СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И УПАКОВКА
Вид РИД
Изобретение
Группа изобретений относится к области изготовления упаковки из термопластичных материалов и может найти широкое применение в сельском хозяйстве, пищевой, строительной, химической и других отраслях промышленности.
Известно устройство для изготовления пакетов из термопластичных материалов, содержащее узел подачи пленки из рулона, узел формирования пакета, механизм протяжки пленки и механизм сварки поперечных швов пакета (см. патент РФ №2163219, В65В 51/30, 20.02.2001 г.).
Недостатком известного устройства является его низкая производительность, обусловленная использованием устаревшего оборудования.
Кроме того, из патента РФ №2163219, В65В 51/30, 20.02.2001 известен способ для изготовления пакетов из термопластичных материалов, в котором осуществляют подачу пленки из рулона, формируют рукав. В положении сварки сжимают рукав в поперечном направлении и образуют верхний шов на изготавливаемой упаковке и нижний шов на концевом участке рукава путем передачи тепла под давлением. С помощью отрезного приспособления осуществляют отделение после образования нижнего и верхнего швов готовую упаковку.
Недостатками известного способа является его низкая производительность, обусловленная получением большого количества бракованной упаковки.
Также из патента РФ №2163219, В65В 51/30, 20.02.2001 известна упаковка в виде пакета, выполненного в виде рукава со сваренными краями.
Недостатками известной упаковки является ее низкое качество, обусловленное деформацией при термической сварке.
Задачей настоящей группы изобретений является устранение вышеуказанных недостатков.
Общим техническим результатом настоящей группы изобретений является повышение производительности, создание надежного в эксплуатации автоматизированного устройства, высокое качество упаковки, обусловленное отсутствием деформации в процессе изготовления и исключением смещения кромок.
Технический результат обеспечивается тем, что устройство для изготовления упаковки из термопластичного материала содержит узел подачи пленки, механизм протяжки пленки, узел формирования упаковки, механизм сварки токами высокой частоты и режущий инструмент. При этом оно дополнительно содержит фальцеобразователь, обеспечивающий возможность подачи из двух бобин термопластичного материала и материала с диэлектрическими свойствами толщиной около 20 мкм, их наложения друг на друга, сгиба в продольном направлении с размещением снаружи термопластичного материала, намотки на принимающую бобину и подачи из нее в узел формирования упаковки с обеспечением посредством сварки получения на упаковке по меньшей мере одной складки. Кроме того, устройство предусматривает систему охлаждения и средство для укладки в штабель готовой упаковки.
Технический результат также обеспечивается тем, что способ изготовления упаковки из термопластичного материала включает размотку из бобины термопластичного материала, его раскрой режущим инструментом, формирование упаковки и сварку токами высокой частоты. При этом осуществляют фальцеобразование, обеспечивающее подачу из двух бобин термопластичного материала и материала с диэлектрическими свойствами толщиной около 20 мкм, наложение материалов из бобин друг на друга, их сгиб в продольном направлении с размещением снаружи термопластичного материала, намотку на принимающую бобину и подачу из нее в узел формирования упаковки с обеспечением посредством сварки получения на упаковке по меньшей мере одной складки. Кроме того, после сварки осуществляют охлаждение полученной упаковки с последующей укладкой в штабель.
В качестве термопластичного материала использую поливинилхлорид.
Кроме того, технический результат обеспечивается тем, что упаковка из термопластичного материала включает по меньшей мере одну складку и изготовлена с помощью настоящего способа с использованием устройства.
Дно упаковки может содержать складку. Упаковка может содержать две боковых складки.
