Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ МЕТАЛЛИЗАЦИИ В СРЕДЕ ЛЕГКОПЛАВКИХ ЖИДКОМЕТАЛЛИЧЕСКИХ РАСТВОРОВ
Вид РИД
Изобретение
Устройство относится к установкам, предназначенным для диффузионной металлизации изделий с целью придания поверхностным слоям этих изделий особых физико-химических свойств, и может использоваться в общем машиностроении, в инструментальной промышленности и других областях. В частности, установка предназначена для нанесения на изделия диффузионных покрытий в среде легкоплавких жидкометаллических растворов в условиях массового производства при одновременном совмещении процессов нанесения покрытий с термической обработкой материала изделий.
Известен контейнерный способ нанесения диффузионных покрытий в среде жидкометаллических растворов [Шатинский В.Ф., Збожная О.М., Максимович Г.Г. Получение диффузионных покрытий в среде легкоплавких металлов. - Киев: Наукова думка, 1976. - 282 с.], при котором процесс диффузионной металлизации проводится пооперационно с применением нескольких установок. На первом этапе в барокамере в среде инертного газа изделие помещают в ампулу, заливают жидкометаллическим раствором, содержащим элемент, на базе которого формируется покрытие. После этого в той же барокамере ампула помещается в контейнер, который герметизируется с помощью сварки. Процесс диффузионной металлизации осуществляется при нагреве и выдержке заданное время контейнера с ампулой в электропечи открытого типа. После завершения процесса контейнер вскрывается, и изделие извлекается из ампулы, его очищают от расплава и подвергают термической обработке. Достоинством этого способа является возможность использования для нанесения покрытий простых электропечей, однако многооперационность, длительность и трудоемкость процесса делают его рентабельным только при проведении экспериментальных исследований и в единичном производстве.
Известно устройство для диффузионной металлизации в среде легкоплавких жидкометаллических растворов (Патент №2423546, МПК С23С 10/22, 2/00, 28/02 (2006.01)). Аналог содержит нагревательную камеру с внешними нагревателями, в которой располагается ванна с металлическим раствором. На одном уровне с нагревательной камерой расположена шлюзовая камера, служащая для закалки, загрузки и выгрузки изделий. Над нагревательной и шлюзовой камерами расположена манипуляционная камера, которая связывает между собой нагревательную и шлюзовую камеры. В манипуляционной камере размещено роторное устройство перемещения покрываемых изделий, загрузочно-разгрузочное устройство, на котором закреплены покрываемые изделия, теплоизолирующие экраны и уплотняющие водоохлаждаемые диски, обеспечивающие герметизацию шлюзовой камеры.
Одним из важнейших достоинств аналога является то, что нагрев осуществляется внешними электронагревателями за счет применения шахтной электропечи. Шахтная электропечь имеет хорошую теплоизоляцию, а, следовательно, высокий КПД, за счет этого сокращаются энергетические затраты, и создается возможность значительно увеличить габаритные размеры нагревательной камеры и увеличить ресурс нагревателей. Однако в аналоге нагревательная камера, в которой располагается ванна с металлическим раствором, должна иметь вакуумную плотность, а, следовательно, материал, из которого она изготовлена, обязан быть металлическим, так как он должен обладать свариваемостью, иметь при этом высокую жаростойкость, жаропрочность при температурах до 1250°С и инертность к легкоплавкому жидкометаллическому расплаву. Такие высокие требования к материалу нагревательной камеры требуют применения дорогостоящих никель-хромовых сплавов. При этом, невысокая жаропрочность данных сплавов в диапазоне температур проведения диффузионной металлизации значительно ограничивает объем ванны для диффузионной металлизации вследствие большой весовой нагрузки, возникающей от жидкометаллического раствора, на стенки нагревательной камеры. Это, в конечном итоге, уменьшает производительность процесса металлизации и не обеспечивает возможность наносить покрытия на детали больших размеров. Кроме этого, металлические нагревательные камеры имеют малый ресурс работы.
