Результат интеллектуальной деятельности: ДУГОВАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ С ДОЖИГАНИЕМ ГОРЮЧИХ ГАЗОВ
Вид РИД
Изобретение
Изобретение относится к металлургии, конкретнее к устройствам для дожигания горючих газов в дуговых сталеплавильных печах (ДСП), использующих непрерывную загрузку в ванну железорудных металлизованных окатышей (ЖМО).
Известна дуговая сталеплавильная печь [1], содержащая устройство в виде фурмы для продувки металла кислородом в ванне печи с дожиганием горючих газов встречными потоками кислорода в рабочем пространстве агрегата. В результате дожигания горючих газов (CO и H2) над шлаком выделяется большое количество тепла, использующееся для дополнительного нагрева металла в ДСП. Известны изобретения [2, 3], использующиеся в дуговых печах и других агрегатах фурмы для дожигания горючих газов в полости этих сталеплавильных печах. Суть этих изобретений [2, 3] заключается в организации процесса дожигания горючих газов [4] в рабочем пространстве дуговой печи (в ДСП или других агрегатах) в подсводовом пространстве с использованием фурм для дожигания горючих газов и применением этих в фурмах специальных устройств, позволяющих интенсифицировать процессы массообмена и дожигания газов.
Недостатком всех этих [1, 2] и других [3, 4] известных устройств для дожигания горючих газов в дуговой печи является то, что эти устройства имеют весьма сложное конструктивное исполнение, что не позволяет их эффективно использовать в практике производства, т.к. эти [5] устройства, использующиеся в ДСП, усложняют процессы дожигания газов и в целом эти устройства отличаются сложностью в эксплуатации. К недостатку всех перечисленных известных изобретений относится также то, что требуется в своде ДСП иметь специальное отверстие для установки этих устройств с целью обеспечения дожигания горючих газов в рабочем пространстве агрегата.
Наиболее близким к предлагаемому изобретению является дуговая сталеплавильная печь [6], использующая фурму для дожигания горючих компонентов в рабочем пространстве печи, причем корпус фурмы выполнен в виде цилиндрического стакана с дном в его верхней части и соплом для подачи кислорода с подведенными по касательной в горизонтальной плоскости цилиндрического стакана трубопроводами [7]. Недостатком известной дуговой сталеплавильной печи [6, 7] является недостаточная эффективность процесса дожигания выделяющихся в ванне дуговой печи горючих газов, а также сложное конструктивное исполнение фурмы для дожигания этих газов, что не обеспечивает требуемого смешения печной атмосферы со струями кислорода, а также не происходит возврата тепла к металлу в ванне печи, выделяющегося при дожигании горючих газов.
Задача изобретения заключается в достижении такого технического эффекта, при котором повышается эффективность процесса дожигания горючих газов в дуговой сталеплавильной печи и интенсифицируется передача выделяющегося тепла к металлу, а также существенно упрощается конструктивное исполнение устройств для дожигания газов в ДСП, что позволяет снизить затраты на их эксплуатацию и в целом на технологический процесс выплавки стали.
Поставленная задача достигается тем, что дуговая сталеплавильная печь, содержащая корпус с ванной металла и шлака, свод, боковые стены и фурму для подачи потока кислорода на дожигание горючих газов в рабочем пространстве печи, отличающаяся тем, что она снабжена установленным в своде корпуса печи патрубком для отсоса отходящих из печи газов, а упомянутая фурма установлена внутри упомянутого патрубка с возможностью ее перемещения вдоль оси патрубка и относительно этой оси в пределах 30-60°.
При этом упомянутая фурма на торце своего корпуса имеет сопло, на внутренней поверхности которого выполнена резьбовая нарезка, и выполнена с возможностью закручивания потока кислорода и размещения его во встречном потоке отходящих из ванны горючих газов в пространстве между сводом, стенами и ванной внутри корпуса печи.
Кроме того, фурма установлена в патрубке с возможностью образования зазора для отсоса потока отходящих из рабочего пространства печи горючих газов после их дожигания в закрученном потоке кислорода.
В частном случае патрубок в своде и фурма выполнены металлическими и водоохлаждаемыми, причем корпус патрубка имеет механизм перемещения фурмы вдоль оси патрубка и относительно этой оси.
В свою очередь, сопло фурмы выполнено в виде сопла Лаваля из жаропрочного сплава или металла.
Закрученный поток кислорода на выходе из сопла Лаваля встречается с потоком отходящих из ванны печи горючих газов в пространстве между сводом, стенами и ванной внутри корпуса печи. В результате массообменного взаимодействия горючих газов и газообразного кислорода образуется факел дожигания с выделением тепла от дожигания газов в сторону поверхности ванны агрегата, а образующиеся газы после дожигания отсасываются в патрубок через зазор между фурмой и внутренней поверхностью корпуса патрубка в своде дуговой печи.
