Результат интеллектуальной деятельности: НОЖ ДЛЯ ОТРЕЗКИ ЗАГОТОВОК
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, в частности к резке полых оболочек труб.
Из уровня техники известен плоский нож для отрезки заготовок с прошивкой верхней зоны трубы (Мещерин В.Т., «Листовая штамповка». Атлас схем, М., Машиностроение, 1975, стр.59).
Недостатком данной конфигурации ножа является то, что прошивка нижнего сечения трубы приводит к дополнительному усилию и искажению этой зоны трубы и отрезанной заготовки.
Наиболее близким решением по технической сути и достигаемому результату является плоский нож для отрезки заготовок с предварительной прорезкой паза в трубе. Нож входит в прорезь трубы и отрезает отход и заготовку (Романовский В.П. Справочник по холодной штамповке. Л. Машиностроение, 1979, стр.14).
Недостаток известной конфигурации ножа состоит в том, что для отрезки заготовки большого диаметра необходим достаточно длинный ход ножа, что снижает производительность процесса.
Техническим результатом заявленного изобретения является уменьшение величины хода ножа и снижение усилий отрезки заготовки в конце хода ножа, за счет определенного конфигурации профиля режущей части ножа.
Поставленный технический результат достигается за счет того, что в ноже для отрезки трубчатых заготовок, содержащем плоское основание и режущую часть, согласно изобретению, его режущая часть выполнена выпуклой с выемкой в центральной зоне и выполнена с геометрическими параметрами:
В=D+(2,5-3)S; R=(1,2-1,3)D; r=(0,25-0,3)D; h=(1,3-1,5)S,
где:
В - ширина ножа, R - радиус кривизны режущей поверхности, r - радиус выемки, h - глубина выемки, D - диаметр трубчатой заготовки, S - толщина стенки трубчатой заготовки.
Изобретение поясняется графическими материалами, где:
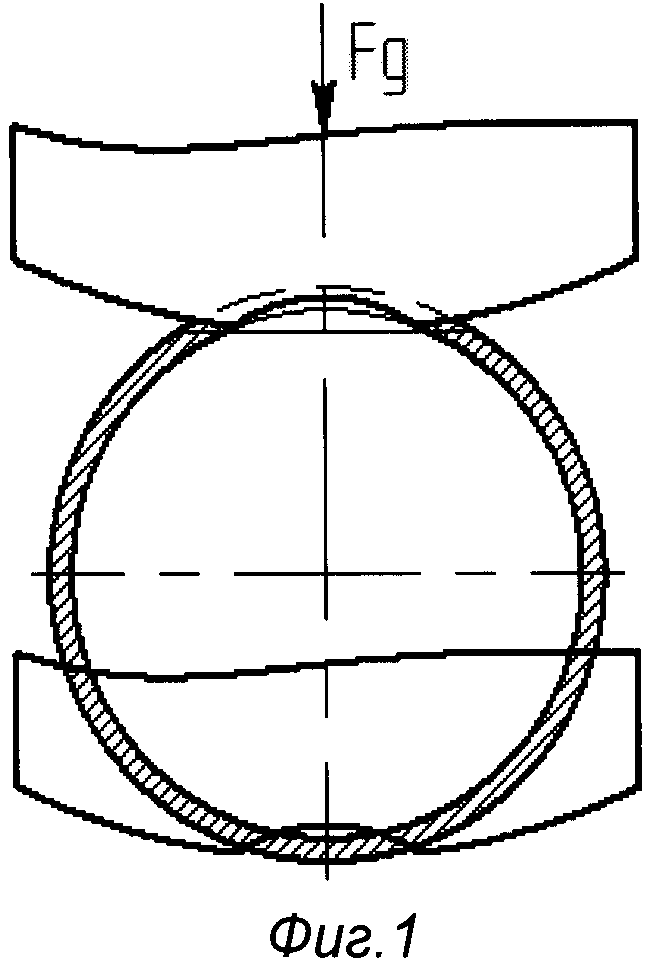
на фиг.1 схематично показан процесс резки трубы ножом предлагаемого профиля;
на фиг.2 и фиг.3 - конструкция плоского ножа для отрезки заготовок.
Конструктивно нож для отрезки заготовок является плоским элементом, состоящим из трех элементов: плоское основание 1, на которое передается усилие резки от деформирующего пресса; вогнутой режущей части 2, вогнутый профиль которой с выемкой 3 обеспечивает уменьшение хода ножа и выемки в центральной зоне ножа, уменьшающей усилие резки в конечный момент отделения заготовки.
Заявленное изобретение осуществляется следующим образом.
При выполнении операции отрезки режущая часть 2 плоского основания 1 внедряется в предварительно прорезанный паз в трубчатой заготовке и при соприкосновении со стенкой трубы создается усилие отрезки, которое посредством вогнутого профиля режущей части 2 плоского основания 1 постоянно возрастает за счет увеличения контактной поверхности со стенкой трубчатой заготовки. В последующем в конце хода ножа основной профиль режущей части 2 ножа выходит из сечения трубы, и начинается процесс отделения сечения трубы в зоне выемки 3 в центральной зоне. Вогнутый профиль 3 в режущей части 2 основания 1 обеспечивает небольшое усилие, по причине конкретных размеров выемки, с постепенным снижением усилия до нуля.
Толщина ножа выбирается из условия осевой устойчивости, материала трубы и минимального отхода при резке трубы. Ширина ножа B определяется условием свободного выпадения отхода из штампа в момент полного отделения заготовки от трубы. Длина ножа 1 зависит от габаритных размеров штампа. Необходимые геометрические параметры ножа получены экспериментальным путем и составляют: B=D+(2,5-3)S;
R=(1,2-1,3)D; r=(0,25-0,3)D; h=(1,3-1,5)S, где В - ширина ножа, R - радиус кривизны режущей поверхности, r - радиус выемки, h - глубина выемки, D - диаметр трубчатой заготовки, S - толщина стенки трубчатой заготовки.
