Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ПРОПИТКИ ОТВЕРЖДАЕМЫМ ПОЛИМЕРНЫМ СОСТАВОМ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН
Вид РИД
Изобретение
Изобретение относится к электротехнике, а именно к неразрушающим способам контроля качества технологических процессов производства электротехнических изделий, в частности пропитки обмоток электрических машин.
Известен способ контроля качества пропитки обмоток электрических машин, предложенный в работе [2], который заключается в измерении емкости обмотки относительно магнитного сердечника до пропитки Сдп и емкости относительно магнитного сердечника после пропитки и сушки обмотки Спп, а о качестве пропитки предложено судить по коэффициенту пропитки Кпр, определяемому из выражения

Недостатком способа-аналога является низкая точность контроля, так как величины Сдп и Спп зависят от расположения витков в обмотке, а также от того, как распределился состав по корпусным полостям обмотки. При попадании одинакового количества (массы) пропиточного состава в две разные однотипные обмотки одной партии Кпр, определяемый по формуле (1), может давать существенно отличающиеся друг от друга значения. Поэтому формула (1) не позволяет объективно судить о насыщенности полостей обмотки пропиточным составом.
Известен способ определения коэффициента пропитки обмоток, описанный в работе [2], частично устраняющий указанные выше недостатки аналога.
Способ-аналог, по которому у каждой обмотки из данной партии измеряют емкости относительно корпуса до пропитки и после пропитки и сушки, одну из обмоток, произвольно выбранную из данной партии, после измерения емкости относительно корпуса до пропитки погружают в пропиточную жидкость с известной диэлектрической проницаемостью обмотки и измеряют емкость относительно корпуса, не вынимая обмотку из пропиточной жидкости, а коэффициент пропитки для каждой из оставшихся обмоток данной партии определяют по формуле

где Сдп, Спп - емкости обмотки относительно корпуса соответственно до пропитки и после пропитки и сушки;  - емкость произвольно выбранной обмотки относительно корпуса до пропитки;
- емкость произвольно выбранной обмотки относительно корпуса до пропитки;  - емкость произвольно выбранной обмотки относительно корпуса после выдержки в пропиточной жидкости с известной диэлектрической проницаемостью до полного заполнения ею полостей обмотки; ε1 - диэлектрическая проницаемость пропиточной жидкости; ε2 - диэлектрическая проницаемость отвержденного пропиточного состава.
- емкость произвольно выбранной обмотки относительно корпуса после выдержки в пропиточной жидкости с известной диэлектрической проницаемостью до полного заполнения ею полостей обмотки; ε1 - диэлектрическая проницаемость пропиточной жидкости; ε2 - диэлектрическая проницаемость отвержденного пропиточного состава.
Недостатком способа является необходимость у одной из произвольно выбранных обмоток измерять емкость относительно корпуса до пропитки, затем, после измерения емкости относительно корпуса до пропитки, погружать упомянутую обмотку в пропиточную жидкость с известной диэлектрической проницаемостью и измерять емкость обмотки относительно корпуса, не вынимая обмотку из пропиточной жидкости. Введение этой операции и необходимость двойного измерения емкости до пропитки и после нее усложняет способ.
Кроме того, по упомянутому способу определяют только усредненный коэффициент пропитки прикорпусных полостей обмоток Ккпр. Между тем, не меньшее влияние на качество обмоток оказывает и коэффициент пропитки межвитковых полостей обмоток Кмпр, который по указанному способу не определяют.
Наиболее близким к заявляемому является способ определения коэффициента пропитки отверждаемым полимерным составом обмоток электрических машин, описанный в работе [3].
В способе-прототипе у каждой обмотки из данной партии измеряют емкости относительно корпуса до пропитки и после пропитки полимерным составом и сушки, а одну произвольно выбранную обмотку после измерения емкости относительно корпуса до пропитки погружают в пропиточную жидкость с известной диэлектрической проницаемостью, выдерживают до полного заполнения ею полостей обмотки и измеряют емкость относительно корпуса, не вынимая обмотку из пропиточной жидкости и по результатам измерений определяют коэффициент пропитки прикорпусных полостей обмоток Ккпр, затем у всех обмоток из данной партии и произвольно выбранной обмотки после каждого из всех упомянутых измерений изменяют их собственные емкости, а коэффициент пропитки определяют по выражению