Техническая сущность настоящего изобретения поясняется следующими иллюстрациями:
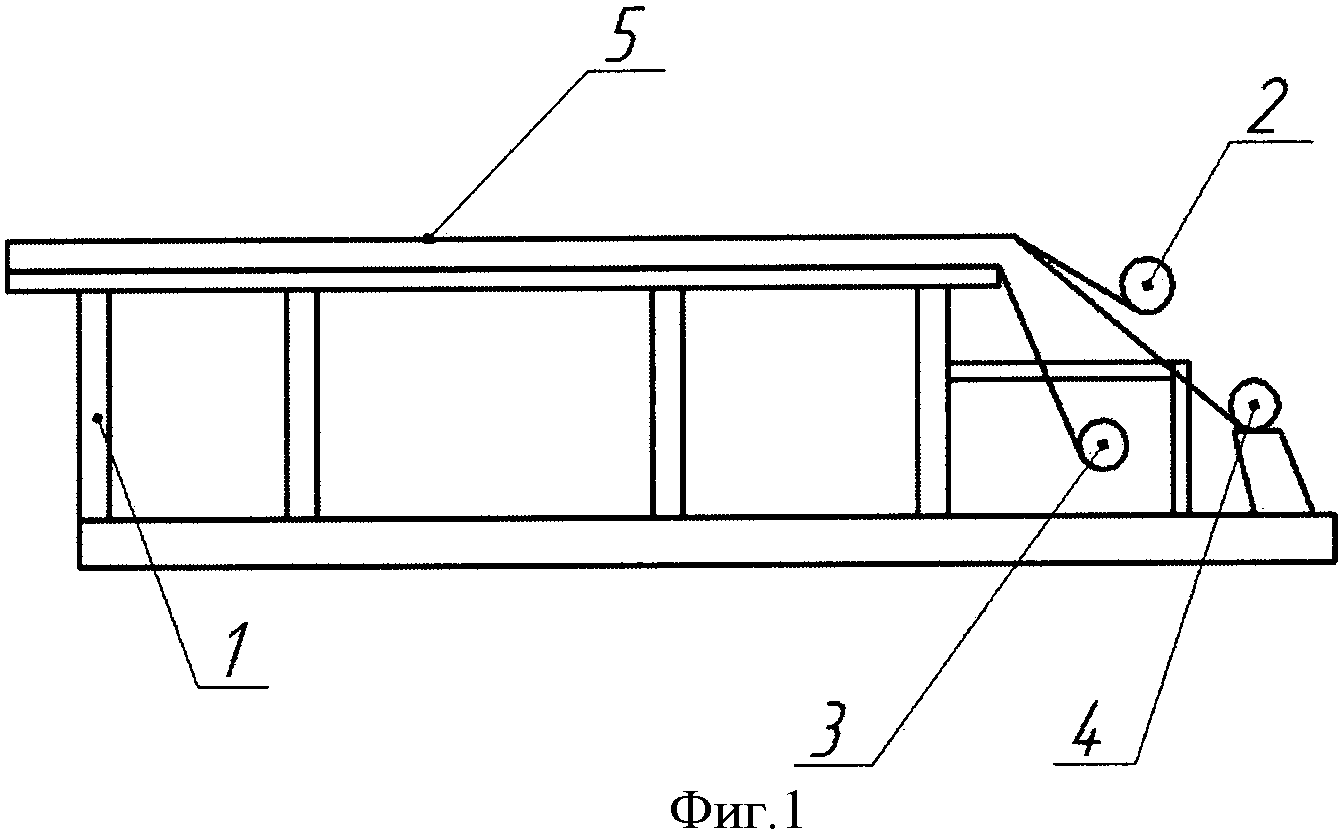
Фиг.1 - изображена автоматическая линия по производству упаковки, где
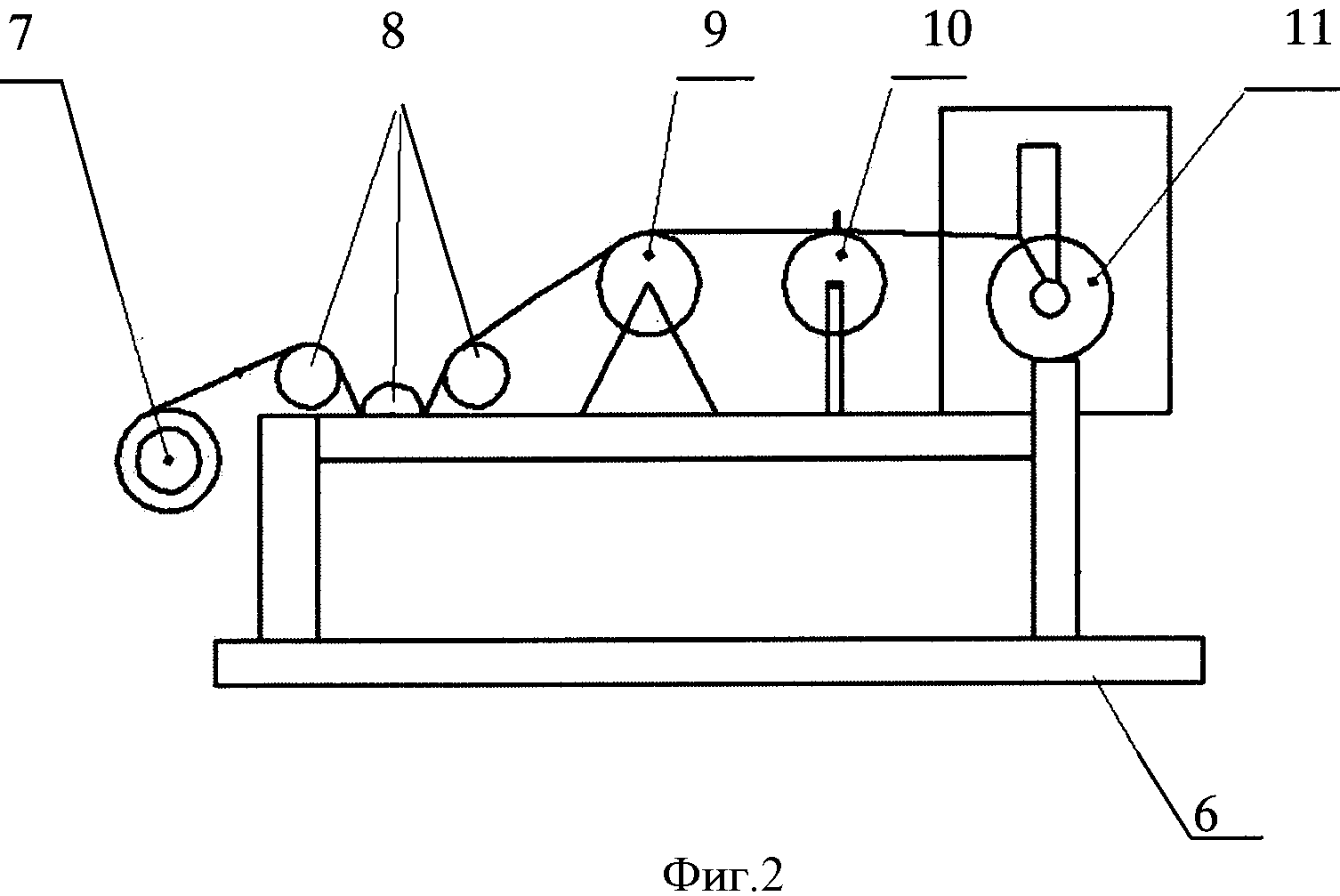
Фиг.2 - узел размотки из бобины;
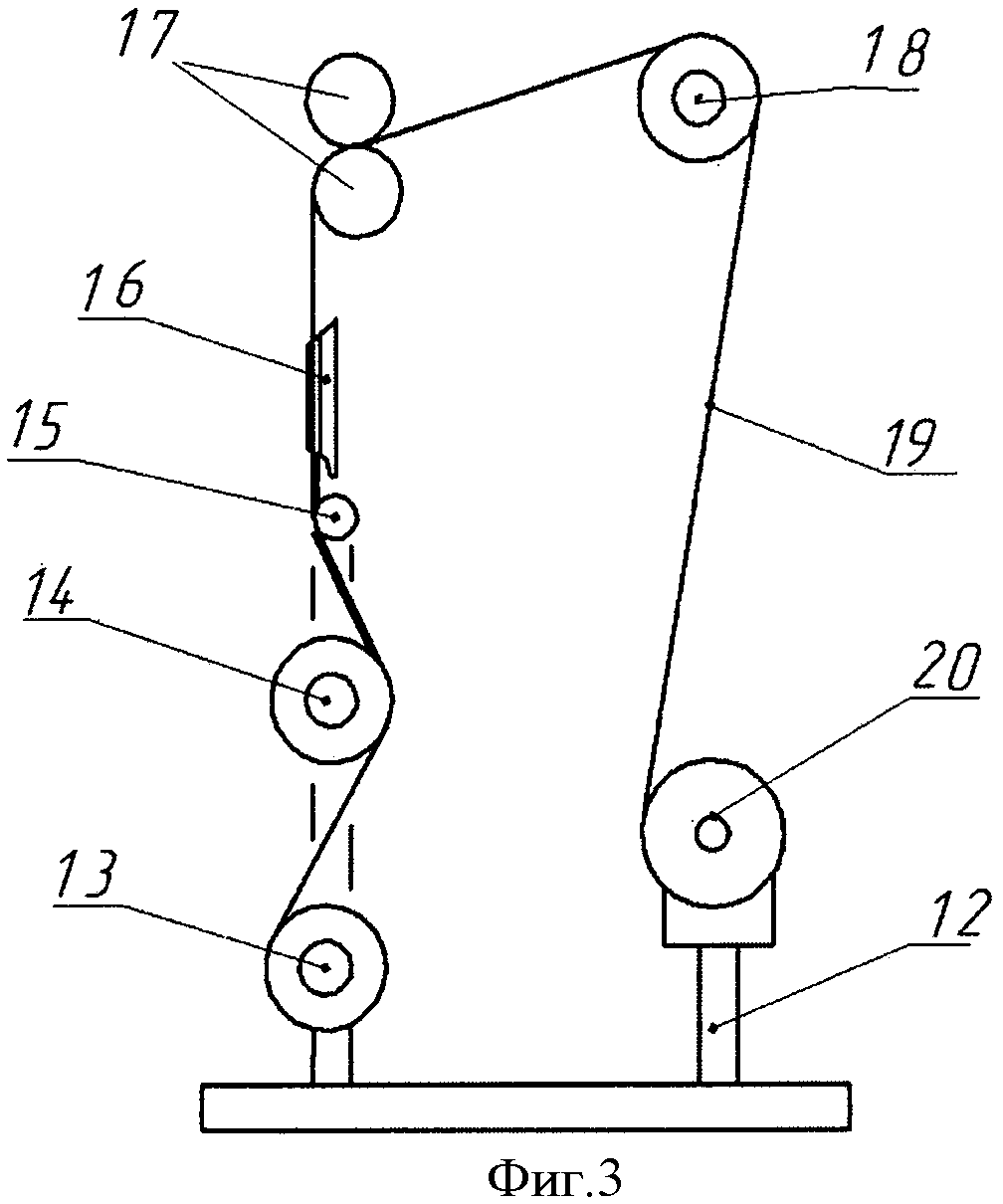
Фиг.3 - фальцеобразователь;