По сравнению с прототипом, заявленная совокупность признаков, изложенная в формуле изобретения, позволяет обеспечить меньший ход, приравненный к диаметру трубы, постоянное усилие отрезки заготовки, которое уменьшается до нулевого значения в момент отделения заготовки от трубы.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности, неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для отрезки трубчатых заготовок;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте нижеизложенной формулы, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Нож для отрезки трубчатых заготовок, содержащий плоское основание и режущую часть, отличающийся тем, что режущая часть ножа выполнена выпуклой с выемкой в центральной зоне, а нож в зависимости от диаметра трубчатой заготовки D и толщины стенки трубчатой заготовки S имеет следующие геометрические параметры:В=D+(2,5-3)S; R=(1,2-1,3)D; r=(0,25-0,3)D; h=(1,3-1,5)S,где:В - ширина ножа, R - радиус кривизны режущей поверхности, r - радиус выемки, h - глубина выемки.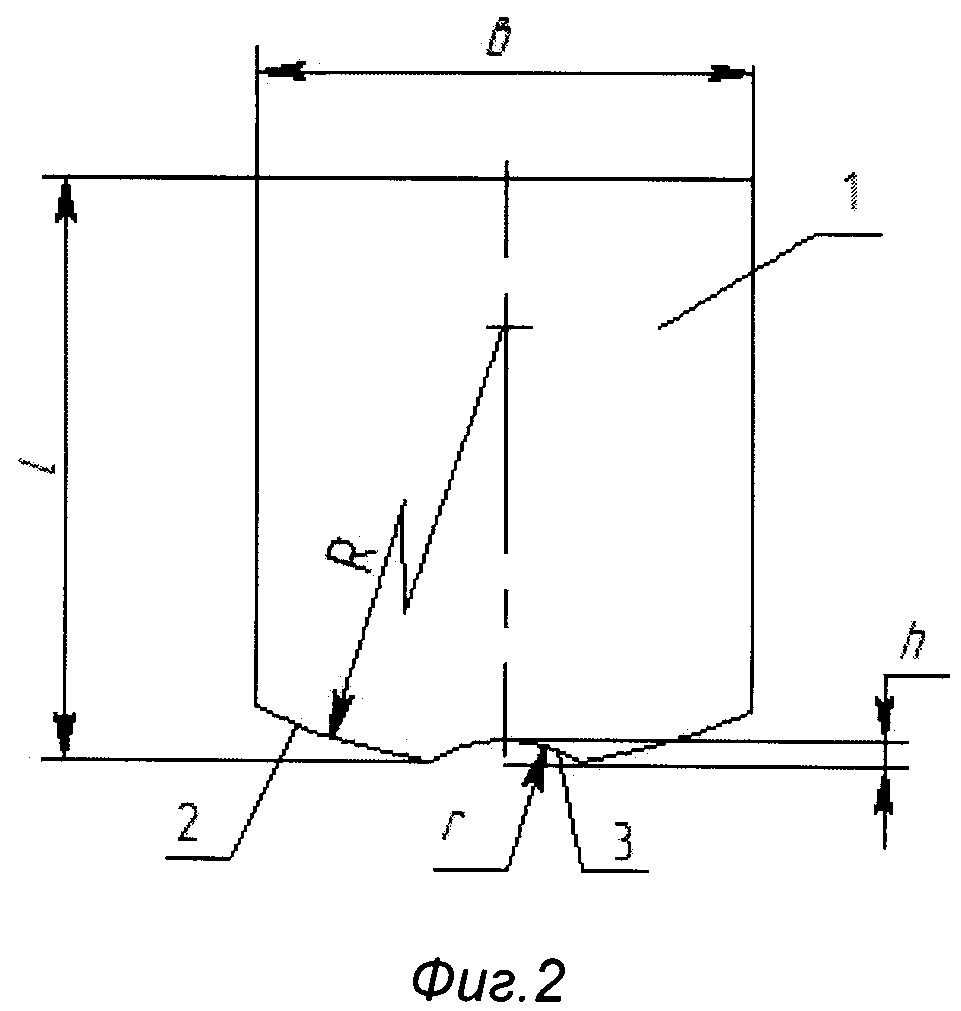
Устройство для определения смещения оси шпинделя токарного станка
Способ определения прочности металлических запорных элементов обратного клапана гидрорезного оборудования
Способ правки абразивного круга
Устройство для профилирования шлифовального круга алмазным стержневым правящим инструментом
Способ определения оптимальной скорости резания в процессе металлообработки
Устройство ультразвуковой пропитки волокнистых материалов
Способ компенсации тепловых деформаций исполнительных узлов металлорежущего станка с чпу
Способ изготовления трубчатых деталей с отводами посредством гидравлической штамповки
Способ получения композиционных покрытий из порошковых материалов
Инструмент для обработки отверстий
Устройство для определения смещения оси шпинделя токарного станка
Способ определения прочности металлических запорных элементов обратного клапана гидрорезного оборудования
Способ правки абразивного круга
Устройство для профилирования шлифовального круга алмазным стержневым правящим инструментом
Способ определения оптимальной скорости резания в процессе металлообработки
Устройство ультразвуковой пропитки волокнистых материалов
Способ компенсации тепловых деформаций исполнительных узлов металлорежущего станка с чпу
Способ изготовления трубчатых деталей с отводами посредством гидравлической штамповки
Способ получения композиционных покрытий из порошковых материалов
Инструмент для обработки отверстий

