Результат интеллектуальной деятельности: РЕЖУЩАЯ ПЛАСТИНА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к режущей пластине, устанавливаемой в инструменте с механическим креплением индексируемой многогранной режущей пластины.
Предшествующий уровень техники
Известна режущая пластина, которая выполнена с формой, подобной многоугольной пластине, и которая имеет режущую кромку, образованную на участке пересечения между верхней поверхностью и каждой боковой поверхностью режущей пластины. Для обеспечения возможности надлежащей обработки стружки режущая пластина имеет стружколомающую канавку, образованную между ее центральной частью и каждой угловой режущей кромкой, образованной в соответствующей одной из угловых частей верхней поверхности, при этом в стружколомающей канавке выполнен стружколомающий выступ.
Режущая пластина, описанная в патентном документе 1, отличается тем, что она имеет выступающие участки, каждый из которых выступает от ее центральной части в стружколомающую канавку по направлению к соответствующей угловой режущей кромке, и выдающиеся части, каждая из которых выступает за соответствующий выступающий участок по направлению к соответствующей угловой режущей кромке, и тем, что наклонный выступ предусмотрен между выдающейся частью и стружколомающей канавкой.
Перечень ссылок
Патентная литература
Патентный документ 1: Выложенная патентная публикация Японии No. Н06-190612 (1994).
Краткое изложение сущности изобретения
Техническая проблема
Однако в режущей пластине, описанной в патентном документе 1, выступ выдающейся части представляет собой ровную наклонную поверхность, что приводит к большой площади контакта между выступом и стружкой. Это обуславливает тенденцию увеличения сопротивления резанию (фрикционного сопротивления) между стружкой и режущей пластиной. Кроме того, режущая пластина имеет двухступенчатую конструкцию, включающую в себя выступающий участок, выступающий по направлению к угловой режущей кромке, и выдающуюся часть, выступающую за выступающим участком по направлению к режущей кромке. Таким образом, если будет сделана попытка при большой глубине резания обеспечить возможность входа стружки в контакт с выступающим участком и, следовательно, ее завивания, выдающаяся часть может вызвать образование чрезмерной преграды для стружки, что вызывает увеличение сопротивления резанию, в зависимости от режима резания.
Если конструкция режущей пластины по патентному документу 1 будет изменена для обеспечения ее эффективной работы при большой глубине резания для решения вышеописанной проблемы, то при малой глубине резания будет обеспечено образование недостаточной преграды для стружки и, следовательно, ее нестабильное завивание.
Настоящее изобретение было создано для решения вышеописанных проблем. Задача настоящего изобретения заключается в разработке режущей пластины, которая обеспечивает возможность стабильной обработки стружки и уменьшения сопротивления резанию в широком диапазоне режимов.
Решение проблемы
В соответствии с настоящим изобретением разработана режущая пластина, образованная из пластинчатого элемента с по существу многоугольной наружной формой и имеющая переднюю поверхность, образованную на, по меньшей мере, одной из противоположных поверхностей пластинчатого элемента, заднюю поверхность, образованную на боковой поверхности, простирающейся между противоположными поверхностями, и режущие кромки, каждая из которых образована на участке пересечения, на котором передняя поверхность и задняя поверхность пересекаются, при этом режущая кромка включает в себя угловые режущие кромки, образованные в соответствующих угловых частях противоположной поверхности с образованной на ней передней поверхностью, и боковые режущие кромки, образованные вдоль двух боковых краевых частей, простирающихся с противоположных сторон каждой из угловых режущих кромок, при этом режущая пластина отличается тем, что стружколомающая канавка, образованная на противоположной поверхности с образованной на ней передней поверхностью и внутри по отношению к угловой режущей кромке, содержит выступ, выступающий вверх от внутренней части стружколомающей канавки, при этом выступ имеет верхнюю поверхность, образующую верхнюю часть выступа, переднюю рельефную поверхность, обращенную к угловой режущей кромке и простирающуюся от стружколомающей канавки до верхней поверхности, и боковые рельефные части, расположенные с противоположных сторон передней рельефной части, и верхняя поверхность пересекается как с передней рельефной поверхностью, так и с каждой из боковых рельефных поверхностей, и тем, что первый участок пересечения, на котором передняя рельефная поверхность и верхняя поверхность пересекаются друг с другом, простирается линейно, второй участок пересечения, на котором каждая из боковых рельефных поверхностей и верхняя поверхность пересекаются друг с другом, простирается от соответствующей одной из противоположных сторон первого участка пересечения и содержит часть, для которой расстояние от соответствующей боковой режущей кромки постепенно увеличивается по мере увеличения расстояния от угловой режущей кромки, передняя рельефная поверхность имеет такую криволинейность, что она выдается наружу, и каждая из боковых рельефных поверхностей имеет такую криволинейность, что она выдается наружу.
В соответствии с вышеописанной конфигурацией передняя рельефная поверхность обращена к переднему концу соответствующей угловой режущей кромки и простирается от стружколомающей канавки до верхней поверхности, и первый участок пересечения, на котором передняя рельефная поверхность и верхняя поверхность пересекаются друг с другом, простирается линейно. Таким образом, передняя рельефная поверхность обеспечивает возможность образования преграды для стружки и надежного регулирования. Кроме того, стружка, контактирующая с передней рельефной поверхностью, может регулируемым образом проходить в заданном направлении. Это создает возможность стабильного завивания стружки, контактирующей с передней рельефной поверхностью. Кроме того, передняя рельефная поверхность имеет такую криволинейность, что она выдается вперед. Следовательно, стружка, контактирующая с передней рельефной поверхностью, может быть быстро отделена от передней рельефной поверхности. Это позволяет предотвратить возможный избыточный контакт между каждой из передних рельефных поверхностей и стружкой. Следовательно, может сдерживаться рассеивание стружки, и сопротивление резанию может быть уменьшено.
Кроме того, в вышеописанной конфигурации второй участок пересечения, на котором каждая из боковых рельефных поверхностей и верхняя поверхность пересекаются друг с другом, простирается в направлении, в котором второй участок пересечения «отходит» от соответствующей угловой режущей кромки, при этом он имеет такую криволинейность, что он выступает от соответствующего одного из противоположных концов первого участка пересечения, и передняя рельефная поверхность имеет такую криволинейность, что она выдается наружу. Таким образом, расстояние от каждой из боковых режущих кромок до передней рельефной поверхности увеличивается в соответствии с глубиной резания. Это обеспечивает возможность предотвращения главным образом рассеивания стружки от боковых режущих кромок и увеличения сопротивления резанию.
Кроме того, каждая из боковых рельефных поверхностей имеет такую криволинейность, что она выдается наружу, в результате чего обеспечивается возможность быстрого отделения стружки, контактирующей с боковой рельефной поверхностью, от боковой рельефной поверхности. Это позволяет предотвратить возможный чрезмерный контакт между каждой из боковых рельефных поверхностей и стружкой. Следовательно, может сдерживаться рассеивание стружки, и сопротивление резанию может быть дополнительно уменьшено.
