Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ С ДИЭЛЕКТРИЧЕСКИМИ ПОКРЫТИЯМИ
Вид РИД
Изобретение
Изобретение относится к области электрофизической и электрохимической обработки и может быть использовано для обработки деталей с диэлектрическими покрытиями, например, для компонентов ГТД с термозащитными нетокопроводящими керамическими покрытиями.
Известен способ электроэрозионной обработки диэлектриков, при котором размерную обработку детали осуществляют, воздействуя на обрабатываемую деталь СВЧ-полем и локально - тепловыми импульсами на требуемые участки, а затем проводят электроэрозионную обработку (RU 2024367, B23H 1/00, 1994 г.).
Известен способ обработки (выполнения) отверстий для деталей, изготовленных из основного (металлического) материала и покрытых керамическим слоем. При обработке такой детали сначала удаляют в требуемых местах керамическое покрытие с помощью лазера или механическим путем, а затем делают отверстие в металлической части посредством электроэрозионного способа (EP 143 7191, B23H 9/10, B23K 26/38, 2004 г.).
Известным способам обработки, как правило, присущи следующие недостатки:
- образование термически измененного слоя на обрабатываемой поверхности;
- высокая трудоемкость, необходимость использования дополнительного громоздкого оборудования;
- возможные проблемы с совмещением зон предварительной и окончательной обработки, что снижает качество обработки в целом.
Задачей предлагаемого изобретения является значительное упрощение и снижение трудоемкости процесса обработки деталей, имеющих диэлектрические покрытия, а также повышение качества обработки.
Решение указанной задачи достигается тем, что на деталь воздействуют с помощью трубчатого электрод-инструмента, который подключают к отрицательному полюсу источника технологического тока, и дополнительного