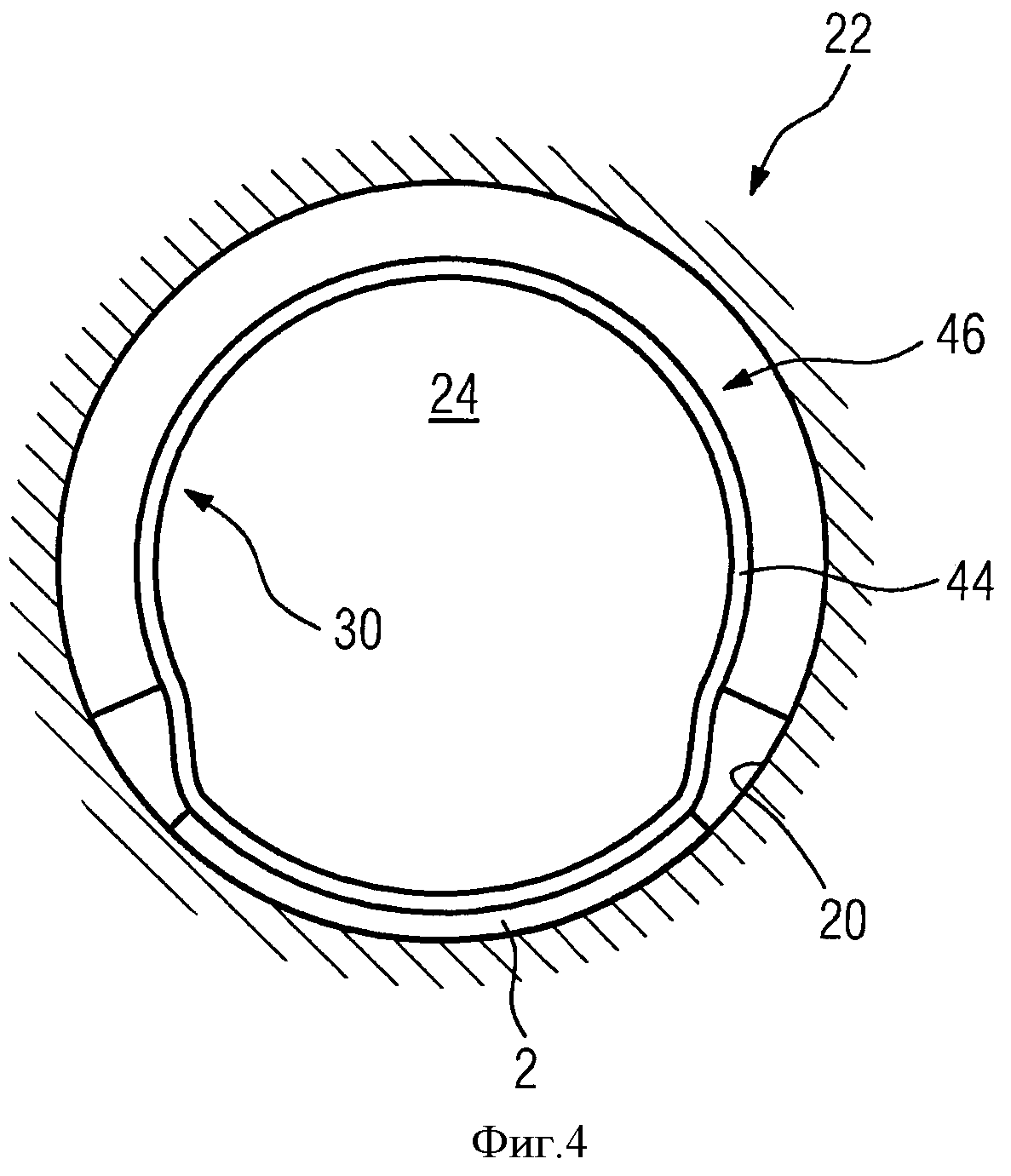
фиг.3. Устройство в действующей связи с прижимным устройством в схематическом принципиальном виде,
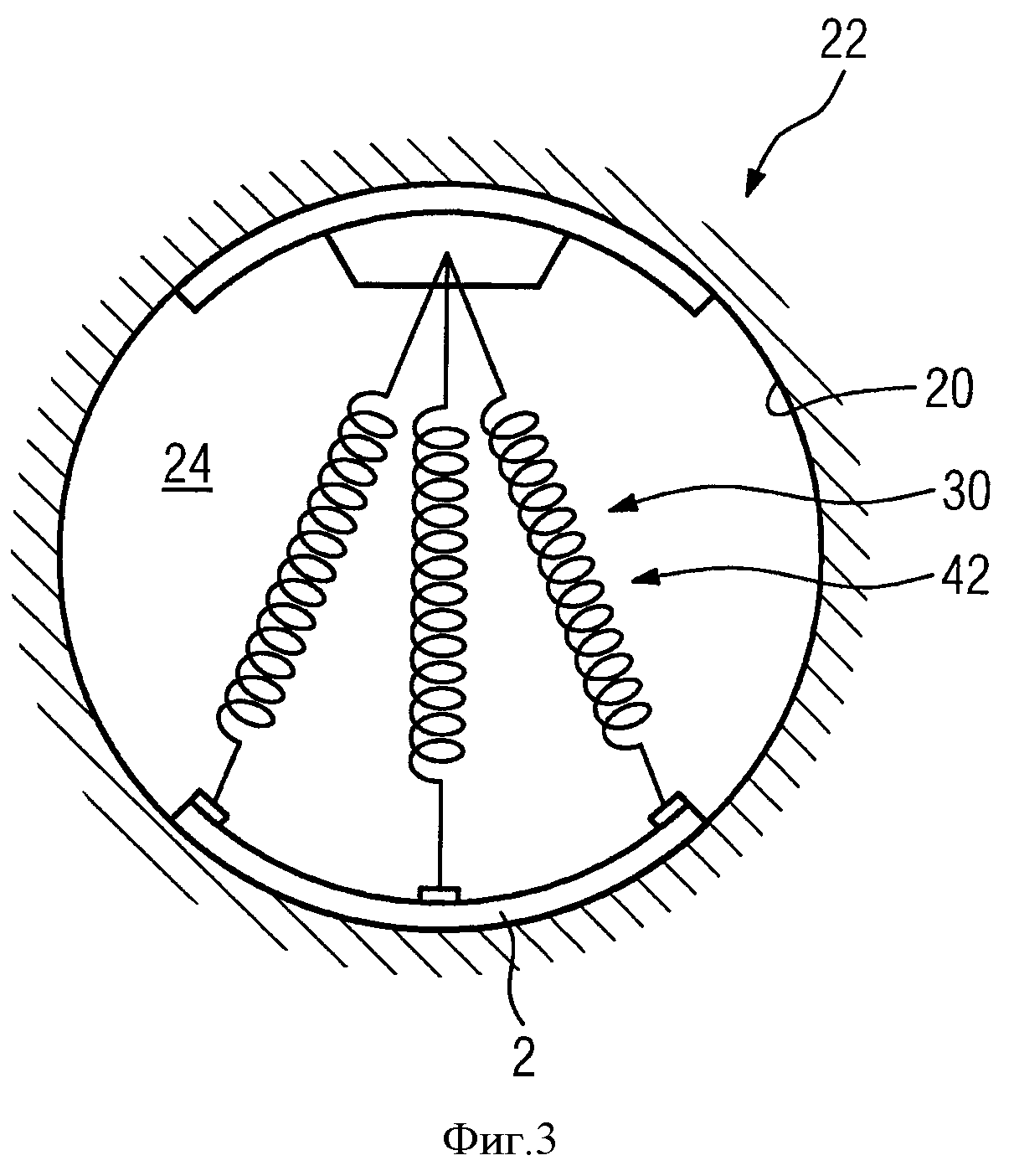
фиг.4. Альтернативное выполнение действующего на устройство прижимного устройства.
Осуществление изобретения
Согласно фиг.1 устройство содержит несущий элемент 2, снабженный множеством прямоугольных отверстий 4, покрытых на выпуклой передней стороне несущего элемента 2 согласующей пленкой 8, которой закрыты отверстия 4 на передней стороне 6 несущего элемента 2. В отверстия 4 соответственно установлены и заклеены согласующей пленкой 8 элементы 10 ультразвукового преобразователя. Толщина согласующей пленки 8 составляет почти одну четверть длины X волны используемого для контроля ультразвука и служит для согласования акустического импеданса элементов 10 преобразователя с акустическим импедансом контактной жидкости. Кроме того, согласующая пленка 8 оптимизирована в отношении ее звукоизолирующих свойств, что дополнительно способствует минимизации так называемого звона ультразвуковых сигналов.
Элементы 10 ультразвукового преобразователя имеют прямоугольную передающую поверхность или приемную поверхность с длиной 1 в направлении окружности обычно от 2 λ до 3 λ и шириной b (фиг.2) в продольном направлении обычно от λ/12. В отверстия 4 на тыльной стороне элементов 10 ультразвукового преобразователя залиты примыкающие демпфирующие элементы 12.