Угловая режущая кромка предпочтительно представляет собой закругленную вершину, и длина первого участка пересечения составляет, по меньшей мере, 0,05 мм и задана равной радиусу кривизны угловой режущей кромки или меньшей, чем радиус кривизны угловой режущей кромки.
Соединительная часть между передней рельефной поверхностью и каждой из боковых рельефных поверхностей предпочтительно имеет такую криволинейность, что она выдается/выступает по направлению к соответствующей угловой режущей кромке.
Радиус кривизны каждой из боковых рельефных поверхностей предпочтительно постепенно увеличивается по мере увеличения расстояния от соответствующей угловой режущей кромки, как видно в сечении, выполненном параллельно прямой линии первого участка пересечения и перпендикулярно противоположным поверхностям.
Разность высот самого верхнего места и самого нижнего места каждой из боковых рельефных поверхностей предпочтительно постепенно увеличивается по мере увеличения расстояния от соответствующей угловой режущей кромки, как видно в сечении, выполненном параллельно прямой линии первого участка пересечения и перпендикулярно противоположным поверхностям.
Каждая из боковых режущих кромок предпочтительно содержит наклонную часть с высотой, постепенно уменьшающейся по мере увеличения расстояния от соответствующей угловой режущей кромки.
Предпочтительные эффекты изобретения