где ε - диэлектрическая проницаемость отвержденного (сухого) пропиточного состава;
Скдп, Скпп - емкости обмотки относительно корпуса соответственно до и после пропитки полимерным составом и сушки; Свдп, Свпп - собственные емкости обмотки, соответственно до и после пропитки полимерным составом и сушки; ε1 - диэлектрическая проницаемость пропиточной жидкости;  - постоянный коэффициент;
- постоянный коэффициент;  ,
,  - емкости произвольно выбранной обмотки относительно корпуса соответственно до пропитки и после выдержки в пропиточной жидкости;
- емкости произвольно выбранной обмотки относительно корпуса соответственно до пропитки и после выдержки в пропиточной жидкости;  - постоянный коэффициент,
- постоянный коэффициент,  ,
,  - собственные емкости произвольно выбранной обмотки соответственно до пропитки и после выдержки в пропиточной жидкости.
- собственные емкости произвольно выбранной обмотки соответственно до пропитки и после выдержки в пропиточной жидкости.
Недостатками способа-прототипа являются:
- необходимость у одной из произвольно выбранных обмоток измерять емкость относительно корпуса и собственную емкость до пропитки, затем погружать упомянутую обмотку в пропиточную жидкость с известной диэлектрической проницаемостью и вновь измерять емкость этой обмотки относительно корпуса и собственную емкость, не вынимая обмотку из пропиточной жидкости, что усложняет способ;
- необходимость у каждой из контролируемых обмоток дважды измерять собственные емкости: до пропитки и после нее, что приводит к дополнительному усложнению способа;
- низкая точность контроля, обусловленная большим разбросом собственных емкостей от одной обмотки к другой, что связано со случайным расположением витков в обмотке, и зависимостью значения собственной емкости обмоток от того, каким образом распределился пропиточный состав, между какими витками обмотки;
- низкая информативность контроля, обусловленная тем, что по формуле (3) определяют усредненный коэффициент пропитки только межвитковых полостей обмотки, а как он распределился внутри обмотки и каков коэффициент пропитки прикорпусных полостей, способом-прототипом не определяют.
Технической задачей, на которую направлено изобретение, является упрощение способа, повышение его информативности и точности.
Поставленная техническая задача решается тем, что в способе определения коэффициента пропитки отверждаемым полимерным составом обмоток электрических машин, при котором у каждой обмотки из данной партии до пропитки и после пропитки полимерным составом и сушки измеряют емкости Скдп и Скпп относительно корпуса дополнительно после измерения емкости относительно корпуса у каждой контролируемой обмотки Скпп после пропитки и сушки, измеряют температуру обмотки T1пп, затем через провод каждой контролируемой обмотки пропускают постоянный стабилизированный ток I0, величину которого выбирают в зависимости от площади сечения S жилы провода обмотки в интервале предельно допустимых для материала провода обмотки плотностей тока от jmin до jmax, в диапазоне значений jminS≤I0≤jmaxS, причем упомянутый ток I0 пропускают через обмотку в течение определенного времени t0 и измеряют падение напряжения на обмотке U1п в момент подвода к ней стабилизированного тока и падение напряжения на обмотке U2п в момент упомянутого времени t0, после чего у каждой контролируемой обмотки по результатам измерений определяют коэффициент пропитки прикорпусных полостей Кки обмотки и коэффициент пропитки Кмв межвитковых полостей обмотки по формулам


