Результат интеллектуальной деятельности: СОЕДИНЕНИЕ ДЕТАЛЕЙ ИЗ ТИТАНА И СТАЛИ ДИФФУЗИОННОЙ СВАРКОЙ
Вид РИД
Изобретение
Изобретение относится к способу соединения диффузионной сваркой деталей разной природы, одной из титана, а другой из стали, а также к металлическим деталям, полученным этим способом, в частности, турбинным валам для газотурбинных двигателей.
В рамках исследований, направленных на снижение шума, расхода топлива и эмиссии CO2 авиационных двигателей, приходится очень сильно повышать крутящий момент, передаваемый турбинным валом низкого давления газотурбинного двигателя, не изменяя диаметр и вес этого вала, что заставило Заявителя разработать получение вала с центральной частью из композитного материала с титановой матрицей, содержащей на концах детали из высокопрочной стали, которые подвергают механической обработке с получением относительно сложных форм, чтобы соединить с другими компонентами газотурбинного двигателя.
Соединение центральной части из титана и деталей с концами из стали создает проблемы, которые до настоящего времени не были еще решены в удовлетворительной степени, тем более что в случае турбинных валов места соединения титан-сталь должны иметь очень высокие механические характеристики.
Изобретение предлагает с этой целью способ соединения титановых деталей и стальных деталей путем диффузионной сварки, отличающийся тем, что заключается в том, чтобы:
- поместить две тонкие металлические вставки между титановой деталью и стальной деталью, содержащие со стороны титана тонкий лист или слой ниобия или ванадия, а со стороны стали тонкий лист или слой меди,
- поместить в вакуум сборку из двух деталей и двух вставок, и
- подвергнуть эту систему горячему изостатическому сжатию при температуре, составляющей примерно от 900°C до 950°C, и давлении, составляющем примерно от 1000 бар до 1500 бар, причем за этим горячим изостатическим сжатием следует контролируемое охлаждение.
Горячее изостатическое сжатие сборки, образованной титановой деталью, вставками и стальной деталью, позволяет соединить титановую деталь и стальную деталь путем диффузионной сварки, причем вставки предотвращают миграцию титана в сталь, и миграцию железа в титан, что создало бы интерметаллические фазы, делающие место соединения обеих деталей хрупким.
Как правило, горячее изостатическое сжатие состоит в том, чтобы осуществить укладывание элементов и сделать непроницаемой, обычно сваркой, периферию этих элементов, оставляя отверстие на уровне поверхности контакта для дегазации. После дегазации, осуществляемой откачкой через отверстие, отверстие герметично заделывают, обычно сваркой. Затем укладку подвергают повышенному давлению газа (обычно аргона) при повышенной температуре в течение заданного времени. Горячее изостатическое сжатие устраняет зазор между элементами и осуществляет сварку в твердом состоянии элементов.
В настоящем случае длительность горячего изостатического сжатия составляет примерно от одного часа до трех часов. В описываемом ниже конкретном примере осуществления изобретения оно равно примерно двум часам.
Согласно другой характеристике изобретения, способ состоит затем в проведении термической обработки указанной выше сборки, содержащей первое выдерживание при примерно 800°C с последующим охлаждением и второе выдерживание при примерно 450°C с последующим охлаждением.
Во время этой термообработки указанная выше сборка выдерживается под давлением примерно от 1000 бар до 1500 бар.
Эти вставки имеют малую толщину, примерно от 20 до 50 мкм, и могут быть образованы штамповкой листов или осаждением металла на концы соединяемых деталей.
Согласно еще одной характеристике изобретения, способ состоит в механической обработке концов собираемых деталей, чтобы придать им неплоские сопряженные формы, причем конец стальной детали содержит по меньшей мере одну выходящую часть, вдающуюся в полую часть титановой детали.
Эти формы с выгодой используют разницу теплового расширения титана и стали в течение горячего изостатического сжатия, чтобы гарантировать сохранение контакта между двумя деталями во время нагревания и охлаждения.