трубчатого электрода, который, как и деталь, подключают к положительному полюсу источника технологического тока. Во время обработки электрод-инструмент вращают вокруг его продольной оси и осуществляют его соответствующее рабочее перемещение. Сначала, на первом этапе удаляют диэлектрическое покрытие на требуемом участке детали путем подачи в зону обработки через дополнительный электрод токопроводящей рабочей жидкости, осуществляя ее контакт с рабочим концом электрод-инструмента. После удаления диэлектрического покрытия, на втором этапе осуществляют удаление основного материала детали по заданному профилю путем подачи электролита через электрод-инструмент с одновременным прекращением подачи рабочей жидкости через дополнительный электрод.
Изобретение поясняется чертежами, где:
на фиг.1 показана схема обработки на первом этапе (начало);
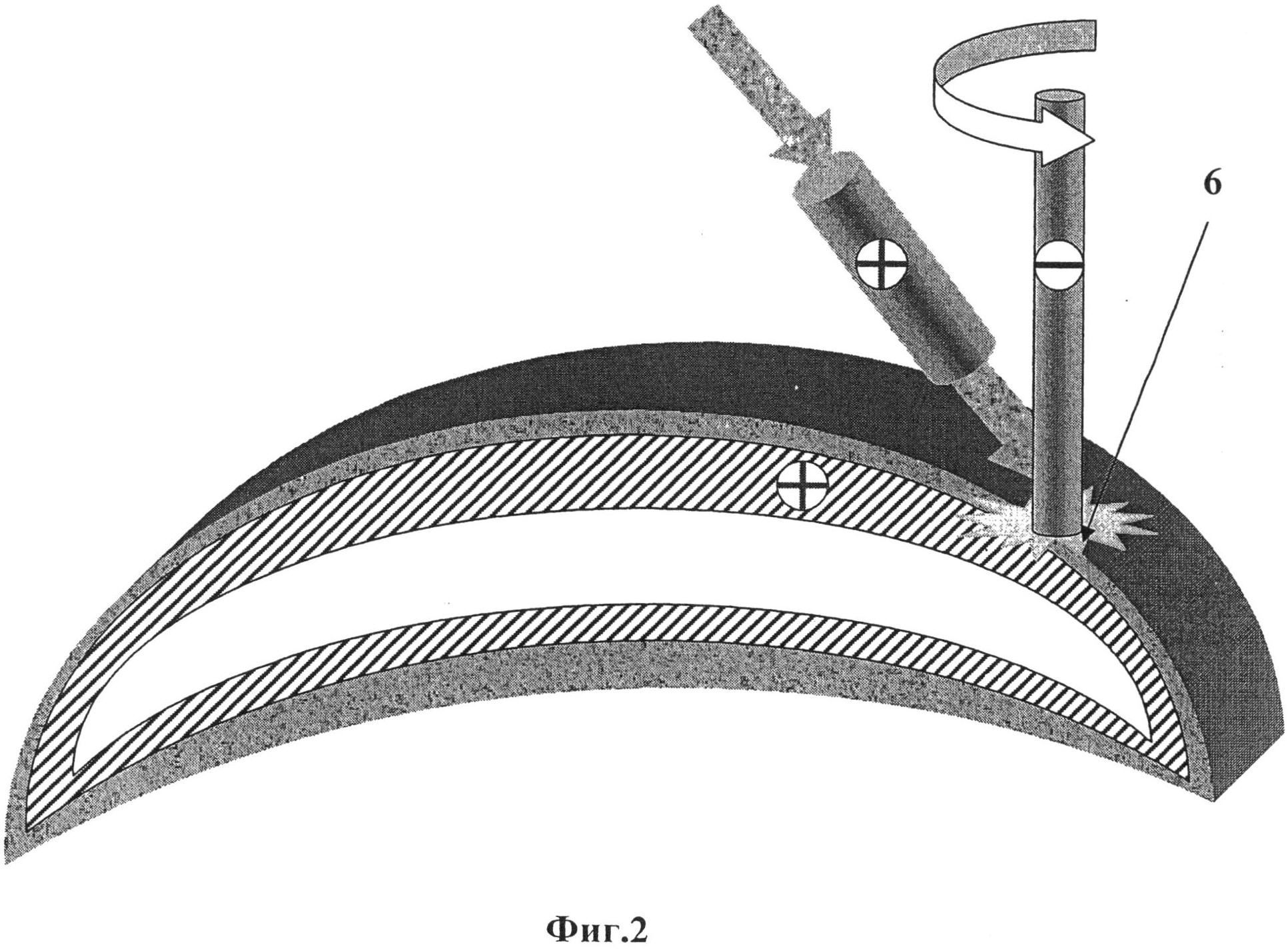