где  - эквивалентная емкость последовательно соединенных емкостей эмали и корпусной изоляции обмотки; р - количество пазов в магнитном сердечнике, в которые всыпается контролируемая часть обмотки; Sп - площадь поверхности паза; ε0=8,854187·10-12 - электрическая постоянная; еэ - диэлектрическая проницаемость эмалевой пленки провода обмотки; ек - диэлектрическая проницаемость корпусной изоляции, dэ - толщина эмалевой изоляции провода; dк - толщина корпусной изоляции провода, cс - удельная теплоемкость высохшего пропиточного состава,
- эквивалентная емкость последовательно соединенных емкостей эмали и корпусной изоляции обмотки; р - количество пазов в магнитном сердечнике, в которые всыпается контролируемая часть обмотки; Sп - площадь поверхности паза; ε0=8,854187·10-12 - электрическая постоянная; еэ - диэлектрическая проницаемость эмалевой пленки провода обмотки; ек - диэлектрическая проницаемость корпусной изоляции, dэ - толщина эмалевой изоляции провода; dк - толщина корпусной изоляции провода, cс - удельная теплоемкость высохшего пропиточного состава,
 - предельная масса сухого пропиточного состава, которую можно разместить в межвитковых полостях обмотки при их 100% заполнении; dc - плотность высохшего пропиточного состава; Sс - площадь сечения паза; lw - длина витка обмотки; Кз - коэффициент заполнения паза; α - температурный коэффициент сопротивления провода обмотки; В1=Сээм+Сэк - эквивалентная теплоемкость слоев теплоемкостей эмали
- предельная масса сухого пропиточного состава, которую можно разместить в межвитковых полостях обмотки при их 100% заполнении; dc - плотность высохшего пропиточного состава; Sс - площадь сечения паза; lw - длина витка обмотки; Кз - коэффициент заполнения паза; α - температурный коэффициент сопротивления провода обмотки; В1=Сээм+Сэк - эквивалентная теплоемкость слоев теплоемкостей эмали  и корпусной изоляции Сэк=Ски×П×dки×L×р×ски; cэ - удельная теплоемкость эмали; Dэ - диаметр эмалированного провода обмотки; Dпр - диаметр жилы провода обмотки; lпр - номинальная длина провода контролируемой части обмотки; сэм - плотность эмали; ски - удельная теплоемкость корпусной изоляции, П - периметр паза; dки - толщина корпусной изоляции; L - длина паза; ски - плотность корпусной изоляции,
и корпусной изоляции Сэк=Ски×П×dки×L×р×ски; cэ - удельная теплоемкость эмали; Dэ - диаметр эмалированного провода обмотки; Dпр - диаметр жилы провода обмотки; lпр - номинальная длина провода контролируемой части обмотки; сэм - плотность эмали; ски - удельная теплоемкость корпусной изоляции, П - периметр паза; dки - толщина корпусной изоляции; L - длина паза; ски - плотность корпусной изоляции,
 - постоянный коэффициент; спр - удельная теплоемкость материала жилы провода обмотки; ρ20 - удельное сопротивление материала жилы провода обмотки при 20°С.
- постоянный коэффициент; спр - удельная теплоемкость материала жилы провода обмотки; ρ20 - удельное сопротивление материала жилы провода обмотки при 20°С.
На фиг.1 представлено сечение обмотки в одном из пазов, представляющее слоистую систему.
Она состоит из проводов обмотки 1, покрытых слоем эмали 2, корпусной изоляции 3, поверхности паза 4, воздушных полостей между поверхностью обмотки и корпусной изоляцией 5 и воздушных полостей между корпусной изоляцией и поверхностью паза 6, магнитного сердечника (корпус) 7, межвитковых полостей 8.
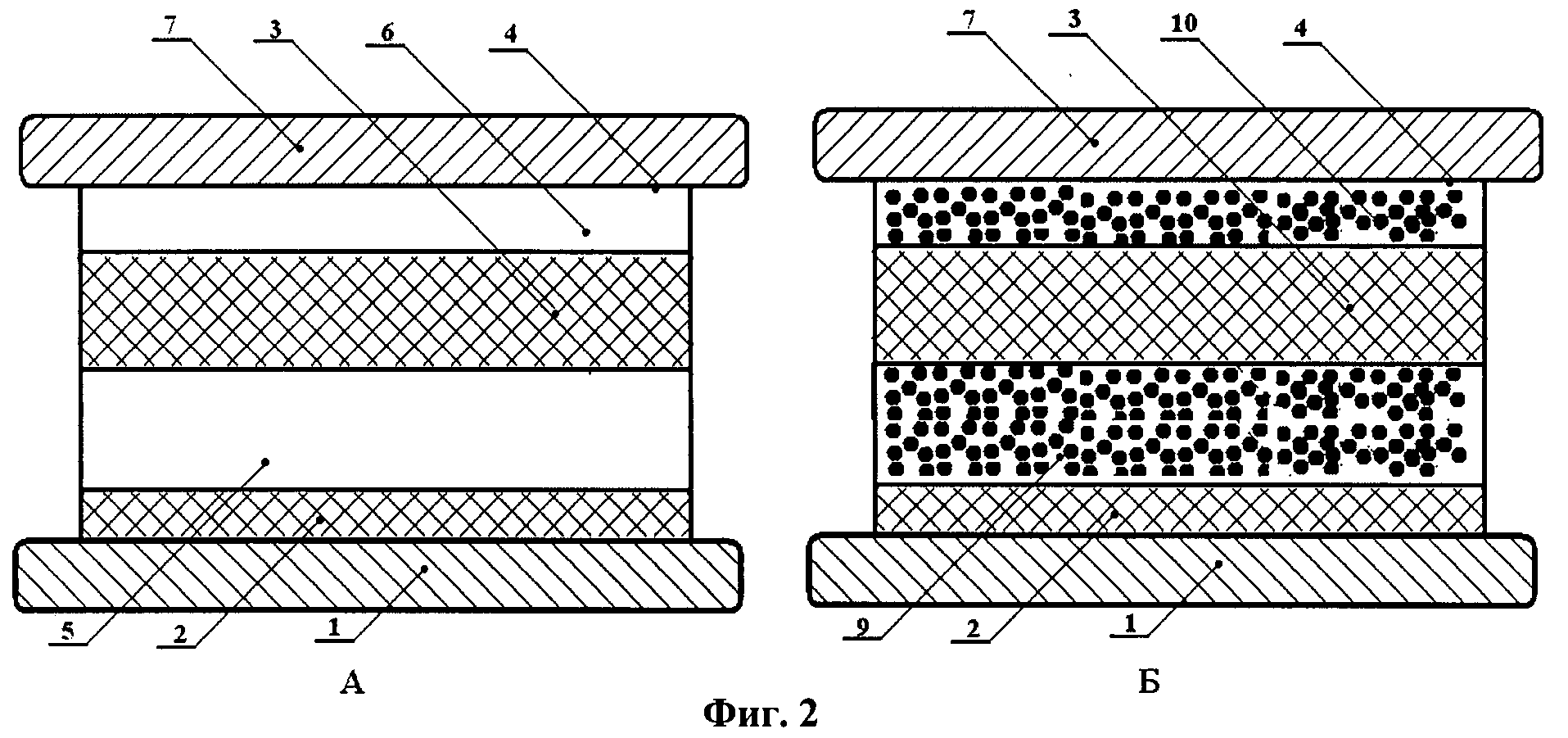
На фиг.2 изображены емкости обмотки относительно корпуса, которым является магнитный сердечник статора электрической машины, представлены в виде слоистого плоского конденсатора до пропитки (фиг.2А) и после нее (фиг.2Б). На фиг.2А и фиг.2Б введены те же обозначения, только на фиг.2Б вместо позиций 5 и 6 введены позиции 9 и 10, так как воздушные полости обмотки 5 и 6 после пропитки и сушки частично заполняются пропиточным составом. В связи с этим позициями 9 и 10 обозначены те же слои 5 и 6, но заполненные статистически распределенными по этим слоям частицами пропиточного состава. Фиг.1, фиг.2 служат для пояснения сущности изобретения.
Сущность способа заключается в следующем.
Корпусная часть обмотки электрической машины, размещенной в пазы магнитного сердечника, представляет собой слоистую систему (см. фиг.1). Так как толщина dэ эмалевой изоляции 2 провода 1, толщина dк корпусной изоляции 3 и суммарная толщина dв воздушных полостей между поверхностью обмотки и корпусной изоляцией 5 и воздушных полостей между корпусной изоляцией и поверхностью паза 6 пренебрежительно малы и составляют несколько микрон, то емкость обмотки относительно корпуса можно с пренебрежительно малой погрешностью представить в виде слоистого плоского конденсатора (см. фиг.2). Емкость непропитанной обмотки относительно магнитного сердечника (корпуса) до пропитки Сдп в соответствии с фиг.2А можно представить в виде следующего соотношения:

где Сэ, Ск, Св - емкости слоя эмальизоляции, емкости слоя корпусной изоляции, суммарные емкости воздушных слоев 5 и 6 (фиг.2) соответственно.
Следует отметить, что разброс толщин эмалевой и корпусной изоляции однотипных обмоток пренебрежительно мал, поэтому эквивалентные емкости этих слоев в однотипных обмотках можно, с пренебрежительно малой погрешностью, считать одинаковыми и постоянными от одной обмотки к другой обмотке. Разброс емкостей непропитанных Скдп обмоток в основном обусловлен разбросом эквивалентных емкостей Св от одной обмотки к другой и связан с разбросом от обмотки к обмотке воздушных полостей 5 и 6 (фиг.1 и фиг.2А).
Эквивалентную емкость Сэкв последовательно соединенных слоев эмали и корпусной изоляции можно записать в виде
С учетом того, что емкости слоев эмали в соответствии с фиг.2А можно представить в виде соединенных последовательно плоских конденсаторов и с учетом толщины эмали dэ и корпусной изоляции dк и их диэлектрических проницаемостей еэ и ек, выражение 7 можно записать
где e0=8,854187817·10-12 - электрическая постоянная.
Эквивалентную емкость воздушных слоев 5 и 6 (фиг.2А) можно записать
где dв - суммарная толщина воздушных слоев 5 и 6.
Учитывая выражения (6), (7) и (9), а также тот факт, что диэлектрическая проницаемость воздуха εв=1, можно записать формулу для определения суммарной толщины воздушного зазора dв

После пропитки и сушки обмоток объемы полостей 5 и 6 частично заполняются пропиточным составом, имеющим диэлектрическую проницаемость εп (см. фиг.2А и фиг.2Б)). Так как пропиточный состав не полностью заполняет объемы полостей 9 и 10, а статистически распределен по этим полостям, то в упомянутых полостях образуется бинарная статистическая смесь, состоящая из частиц пропиточного состава и частиц воздуха, с диэлектрической проницаемостью ε*. Диэлектрическая проницаемость бинарной смеси е* подчиняется распределению Лихтенеккера-Ротера [4], в соответствии с которым можно записать

где Vп - объем, который занимают частицы пропиточного состава в слоях 9 и 10,
V0ки-Vп - объем воздуха в слоях 9 и 10, ε* - диэлектрическая проницаемость статистической смеси в слоях 9 и 10.
Учитывая, что диэлектрическая проницаемость воздуха εв=1, a ln εв=0, выражение (11) можно записать в виде

В выражении (12) отношение  есть ничто иное, как коэффициент пропитки Кпр прикорпусных полостей 9 и 10, характеризующий степень заполнения объема полостей V0ки пропиточным составом.
есть ничто иное, как коэффициент пропитки Кпр прикорпусных полостей 9 и 10, характеризующий степень заполнения объема полостей V0ки пропиточным составом.
Если учесть, что после пропитки и сушки пропиточный состав, диэлектрическая проницаемость которого еп статистически распределился по объемам слоев 9 и 10, то эквивалентная емкость этих слоев можно представить выражением

Подставив в уравнение (6) вместо Св величины Сп из выражения (13), можно записать выражение для емкости Скпп

Из соотношения (14) выразим суммарную толщину dв слоев 9 и 10

Так как после пропитки и сушки толщина dв слоев 9 и 10 в каждой контролируемой обмотке осталась равной суммарной толщине воздушного зазора dв в непропитанной обмотке, то можно приравнять правые части выражения (10) к правой части выражения (15) и получить

Из соотношения (16) выразим е* и, преобразовав полученное выражение, запишем

Выразим из соотношения (12) коэффициент пропитки прикорпусных полостей обмотки Кки, получим

Подставив в выражение (18) значение е* из соотношения (17), получим

Таким образом, для определения степени насыщенности прикорпусных полостей обмоток пропиточным составом достаточно у каждой из контролируемых обмоток до пропитки и после пропитки и сушки измерить емкости относительно корпуса Скдп и Скпп и определить коэффициенты пропитки прикорпусных полостей обмоток по вышеприведенной формуле (19).
Рассмотрим принцип измерения степени насыщенности пропиточным составом межвитковых 8 (фиг.1) полостей обмотки. Для этого сначала покажем, как, используя тепловой метод, определить общую суммарную массу пропиточного состава, находящегося в межвитковых и прикорпусных полостях обмотки.
До пропитки эквивалентная теплоемкость обмотки Сэдп равняется сумме теплоемкостей

где Сэпр=Спр×mпр - эквивалентная теплоемкость провода контролируемой обмотки; Сээм=сэ×miэ - эквивалентная теплоемкость эмалевой изоляции провода; Сэки=ски×mки - эквивалентная теплоемкость провода эмали; спр, сэм, ски - удельные теплоемкости материала провода, эмали, корпусной изоляции соответственно; mпрi, miэ, miки - массы жилы провода, эмали и корпусной и изоляции соответственно.
Так как mпр>>mэ и mпр>>mки, а эквивалентная теплоемкость непропитанной обмотки из выражения (20) определяется, в основном, величиной Сэпр, то именно эту величину необходимо определять (измерять) с минимальной погрешностью, а допущение о том, что величины Сээм и Сэки постоянны для всех однотипных обмоток и равны номинальным значениям, не привносят заметных ошибок в контроль качества пропитки. Исходя из этого, можно положить, что