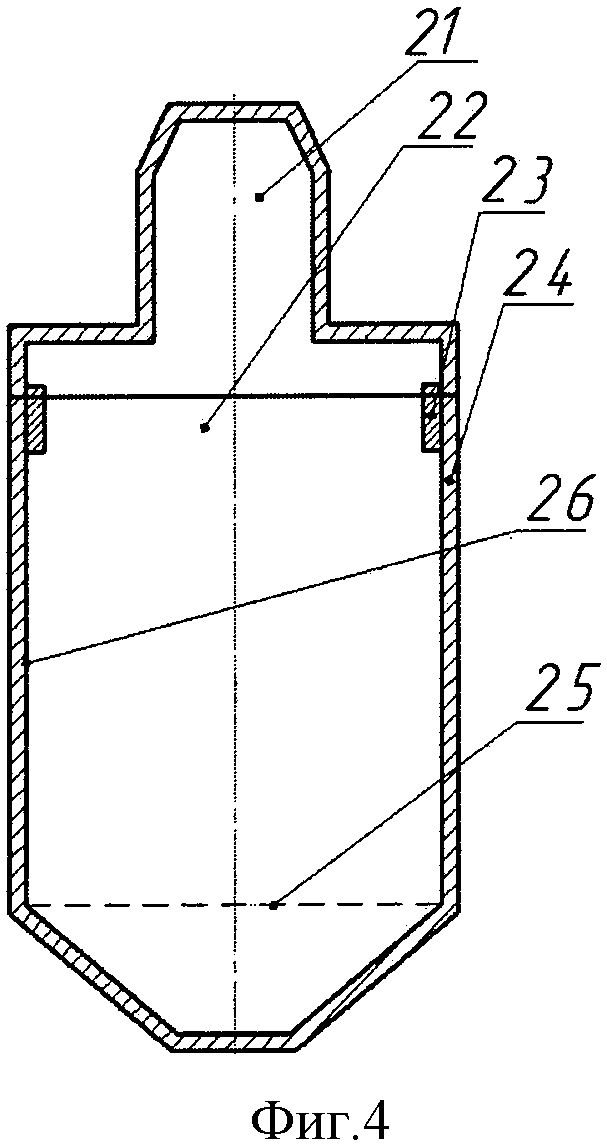
Фиг.4 - вид спереди объемного изделия из пленки ПВХ;
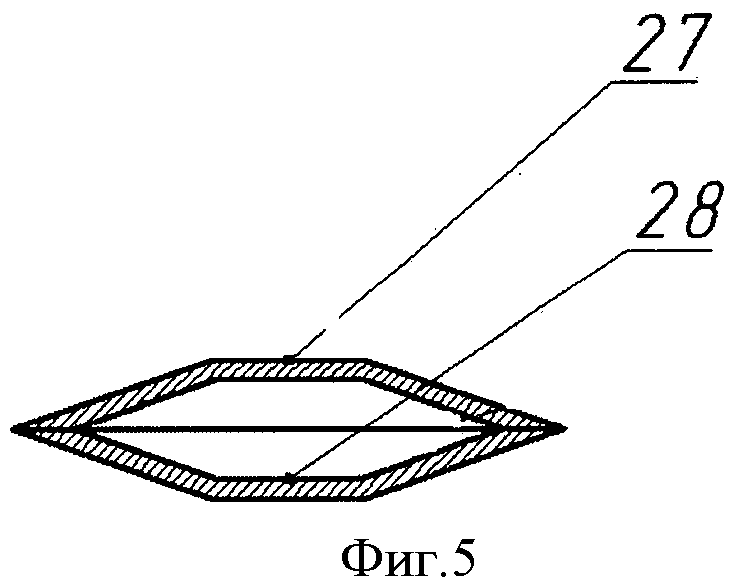
Фиг.5 - вид снизу объемного изделия из пленки ПВХ
Автоматическая линия 1 обеспечивает возможность размотки из бобин 2, 3 термопластичного материала, образующего переднюю и заднюю часть упаковки, а также материала из бобины 4, включающего термопластичный материал и материал с диэлектрическими свойствами. Материалы протягиваются на бесконечный транспортер 5 и подаются под оснастку для сварки. Далее по ходу автоматической линии 1 может быть предусмотрен вентилятор, обеспечивающий охлаждение отформованной упаковки. Линия заканчивается средством для укладки в штабель готовой упаковки.