Форма концов деталей может быть, например, конической или биконической.
Изобретение предлагает также металлическую деталь, содержащую часть из титана и часть из стали, отличающуюся тем, что обе эти части соединяют путем осуществления способа диффузионной сварки, описанного выше, причем концы этих частей соединены вставками из ниобия или ванадия (со стороны титана) и меди (со стороны стали).
Согласно другой характеристике изобретения, титановая часть этой металлической детали является центральной частью, каждый конец которой соединен со стальной частью указанным выше способом диффузионной сварки.
Эта металлическая деталь может быть сплошной или трубчатой.
Центральная часть этой детали сделана из композитного материала с титановой матрицей.
Металлическая деталь может представлять собой турбинный вал, предназначенный для газотурбинного двигателя.
Объектом изобретения является также газотурбинный двигатель, такой, как турбореактор или турбовинтовой двигатель, отличающийся тем, что он содержит турбинный вал определенного выше типа.
Изобретение станет более понятным, и другие его характеристики, детали и преимущества выявятся более четко при изучении дальнейшего описания, которое приводится в качестве примера со ссылкой на приложенные чертежи, на которых:
- фигура 1: схематический вид в разрезе, иллюстрирующий место соединения между титановой деталью и стальной деталью согласно изобретению,
- фигура 2: блок-схема основных этапов способа согласно изобретению,
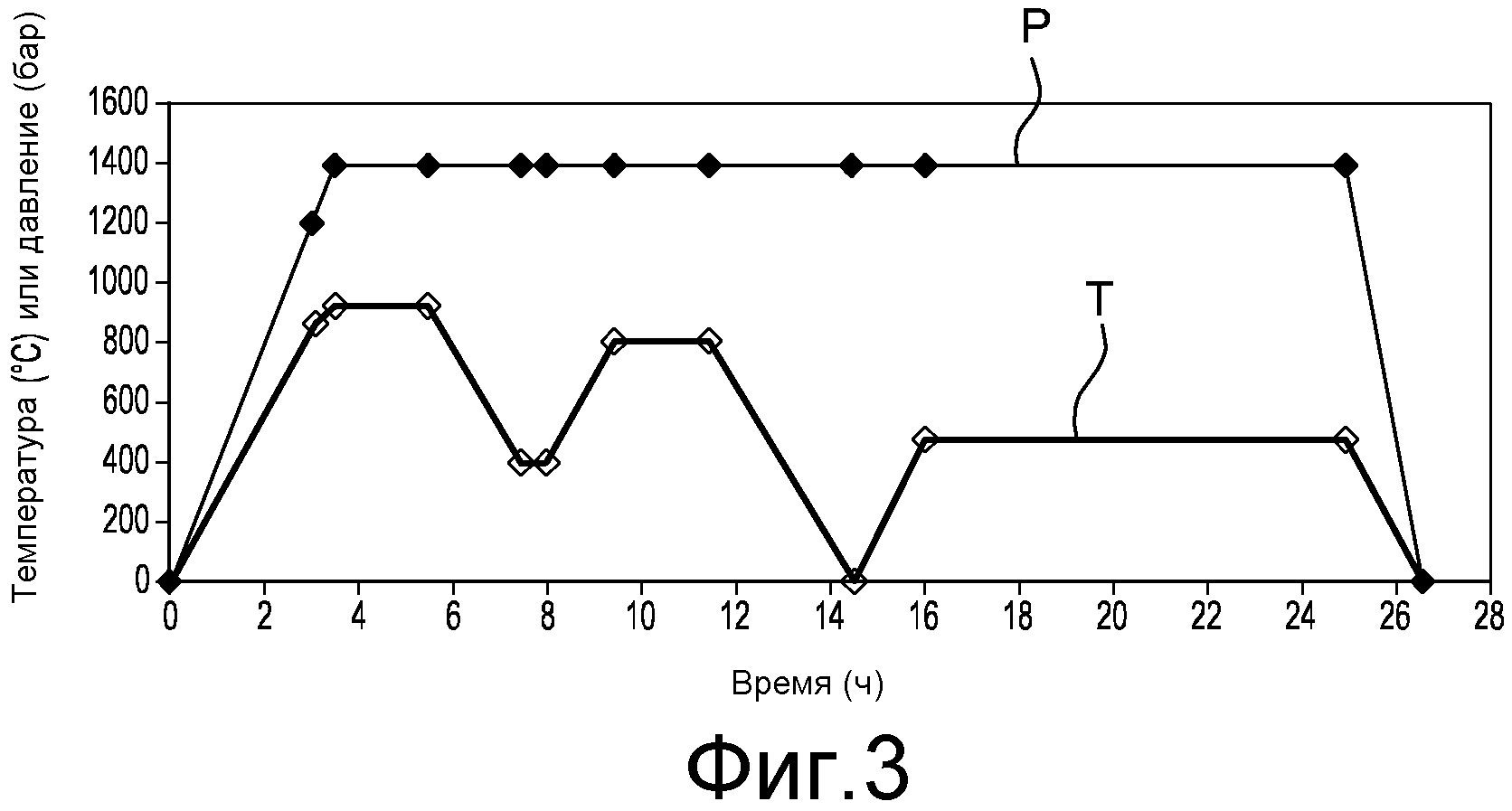
- фигура 3: график кривых давления и температуры во время горячего изостатического сжатия и термообработки в способе согласно изобретению,
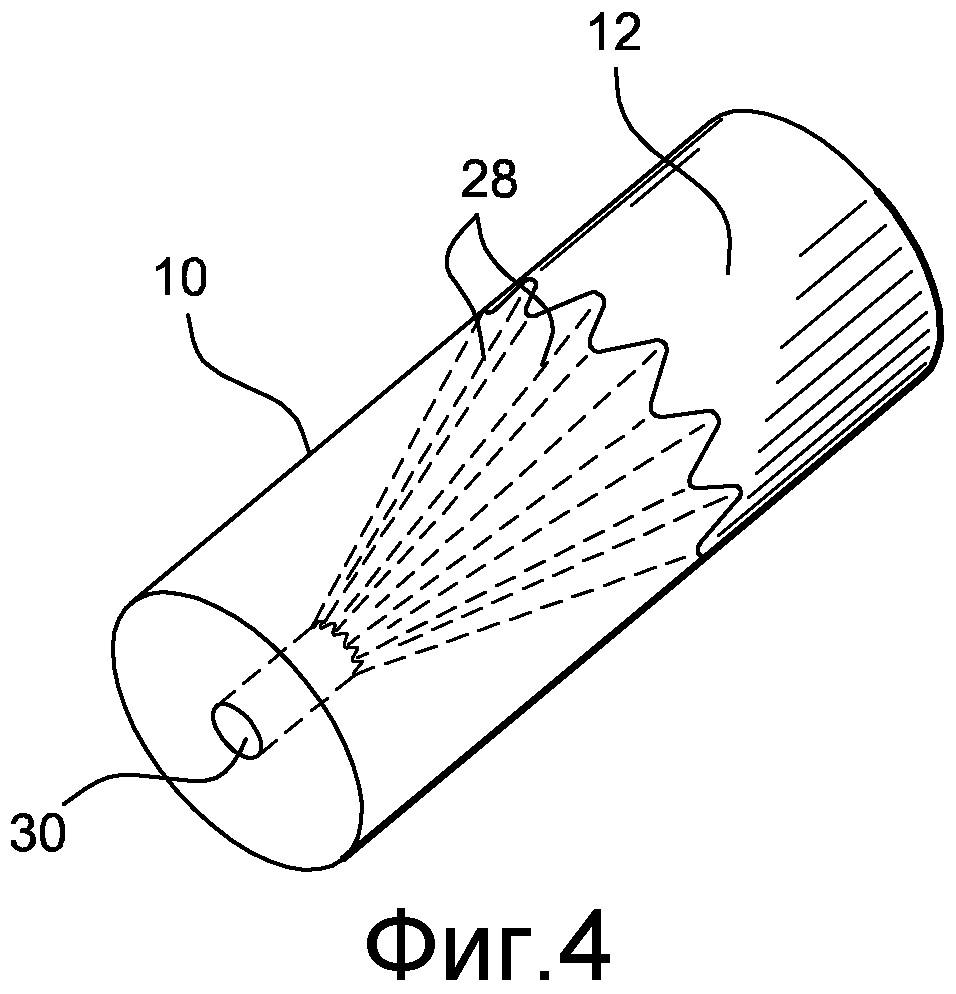
- фигура 4: схематический вид в изометрии другой формы соединения титановой детали и стальной детали,
- фигура 5: схематический вид в разрезе конца стальной детали в одном варианте изобретения,
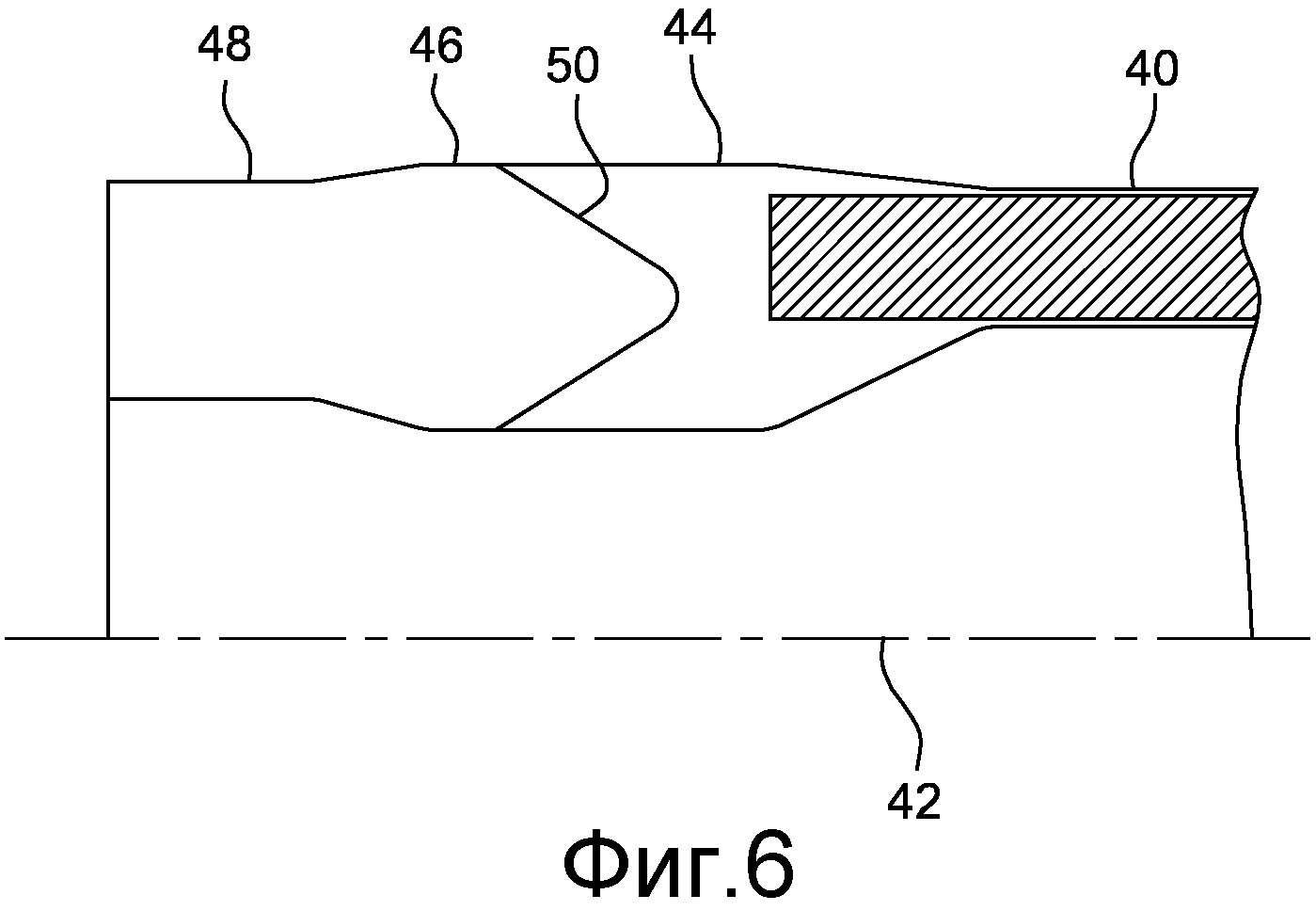
- фигура 6: схематический вид в осевом разрезе половины концевой части турбинного вала согласно изобретению.
