Результат интеллектуальной деятельности: СПОСОБ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ ДЕТАЛЕЙ
Вид РИД
Изобретение
Способ относится к машиностроению и может быть использован при стабилизации геометрии деталей за счет выравнивания остаточных напряжений в их поверхностном слое, в том числе при сложной форме участка обработки.
Известен способ магнитно-импульсной обработки [1, с.421], заключающийся в заполнении пространства между индуктором и деталью ферромагнитной жидкостью, позволяющей повысить плотность тока в пространстве.
К недостаткам способа относится выбрасывание жидкости из пространства при одновременном начале ее затвердевания и действия импульса тока, что делает протекание тока нестабильным и не приводит к стабилизации геометрии деталей по всей зоне обработки сложнофасонных поверхностей, вызывает необходимость повышения энергии импульса и длительности процесса.
Известен способ электромагнитной импульсной обработки [2, стр.94-95, 130-134], заключающийся в получении деформации заготовки за счет действия импульсов разрядного тока.
К недостаткам способа относится неуправляемое нарастание деформации заготовки за счет суммирования воздействия всех полупериодов тока, что может вызвать пластическую деформацию заготовки, а в случае сложной геометрии деталей создать местные изменения поверхностных напряжений, даже в случае сохранения их величины после обработки, что приводит к постоянной деформации деталей в период их эксплуатации.
Наиболее близким к заявленному является способ комбинированной магнитно-импульсной обработки [3], заключающийся в воздействии импульсами тока, подаваемыми генератором в зазор между электродами в токопроводящей среде.
К недостаткам способа относится невозможность удержания жидкости в открытом пространстве между индуктором и обрабатываемой деталью при воздействии мощных импульсов тока, используемых при стабилизации, что вызывает неравномерность стабилизации, большие потери подводимой энергии через воздушные зазоры в пространстве.
Изобретение направлено на повышение плотности энергии в импульсе до предельного значения в начале пластической деформации материала, повышение коэффициента полезного использования подводимой энергии, ускоренное достижение выравнивания остаточных напряжений на всех участках поверхностного слоя детали в среде реологической жидкости после магнитно-импульсной обработки и стабилизации ее геометрии.