Настоящее изобретение обеспечивает возможность стабильной обработки стружки и уменьшения сопротивления резанию в широком диапазоне режимов резания для определенной глубины резания. При малой глубине резания передняя рельефная поверхность, которая является широкой, образует преграду для стружки и обеспечивает надежное регулирование стружки. Кроме того, стружка, контактирующая с передней рельефной поверхностью, может регулируемым образом проходить в постоянном направлении. Таким образом, стружка, контактирующая с передней рельефной поверхностью, может стабильно завиваться. Кроме того, при большой глубине резания вследствие того, что второй участок пересечения, на котором каждая из боковых рельефных поверхностей и верхняя поверхность пересекаются друг с другом, простирается в направлении, в котором второй участок пересечения «отходит» от соответствующей угловой режущей кромки, и при этом он имеет такую криволинейность, что он выступает от соответствующего конца первого участка пересечения. Таким образом, расстояние от каждой от боковых режущих кромок до соответствующей боковой рельефной поверхности увеличивается в соответствии с глубиной резания. Это обеспечивает возможность предотвращения главным образом рассеивания стружки от боковых режущих кромок и увеличения сопротивления резанию. Кроме того, может быть предотвращен возможный чрезмерный контакт между каждой из боковых рельефных поверхностей и стружкой. Следовательно, может сдерживаться рассеивание стружки, и сопротивление резанию может быть дополнительно уменьшено.