Несущий элемент 2 и демпфирующие элементы 12 имеют возможность пластичной деформации, причем несущий элемент 2 при отсутствии деформирующих усилий имеет основную форму, имеющую форму сегмента полого цилиндра и согласованную с радиусом находящегося в детали 22 сверления 24. Несущий элемент 2 продолжается в продольном направлении вертикально к плоскости чертежа. Элементы 10 ультразвукового преобразователя расположены своими торцами рядом друг с другом, по меньшей мере, в продолжающемся в направлении окружности несущего элемента 2 параллельно к плоскости чертежа ряду 100, причем для наглядности изображен ряд 100, содержащий только четыре элемента 10 ультразвукового преобразователя. В практическом примере выполнения образованная из элементов 10 ультразвукового преобразователя компоновка ультразвуковых преобразователей содержит, например, шесть рядов 100 с соответственно восемью элементами 10 ультразвукового преобразователя.
На согласующую пленку 8 между элементами 10 ультразвукового преобразователя наклеено множество плоских скользящих выступов 26, между которыми, между внутренней поверхностью 20 сверления 24 и согласующей пленкой 8, т.е. между передающей поверхностью или приемной поверхностью элементов 10 ультразвукового преобразователя, образуется определенный контактный зазор 28 при прижимании несущего элемента 2 к внутренней поверхности 20 при помощи обозначенного только пунктиром на частичном изображении прижимного устройства 30, так чтобы скользящие выступы 26 прилегали без зазора к внутренней поверхности 20. При этом выступающая часть s скользящих выступов 26 над согласующей пленкой 8, в частности над передающей поверхностью или приемной поверхностью элементов 10 ультразвукового преобразователя, и возникающая вследствие этого ширина контактного зазора 28 составляет предпочтительно от 0,4 λ до 1,1 λ.
Параллельно к продольному направлению, в частности вертикально к плоскости чертежа, в несущем элементе расположены продольные каналы 32, по которым через выходные отверстия 40 (фиг.2) в образованный между согласующей пленкой 8 и внутренней поверхностью 20 сверления 24 контактный зазор 28 можно подавать контактную жидкость.
Электрический контакт элементов 10 ультразвукового преобразователя происходит на передающей или приемной поверхности через нанесенный на обращенную к элементам 10 ультразвукового преобразователя плоскую сторону согласующей пленки 8 тонкий, толщиной только немногими µm электропроводный слой 34, контактирующий через электропроводные полосы пленки, через контактные клипсы 36, расположенные на тыльной стороне несущего элемента 2, например наклеенные, и через выполненное электропроводное соединение через контактные язычки, залитые в демпфирующие элементы 12, между обратной стороной каждого отдельного элемента 10 ультразвукового преобразователя с припаянным контактным проводом 38.
Согласно фиг.2 элементы 10 ультразвукового преобразователя расположены в несущем элементе 2 с множеством рядов 100, расположенных в продольном направлении несущего элемента 2 друг за другом и параллельно друг к другу. Элементы 10 ультразвукового преобразователя соседних рядов 100 расположены со смещением друг к другу в направлении окружности со смещением 101, поэтому получается компоновка ультразвуковых преобразователей в форме матрицы, зазоры 102 которой ориентированы наискосок к продольной оси 200 несущего элемента 2 и наискосок к его направлению окружности. Такое смещение 101 обеспечивает полный захват детали при осевом контрольном движении в сверлении на перекрытой несущим элементом 2 части окружности детали и выполняется с хорошим сканированием окружности.
В перспективном изображении на фиг.2 показаны, кроме того, распложенные на передней стороне несущего элемента 2 и соответственно на согласующей пленке 8 отверстия 40, впадающие в заданный скользящими выступами 26 контактный зазор 28 (фиг.1) и сообщающиеся с продольными каналами 32.
На фиг.3 показан в принципиальном изображении несущий элемент 2 с действующим на него прижимным устройством 30, при помощи пружин на противоположную несущему элементу 2 внутреннюю поверхность 20 сверления 24 и прижимающее подпружинено несущий элемент 2, например, посредством пружинной компоновки 42, символически изображенной винтовыми пружинами, к внутренней поверхности 20, так чтобы несущий элемент 2 с возможностью пластичной деформации также прилегал не изображенными по причине наглядности на фиг.3 скользящими выступами с идентичным контактным зазором к внутренней поверхности 20 при ее отклонении от идеальной круглой основной формы.
На фиг.4 показано альтернативное выполнение прижимного устройства 30, согласно которому в сверление 24 введен надувной шланг 44, также прижимающий несущий элемент 2 к внутренней поверхности 20 сверления 24 и опирающийся назад через противоположную сторону 46 корпуса к внутренней поверхности 20.
Способ и устройство для ультразвуковой дефектоскопии
Контакт-деталь и способ ее изготовления
Способ и устройство для ультразвуковой дефектоскопии
Контакт-деталь и способ ее изготовления

