Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ АЛЮМОСИЛИКАТНОГО ОГНЕУПОРНОГО МАТЕРИАЛА
Вид РИД
Изобретение
Изобретение относится к обработке керамики методом лазерного воздействия и может быть использовано для получения материала для алюмосиликатной огнеупорной изоляции печей и машин переработки, производства и розлива стали, цветных и черных сплавов, стекла.
Из уровня техники известен способ изготовления алюмосиликатных огнеупорных панелей, по которому деталь получают методами пластичного формования (например см. Стрелов К.К., Мамыкин П.С. Технология огнеупоров, Москва: "Металлургия", 1978 г., стр.220-230 и 254-255).
К недостаткам известного способа относится тот факт, что материалы, полученные при его использовании, получаются высокопористыми (открытая пористость до 20-40%), обладают неоднородностью распределения химического состава и содержат легкоплавкие составляющие.
Наиболее близким решением по технической сущности и достигаемому результату является способ изготовления алюмосиликатных огнеупорных материалов с плотностью 97-99% методом электроплавки (например см. Технология огнеупоров, Стрелов К.К., Кащеев И.Д., Мамыкин П.С. Учебник для техникумов, 4-е изд., перераб. и доп., М.: Металлургия, 1988, стр.159-175).
К недостаткам известного способа можно отнести высокую стоимость затрачиваемой электроэнергии, большую трудоемкость изготовления и обработки, значительную разориентированность кристаллов в готовой детали. Эти факторы делают нецелесообразным или невозможным применение электроплавленной керамики в ряде случаев.
Техническим результатом заявленного способа является обеспечение возможности получения структуры огнеупора волокнистого типа с плотностью более 99% и заданной ориентацией волокон одной из фаз, что в итоге позволит продлить срок службы и повысить допустимую рабочую температуру огнеупорного изделия.
Поставленный технический результат достигается посредством воздействия лазерного луча на поверхность огнеупорного изделия из алюмосиликатной керамики, при следующем соотношении технологических параметров:
- суммарная мощность лазерного луча - 115-680 ватт;
- размер лазерного луча на поверхности детали - 5-20 мм;
- скорость сканирования - 0,1-10 мм/сек;
- длина волны лазера - 9-11 мкм,
при этом распределение плотности мощности лазерного луча соответствует поперечной электромагнитной моде 00,01* или равное внутри пятна.
Сущность заявленного изобретения предлагается рассмотреть на следующем примере.
Заявленный способ использовался при изготовлении огнеупорного материала из алюмосиликатной керамики (Al2O3/SiO2 в соотношении 2/1 с включениями TiO2 и Fe2O3 5% по массе), предназначенного для защиты поверхности печи от механического воздействия при загрузке продукции, химико-термического воздействия окалины и температуры в процессе работы термических печей. Исходная прямоугольная заготовка с размерами 20×11×3 см из алюмосиликатной композиции, полученная путем прессования и последующего отжига. Прессованная отожженная заготовка была установлена в лазерный обрабатывающий центр стороной 20×11 см параллельно уровню горизонта и обработана лазерным излучением по верхней поверхности. Лазерный луч плавил поверхность детали с параметрами, заявленными в формуле изобретения. Лазерное плавление велось на пятикоординатном обрабатывающем центре с ЧПУ при следующих технологических параметрах: мощность лазера 680 Вт, скорость сканирования - 0,1 мм/сек, шаг между параллельными траекториями движения лазерного луча 12 мм, диаметр лазерного луча 12 мм. При этом распределение плотности мощности лазерного луча соответствует поперечной электромагнитной моде 00, 01* или равное внутри пятна.
В процессе лазерной обработки с заявленными технологическими параметрами был получен теплоизоляционный материал с заданным расположением вновь образовавшихся фаз, кристаллизующихся по порядку убывания температуры плавления, при этом самая высокомпературная из них образуется в виде волокон, а остальные фазы располагаются в межкристаллитном пространстве первой фазы. При этом волокна высокотемпературной фазы расположены параллельно поверхности обрабатываемой детали. Данная фазовая конфигурация I (см. фиг.1) обеспечивает изолирование легкоплавкой стеклофазы внутри высокотемпературной волоконистой кристаллической фазы, тем самым повышается стойкость материала к высокотемпературной коррозии. Расположение волокон параллельно поверхности обрабатываемой детали способствует снижению коэффициента трения при движении термообрабатываемых металлических деталей по поверхности огнеупорной панели. Заявленные режимы лазерной обработки обеспечивают образование волокнистого материала за счет оптимальной скорости кристаллизации одной из фаз керамического материала. Волокна имеют специфическое ступенчатое прямоугольное поперечное сечение (см. фиг.1) и сонаправлены траектории движения лазерного луча по поверхности детали. После лазерной обработки переплавленная зона получается с плотностью значительно выше (более 99%), чем исходный материал (60-80%).