Наиболее близкой к заявляемому устройству является устройство для диффузионной металлизации в среде легкоплавких жидкометаллических растворов (патент №2293791 РФ, МПК С23С 10/22 (2006.01) Опубл. От 20.02.07, Бюл. №5). Данное устройство содержит две водоохлаждаемые камеры, в нижней нагревательной камере располагается ампула с металлическим раствором, теплозащитные экраны, нагревательное устройство, в верхней шлюзовой камере - подвижный шток, на котором закреплены покрываемые изделия, полости камер связаны вертикальным каналом, закрытым снизу подвижным теплозащитным экраном, камеры имеют вакуумную систему и систему наполнения их инертным газом, в отличие от прототипа в вертикальном канале, связывающем камеры, установлен герметичный затвор, в боковой стенке верхней шлюзовой камеры выполнен люк. Камеры имеют автономные вакуумные системы и системы наполнения их инертным газом, в верхней шлюзовой камере имеется система циркуляции и охлаждения инертного газа. Система циркуляции и охлаждения инертного газа содержит теплообменник и насос.
Технологический процесс нанесения диффузионных покрытий с применением устройства осуществляется следующим образом. В нижнюю нагревательную камеру устанавливается ванна с расплавом, в которой находится транспортный легкоплавкий сплав и растворенные в нем элементы покрытия. Через люк изделия помещаются в верхнюю шлюзовую камеру и закрепляются на загрузочном штоке. Люк закрывается и производится герметизация верхней шлюзовой камеры. Открываются запорные вентили, и через вакуумные магистрали производится откачка воздуха из верхней шлюзовой и нижней нагревательной камер. После достижения заданного вакуума верхняя и нижняя камеры заполняются инертным газом. На нагреватели, находящиеся в нижней нагревательной камере, подается электрический ток и производится нагрев ванны с металлическим раствором. После достижения металлическим раствором заданной температуры процесса открывается затвор и экраны, разделяющие верхнюю шлюзовую и нижнюю нагревательную камеры, что обеспечивает объединение полостей верхней шлюзовой и нижней нагревательной камер. Через образовавшийся проход, за счет перемещения загрузочного штока вниз, изделия погружаются в ванну с расплавленным металлическим раствором, и производится выдержка изделий в металлическом растворе заданное время. По истечении времени изделия с помощью штока перемещаются в верхнюю шлюзовую камеру, закрывается затвор, за счет чего полости верхней шлюзовой и нижней нагревательной камер изолируются друг от друга, и включается насос, вызывающий циркуляцию инертного газа, находящегося в верхней шлюзовой камере, что обеспечивает термическую обработку покрытых изделий. После охлаждения изделий до заданной температуры насос отключается, открывается люк верхней шлюзовой камеры, и изделия извлекаются из нее. При этом в нижней нагревательной камере остается инертная среда, и поддерживается заданная температура процесса. Далее производится загрузка следующей партии изделий, вакуумирование и заполнение инертным газом верхней шлюзовой камеры, и цикл нанесения покрытий повторяется.
Недостатком прототипа является то, что нижняя нагревательная камера выполнена водоохлождаемой, что значительно увеличивает энергозатраты на нагрев легкоплавкого раствора (насыщающей среды), так как нагрев осуществляется не в вакууме, а в инертном газе. Кроме этого, наличие нагревателей и боковых защитных экранов в нижней нагревательной камере значительно сокращает ее полезный объем. Следующим недостатком прототипа является конструктивное исполнение нижней камеры, при котором нагревательные элементы контактируют хотя и с инертной средой, но содержащей пары расплава, что приводит к значительному снижению ресурса нагревательных элементов.
Технической задачей заявляемого изобретения является создание энергетически малозатратной установки для диффузионной металлизации в среде легкоплавких жидкометаллических растворов, имеющей длительный ресурс работы нагревательной камеры и нагревательных элементов, обеспечивающей возможность нанесения покрытий на детали больших габаритных размеров, а также повышение производительности процесса металлизации за счет увеличения количества деталей, на которые одновременно наносятся покрытия.
Технический результат - повышение коэффициента полезного действия установки, значительное увеличение ресурса ее работы, а также рост производительности и расширение номенклатуры покрываемых изделий.