Краткое описание чертежей
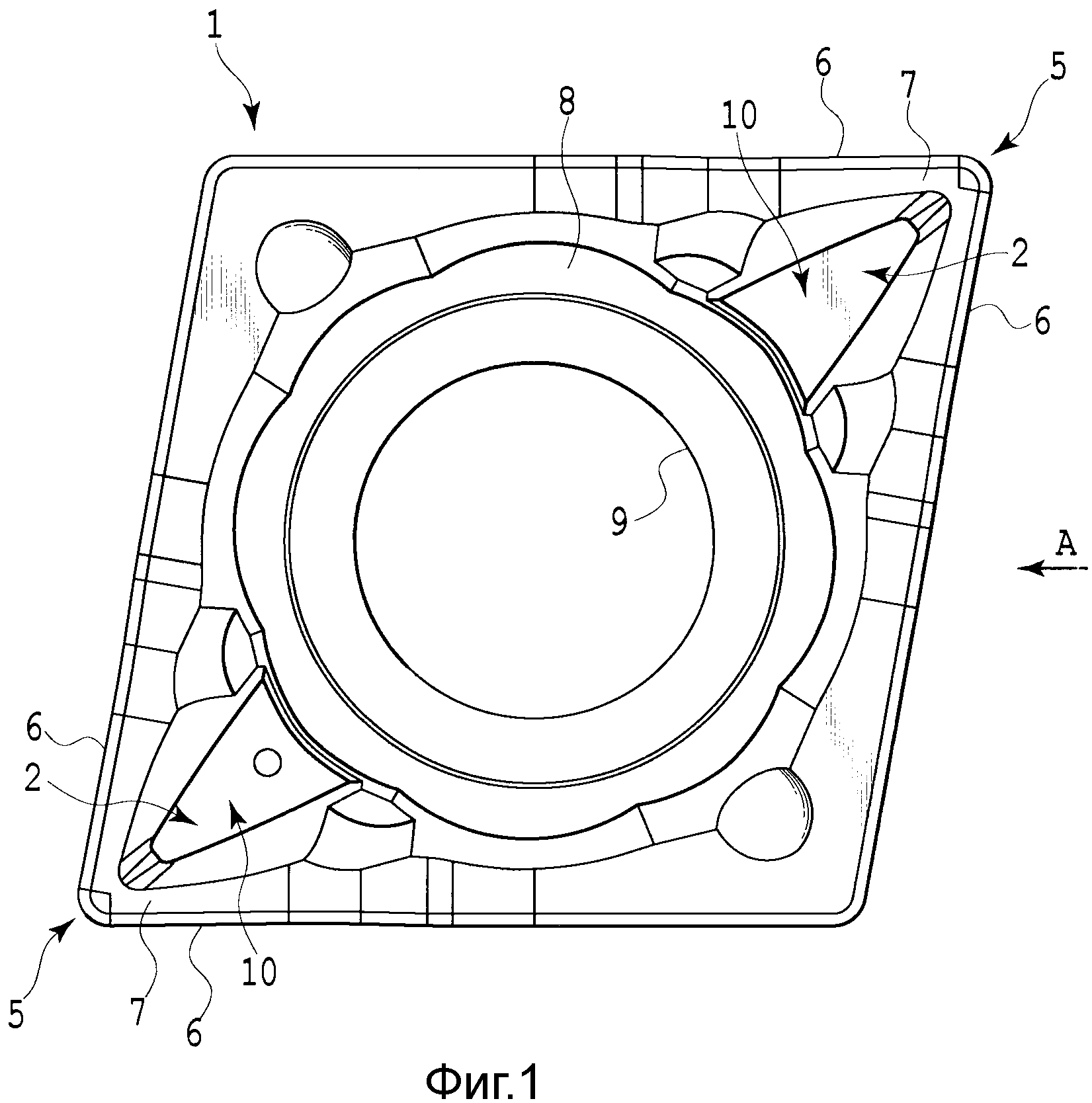
Фиг.1 представляет собой вид в плане режущей пластины в соответствии с одним вариантом осуществления изобретения;
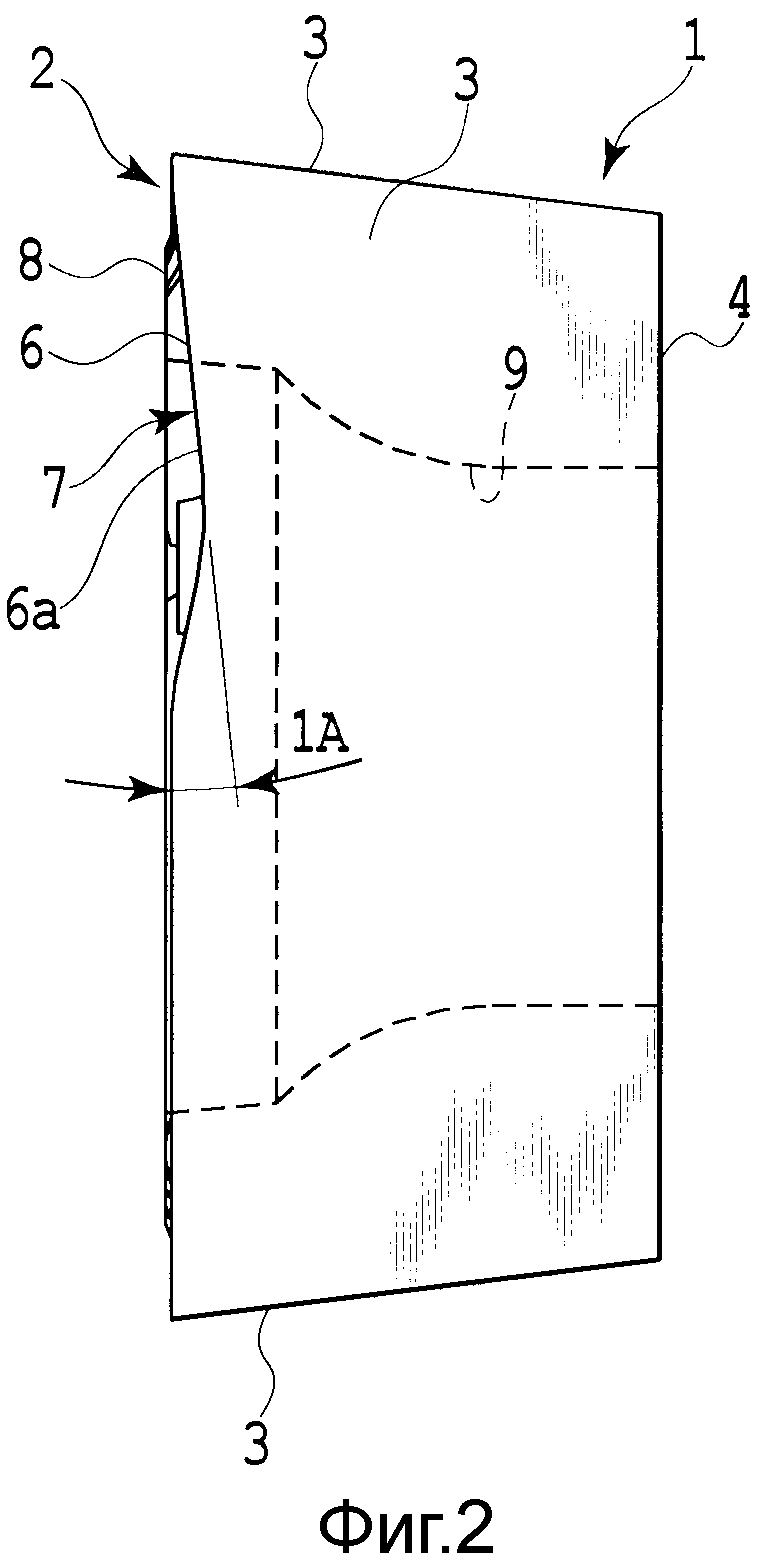
Фиг.2 представляет собой сечение режущей пластины, выполненное по линии А на фиг.1;
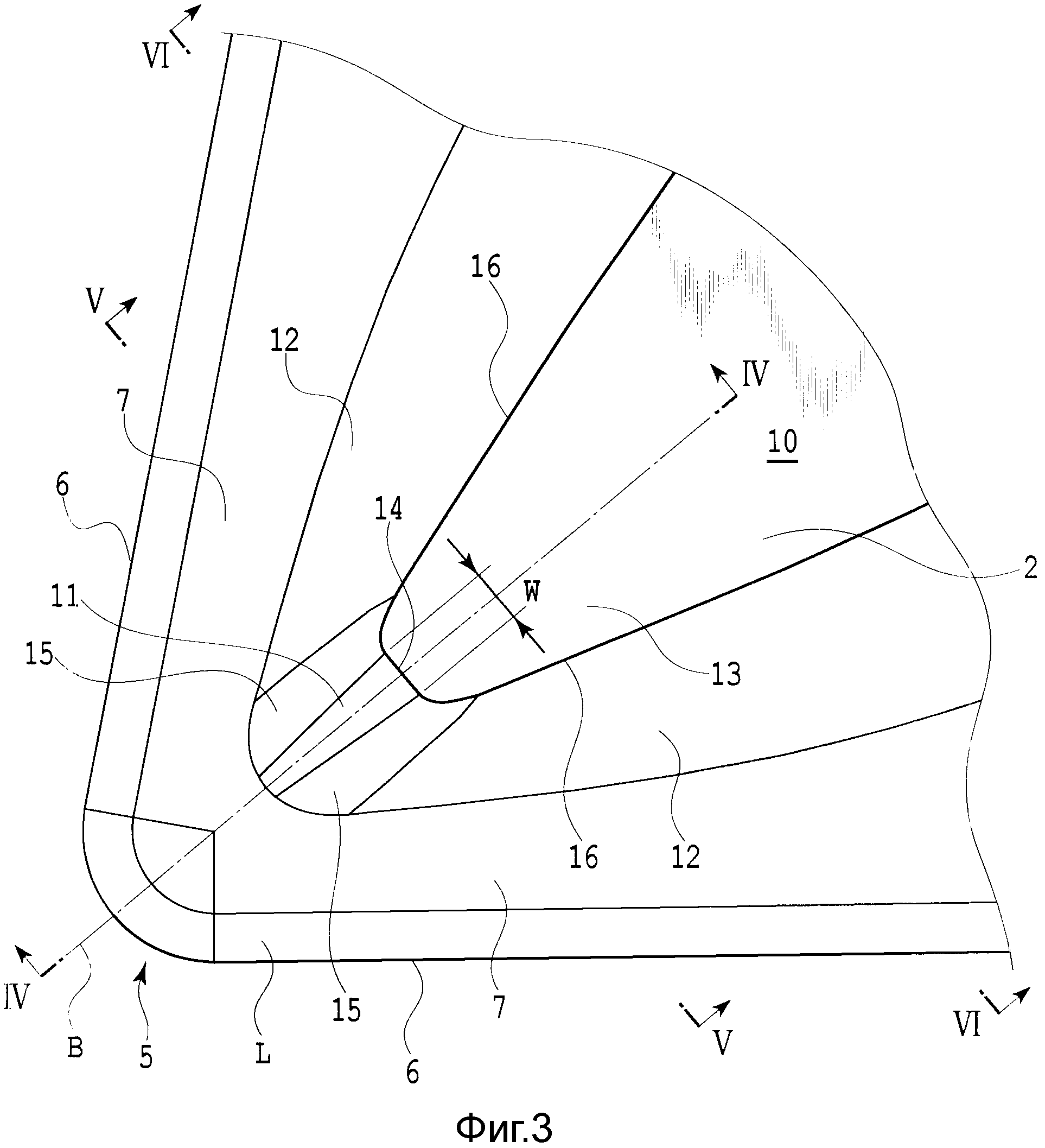
Фиг.3 представляет собой увеличенный вид в плане существенной части режущей пластины, показанной на фиг.1;
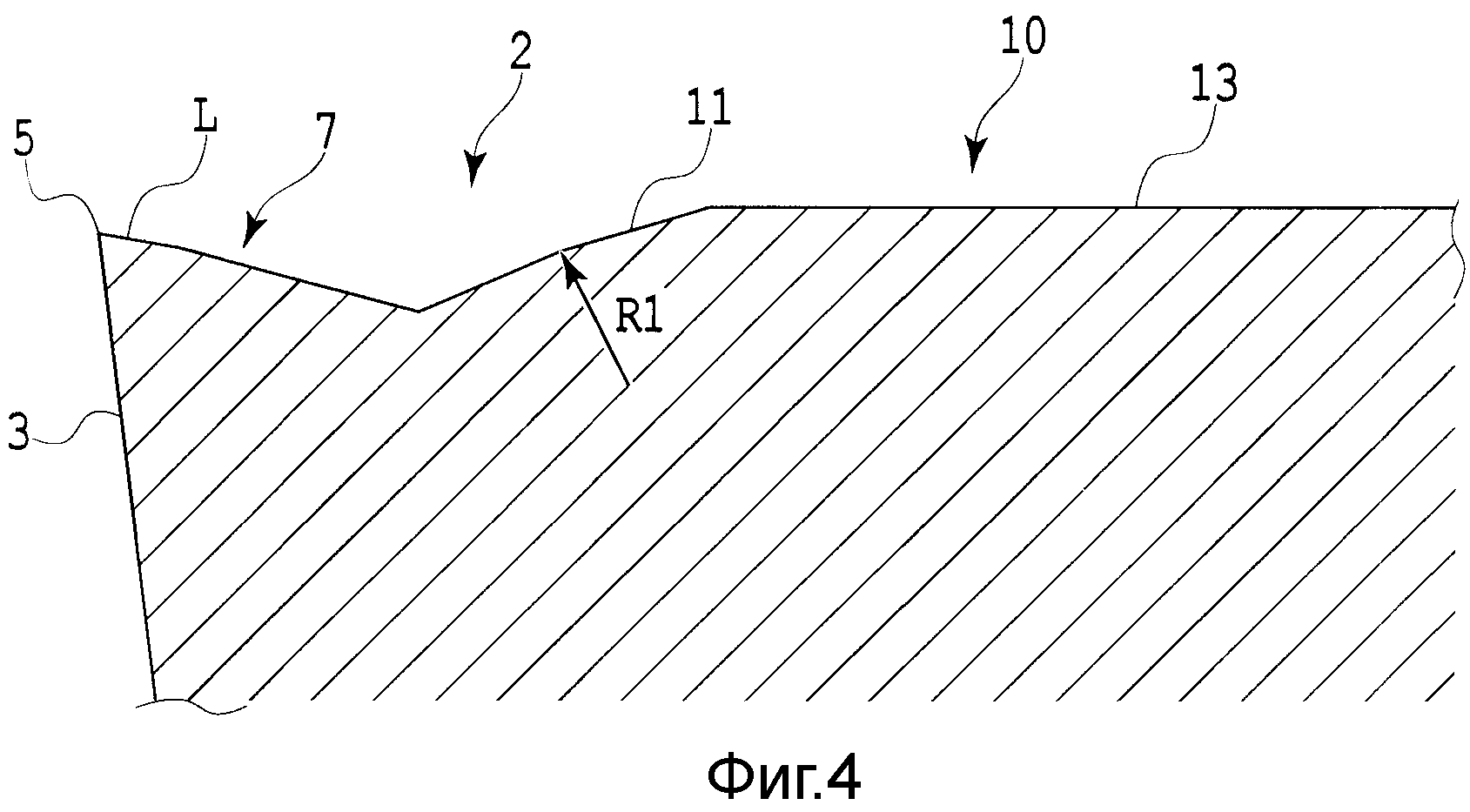
Фиг.4 представляет собой сечение режущей пластины, выполненное по линии IV-IV на фиг.3;
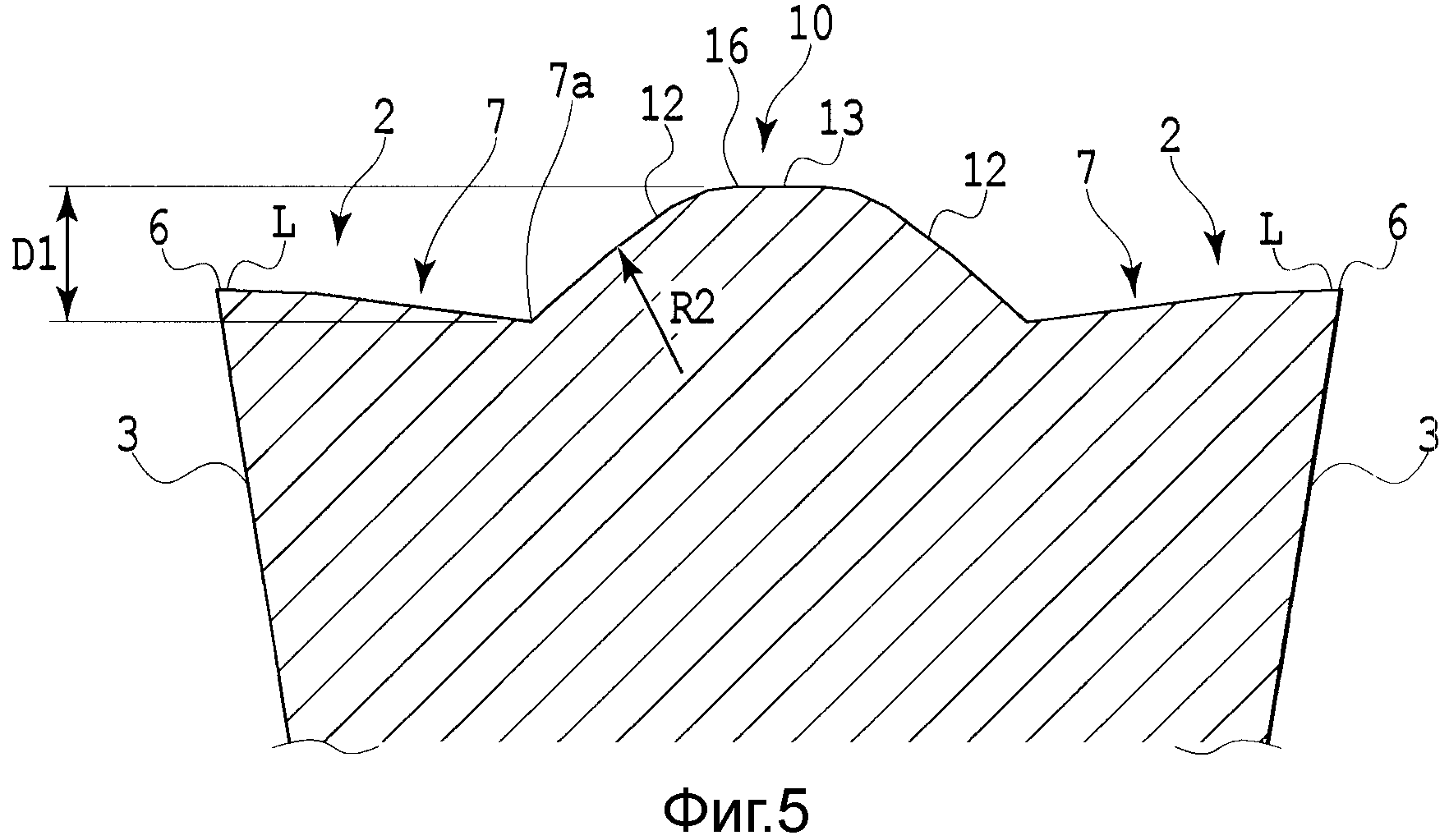
Фиг.5 представляет собой сечение режущей пластины, выполненное по линии V-V на фиг.3; и
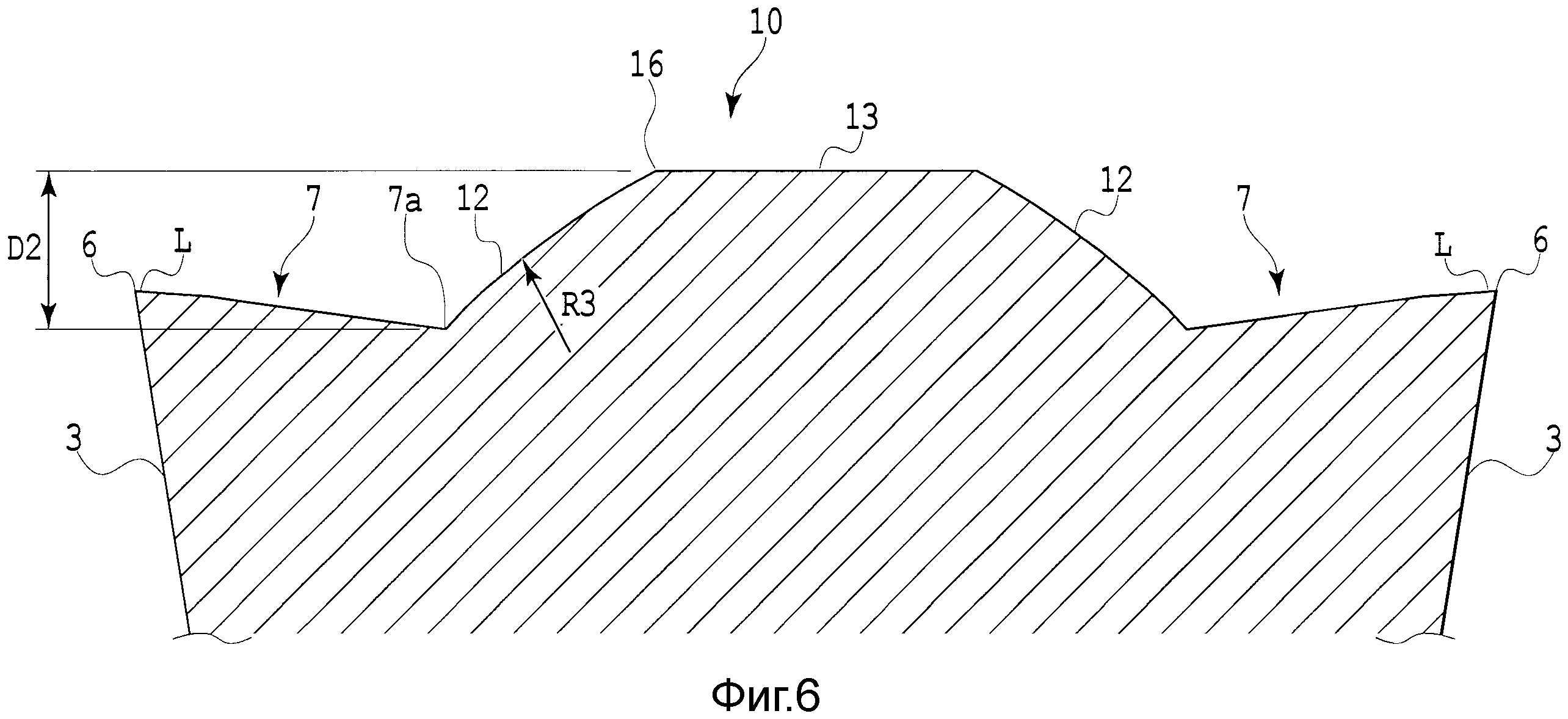
Фиг.6 представляет собой сечение режущей пластины, выполненное по линии VI-VI на фиг.3.
Описание вариантов осуществления
Режущая пластина в соответствии с одним вариантом осуществления настоящего изобретения будет описана ниже со ссылкой на чертежи. Как показано на фиг.1 и фиг.2, режущая пластина представляет собой пластинчатый элемент с по существу ромбической наружной формой. Передняя поверхность 2 образована на одной из ромбовидных поверхностей (противоположных поверхностей) режущей пластины. Другая