Это достигается способом магнитно-импульсной обработки детали, включающим обработку детали импульсами тока, осуществляемую индуктором с двухконтурным генератором с индуктивностью и емкостным накопителем, в котором перед обработкой пространство между индуктором и деталью, размещенными во вторичном контуре генератора, заполняют ферромагнитной реологической жидкостью, при этом время зарядки емкостного накопителя в первичном контуре генератора устанавливают равным времени затвердевания реологической жидкости, а интервал времени между импульсами ограничивают длительностью нахождения реологической жидкости в затвердевшем состоянии.
Способ поясняется фигурами 1 и 2.
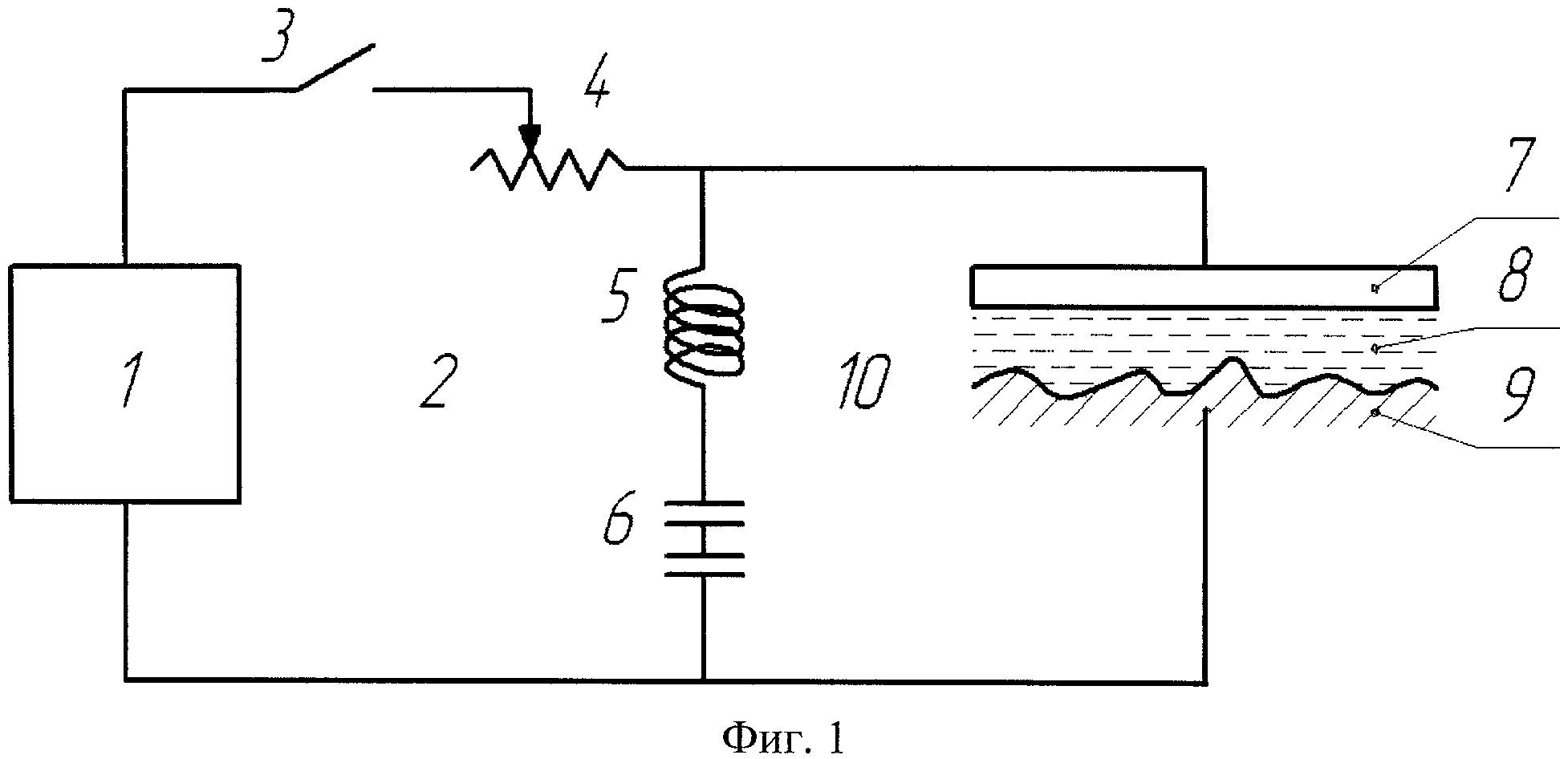
На фигуре 1 показана схема генератора импульсов, включающего источник низковольтного тока 1, в первичном контуре 2 выключатель 3, регулируемое сопротивление 4, индуктивность 5, емкостной накопитель энергии 6, индуктор-возбудитель 7, реологическую ферромагнитную жидкость 8, обрабатываемую деталь 9, размещенную во вторичном контуре 10 генератора.
На фигуре 2 показана динамика изменения силы тока в течение импульса, где первый период обозначен «Т». Кривая 1 показывает динамику расчетного изменения силы тока, 2 - возможные отклонения силы тока в полупериодах, следующих за первым.
Способ осуществляется в следующей последовательности. Перед обработкой пространство между индуктором 7 и деталью 9, размещенными во вторичном контуре 10 генератора, заполняют ферромагнитной реологической жидкостью 8. От источника тока 1 в первичном контуре 2 генератора через выключатель 3 ток поступает на регулируемое сопротивление 4 и через индуктивность 5 заряжает емкостной накопитель 6 энергией импульса. Одновременно ток от источника 1, поступая через индуктор 7 и деталь 9, вызывает затвердевание жидкости 8 в пространстве между индуктором 7 и деталью 9. При сложной геометрической форме зоны обработки детали 9 жидкость 8 обеспечивает выравнивание магнитного поля [1, с.421] и более полное использование энергии импульса по всей поверхности обрабатываемой детали 9. Время затвердевания жидкости 8 под действием магнитного поля определяется экспериментально и находится в пределах 1-3 мкс, что определяет величину индуктивности 5 (формула VII.4 [2, с.94]) при известной емкости накопителя 6. По уравнению VII.2 [2, с.94] находят регулируемый параметр - сопротивление 4, обеспечивающий время зарядки емкостного накопителя 6, равного времени затвердевания жидкости 8.