Поставленная задача решается тем, что заявляемое устройство для диффузионной металлизации в среде легкоплавких жидкометаллических растворов, содержащее нагревательную камеру, в которой размещены подвижный экран, вакуумная магистраль с запорным вентилем, магистраль подачи инертного газа с запорным вентилем, и шлюзовую камеру, в которой размещены герметичный затвор с механическим приводом, подвижный шток, на котором закреплены покрываемые изделия, и на боковой поверхности которой расположен загрузочный люк, при этом в нижней части шлюзовой камеры размещена вакуумная магистраль с запорным вентилем, связанная трубопроводом системы циркуляции инертного газа, содержащей теплообменник и нагнетатель, с магистралью подачи инертного газа с запорным вентилем, размещенной в верхней части шлюзовой камеры, при этом нагревательная камера выполнена в виде полого цилиндра без дна, причем ее нижняя часть размещена внутри керамического или графитового тигля ниже уровня легкоплавкого раствора для герметизации внутренней полости нагревательной камеры, на поверхности легкоплавкого жидкометаллического раствора, находящегося с внешней стороны нагревательной камеры, расположен защитный противоокислительный слой, при этом упомянутый тигель установлен в теплоизолирующем корпусе, в котором размещены нагреватели. В качестве защитного противоокислительного слоя использован солевой расплав, содержащий 100% соли BaCl2.
Благодаря новой совокупности существенных признаков заявляемого изобретения получаем возможность значительно снизить затраты энергии на проведение процесса диффузионной металлизации, повысить надежность и долговечность нагревательной камеры и нагревательных элементов, а также создавать установки с нагревательной камерой большого объема, что расширяет номенклатуру покрываемых изделий, повышает производительность установки. Это достигается тем, что в заявляемом устройстве отсутствует система водяного охлаждения всей нагревательной камеры, нагреватели вынесены за ее пределы и вокруг них установлена теплоизолирующая защита. Нагревательная камера, в которой осуществляется процесс металлизации, не воспринимает весовые нагрузки от