ромбовидная поверхность служит в качестве установочной поверхности 4, которая входит в опорный контакт с нижней поверхностью верхнего гнезда, выполненного в корпусе режущего инструмента. Задняя поверхность 3 образована на пластинчатой боковой поверхности, простирающейся между передней поверхностью 2 и установочной поверхностью 4. Задняя поверхность 3 пересекает одну из ромбовидных поверхностей (переднюю поверхность 2) с образованием острого угла относительно нее и имеет положительный угол наклона задней поверхности. Угол наклона задней поверхности задается равным самое большее приблизительно 20°. В данном варианте осуществления угол наклона задней поверхности задан равным 7°. Угол наклона каждой задней поверхности может быть задан равным 0°. В этом случае противоположные ромбовидные поверхности пересекают задние поверхности 3 под прямыми углами, и обе ромбовидные поверхности могут быть сделаны доступными для использования посредством избирательного использования одной из ромбовидных поверхностей в качестве передней поверхности 2 и другой - в качестве установочной поверхности 4. В данном варианте осуществления имеющая форму дуги окружности, угловая режущая кромка 5 образована на гребнеобразном участке каждой из тех угловых частей режущей пластины, которые образуют острый угол. Дуга окружности, образующая угловую режущую кромку 5, имеет радиус кривизны, составляющий 0,8 мм.