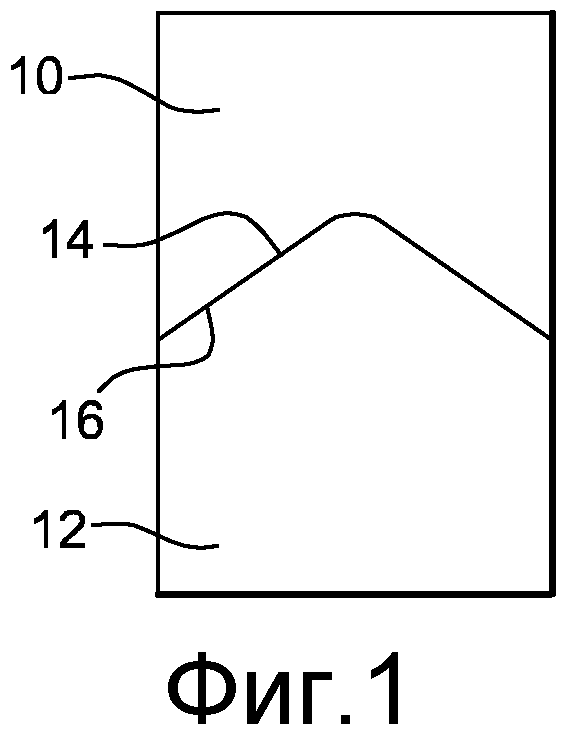
Фигура 1 показывает соединение титановой детали 10 и стальной детали 12, причем место соединения этих двух деталей имеет коническую форму, при этом конец детали 12 образует пик с закругленной вершиной, который входит в полость сопряженной формы конца детали 10.
Поверхность контакта между двумя деталями образована тонким листом или слоем 14 из ниобия или ванадия, нанесенного на конец титановой детали 10, и тонкого листа или слоя 16 меди, нанесенного на конец стальной детали 12.
Эти вставляемые листы 14, 16 имеют толщину, составляющую, например, примерно от 20 до 50 мкм, и могут быть образованы штамповкой плоских дисков.
Как вариант, вставляемые слои могут быть образованы непосредственно на концах деталей из титана и стали путем осаждения металла известным способом, например, типа PVD (Physical Vapor Deposition - физическое осаждение из паровой фазы), CVD (Chemical Vapor Deposition - химическое осаждение из паровой фазы) или электролитическим осаждением.