где Dэ, Dпр - номинальные диаметры эмалированного и оголенного проводов; lпр - номинальная длина провода контролируемой части обмотки; ρэм - плотность эмали; dки - номинальная толщина корпусной изоляции; П - периметр паза, L - длина паза; р - число пазов, в которые всыпана обмотка; ρки - плотность корпусной изоляции.
Обозначим сумму Сээм и Сэки буквой B1=Сээм+Сэки=const. С введенным обозначением B1 выражение (22) можно переписать в виде

Наибольшую погрешность в величину Сэдп, как это отмечено выше, может внести нестабильность (разброс) от обмотки к обмотке величины mпрi за счет разбросов от обмотки к обмотке сечения провода, потому именно величину mпрi в каждой из контролируемых обмоток необходимо контролировать. Покажем, как это можно осуществить. Пусть контроль осуществляется при температуре Т=20°С. Тогда сопротивление обмотки в момент подвода к ней электрической энергии равно R20. Обычно же, особенно после пропитки и сушки обмоток их температура (обозначим ее Т1) отличается от 20°С. Если температура обмотки в момент подключения к ней греющего тока I0, равна Т1 и отличается от Т=20°С, то сопротивление R20 можно определить по формуле

где α - температурный коэффициент сопротивления.
Разогревать пропитанную обмотку наиболее рационально постоянным стабилизированным током I0. Величину постоянного стабилизированного тока I0, выбирают, исходя из допустимых плотностей тока j. Которая, например, для медного провода лежит в диапазоне от jmin=6 А/мм2 до jmax=10 А/мм2 [5] и площади сечения провода S.
При этом нижняя граница плотность тока, равная, например, для медного провода, jmin=6 А/мм2 считается нормальной плотностью, взятой с запасом, а плотность тока верхней границы, равная, например, для медного провода jmax=10 А/мм2 - это максимально допустимая плотность, которая пригодна только для кратковременной эксплуатации. В нашем случае, при кратковременном воздействии постоянного стабилизированного тока I0 на объект контроля (обмотку), целесообразно выбирать плотность тока, близкую к максимально допустимой плотности тока, равной jmax=10 А/мм2. Это обусловлено тем, что, во-первых, воздействие тока на провод обмотки в процессе контроля пропитки кратковременно, и, во- вторых тем, что чем выше плотность тока, тем быстрее происходит изменение температуры провода, что сокращает время контроля. Поэтому для разрабатываемого способа контроля качества пропитки обмоток электротехнических изделий следует обузить интервал плотностей тока до значений от jmin=6 А/мм2 до jmах=10 А/мм2. Указанный выбранный интервал тока для контроля пропитки обмоток электротехнических изделий, изготовленных из медного провода, обусловлен следующими причинами. Плотность тока для медных проводов более jmax=10 А/мм2 не допустима. Значение плотностей тока меньше jmin=6 А/мм2 приводит к увеличению времени контроля и точности измерений коэффициентов пропитки.
Для алюминиевого провода пределы допустимых плотностей тока лежат в диапазоне 4-6 ампер на квадратный миллиметр [5]. Поэтому если контролируются обмотки, провод которых выполнен из алюминиевого провода, то выбирать значение стабилизированного постоянного тока I0 следует, исходя из упомянутых допустимых плотностей тока для алюминия.
Если энергия подается в обмотку в виде стабилизированного тока I0, величина которого постоянна и известна, то величина R20 может быть определена путем измерения на обмотке, в момент t=0 подвода к ней тока, величины напряжения U1n из выражений
Подставив в выражение (24) формулу (25), получим

с другой стороны

где ρ20 - удельное сопротивление провода при 20°С; S - площадь сечения провода.
Умножив числитель и знаменатель выражения (27) на плотность материала провода ρпр и длину провода lпр, получим

Из выражений (28) и (26) следует, что

Исходя из выражения (29) эквивалентная теплоемкость провода обмотки равна

где  - постоянная величина, характерная для контролируемого типа обмоток, и используемая при контроле величины постоянного стабилизированного тока величины тока I0. Подставим выражение (30) в (23), получим
- постоянная величина, характерная для контролируемого типа обмоток, и используемая при контроле величины постоянного стабилизированного тока величины тока I0. Подставим выражение (30) в (23), получим

Таким образом, в соответствии с выражением (31) для определения эквивалентной теплоемкости любой контролируемой непропитанной обмотки нет необходимости производить какие-либо измерения у непропитанной обмотки, а достаточно измерить лишь температуры обмотки T1 и напряжение U1п в момент подачи в пропитанную обмотку (t=0) стабилизированного тока I0.
Эквивалентная теплоемкость пропитанной обмотки Сэпп увеличивается по сравнению с Сэдп за счет прибавления к ней теплоемкости пропиточного состава и будет равна

где сс - удельная теплоемкость пропиточного состава; mс - масса пропиточного состава в полостях обмотки после ее пропитки.
С другой стороны, Сэпп равна