на фиг.2 показана схема обработки - локальное разрушение диэлектрического покрытия (окончание первого этапа);
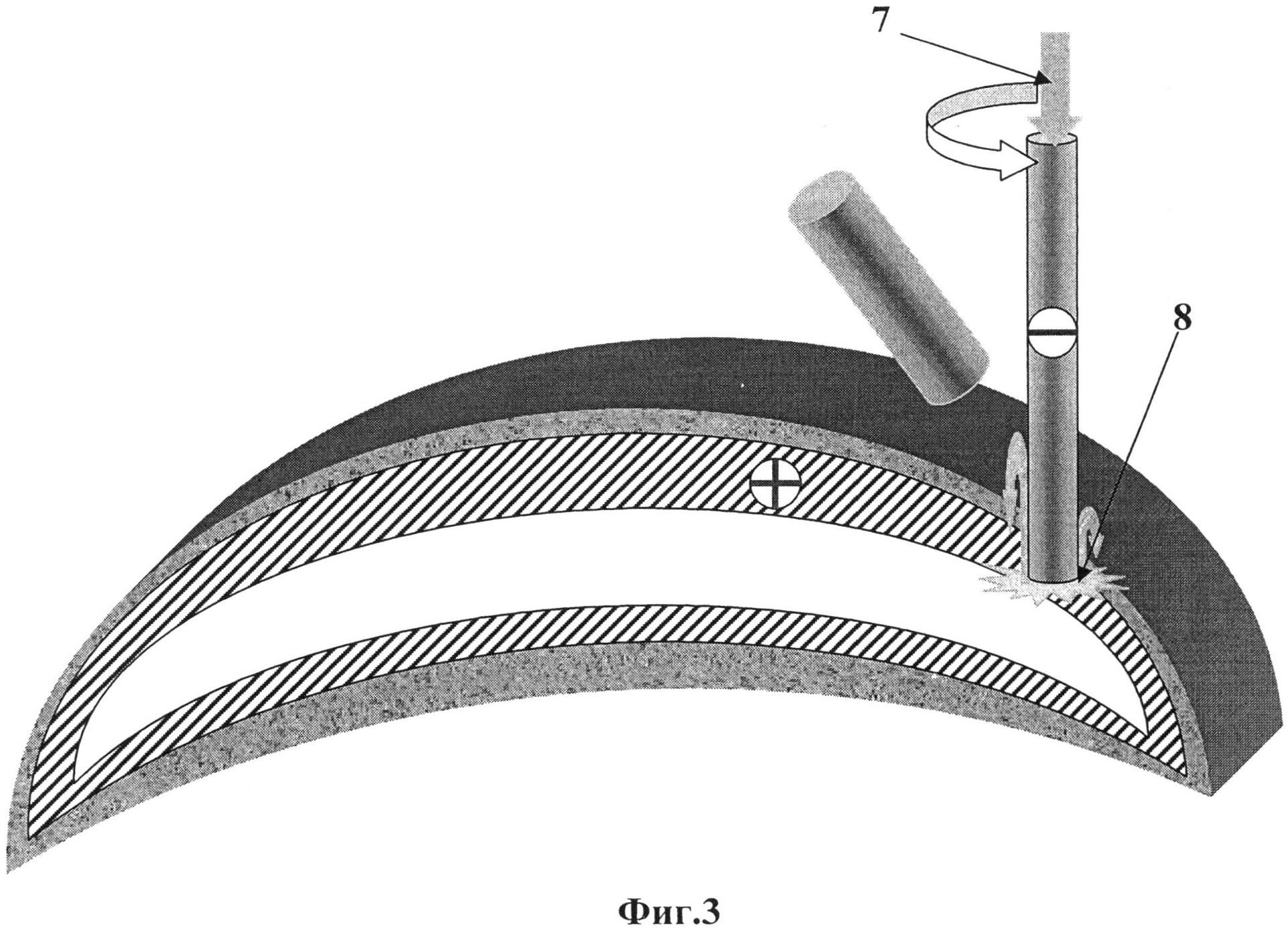
на фиг.3 показана схема прошивки основного материала детали (начало);
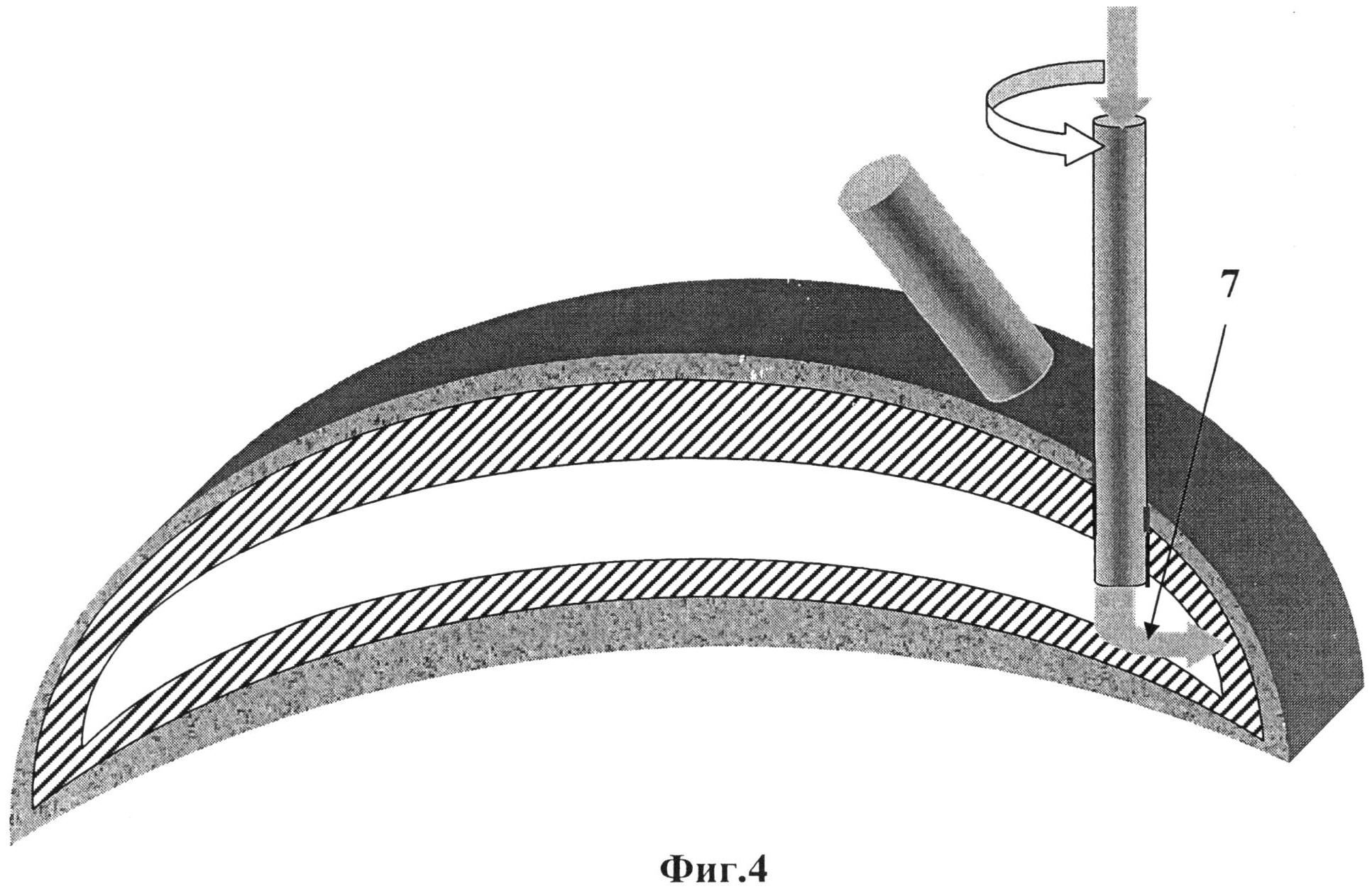
на фиг.4 показана схема прошивки сквозного отверстия (окончание);
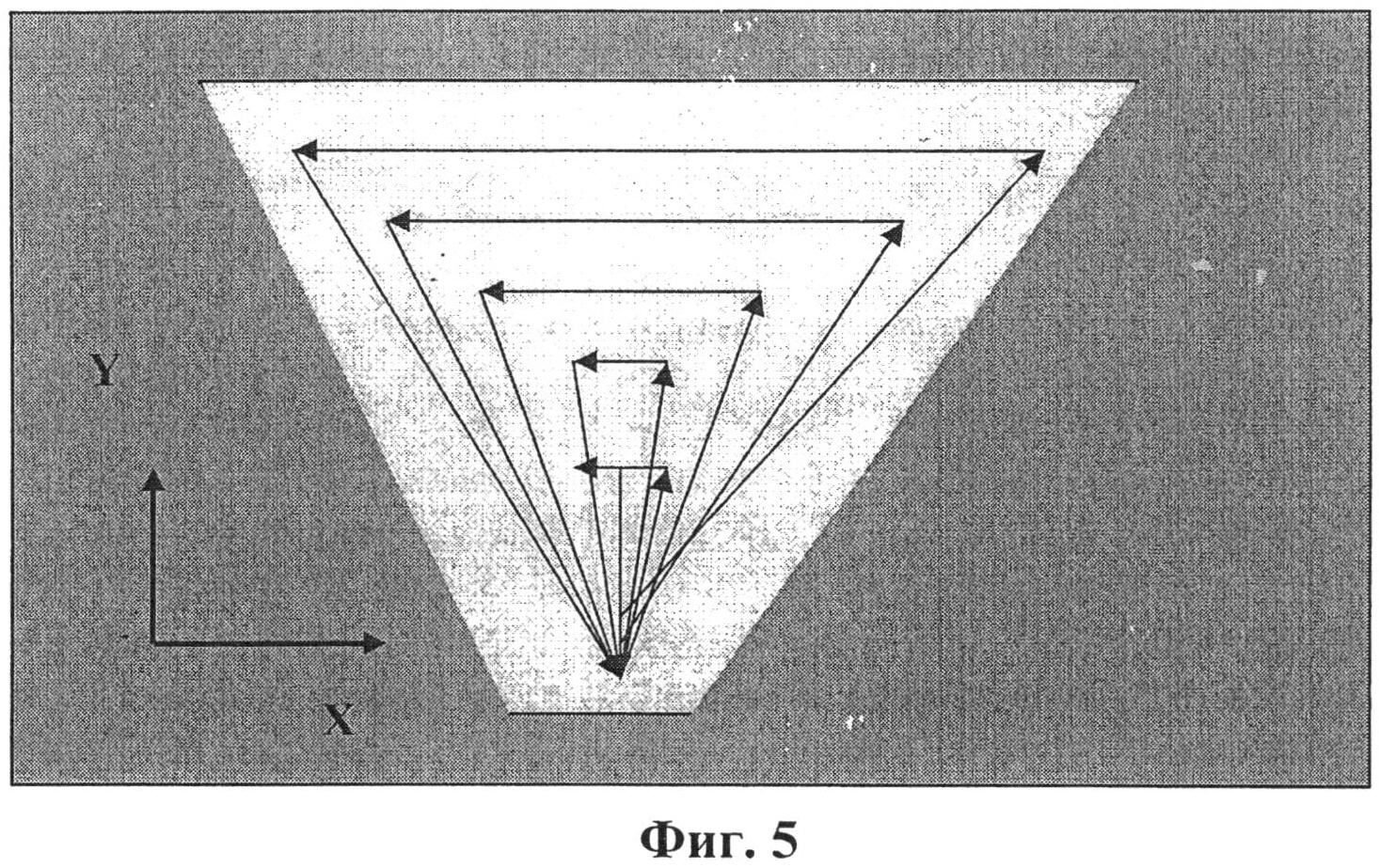
на фиг.5 показана схема рабочего перемещения электрод-инструмента при снятии диэлектрического покрытия перед формированием отверстия с изогнутым диффузором;
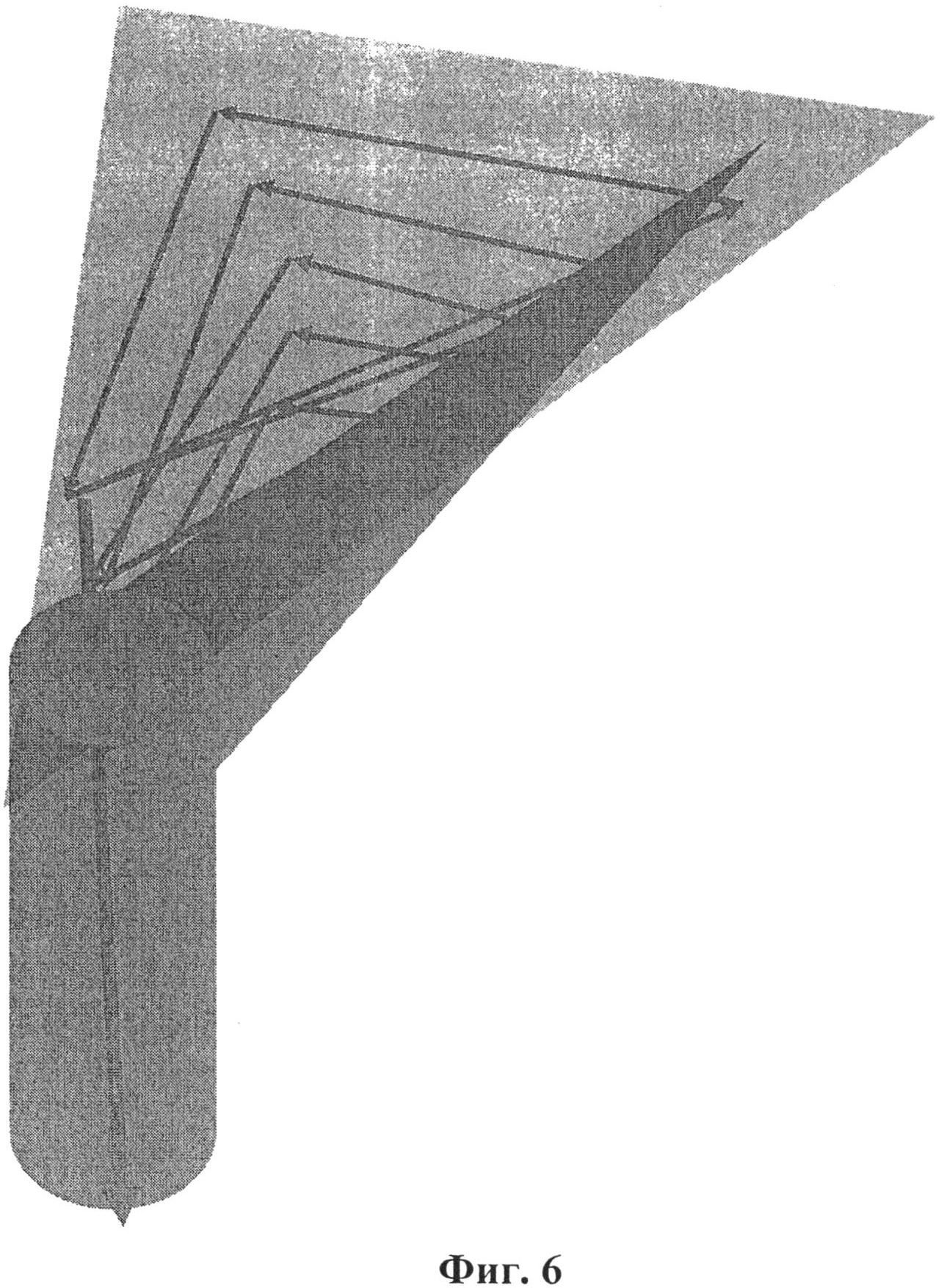
на фиг.6 показана схема формирования отверстия с изогнутым диффузором.
Реализация способа показана на примере выполнения отверстия в турбинной лопатке с теплозащитным диэлектрическим покрытием из керамики.
Воздействие на обрабатываемую лопатку 3 осуществляют с помощью