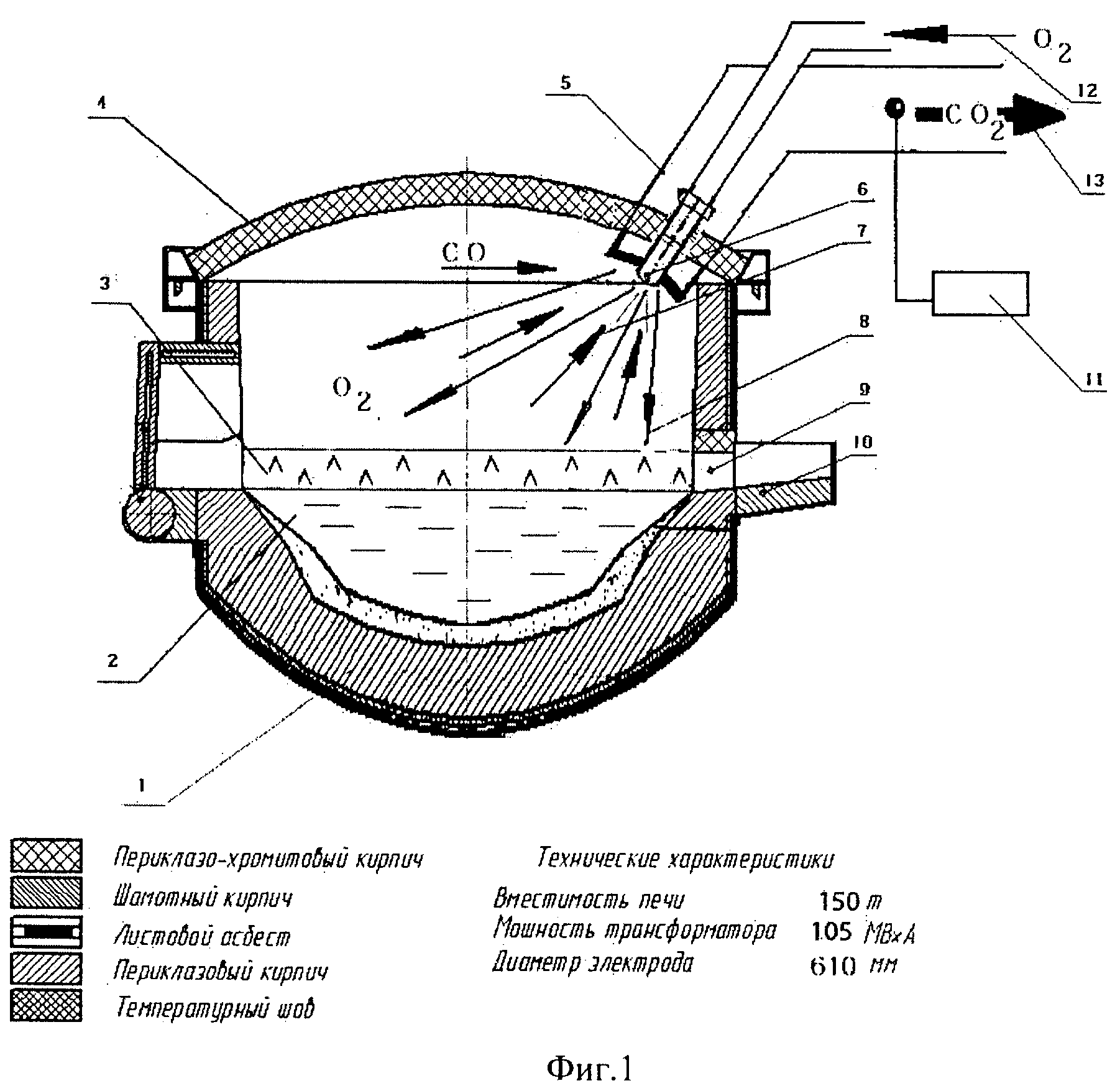
На фиг.1 приведена конструкция ДСП (1), включающая ванну с металлом (2) и шлаком (3) и свод дуговой печи (4), в котором размещен патрубок (5) для отсоса газов после их дожигания в потоке кислорода. Причем поток кислорода поступает в ДСП через фурму (6) с соплом, в котором поток кислорода закручивается, а затем этот поток кислорода (8) взаимодействует с потоком отходящих из ванны потоком (7) горючих газов (CO и H2). После дожигания горючих газов (7) в результате взаимодействия с закрученным потоком кислорода (8) отходящие газы после дожигания отсасываются дымососом через патрубок (5) в атмосферу вне рабочего пространства дуговой печи.