Режущая кромка 6 образована вдоль каждого бокового края ромбовидной поверхности, на котором передняя поверхность 2 и задняя поверхность 3 пересекаются друг с другом. Угловая режущая кромка 5 и режущие кромки 6 в целом служат в качестве режущей кромки для обрабатываемой детали.
Как проиллюстрировано на фиг.2, режущая кромка 6 включает в себя наклонный участок 6а с высотой, постепенно уменьшающейся по мере увеличения расстояния от соответствующей угловой режущей кромки 5. В данном варианте осуществления наклонный участок 6а наклонен линейно, как видно со стороны боковых поверхностей режущей пластины, и имеет по существу постоянный угол 1A наклона. Угол 1A наклона может быть задан, например, равным, по меньшей мере, приблизительно 2° и самое большее приблизительно 15°. В данном варианте осуществления угол наклона задан равным 6°. Угол 1A наклона можно варьировать в зависимости от положения наклонного участка 6, например, посредством образования наклонного участка 6а подобно кривой линии или посредством использования множества прямых линий. Кроме того, если наклонный участок 6 имеет форму кривой линии, угол 1A наклона определяется как средний из углов между касательной и горизонтальной линией в соответствующих местах наклонного участка 6а. Даже если наклонный участок 6а образован из множества прямолинейных участков с разными углами наклона, угол 1A наклона определяется как средний из углов между касательной и горизонтальной линией в соответствующих местах наклонного участка 6А. Даже если наклонный участок 6а образован из множества линейных участков с разными углами наклона, угол 1A наклона определяется как средний из углов наклона.
Форма контура режущей пластины не ограничена ромбической, но может быть изменена на реальный многоугольник, такой как квадрат, прямоугольник, прямоугольный параллелепипед или треугольник. По меньшей мере, часть передней поверхности 2, часть задней поверхности 3 и угловые режущие кромки 5 и режущие кромки 6 образованы из твердого материала, такого как спеченный карбид/твердый сплав, спеченный карбид/твердый сплав с покрытием, кермет или керамический материал, или спеченная при сверхвысоком давлении прессовка, такая как поликристаллический синтетический алмаз или спеченная прессовка из кубического нитрида бора/эльбора.
В данном варианте осуществления крепежное отверстие 9 образовано в центральной части ромбовидной поверхности так, что оно проходит через обе ромбовидные поверхности в направлении толщины режущей пластины. Образование крепежного отверстия необязательно. Выступающая поверхность 8 образована на ромбовидной поверхности вместе с передней поверхностью 2, образованной на ней, и вокруг открытой части крепежного отверстия 9. Выступающая поверхность 8 представляет собой по существу ровную поверхность, которая расположена немного выше, чем угловые режущие кромки 5 и режущие кромки 6.
Стружколомающая канавка 7 образована на передней поверхности 2, по меньшей мере, внутри по отношению к угловых режущим кромкам 5 и включает в себя направляющую фаску L, расположенную на угловых режущих кромках 5 и режущих кромках 6. Стружколомающая канавка 7 имеет наклонную поверхность, наклоненную так, что высота стружколомающей канавки 7 постепенно уменьшается по мере увеличения расстояния от соответствующей угловой режущей кромки 5 и режущих кромок 6. Наклонная поверхность образует положительный главный передний угол. Передний угол предпочтительно задан больше 0° и равным самое большее 30°; в данном варианте осуществления передний угол задан равным 15°.
Направляющая фаска L может быть образована в стружколомающей канавке 7. Направляющая фаска L образована из конической поверхности или плоской поверхности, простирающейся вдоль режущих кромок (угловых режущих кромок 5 и режущих кромок 6). Направляющая фаска L имеет ширину, составляющую, по меньшей мере, 0,02 мм и самое большее 0,50 мм в направлении, перпендикулярном к режущим кромкам; в данном варианте осуществления направляющая фаска L имеет ширину, составляющую 0,15 мм. Направляющая фаска L может представлять собой отрицательную направляющую фаску, простирающуюся в горизонтальном направлении, как видно в сечении, выполненном ортогонально к режущим кромкам, или положительную направляющую фаску, наклоненную плавно вниз по мере увеличения расстояния от режущих кромок, или отрицательную направляющую фаску, наклоненную плавно вверх по мере увеличения расстояния от режущих кромок. Угол наклона (угол наклона направляющей фаски) положительной направляющей фаски задан, например, больше 0° и равным самое большее 20°; в данном варианте осуществления положительные направляющие фаски образованы с углом наклона (углом наклона направляющей фаски), составляющим 8°. Кроме того, для имеющей наклон вверх, отрицательной направляющей фаски угол наклона может быть задан, например, больше 0° и равным самое большее 20°.
Как показано на фиг.1 и фиг.3, образован выступ 10, который выступает вверх от внутренней части стружколомающей канавки 7, образованной внутри по отношению к двум угловым режущим кромкам 5, как видно в направлении, противоположном передней поверхности 2. Выступ 10 простирается вдоль биссектрисы В угла, образованного между двумя режущими кромками 6, простирающимися от угловой части и по направлению к угловой режущей кромке 5. Выступ 10 имеет переднюю рельефную поверхность 11, боковые рельефные поверхности 12 и переходные поверхности 15, которые все поднимаются вверх от стружколомающей канавки 7, и верхнюю поверхность 13. Передняя рельефная поверхность 11 обращена к угловой режущей кромке 5. Кроме того, передняя рельефная поверхность 11 обращена к переднему концу угловой режущей кромки 5, определяемому точкой пересечения между угловой режущей кромкой 5 и биссектрисой В. Боковые рельефные поверхности 12 образованы с правой и левой сторон передней рельефной поверхности 11. Каждая из боковых рельефных поверхностей 12 имеет участок, простирающийся в направлении, на котором расстояние от соответствующих боковых режущих кромок 6 увеличивается в соответствии с расстоянием от угловой режущей кромки 5. В данном варианте осуществления боковая рельефная поверхность 12 полностью простирается в направлении, в котором расстояние от соответствующей режущей кромки 6 увеличивается. Каждая из переходных поверхностей 15 представляет собой криволинейную поверхность с малой шириной, которая образована на пересечении между передней рельефной поверхностью 11 и соответствующей одной из боковых рельефных поверхностей 12 и которая является плавно непрерывной относительно обеих рельефных поверхностей 11 и 12 с одной и той же касательной. Верхняя поверхность 13 пересекает переднюю рельефную поверхность 11 и боковые рельефные поверхности 12. В данном варианте осуществления верхняя поверхность 13 образована по существу из плоскости, простирающейся в горизонтальном направлении. В правосторонней/левосторонней режущей пластине, в которой только одна режущая кромка 6 из двух боковых режущих кромок 6, простирающихся от угловой режущей кромки 5, служит в качестве активной режущей кромки, передняя рельефная поверхность 12 может быть образована только со стороны режущей кромки 6, служащей для воздействия на переднюю рельефную поверхность 11; это не показано на чертежах.