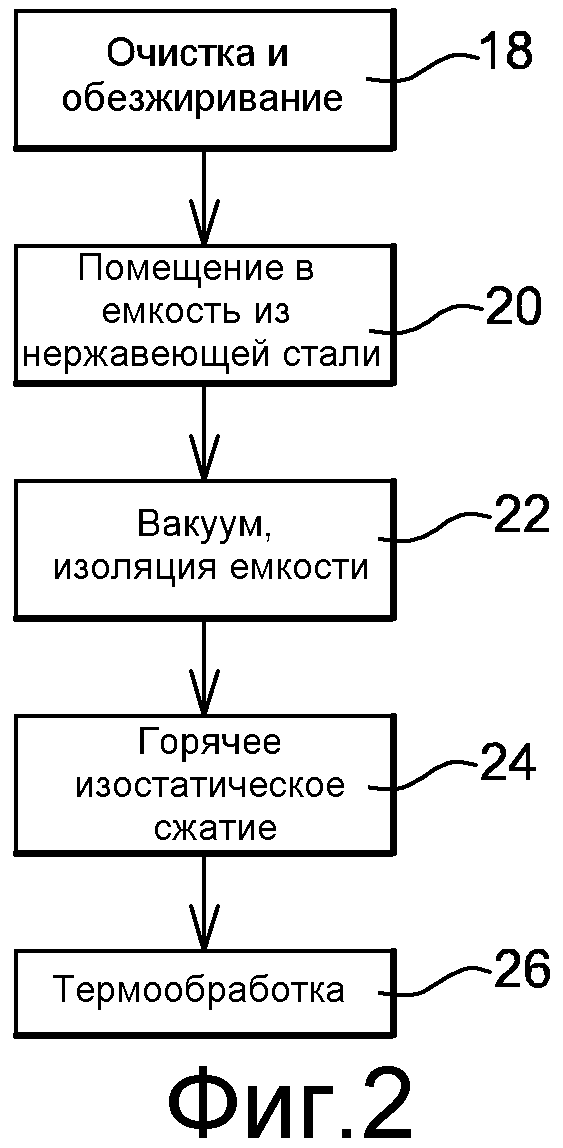
Основные этапы способа согласно изобретению схематически представлены на фигуре 2.
Соединяемые детали сначала подвергают (18) очистке и тщательному обезжириванию, затем на этапе 20 помещают в футляр или емкость из нержавеющей стали известного типа, позволяющую затем применить горячее изостатическое сжатие к деталям, которые в ней содержатся.
На этапе 22 в этой емкости создается вторичный вакуум примерно на двенадцать часов, затем емкость герметично закрывают свариванием.
Затем ее помещают 24 в камеру горячего изостатического сжатия, где сборка титановая деталь-вставки-стальная деталь подвергается действию повышенных температуры и давления в течение времени, составляющем примерно от одного до трех часов, причем температура составляет от 900 до 950°C, а давление от 1000 до 1500 бар.
Затем сборку титановая деталь-вставки-стальная деталь подвергают термообработке 26, цель которой улучшить качество стали, причем термообработка обычно включает в себя выдерживание при высокой температуре, например, порядка 800°C, за которым идет контролируемое охлаждение, и второе выдерживание при повышенной температуре, например, порядка 450°C, с последующим контролированным охлаждением.
В одном частном примере осуществления изобретения, где деталь 10 является сплавом титана Ti6242, а деталь 12 мартенситно-стареющей сталью M250, длительность горячего изостатического сжатия составляет два часа, причем давление равно 1400 бар, а температура равна 925°C.
Первое охлаждение проводится со скоростью 4-5°C в минуту до температуры около 400°C, затем сборку, образованную соединенными деталями 10, 12 и вставками, подвергают термообработке, состоящей из выдерживания в течение двух часов при температуре 790°C и выдерживания в течение двух часов при температуре 455°C с контролируемым охлаждением после первого выдерживания со скоростью охлаждения примерно 4-5°C в минуту до температуры окружающей среды. Охлаждение после выдерживания при 455°C может проводиться на воздухе.
Предпочтительно, система из двух соединенных деталей остается под давлением 1400 бар в течение всего горячего изостатического сжатия и термообработки стали.
Эти характеристики горячего изостатического сжатия и термообработки стали проиллюстрированы на фигуре 3, где кривая P показывает изменение давления, приложенного к собираемым деталям, а кривая T показывает изменение температуры, действию которых подвергнуты эти детали, причем на оси абсцисс указано время в часах, а температура в градусах Цельсия C и давление в барах указаны на оси ординат.