После достижения в накопителе 6 расчетной энергией импульса во вторичном контуре 10 генератора происходит импульс тока с полупериодом «0,5Т» (фигура 2), который проходит через реологическую жидкость 8 и вызывает импульсное перемещение части детали 9 под индуктором 7. Это выравнивает внутренние напряжения в поверхностном слое детали 9 и стабилизирует ее геометрию при любом профиле поверхности.
Из [2, с.94, рис.VII.3] видно, что энергия импульса может возрастать из-за полупериодов, последующих за первым «0,5Т» (фигура 2), особенно из-за случайных факторов, сопровождающих прохождение импульса (например, колебания напряжений в разрядном вторичном контуре 10 [2, с.94, формула VII.1]). Это вызывает отклонение кривой 2 (фигура 2) от расчетной 1 (фигура 2) и может вызвать превышение предельно допустимой энергии импульса, обеспечивающей перемещение детали 9 под действием импульса в пределах упругих деформаций. Наличие индуктивности 5 устраняет воздействие последующих за первым полупериодом «0,5Т» слабоуправляемых полупериодов 2 (фигура 2), что позволяет достичь предельно допустимой (с позиции эффективности и полезного использования энергии) энергии импульса, не вызывающего пластической деформации детали.
Пример применения способа.
На модернизированной установке модели 4042 производства Харьковского филиала ЭНИИЛИТМАШ с установленной индуктивностью (расчетная величина 1,8 Гн) выполнялась магнитно-импульсная обработка корпусных литых стоек металлорежущих станков из чугуна СЧ18 с выступами 2-3 мм на обрабатываемой поверхности. Согласно технологического процесса обработанные детали измеряются на наличие неуравновешенных напряжений путем оценки изменения геометрии в течение 1 суток для станков нормальной точности и 90 суток - для прецизионных станков.
В ранее использованной технологии импульсной стабилизации в воздушной среде расстояние от индуктора до углублений детали составляло 4 мм. При энергии импульса 1,5 кДж и времени обработки 20 минут достигнута стабилизация геометрии в пределах 0,5 мм на 1 м длины, что допустимо только для станков нормальной точности.
При использовании реологической жидкости и расчетных параметров процесса по предлагаемому способу энергия импульса была снижена до 0,6 кДж, при этом плотность энергии повышена в 4 раза, зазор между индуктором и углублением был заполнен реологической жидкостью, а время обработки снизилось до 0,3 минуты. Измерения геометрии детали в течение 90 суток показали погрешность 0,05 мм на 1 м длины, что соответствует требованиям к прецизионным станкам. Затраты энергии на процесс снизились в 2,5-3 раза. Таким образом, цель изобретения была достигнута.
Источники информации
1. Полетаев В.А. Применение ферромагнитной жидкости при упрочнении зубьев гарнитуры чесальных машин импульсной магнитной обработкой / В.А. Полетаев, Н.Д. Такендо // Современная электротехнология в машиностроении: сб. тр., Тула: ТГУ, 2002 - С.417-425.
2. Электрофизические и электрохимические методы обработки материалов. В 2 т. Т.2 / Под ред. В.П. Смоленцева. М.: Высшая школа, 1983 - 208 с.
3. Патент 2333822 (РФ) В.П. Смоленцев, В.Н. Гореликов, Е.Г. Сухочева, A.M. Гренькова, А.И. Болдырев. Способ комбинированной магнитно-импульсной обработки деталей лопаточных машин и устройство для его осуществления. 2008, Бюл. №26.