Как показано на фиг.3, участок 14 пересечения между передней рельефной поверхностью 11 и верхней поверхностью 13 выступа 10 простирается линейно параллельно направлению, ортогональному к биссектрисе В. Длина W участка 14 пересечения равна или меньше радиуса кривизны (0,8 мм) угловой режущей кромки 5. В данном варианте осуществления длина W составляет приблизительно 0,50 мм. Ширина передней рельефной поверхности 11 может быть постоянной независимо от расстояния от угловой режущей кромки 5 или может увеличиваться или уменьшаться в зависимости от расстояния от угловой режущей кромки 5.
В данном варианте осуществления передняя рельефная поверхность 11 образована с шириной, постепенно увеличивающейся по мере увеличения расстояния от угловой режущей кромки 5.
С другой стороны, как проиллюстрировано на фиг.4, передняя рельефная поверхность 11 имеет такую криволинейность, что она выдается вверх и по направлению к угловой режущей кромке 5 (наружу), как видно в сечении, выполненном вдоль биссектрисы В. Радиус R1 кривизны передней рельефной поверхности 11 предпочтительно составляет, по меньшей мере, 0,5 мм и самое большее 5,0 мм; в данном варианте осуществления радиус R1 кривизны задан равным 2,5 мм. Передняя рельефная поверхность 11 не ограничена постоянным радиусом кривизны, но может иметь, по меньшей мере, два разных радиуса кривизны. Если передняя рельефная поверхность 11 имеет, по меньшей мере, два разных радиуса кривизны, каждая дуга окружности предпочтительно имеет радиус кривизны, составляющий, по меньшей мере, 0,5 мм и самое большее 5,0 мм. Вся передняя рельефная поверхность 11 может иметь радиус кривизны, составляющий, по меньшей мере, 0,5 мм и самое большее 5,0 мм, когда аппроксимация по методу наименьших квадратов используется для расчетов.
Как показано на фиг.3, участок 16 пересечения между боковой рельефной поверхностью 12 и верхней поверхностью 13 выступа 10 имеет такой наклон, что расстояние от соответствующей режущей кромки 6 постепенно увеличивается по мере увеличения расстояния от угловой режущей кромки 5. В данном варианте осуществления участок 16 пересечения имеет такую криволинейность, что он выдается по направлению к соответствующей режущей кромке 6 в направлении вдоль режущей кромки 6. Каждая из боковых рельефных поверхностей 12 имеет криволинейную форму поверхности, соответствующую участку 16 пересечения, и образована так, что расстояние от соответствующей режущей кромки 6 постепенно увеличивается по мере увеличения расстояния от угловой режущей кромки 5. В данном варианте осуществления боковая рельефная поверхность 12 имеет такую криволинейность, что она выдается совместно с участком 16 пересечения. С другой стороны, боковая рельефная поверхность 12 имеет такую криволинейность, что она выступает вверх и по направлению к соответствующей режущей кромке 6 (наружу), как видно в сечении, выполненном вдоль направления, ортогонального к биссектрисе В, то есть в направлении, параллельном прямой линии первого участка пересечения. Как проиллюстрировано на фиг.5 и фиг.6, радиус R3 кривизны кривой линии боковой рельефной поверхности 12 на выполненном по линии S3-S3 виде с торца той части боковой рельефной поверхности 12, которая находится далеко от угловой режущей кромки 12, является большим по отношению к радиусу R2 кривизны кривой линии боковой рельефной поверхности 12 на выполненном по линии S2-S2 виде с торца той части боковой рельефной поверхности 12, которая находится близко к угловой режущей кромке 5. Таким образом, радиус R2, R3 кривизны кривой линии боковой рельефной поверхности 12 в сечении, ортогональном к биссектрисе В, предпочтительно постепенно увеличивается по мере увеличения расстояния от угловой режущей кромки 5. Радиусы R2 и R3 кривизны предпочтительно заданы равными, например, по меньшей мере, 0,5 мм и самое большее 5,0 мм.
Для боковой рельефной поверхности 12, как видно в сечении, выполненном ортогонально к биссектрисе В, разность высот D1, D2 самого верхнего места и самого нижнего места боковой рельефной поверхности 12 предпочтительно увеличивается постепенно по мере увеличения расстояния от угловой режущей кромки 5. То есть, как показано на фиг.5 и фиг.6, расстояние от верхней поверхности 13 выступа 10 до соединительной части 7а стружколомающей канавки 7, соединенной с выступом 7, предпочтительно постепенно увеличивается постепенно по мере увеличения расстояния от угловой режущей кромки 5.
Если самое верхнее место/положение боковой рельефной поверхности 12 является постоянным в данном варианте осуществления, высота самого низкого места боковой рельефной поверхности 12 постепенно уменьшается постепенно по мере увеличения расстояния от угловой режущей кромки 5. Разность по высоте D2 в выполненном по линии S3-S3 сечении (фиг.6) той части боковой рельефной поверхности, которая находится далеко от угловой режущей кромки 5, является большой по отношению к разности по высоте D1 в выполненном по линии S2-S2 сечении (фиг.5) той части боковой рельефной поверхности, которая находится близко от угловой режущей кромки 5.
Переходная поверхность 15 с малой шириной образована между передней рельефной поверхностью 11 и каждой из боковых рельефных поверхностей 12 так, что она является плавно непрерывной относительно обеих рельефных поверхностей 11 и 12 с одной и той же касательной.
Верхняя поверхность 13 рельефной части 10 образована из по существу плоской поверхности, простирающейся на высоте, равной высоте выступающей поверхности 8. В режущей пластине, в которой используются обе противоположные ромбовидные поверхности, на установочной поверхности 4 верхняя поверхность 13 вместе с выступающей поверхностью 8 входит в опорный контакт с нижней поверхностью гнезда для установки режущей пластины; это не показано на чертежах. То есть в данном варианте осуществления верхняя поверхность 13 образует часть выступающей поверхности 8.