Горячее изостатическое сжатие позволяет, благодаря гидростатическому давлению 1000-1500 бар, пройти через этапы охлаждения термообработки без повреждения вставок. Повреждение пластичного металла, такого, как медь, при сильном гидростатическом давлении замедляется, так как это давление ингибирует образование и рост вокруг дефектов. Таким образом, предотвращаются проблемы, встречавшиеся в предшествующем уровне техники, где термообработка стали, из-за эффекта разного расширения под одноосным сжатием, вызывает значительные сдвиговые напряжения во вставках и разрушение максимально вязкой вставки.
На фигуре 4 схематически показан один вариант осуществления формы соединения титановой детали 10 и стальной детали 12. В этом варианте конец стальной детали 12 содержит усеченно-коническую верхушку с бороздками 28, которые идут от вершины конуса к его основанию вдоль образующих конуса. Обе детали 10 и 12 выполнены, кроме того, с выточкой по 30 центру.
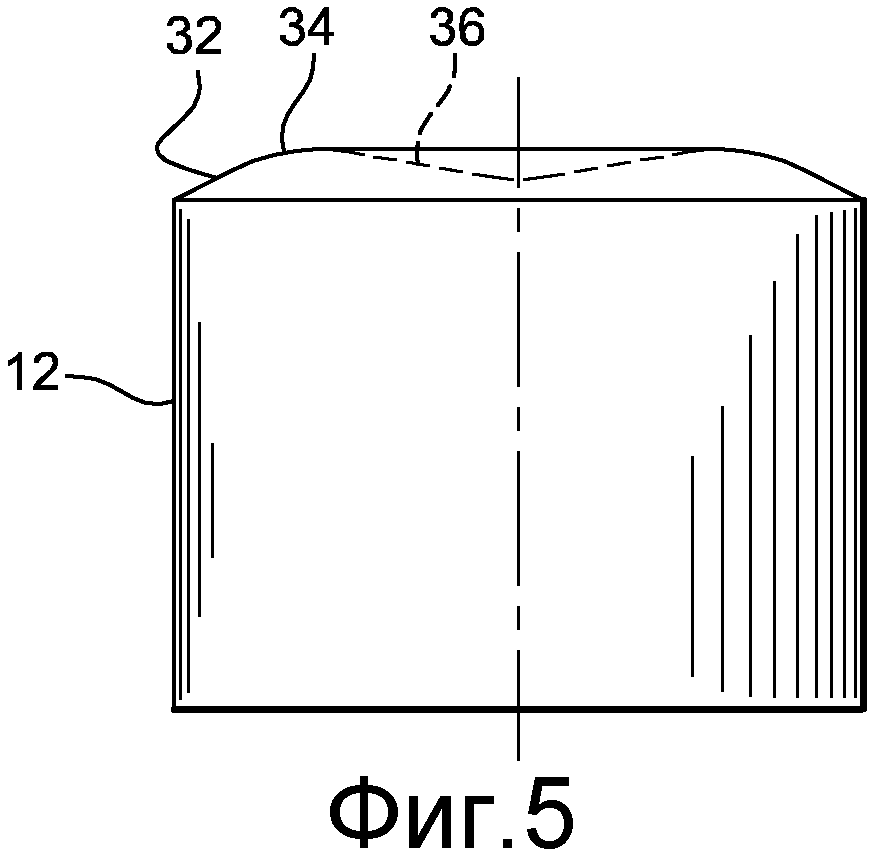
Другая форма осуществления места соединения между двумя деталями представлена схематически на фигуре 5 для стальной детали 12.
Конец этой детали, который должен соединяться с концом титановой детали, имеет биконическую форму и содержит усеченно-коническую поверхность 32, проходящую от периметра цилиндра детали 12 к оси этой детали и выпячивается на детали 12, причем эта усеченно-коническая поверхность соединена выпуклым закруглением 34 с конической поверхностью 36, которая идет в направлении, противоположном первой поверхности, и которая выполнена полой на конце детали 12, причем эта поверхность 36 проходит от закругления 34 до центральной оси детали 12.