где  - энергия, пошедшая на разогрев пропитанной обмотки; U2п - напряжение на обмотке по истечении времени to ее разогрева; ΔТ=Т2-T1 - приращение температуры обмотки при разогреве ее энергией Q; Т2 - температура обмотки в момент времени to.
- энергия, пошедшая на разогрев пропитанной обмотки; U2п - напряжение на обмотке по истечении времени to ее разогрева; ΔТ=Т2-T1 - приращение температуры обмотки при разогреве ее энергией Q; Т2 - температура обмотки в момент времени to.
Величина ΔТ может быть определена по изменению напряжения на проводе обмотки в процессе ее разогрева выражений


Вычтем U1n из U2n, используя выражения (36) и (35), получим

Из выражения (37) следует

Подставив в выражение (33) выражения (34) и (38), получим

Подставив в выражение (32) Сэдп и Сэпп из выражений (31) и (39) и преобразовав полученное выражение относительно mс, получим

Объем прикорпусных полостей обмотки V0ки можно найти из выражения (10)

Общий объем полостей в обмотке V0 находится по формуле [4]

где Sс - площадь сечения паза.
Объем межвитковых полостей в обмотке V0мв равен

Масса пропиточного состава, проникшего в прикорпусные полости обмотки, равна

Коэффициент пропитки межвитковых полостей в обмотке можно рассчитать по формуле

где m0 - предельная масса пропиточного состава, которую можно разместить в полостях обмотки при их 100% наполненности сухим пропиточным составом

где m0к - предельная масса пропиточного состава, которую можно разместить в прикорпусных полостях обмотки, при их 100% наполненности сухим пропиточным составом

Выражение (33) справедливо для идеально теплоизолированной обмотки от магнитного сердечника и окружающей среды, когда вся подведенная энергия к проводу обмотки Q затрачивается только на разогрев обмотки, а потери тепла в магнитный сердечник и окружающую среду отсутствуют. Можно показать, что при времени разогрева обмотки t0≤0,02 τ, где τ=Срас(β×So)-1 - постоянная времени разогрева обмотки; Срас - суммарная расчетная теплоемкость пропитанной обмотки и магнитного сердечника; β - коэффициент теплоотдачи; So - поверхность охлаждения магнитного сердечника и обмотки; потерями тепла из обмотки можно пренебречь и считать ее, с пренебрежительно малой погрешностью, идеально теплоизолированной.
С другой стороны, приращение сопротивления обмотки за время ее разогрева должно быть достаточно большим для того, чтобы его можно было измерить с малой погрешностью, для этого время разогрева обмотки должно быть достаточно большим. Можно показать, что при t0>0,01 τ, погрешность измерения приращения температуры методом сопротивления пренебрежительно мала.
В реальности же время t0 выбирается для каждого типа контролируемых обмоток экспериментально, при этом критерием правильно выбранного времени контроля t0 является минимальная ошибка определения коэффициента межвитковых полостей обмотки:

ρ20=0,0178 Ом×мм2/м,
 ,
,
U1n=20,268 В.
Пример. Производилось определение коэффициентов пропитки у пяти обмоток статоров асинхронного электрического двигателя типа 4А112М по способу-прототипу и по заявляемому способу.
У контролируемых обмоток определяли по выражению (6) величину Сэкв, исходя из следующих обмоточных данных.
Общее количество пазов в магнитном сердечнике робщ=36. Обмотка статора была соединена звездой с изолированной нейтралью. При контроле последовательно определялись коэффициенты пропитки каждых двух фаз обмотки. Поэтому количество пазов р, в которые всыпалась контролируемая часть обмотки, равнялась  .
.
Sп=5,375×10-3 м2; dэ=0,04×10-3 м; dк=0,1×10-3 м; εэ=5,92; εк=3,85;
εэ=2,5; εк=2,7; dэ=0,04×10-3 м; dк=0,49×10-3 м.
Исходя из приведенных выше обмоточных данных рассчитывали Сэкв в формуле (19)

 .
.
Перед пропиткой измерялись емкости контролируемых обмоток Сэдп относительно магнитного сердечника статора на частоте электрического поля f=1000 Гц мостом Е2-12.
Результаты измерений емкостей Сэдп контролируемых обмоток до пропитки и после нее приведены в таблице 1.
После измерения емкостей обмоток относительно магнитного сердечника (корпуса) они пропитываются лаком КП-34 струйно-капельным методом. После сушки обмоток измерялись вновь емкости обмоток относительно магнитного сердечника статора Сэпп. Результаты измерений Сэпп приведены в таблице 1.
В процессе измерений Сэпп у каждой контролируемой обмотки, перед подачей в нее стабилизированного постоянного тока I0, измерялась исходная температура Т1, которая также заносилась в таблицу 1.
Как видно из таблицы 1, значения их температуры T1 колебались от 25 до 35°С, что было связано с тем, что обмотки после пропитки и сушки не успели остыть до комнатной температуры.
Рассчитывали коэффициент B1 в формуле (5), используя следующие обмоточные данные:
сэ=984 Дж/кг×град К; Dпр=1,32×10-3 м; Dэ=1,4×10-3 м; ρэм=1230 кг/м3; ρки=810 кг/м3
1пр=160 м; ски=840 Дж/кг×град К; L=0,125 м; П=4,3×10-2 м.
Эквивалентная теплоемкость эмали равна:

Эквивалентная теплоемкость корпусной изоляции равна:
Сэки=р×Lп×П×ρки×dки×cки=24×0,125×4,3×10-2×810×0,49×10-3×840=430 Дж/град К;
B1=Сээм+Сэки=33+430=463 Дж/град К.
Затем обмотки подвергали электротепловому контролю.
В каждую контролируемую пропитанную обмотку упомянутого выбранного статора подавали постоянный стабилизированный ток I0 величиной 12,4 А. Величину постоянного стабилизированного тока, выбирали исходя из допустимых плотностей тока j, для медного провода лежащих в диапазоне от jmin=6 А/мм2 до imax=10 А/мм2 [5], и площади сечения провода.
При этом плотность тока jmin=6 А/мм2 считается нормальной плотностью, взятой с запасом, а плотность тока 10 А/мм2 - это максимально допустимая плотность, которая пригодна только для кратковременной эксплуатации. В нашем случае, при кратковременном воздействии постоянного стабилизированного тока I0 на объект контроля (обмотку), целесообразно выбирать плотность тока, близкую к максимально допустимой плотности тока, равной imax=10 А/мм2. Это обусловлено тем, что, во-первых, воздействие тока на провод обмотки в процессе контроля пропитки кратковременно, и, во-вторых, тем, что чем выше плотность тока, тем быстрее происходит изменение температуры провода, что сокращает время контроля. Поэтому для разрабатываемого способа контроля качества пропитки обмоток электротехнических изделий следует обузить интервал плотностей тока до значений от jmin=6 А/мм2 до imax=10 А/мм2. Указанный выбранный интервал тока для контроля пропитки обмоток электротехнических изделий, изготовленных из медного провода, обусловлен следующими причинами. Плотность тока для медных проводов более 10 А/мм2 не допустима. Значение плотностей тока меньше jmin=6 А/мм2 приводит к увеличению времени контроля и снижению точности измерений коэффициентов пропитки. В данном конкретном случае площадь сечения медного провода контролируемой обмотки была равной 1,7424 мм2. Исходя из выбранного диапазона допустимых плотностей тока в диапазоне от jmin=6 А/мм2 до imax=10 А/мм2, значение постоянного стабилизированного тока I0 должно лежать в диапазоне от 10,45 А до 17,424 А. Нами был выбран ток, лежащий в указанном диапазоне, равный 12,4 А.
Рассчитывали коэффициент B1 в формуле (5), используя следующие обмоточные данные
сэ=984 Дж/кг×град К; Dпp=1,32×10-3 м; Dэ=1,4×10-3 м; ρэм=1230 кг/м3; ρки=810 кг/м3;
1пр=160 м; ски=840 Дж/кг×град К; L=0,125 м; П=4,3×10-2 м.
Эквивалентная теплоемкость эмали равна:

Эквивалентная теплоемкость корпусной изоляции равна:
Сэки=р×Lп×П×ρки×dки×cки=24×0,125×4,3×10-2×810×0,49×10-3×840=430 Дж/град К;
B1=Сээм+Сэки=33+430=463 Дж/град К.
Исходя из выбранной величины постоянного стабилизированного тока I0=12,4 А, обмоточных данных спр=0,38309×103 Дж/кг град К, ρ20=0,0178 Ом×мм2/м=0,0178×10-6 Ом×мм2/м, ρпр=8,89×103 кг/м3, lпр=160 м, определяли коэффициент В2

Через каждую контролируемую обмотку пропускали упомянутый постоянный стабилизированный ток I0=12,4А в течение времени t0=20 с. Время t0=20 с определяли экспериментально, исходя из критерия минимальной погрешности определения эквивалентной теплоемкости пропитанных обмоток по формуле (33).
Измеряли напряжение U1п на обмотке в момент подвода к ней тока I0=12,4А и напряжение U2п в момент времени t0=20 с.
По формуле (40), учитывая, что удельная теплоемкость пропиточного состава сс=1,652×103 Дж/кг×°С, а плотность пропиточного состава сс=1,23×103 кг/м3, определяли mс.
Общий объем полостей в обмотке V0 находили по формуле (42) [4], он был равен

где Sc=8,8×10-5 м2; 1w=0,572; Кз=0,678.
Оценки показывают, что объем прикорпусных полостей обмотки V0ки согласно выражению (10) составляет порядка V0ки=(3÷3,2)×10-6 м3. Общий объем полостей в обмотке V0 составляет 0,283×10-3 м3.
Так как V0>>V0ки, то из выражений (44) и (45)следует, что масса пропиточного состава, попавшая в межвитковые полости mс, много больше массы, проникшей в прикорпусные полости обмотки mк, т.е. mс>>mк, и формула (45) для определения коэффициента пропитки межвитковых полостей обмотки Кмв может быть записана в виде