Способ магнитно-импульсной обработки детали, включающий обработку детали импульсами тока, осуществляемую индуктором с двухконтурным генератором с индуктивностью и емкостным накопителем, отличающийся тем, что перед обработкой пространство между индуктором и деталью, размещенными во вторичном контуре генератора, заполняют ферромагнитной реологической жидкостью, при этом время зарядки емкостного накопителя в первичном контуре генератора устанавливают равным времени затвердевания реологической жидкости, а интервал времени между импульсами ограничивают длительностью нахождения реологической жидкости в затвердевшем состоянии.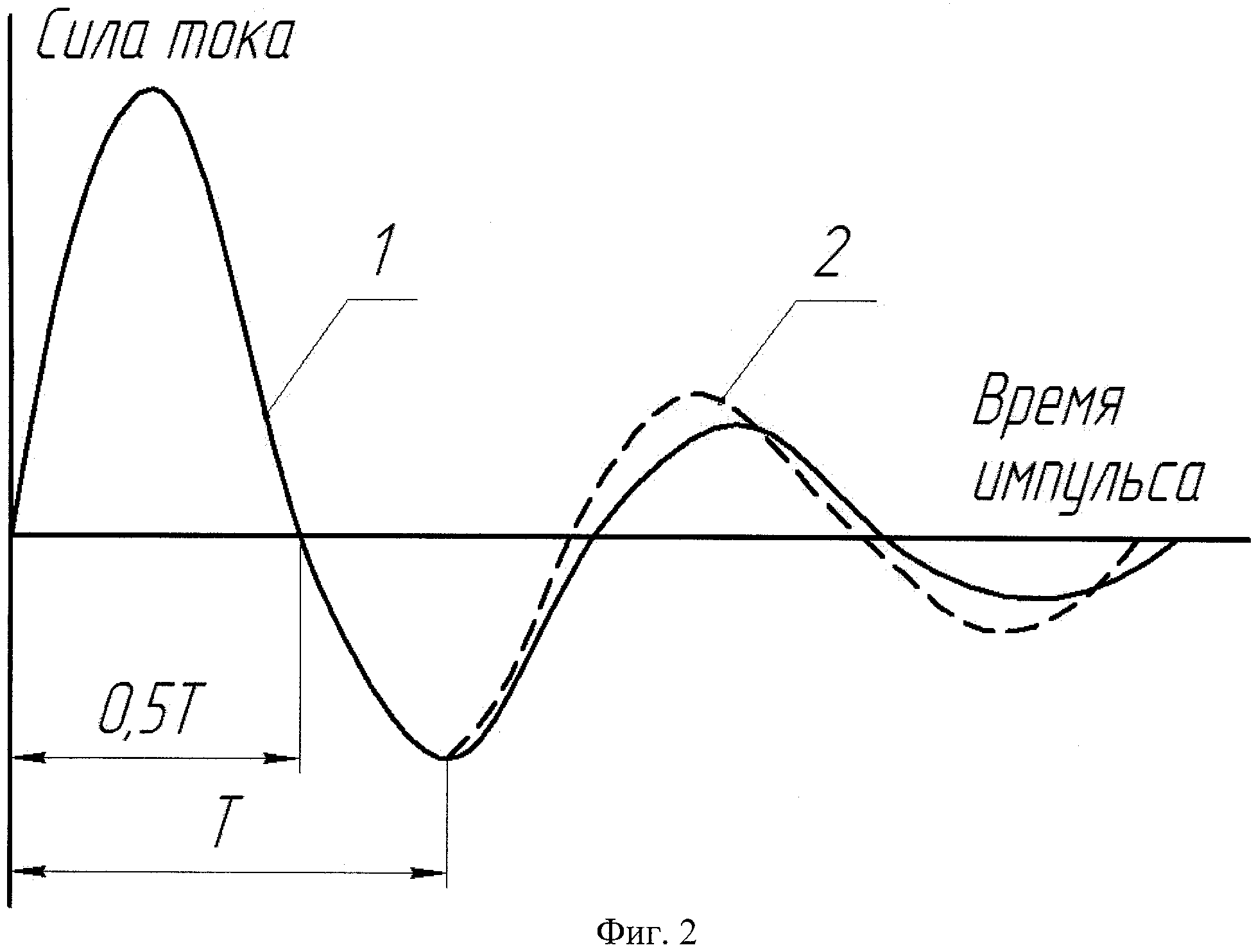
Исполнительный орган робота
Промышленный робот
Промышленный робот
Индукторный генератор
Привод линейного перемещения
Привод линейного перемещения
Способ выращивания легированных нитевидных нанокристаллов кремния
Способ плазменного напыления покрытия
Способ подготовки прокачиваемой через зону обработки при электрохимической размерной обработке рабочей среды и устройство для его осуществления
Способ оценки штампуемости листового материала
Железнодорожная колесная пара с управляемым дифференциалом
Электрод для изготовления конфузорного участка в отверстии форсунки
Слоистая гофрированная панель
Способ групповой прошивки отверстий и устройство для его реализации
Панель с гофрированным и сотовым заполнителем