легкоплавкого раствора (на базе свинца) и защищена от окисления свинцовым и солевым расплавами. Данные расплавы, в свою очередь, обеспечивают нагревательной камере герметичность, необходимую для создания инертной среды над поверхностью расплава, находящегося в нагревательной камере. Тепловая и весовая нагрузки воспринимаются керамическим или графитовым тиглем.
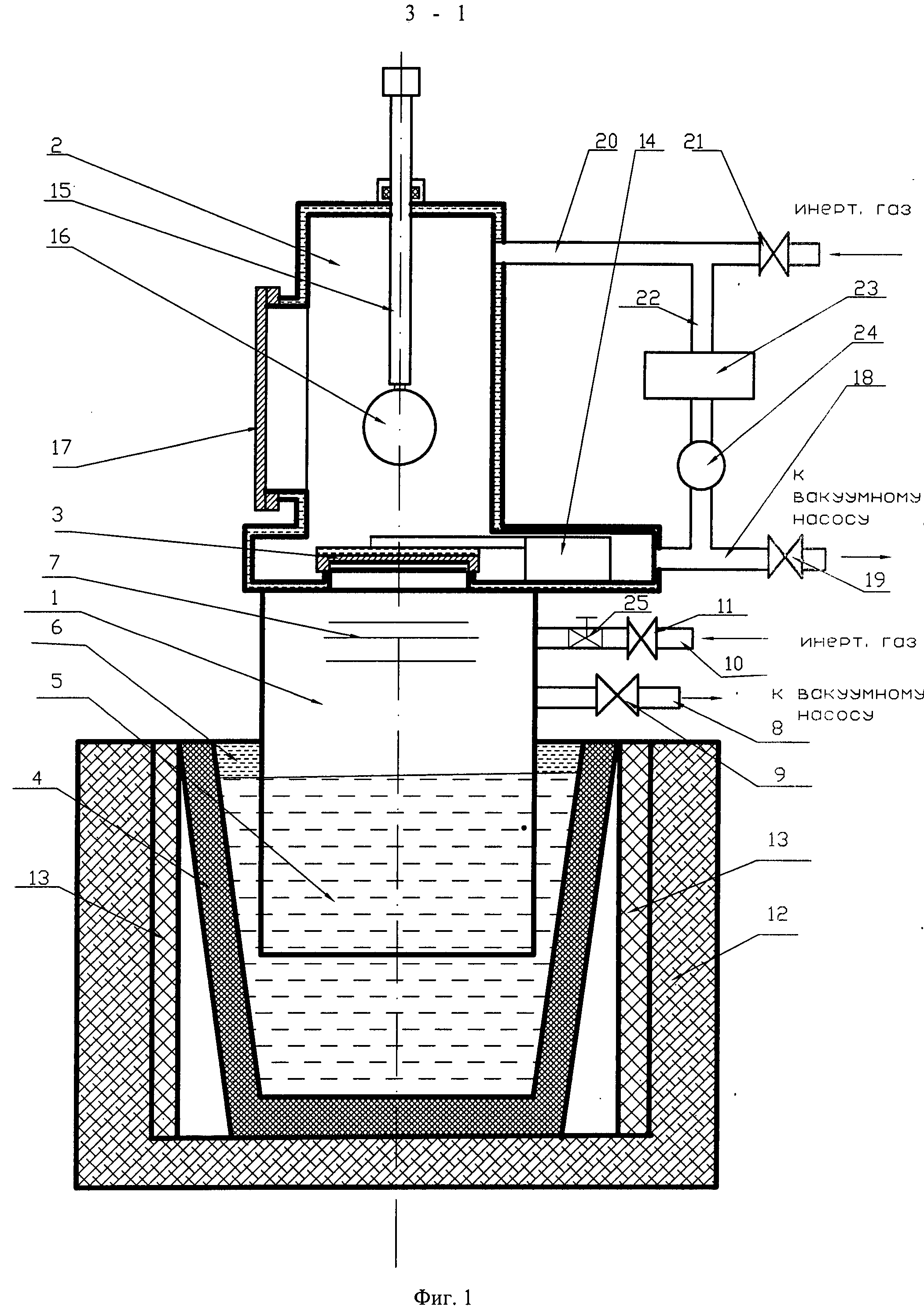
На фиг.1 схематично изображен вариант осуществления заявляемого устройства.
Заявляемое устройство содержит нижнюю нагревательную камеру 1 и верхнюю шлюзовую камеру 2. Между камерами находится герметичный затвор 3, позволяющий объединять и разделять полости нижней нагревательной камеры 1 и верхней шлюзовой камеры 2. Нагревательная камера 1 выполнена в виде полого цилиндра без дна. Для герметизации внутренней полости нагревательной камеры 1 ее нижняя часть размещена внутри керамического или графитового тигля 4 ниже уровня легкоплавкого раствора 5, находящегося в тигле 4. На поверхности легкоплавкого жидкометаллического раствора 5, находящегося с внешней стороны нагревательной камеры, расположен защитный противоокислительный слой 6. В нижней нагревательной камере 1 также расположен подвижный экран 7, вакуумная магистраль 8 с запорным вентилем 9, магистраль 10 подачи инертного газа с запорным вентилем 11. Тигель 4 установлен в теплоизолирующем корпусе 12, в который вмонтированы нагреватели 13. В верхней шлюзовой камере 2 расположены механизм 14 привода затвора 3, подвижный шток 15, на котором закрепляются покрываемые изделия 16. На боковой поверхности шлюзовой камеры 2 имеется загрузочный люк 17. В нижнюю часть шлюзовой камеры 2 вмонтирована вакуумная магистраль 18 с запорным вентилем 19, а в верхнюю - магистраль 20 подачи инертного газа с запорным вентилем 21. Вакуумная магистраль 18 и магистраль 20 подачи инертного газа связаны между собой трубопроводом 22 системы циркуляции инертного газа, которая, помимо трубопроводов, содержит теплообменник 23 и нагнетатель 24. С целью поддержания требуемого давления инертного газа в нагревательной камере 1 в верхней ее части расположен перепускной клапан - предохранительный клапан 25.