трубчатого электрод-инструмента (ЭИ) 2, который подключают к отрицательному полюсу источника технологического тока (условно не показан), а дополнительный трубчатый электрод 1 и лопатку 3 подключают к положительному полюсу того же источника. Затем осуществляют вращение отрицательно заряженного ЭИ 2 и его подвод к обрабатываемой поверхности диэлектрического керамического покрытия 4, а через электрод 1 в зону обработки 6 подается токопроводящая рабочая жидкость 5, которая заряжена положительно. При контакте рабочей жидкости 5 и рабочего конца ЭИ 2 в межэлектродном промежутке возникают электрические разряды, которые разрушают керамическое покрытие 4, при этом осевая рабочая подача ЭИ 2 осуществляется на пониженной скорости. После удаления керамического покрытия 4 из зоны обработки 6 выключается подача рабочей жидкости 5 через электрод 1 и включается прокачка электролита 7 через ЭИ 2, скорость осевой рабочей подачи которого увеличивается. Электролит 7 поступает в зону обработки 8 основного материала лопатки 3, где происходит ее электроэрозионно-химическая обработка. Электроэрозионная составляющая удаляет металл по вектору рабочей подачи ЭИ 2, а электрохимическая составляющая формирует отверстие и удаляет термически измененный слой, образовавшийся в результате электроэрозии.
Аналогичным образом можно производить обработку деталей с диэлектрическими покрытиями по любому заданному профилю.
Предложенный способ может быть осуществлен, например, на станке с ЧПУ для комбинированной электроэрозионно-химической обработки деталей со следующими основными узлами: крепления, вращения и подачи ЭИ; станции подготовки и регенерации электролита; насоса высокого давления; генератора рабочих импульсов (источника технологического тока); системы ЧПУ рабочей подачей и перемещением ЭИ. Станок также оснащен дополнительным трубчатым электродом и системой прокачки рабочей жидкости.
Пример 1.