В бобинах 2, 3 содержатся раскроенные элементы (передний и задний) упаковки. Раскрой производится в узле размотки из бобины, включающий станину 6, бобину с пленкой ПВХ 7, натяжные ролики 8, направляющий ролик 9, режущий инструмент 10, обеспечивающий разрезание полотна пленки только в продольном направлении, и принимающий барабан 11.
Образование складки на упаковке обеспечивается с помощью фальцеобразователя, который включает станину 12, бобину с материалом, имеющим диэлектрические свойства 13 (полиэтилен, бумага и т.п.), бобину с ПВХ 14, направляющие ролики 17, складывающую пластину 18, обеспечивающую сгиб материалов в продольном направлении, прижимные вальцы 17, направляющий ролик 20, фланец 21 (полиэтилен + ПВХ) и принимающий барабан 21.
Настоящее изобретение осуществляется следующим образом.
Осуществляют раскрой передней и задней частей упаковки в узле размотки из бобины, содержащем узел подачи пленки. При этом пленку ПВХ для раскроя одной части упаковки (передней или задней) подают из бобины 7 с помощью механизмов протяжки пленки в виде натяжных роликов 8 и направляющего ролика 9, осуществляют раскрой в продольном направлении с помощью режущего инструмента 10 и намотку на принимающий барабан 11.
Для получения нижней складки и боковых складок на упаковке осуществляют фальцеобразование. При этом из двух бобин 13, 14 подают пленку ПВХ и материал, обладающий диэлектрическими свойствами (например: полиэтилен, бумагу и т.п.). При размотке пленку ПВХ накладывают на материал с диэлектрическими свойствами, с помощью складывающей пластины 16 сгибают в продольном направлении таким образом, что пленка ПВХ размещена снаружи. Формообразование сгиба обеспечивается прижимными вальцами 17. Далее наматывают с помощью направляющего ролика 18 полученный фалец 19 на принимающий барабан 20.
Затем части упаковки, фалец 19 подают в узел формирования упаковки, где совмещают отдельные элементы друг с другом, а затем подают на сварку в узел сварки. При этом сварку осуществляют в высокочастотном поле посредством высокочастотного генератора и сварочной оснастки. Мощность сварочного устройства может быть около 1,5 кВт при частоте 27-65 МГц и с использованием латунного сварочного электрода.
Раскроенные элементы, формирующие переднюю и заднюю часть упаковки, подают с помощью транспортера 5 в узел формирования упаковки из бобин 2 и 3, а фалец - из бобины 4. Располагают на транспортере 5 элементы упаковки путем совмещения полотен пленки и расположения фальца. Затем осуществляют сварку в продольном и поперечном направлениях. Наличие в фальце материала с диэлектрическими свойствами толщиной около 20 мкм обеспечивает формирование боковых и нижней складок и исключает сварку краев пленки ПВХ. При сварке осуществляется отделение отдельных элементов от протягиваемого полотна и формирование упаковки.
Далее обеспечивают охлаждение отформованной упаковки с помощью вентилятора и отделяют от нее материал с диэлектрическими свойствами. Находящееся в конце транспортера средство для укладки в штабель снимает с него готовую упаковку и укладывает ее в штабель.
Готовая упаковка (см. фиг.4 и 5) содержит клапан 21, малый элемент 22, закрепку 23, боковые швы 24, 26, донную складку 25, верхнее ребро донной складки 27 и нижнее ребро донной складки 28.