Выделяющееся тепло от дожигания горючих газов передается излучением в пространство между сводом, стенами и поверхностью ванны, что интенсифицирует нагрев металла (2) и шлака (3). После процесса окончания плавки в ДСП (1) жидкий металл (2) и шлак (3) выпускают в ковш через отверстие печи (9) с помощью летки (10), а состав отходящих из патрубка (5) газов подвергается контролю (11) на содержание CO, H2, CO2, N2 с целью оптимизации подачи кислорода (12) на дожигание газов через фурму (6) в патрубке (7), а поток отходящих из патрубка газов отсасывается из печи (13) дымососом в дымовую трубу агрегата.
При использовании новой схемы устройства в ДСП (фиг.1) с размещением фурмы (6) в патрубке (5) свода (4) агрегата не требуется создание дополнительного отверстия в своде, как это имеет место во всех известных изобретениях, что упрощает конструктивное исполнение нового устройства (фиг.1) и при этом заметно снижаются затраты на его эксплуатацию.
Дуговая сталеплавильная печь (фиг.1, поз.1) имеет отличие в том, что между патрубком (5) и фурмой (6) образован зазор, в котором размещен при отсосе поток отходящих из печи газов (7), причем этот поток образован после дожигания горючих газов в потоке закрученного кислорода (8), который расположен перед фурмой (6) и патрубком (5).
Кроме того, дуговая сталеплавильная печь отличается тем, что патрубок (5) в своде (4) и фурма (6) выполнены металлическими и водоохлаждаемыми, причем корпус патрубка (5) имеет механизм перемещения фурмы (6) как вдоль оси, так и относительно оси патрубка.
Предлагаемая печь (1), отличается также тем, что ось фурмы (6) с соплом размешена на оси патрубка (5) с возможностью наклона оси фурмы к поверхности ванны с металлом (2) и шлаком (3).
При этом дуговая сталеплавильная печь отличается еще тем, что сопло фурмы (5) с резьбовой нарезкой выполнено в виде сопла Лаваля из жаропрочного сплава или метала.
Кроме того, организация процесса дожигания горючих газов в объеме закрученного топливного потока (8) интенсифицирует теплообмен излучением в сторону поверхности ванны с металлом и шлаком, что достигается удачным выбором режима дожигания горючих газов вблизи их концентрации в объеме перед входом в патрубок (6).
При взаимодействии горючих газов с закрученным потоком кислорода интенсифицируется массообмен и дожигание газов концентрируется в объеме ДСП с образованием факела дожигания, т.е. процесс дожигания газов кислородом является более эффективным с точки зрения повышения производительности процесса дожигания и интенсификации теплообмена в системе факел дожигания, ванна, стены и свод дуговой печи.
Внедрение в практику производства электростали в ДСП с применением такого устройства для дожигания горючих газов в потоке закрученного кислорода обеспечивает сокращение [1, 4] длительности плавки на 10-15%, снижение расхода электроэнергии на 5-10% и увеличение производительности на 3-5%.
Список литературы
1. Меркер Э.Э. и др. Дуговая печь для выплавки стали. // Патент РФ №2374582 от 27.11.2009. Бюл. №33.
2. Арутюнов В.А. и др. Фурма для дожигания горючих газов в полости сталеплавильных агрегатов.// Патент РФ №2084541 от 20.07.1997 г.
3. Арутюнов В.А. и др. Фурма для дожигания горючих газов в полости металлургических агрегатов.// Патент РФ №2130082 от 10.05.1999 г.
4. Нейгебауэр О.Г. и др. Состав газовой фазы в рабочем пространстве дуговой печи.// Сталь №5, 1987 г, с.38-42.
5. Арутюнов В.А. и др. Способ дожигания горючих газов в ДСП и устройство для его осуществления.//Патент РФ №2081180 от 10.06.1997. БИ:01/2009.
6. Арутюнов В.А. и др. Дуговая сталеплавильная печь. // Патент Рф №2084542 от 20.07.1997. БИ:12/2005.
7. Арутюнов В.А. и др. Фурма для дожигания газов в дуговой печи. Патент РФ №2025496, кл. С21В 13/00, С21С 5/48, 1994 г.
Способ определения радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ регулирования электроплавки железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ плавки стали из железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ управления выплавкой стали в дуговой сталеплавильной печи
Дуговая печь для электроплавки стали
Измерительный инструмент для контроля радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ получения спеченного пористого вольфрамового каркаса
Способ изготовления наноразмерного твердого сплава
Способ получения стального порошка для производства спеченных изделий из шлифовального шлама шх15
Мишень для получения функциональных покрытий и способ ее изготовления
Способ сшивания рваных и резаных ран в условиях экстренной хирургии и устройство для его осуществления
Способ формирования бидоменной структуры в пластинах монокристаллов сегнетоэлектриков
Способ определения радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ регулирования электроплавки железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ плавки стали из железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ управления выплавкой стали в дуговой сталеплавильной печи
Дуговая печь для электроплавки стали
Измерительный инструмент для контроля радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ получения спеченного пористого вольфрамового каркаса
Способ изготовления наноразмерного твердого сплава