Электроэрозионно-химическая прошивка цилиндрических отверстий в турбинной лопатке из жаропрочного сплава на никелевой основе с покрытием из оксида циркония (ZrO2). ЭИ - трубка из твердого сплава с наружным диаметром 0,5 мм и внутренним диаметром 0,1 мм. Электролит - водный раствор нитрата натрия (NaNO3). Дополнительный электрод - медная трубка с наружным диаметром 5 мм и внутренним диаметром 3 мм. Рабочая жидкость - смесь порошка графита с электролитом. Режимы обработки:
а). При обработке керамического покрытия - амплитуда импульсов напряжения = 90 В, амплитуда импульсов тока короткого замыкания = 16 А, частота импульсов = 10 кГц.
б). При обработке основного материала подается комбинированный импульсный сигнал:
для осуществления электроэрозионной обработки - амплитуда импульсов напряжения = 60 В, длительность импульсов = 1,5 мкс, частота импульсов = 10 кГц; для осуществления электрохимической обработки - амплитуда импульсов напряжения = 12 В, длительность импульсов = 50 мкс, частота импульсов = 10 кГц.
Отверстие прошивалось на глубину 5 мм. На внутренней поверхности отверстия термоизмененного слоя не наблюдалось.
Пример 2.
Электроэрозионно-химическая прошивка трехмерных отверстий (отверстия с изогнутым диффузором) в деталях (турбинная лопатка) из жаропрочного сплава на никелевой основе с покрытием из оксида циркония (ZrO2). ЭИ - трубка из твердого сплава с наружным диаметром 0,5 мм и внутренним диаметром 0,1 мм. Электролит - водный раствор нитрата натрия (NaNO3). Дополнительный электрод - медная трубка с наружным диаметром 5 мм и внутренним диаметром 3 мм. Рабочая жидкость - электролит (NaNO3).
Режимы обработки те же, что и в примере 1.
Съем керамического покрытия осуществлялся перемещением ЭИ в горизонтальной плоскости по треугольной спирали (фиг.5), сужающейся в сторону оси цилиндрической части отверстия. После снятия покрытия к горизонтальному перемещению ЭИ добавляется вертикальное (фиг.6) и формируется диффузорная часть отверстия. Далее ЭИ сообщали только вертикальное перемещение и формировали цилиндрическую часть отверстия.