Устройство работает следующим образом. Через люк 17 изделия помещаются в шлюзовую камеру 2 и закрепляются на штоке 15. Люк 17 закрывается и производится герметизация шлюзовой камеры 2. Открываются запорные вентили 19 и 9, и через вакуумные магистрали 18 и 8 производится откачка воздуха из нагревательной камеры 1 и шлюзовой камеры 2. После достижения заданного вакуума в камерах 1 и 2 вентили 19 и 9 закрывают, и производится заполнение инертным газом камер 1 и 2 через магистрали 10 и 20 путем открывания вентилей 11 и 21. Заполнение инертным газом завершается при достижении заданного давления газа в камерах 1 и 2 путем перекрывания вентилей 11 и 21. На нагреватели 13 шахтной печи 12 подается электрический ток и производится нагрев металлического раствора 5 и солевого расплава 6, находящихся в тигле 4. После достижения металлическим раствором в нагревательной камере 1 заданной температуры процесса с помощью механизма 14 открывается затвор 3, отодвигается экран 7, что обеспечивает объединение полостей нагревательной камеры 1 и шлюзовой камеры 2. Через образовавшийся проход за счет перемещения штока 15 вниз изделия 16 погружаются в металлический раствор 5. С целью ограничения нагрева шлюзовой камеры 2 экран 7 закрывается, и производится выдержка изделий в металлическом растворе заданное время. По истечении времени выдержки экран 7 отодвигают, и изделия с помощью штока 15 перемещаются в шлюзовую камеру 2. Механизмом 14 закрывается затвор 3, за счет чего полости нагревательной камеры 1 и шлюзовой камеры 2 изолируются друг от друга, и включается нагнетатель 24. Нагнетатель 24 вызывает циркуляцию инертного газа, находящегося в шлюзовой камере 2. При этом инертный газ через магистрали 20 и 22 поступает в теплообменник 23, охлаждается и нагнетателем 24 через магистраль 18 подается в полость шлюзовой камеры 2. После охлаждения изделий до заданной температуры отключается нагнетатель 24, открывается люк 17, и изделия извлекаются из шлюзовой камеры 2. При этом в нагревательной камере 1 остается инертная среда, и поддерживается заданная температура процесса. Далее производится загрузка через люк 17 в шлюзовую камеру 2 следующей партии изделий, люк 17 закрывается, через вакуумную магистраль 18 после открытия вентиля 19 из камеры 2 откачивается воздух до заданного вакуума. После этого вентиль 19 закрывается, открывается вентиль 21, и через магистраль 20 полость шлюзовой камеры 2 наполняется инертным газом, и цикл нанесения покрытий повторяется.
Таким образом, за счет нового конструктивного исполнения заявляемого устройства, при котором используется теплоизоляция зоны нагрева, нагреватели вынесены за пределы нагревательной камеры, отсутствует водяное охлаждение нагревательной камеры обеспечивается возможность значительного снижения энергетических затрат на проведение процесса нанесения покрытий. Кроме этого, использование для герметизации полости нагревательной камеры легкоплавкого жидкометаллического раствора и для его защитой от окисления солевого расплава, а также применение в качестве ванны для легкоплавкого жидкометаллического раствора керамического или графитового тигля, способного выдерживать большие тепловые и весовые нагрузки, обеспечивает возможность значительного увеличения объема нагревательной камеры, а, следовательно, расширения номенклатуры покрываемых деталей (увеличение размеров и количества деталей) и повышение производительности процесса металлизации.
Заключая, можно отметить, что введением новой совокупности существенных признаков решается поставленная техническая задача, вытекающая из современного уровня техники.
Способ очистки стальных изделий от следов свинцовых расплавов и устройство для его осуществления
Способ обработки твердосплавного инструмента
Осевая поршневая машина
Скважинный электроплунжерный насос
Способ получения диффузионных покрытий на металлических изделиях и устройство для его осуществления
Устройство преобразования вращательного движения в возвратно-поступательное
Способ повышения износостойкости изделий из твердых сплавов
Способ повышения износостойкости изделий из твердых сплавов
Поршневая машина
Способ повышения износостойкости изделий из твердых сплавов
Способ очистки стальных изделий от следов свинцовых расплавов и устройство для его осуществления
Способ обработки твердосплавного инструмента
Осевая поршневая машина
Скважинный электроплунжерный насос
Способ получения диффузионных покрытий на металлических изделиях и устройство для его осуществления
Устройство преобразования вращательного движения в возвратно-поступательное
Способ повышения износостойкости изделий из твердых сплавов
Способ повышения износостойкости изделий из твердых сплавов
Поршневая машина
Способ повышения износостойкости изделий из твердых сплавов