Угол при вершине поверхности усеченного конуса 32 равен, например, 120°, тогда как угол при вершине для конической поверхности 36 равен приблизительно 160°.
Форма конца детали 10 из титана является сопряженной с формой, показанной на фигуре 5.
На фигуре 6 схематически показана часть вала турбины низкого давления согласно изобретению, которая содержит центральную часть 40 из композитного материала с матрицей из титана, причем эта центральная часть является трубчатой с осью 42 и имеет более высокую толщину на своем конце 44 для соединения с соответствующим концом 46 трубчатой насадки 48 из высокопрочной стали, которая образует деталь для соединения с другим компонентом газотурбинного двигателя, такой, как турбореактор или турбовинтовой двигатель самолета.
Выполнение этой насадки 48 из стали позволяет придать ей посредством механической обработки любую подходящую форму, которая может быть относительно сложной.
Другой конец (не показан) центральной части 40 вала также соединен с насадкой такого же типа, как на фигуре 6.
Соединение концов 44 центральной части 40 с насадками 48 осуществляется способом диффузионной сварки, описанным выше, с вставками из ниобия (или ванадия) и меди между титановыми и стальными деталями.
Место соединения 50 между каждым концом центральной части 40 и насадкой 48 имеет коническую форму с вершиной, закругленной в виде дуги окружности, направленной к центральной части 40.
В одном примере осуществления дуга окружности при вершине места соединения имеет радиус больше 20 мм, а угол при вершине составляет приблизительно 60°.
В одном частном примере осуществления изобретения центральная часть 40 вала турбины низкого давления имеет наружный диаметр 81 мм и сделана из композитного материала с матрицей из Ti6242 и длинных волокон SiC, а насадки 48 выполнены из мартенситно-стареющей стали M250. Места соединения концов центральной части 40 с насадками 48 способны передавать крутящий момент, соответствующий потере лопатки, то есть приблизительно 70000 Н·м. Кроме того, эти места соединений могут выдерживать без появления трещин 25000 циклов разгона, в ходе которых передаваемый крутящий момент составляет порядка 41500 Н·м (причем разгон является фазой полета, когда передаваемый крутящий момент максимален при нормальных условиях применения).
Вращающийся узел вентилятора газотурбинного двигателя, вентилятор, содержащий узел, и газотурбинный двигатель
Устройство фиксации секторов кольца вокруг вала турбины турбомашины, турбомашина, сектор кольца и турбина турбомашины
Форсажная камера двухконтурного турбореактивного двигателя, двухконтурный турбореактивный двигатель и кронштейн стабилизатора пламени для форсажной камеры
Жаропрочный сплав на основе никеля, способ изготовления детали и деталь турбомашины
Узел, состоящий из лопатки и рубашки охлаждения, и направляющий сопловой аппарат газотурбинного двигателя, содержащий данный узел, способ установки и ремонта этого узла
Способ цельного калибрования закаливаемого картера, устройство для осуществления данного способа
Сектор направляющих лопаток газотурбинного двигателя, ступень сжатия, компрессор и газотурбинный двигатель
Устройство впрыскивания смеси воздуха с топливом, камера сгорания и газотурбинный двигатель, снабженные таким устройством
Противообледенительная система входного конуса авиационного газотурбинного двигателя
Центральное тело сопла турбореактивного двигателя и турбореактивный двигатель
Система впрыска топлива для камеры сгорания турбомашины, содержащей кольцевую стенку с сужающимся внутренним профилем
Держатель трубы для отвода воздуха в турбогенераторе
Лопатка турбомашины, содержащая накладку, защищающую торец лопатки
Инструмент для отвинчивания соединительной гайки модульного ротора газотурбинного двигателя
Способ сборки приводного силового гидроцилиндра и приводной силовой гидроцилиндр
Отвинчивающая инструментальная оснастка и способ отвинчивания соединительной гайки
Способ изготовления компонента с истираемым покрытием