Заявленные значения интервалов технологических режимов, указанные в формуле изобретения, были получены экспериментальным путем и являются необходимыми и достаточными для решения поставленного технического результата, что доказано примерами, представленными и таблице 1.
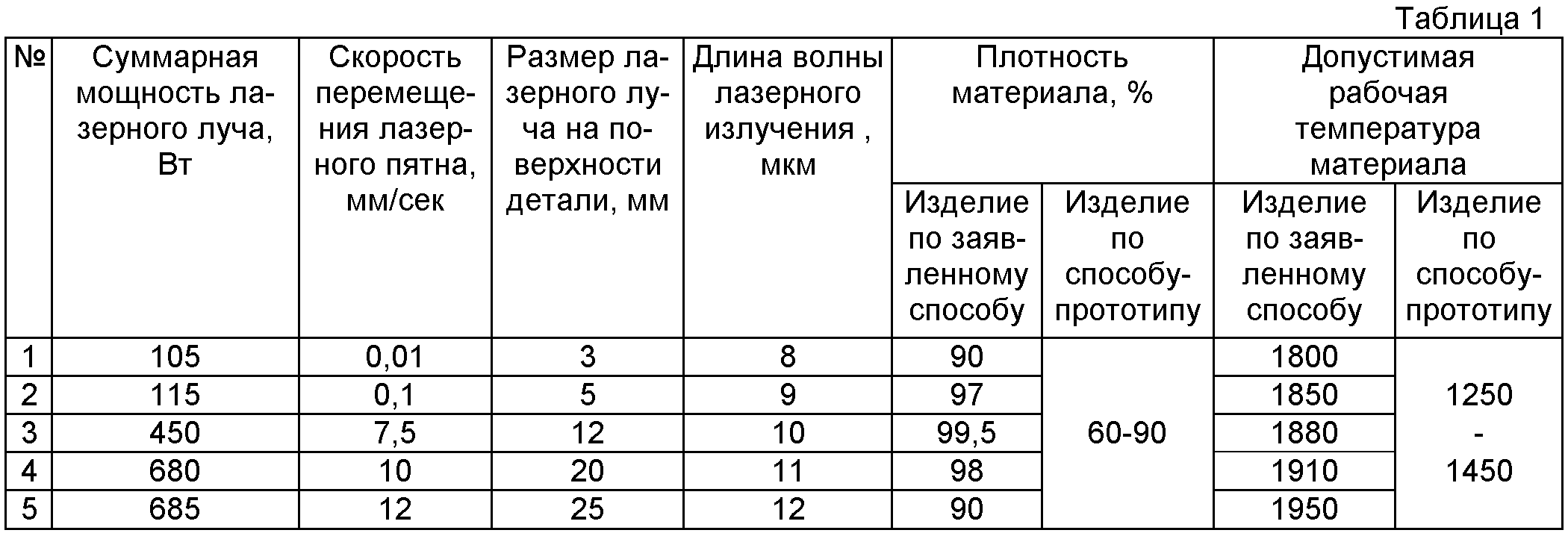
Как видно из таблицы, заявленные интервалы обеспечивают получения волокнистого теплоизоляционного материала с плотностью свыше 97% и со значительно превышающей по сравнению с прототипом допустимой рабочей температурой.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для обработки керамики методом лазерной обработки, в частности, для изготовления термоизоляционного материала для защиты от агрессивных факторов рабочего пространства металлургических печей и устройств термообработки в обрабатывающей промышленности;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте нижеизложенной формулы, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
-объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Способ получения алюмосиликатного огнеупорного материала, заключающийся в воздействии лазерного луча на поверхность огнеупорного изделия из алюмосиликатной керамики, при следующем соотношении технологических параметров:- суммарная мощность лазерного луча - 115-680 ватт;- размер лазерного луча на поверхности детали - 5-20 мм;- скорость перемещения лазерного пятна - 0,1-10 мм/сек;- длина волны лазера - 9-11 мкм.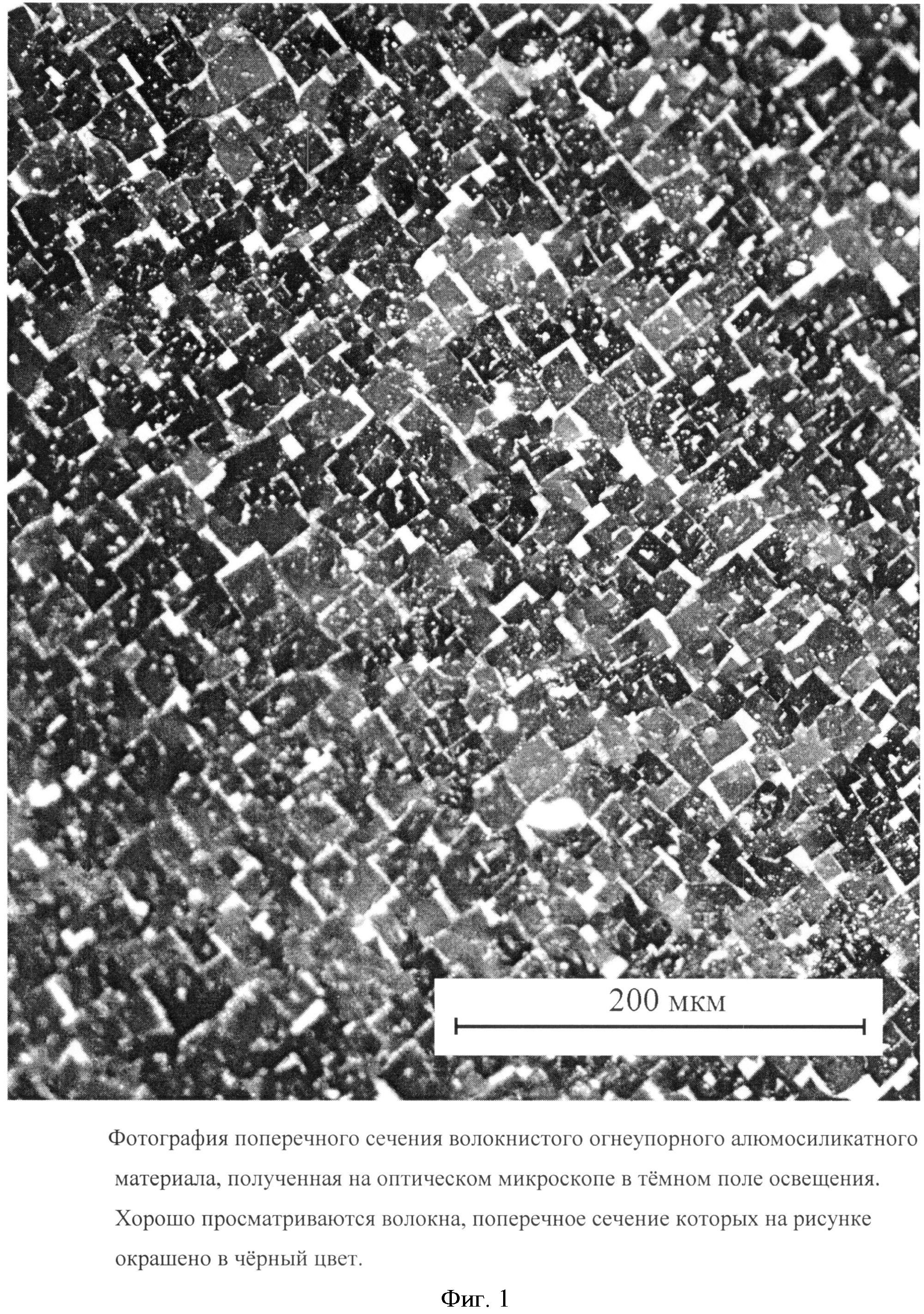
Способ изготовления фасонного резца
Способ изготовления режущих керамических пластин из нитридной керамики
Способ определения шероховатости поверхности
Способ заточки сверл
Способ подачи армирующих волокон для технологических линий непрерывного изготовления изделий из полимерных композиционных материалов
Устройство для получения изображения микрорельефа объекта
Способ получения фасонных кольцевых изделий
Способ автоматической компенсации тепловых смещений шпинделя металлорежущего станка с числовым программным управлением
Способ резки пластичных металлов высокопрочной нитью
Способ упрочнения изделий из твердых сплавов
Способ изготовления фасонного резца
Способ изготовления режущих керамических пластин из нитридной керамики
Способ определения шероховатости поверхности
Способ заточки сверл
Способ подачи армирующих волокон для технологических линий непрерывного изготовления изделий из полимерных композиционных материалов
Устройство для получения изображения микрорельефа объекта
Способ получения фасонных кольцевых изделий
Способ автоматической компенсации тепловых смещений шпинделя металлорежущего станка с числовым программным управлением
Способ резки пластичных металлов высокопрочной нитью
Способ упрочнения изделий из твердых сплавов