Способ электроэрозионно-химической обработки деталей с диэлектрическими покрытиями, заключающийся в поэтапном воздействии на деталь с помощью трубчатого электрод-инструмента, подключенного к отрицательному полюсу источника технологического тока, и дополнительного трубчатого электрода, подключенного вместе с деталью к положительному полюсу источника технологического тока, при этом электрод-инструмент вращают вокруг его продольной оси и осуществляют его соответствующее рабочее перемещение, причем на первом этапе удаляют диэлектрическое покрытие на требуемом участке детали путем подачи в зону обработки через дополнительный электрод токопроводящей рабочей жидкости и осуществляют ее контакт с рабочим концом электрод-инструмента, а на втором этапе осуществляют удаление основного материала детали по заданному профилю путем подачи электролита через электрод-инструмент с одновременным прекращением подачи рабочей жидкости через дополнительный электрод.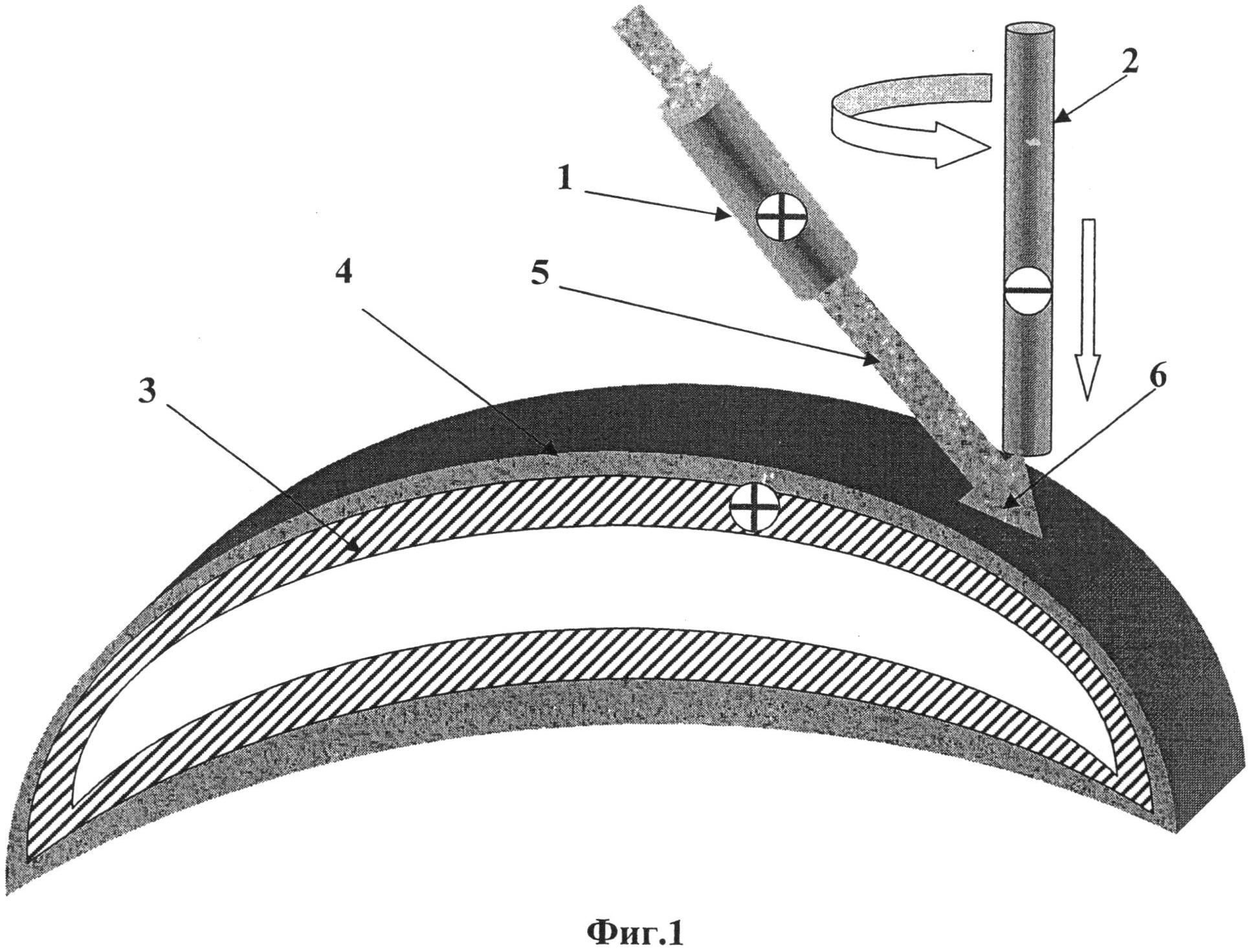
Способ изготовления моноколеса гтд из заготовки с обнаруженными при её обработке дефектами
Активный успокоитель бортовой качки судна
Способ определения доли пластовой воды в продукции нефтяных скважин
Способ определения доли свободного и растворённого газа в сырой нефти на замерных установках
Способ восстановления бандажных полок лопаток компрессора газотурбинных двигателей (гтд)
Способ нанесения износостойкого покрытия на бандажную полку лопатки турбомашин из никелевых сплавов
Способ оценки стойкости к образованию горячих трещин тонколистовых жаропрочных материалов
Способ восстановления бандажных полок лопаток турбомашин из титановых сплавов
Способ изготовления моноколеса гтд из заготовки с обнаруженными при её обработке дефектами
Активный успокоитель бортовой качки судна
Способ определения доли пластовой воды в продукции нефтяных скважин
Способ определения доли свободного и растворённого газа в сырой нефти на замерных установках
Способ восстановления бандажных полок лопаток компрессора газотурбинных двигателей (гтд)
Способ нанесения износостойкого покрытия на бандажную полку лопатки турбомашин из никелевых сплавов
Способ измерения дебита продукции нефтяных скважин
Устройство для измерения осадки плавучего средства на волнении