По формулам (19) и (48) определяли коэффициенты пропитки прикорпусных Кки и межвитковых Кмв полостей обмоток, которые также внесены в таблицу 1.
Для сравнения со способом-прототипом значения определенных по способу-прототипу коэффициентов пропитки Кпр также занесены в таблицу 1.
Экспериментальные значения, необходимые для определения коэффициентов пропитки, и результаты контроля по заявляемому способу и способу-прототипу внесены в таблицу 1.
|
Из таблицы 1 можно сделать следующие выводы.
Таким образом, заявляемый способ имеет следующие преимущества перед способом- прототипом:
- в заявляемом способе нет необходимости у одной из произвольно выбранных обмоток измерять емкость относительно корпуса и собственную емкость до пропитки, затем погружать упомянутую обмотку в пропиточную жидкость с известной диэлектрической проницаемостью и вновь измерять емкость этой обмотки относительно корпуса и собственную емкость обмотки, не вынимая обмотку из пропиточной жидкости, что упрощает заявляемый способ по сравнению со способом-прототипом;
- в заявляемом способе нет необходимости у каждой из контролируемых обмоток дважды измерять собственные емкости: до пропитки и после нее, что приводит к дополнительному упрощению заявляемого способа;
- способ-прототип имеет низкую точность контроля, обусловленную большим разбросом собственных емкостей от одной обмотки к другой, что связано со случайным расположением витков в обмотке, и зависимостью значения собственной емкости обмоток от того, каким образом распределился пропиточный состав, между какими витками обмотки, в заявляемом же способе значения коэффициента пропитки не зависят от взаимного расположения витков в пазу, что делает заявляемый способ более точным;
- заявляемый способ по сравнению со способом-прототипом имеет более высокую информативность контроля, обусловленную тем, что по формуле (3) в способе-прототипе определяют усредненный коэффициент пропитки только межвитковых полостей обмотки, а заявляемый способ позволяет определить, как пропиточный состав распределился внутри обмотки и каковы коэффициенты пропитки прикорпусных и межвитковых полостей обмоток.
Список использованной литературы
1. Кондратьева Н.Г. и др. Оценка, возможности использования электрической емкости обмотки статоров для контроля качества пропитки статоров электродвигателей низкого напряжения. - Электротехническая промышленность. Серия "Электрические машины", вып. 5/75, 1977.
2. А.с. №1241361. Способ определения коэффициента пропитки обмоток электрических машин / Г.В.Смирнов, Г.Г.Зиновьев. - Опубл. 30.06.86. Бюл. №24.
3. А.с. №1709470. Способ определения коэффициента пропитки отверждаемым полимерным составом обмоток электрических машин / Г.В.Смирнов. - Опубл. 30.06.86. Бюл. №24 - прототип.
4. Г.В.Смирнов. Надежность изоляции обмоток электротехнических изделий. - Томск: Изд-во Том. ун-та, 1990, стр.96 формула 3.3
5. http://www.ura-remontu.ru/raschet-secheniya-provoda-po-toku.html
Способ определения коэффициента пропитки отверждаемым полимерным составом обмоток электрических машин, при котором у каждой обмотки из данной партии до пропитки и после пропитки полимерным составом и сушки измеряют емкости С и С относительно корпуса, отличающийся тем, что дополнительно после измерения емкости относительно корпуса у каждой контролируемой обмотки С после пропитки и сушки измеряют температуру обмотки Т, затем через провод каждой контролируемой обмотки пропускают постоянный стабилизированный ток I, величину которого выбирают в зависимости от площади сечения S жилы провода обмотки в интервале предельно допустимых для материала провода обмотки плотностей тока от j до j, в диапазоне значений jS≤I≤jS, причем упомянутый ток I пропускают через обмотку в течение определенного времени t и измеряют падение напряжения на обмотке U в момент подвода к ней стабилизированного тока и падение напряжения на обмотке U в момент упомянутого времени t, после чего у каждой контролируемой обмотки по результатам измерений определяют коэффициент пропитки прикорпусных полостей К обмотки и коэффициент пропитки К межвитковых полостей обмотки по формулам , где - эквивалентная емкость последовательно соединенных емкостей эмали и корпусной изоляции обмотки; р - количество пазов в магнитном сердечнике, в которые всыпается контролируемая часть обмотки; S - площадь паза; е=8,854187·10 - электрическая постоянная; е - диэлектрическая проницаемость эмалевой пленки провода обмотки; е - диэлектрическая проницаемость корпусной изоляции; d - толщина эмалевой изоляции провода; d - толщина корпусной изоляции провода; c - удельная теплоемкость высохшего пропиточного состава; - предельная масса сухого пропиточного состава, которую можно разместить в межвитковых полостях обмотки при их 100% заполнении; d - плотность высохшего пропиточного состава; l - длина витка обмотки; К - коэффициент заполнения паза; П - периметр паза; α - температурный коэффициент сопротивления провода обмотки; В=С+С - эквивалентная теплоемкость слоев теплоемкостей эмали и корпусной изоляции С=С×П×d×L×р×ρ; с - удельная теплоемкость эмали; d - диаметр эмалированного провода обмотки; d - диаметр жилы провода обмотки; l - номинальная длина провода контролируемой части обмотки; ρ - плотность эмали; с - удельная теплоемкость корпусной изоляции; d - толщина корпусной изоляции; L - длина паза; ρ - плотность корпусной изоляции; - постоянный коэффициент; с - удельная теплоемкость материала жилы провода обмотки; ρ - удельное сопротивление материала жилы провода обмотки при 20°С.







Способ изготовления эмалированных проводов
Способ получения концентрата сапропеля
Способ приготовления бетонной смеси
Способ пропитки обмоток электрических машин
Электроизоляционный лак и способ его нанесения на металлическую основу
Способ пропитки обмоток электротехнических изделий
Способ приготовления бетонной смеси
Способ контроля качества пропитки обмоток электротехнических изделий
Датчик для непрерывного контроля изоляции проводов
Способ контроля и ремонта изоляции проводов
Способ изготовления эмалированных проводов
Способ получения концентрата сапропеля
Способ приготовления бетонной смеси
Способ пропитки обмоток электрических машин
Электроизоляционный лак и способ его нанесения на металлическую основу
Способ пропитки обмоток электротехнических изделий
Способ приготовления бетонной смеси
Способ контроля качества пропитки обмоток электротехнических изделий
Датчик для непрерывного контроля изоляции проводов
Способ контроля и ремонта изоляции проводов