Вышеописанную режущую пластину устанавливают в верхнее гнездо, образованное на корпусе режущего инструмента; это не показано на чертежах. Установочная поверхность 4 и, по меньшей мере, одна боковая поверхность загруженной режущей пластины входят в опорный контакт с нижней поверхностью и поверхностью стенки верхнего гнезда. После этого режущую пластину прикрепляют к корпусу режущего инструмента с возможностью отсоединения посредством использования элемента с резьбой, который входит в контактное взаимодействие с поверхностью крепежного отверстия 9. Противоположная ромбовидная поверхность выбирается или в качестве передней поверхности 2, или установочной поверхности 4; это не показано на чертежах. В режущей пластине, в которой используются обе противоположные ромбовидные поверхности, выступающая поверхность 8 и верхняя поверхность 13 входят в опорный контакт с нижней поверхностью гнезда для установки режущей пластины.
Если корпус режущего инструмента представляет собой инструмент для обработки деталей типа тел вращения, предусмотренный с индексируемой режущей пластиной, ромбовидная поверхность режущей пластины, прикрепленной к корпусу режущего инструмента, которая служит в качестве передней поверхности 2, будет обращена в направлении резания. Кроме того, одна режущая кромка 6 из двух режущих кромок 6, простирающихся от одной из угловых режущих кромок 5 передней поверхности 2, представляет собой боковую режущую кромку, которая обращена в направлении подачи. Другая режущая кромка представляет собой вспомогательную режущую кромку, которая обращена к обработанной поверхности обрабатываемой детали.
Режущая пластина осуществляет точение наружной периферийной поверхности обрабатываемой детали, подаваемой в направлении, параллельном оси вращения обрабатываемой детали, и вращающейся вокруг оси вращения. В данном случае режущая кромка 6, служащая в качестве боковой режущей кромки, и часть угловой режущей кромки 5, которая примыкает к режущей кромке 6, контактируют с обрабатываемой деталью на всей глубине резания в направлении, перпендикулярном к оси вращения (направлению резания), и «несут главную ответственность» за резание. Та часть угловой режущей кромки 5, которая примыкает к режущей кромке 6, служащей в качестве вспомогательной режущей кромки, контактирует с обработанной поверхностью обрабатываемой детали и «несет ответственность» за образование обработанной поверхности.
На вышеописанной режущей пластине стружка со стороны боковой режущей кромки перемещается по направлению к выступу 10, находясь в контакте с частью поверхности стружколомающей канавки 7. После этого стружка перемещается от поверхности стружколомающей канавки 7 и входит в контакт с выступом 10. Если глубина резания настолько большая, что стружка образуется у угловых режущих кромок и режущих кромок 6, стружка входит в контакт с частью поверхности стружколомающей канавки 7 и затем с передней рельефной поверхностью 11 и боковыми рельефными поверхностями 12 выступа 10. Каждая из боковых рельефных поверхностей 12 образована подобно выступающей/выдающейся криволинейной поверхности, имеющей такой наклон, что расстояние от соответствующей режущей кромки 6 увеличивается в соответствии с расстоянием от угловой режущей кромки 5 в направлении вдоль режущей кромки 6, и, таким образом, расстояние от режущей кромки 6 до боковой рельефной поверхности 12 постепенно увеличивается по мере увеличения глубины резания. Следовательно, стружка деформируется до касания всей боковой рельефной поверхности 12 и быстро смещается от боковой рельефной поверхности 12. Это предотвращает чрезмерный контакт между боковой рельефной поверхностью 12 и стружкой. В результате сдерживаются прилипание стружки к боковой рельефной поверхности 12 и рассеивание стружки. Кроме того, предотвращается возможное увеличение сопротивления резанию.
Кроме того, боковая рельефная поверхность 12 имеет такую криволинейность, что она выдается наружу, как видно в сечении, выполненном ортогонально к биссектрисе В. Данная форма боковой рельефной поверхности 12 при большой скорости подачи способствует обеспечению возможности того, что стружка будет быстро оставлять боковую рельефную поверхность 12 для предотвращения возможного чрезмерного контакта между боковой рельефной поверхностью 12 и стружкой. Вышеописанные два аспекта обеспечивают дополнительное сдерживание прилипания стружки к боковой рельефной поверхности 12 и рассеивания стружки и эффективное предотвращение в значительной степени возможного увеличения сопротивления резанию.
В случае малой глубины резания, когда только угловые режущие кромки 5 вовлечены в процесс резания, стружка входит в контакт с передней рельефной поверхностью 11, которая обращена к переднему концу угловой режущей кромки 5. Передняя рельефная поверхность 11 благодаря ее большой ширине образует преграду для стружки, проходящей от угловой режущей кромки 5, и обеспечивает надежное регулирование завивания стружки. Кроме того, поскольку передняя рельефная поверхность 11 имеет такую криволинейность, что она выдается наружу, как видно в сечении, выполненном вдоль вышеописанной биссектрисы В, даже если скорость подачи увеличивается при сохранении малой глубины резания, стружка может быть быстро отделена от передней рельефной поверхности 11. Таким образом, возможный избыточный контакт между боковой рельефной поверхностью 12 и стружкой может быть предотвращен. Это обеспечивает сдерживание прилипания стружки к передней рельефной поверхности 11 и рассеивания стружки и позволяет предотвратить возможное увеличение сопротивления резанию.
Как описано выше, в случае малой глубины резания, когда только угловые режущие кромки 5 вовлечены в процесс резания, передняя рельефная поверхность выступа фактически обеспечивает повышение способности к обработке стружки и уменьшение сопротивления резанию. При получистовой и черновой обработке на большой глубине резания, когда угловая режущая кромка 5 и режущие кромки 6 вовлечены в процесс резания, боковые рельефные поверхности, помимо передней рельефной поверхности, фактически обеспечивают повышение способности к обработке стружки и уменьшение сопротивления резанию. Кроме того, передняя рельефная поверхность 11 и боковые рельефные поверхности 12 эффективно предотвращают рассеивание стружки и обеспечивают уменьшение сопротивления резанию, даже если скорость подачи увеличивается. Это создает возможность стабильной обработки стружки и уменьшения сопротивления резанию в широком диапазоне режимов резания в том, что касается глубины резания и скорости подачи.
На выступе 10 режущей пластины длина W участка 14 пересечения между передней рельефной поверхностью 11 и верхней поверхностью 13 задана равной радиусу кривизны угловой режущей кромки 5 и меньшей, чем радиус кривизны угловой режущей кромки 5. В данном варианте осуществления длина W участка 14 пересечения задана равной 0,50 мм, что составляет приблизительно 63% от радиуса кривизны угловой режущей кромки 5, равного 0,8 мм. Поскольку ширина передней рельефной поверхности 11 увеличивается в соответствии с длиной W участка 14 пересечения, обеспечивается более эффективное образование преграды для стружки. Тем не менее, предотвращается образование чрезмерной преграды для стружки при условии, что верхнее предельное значение длины участка 14 пересечения равно радиусу кривизны угловой режущей кромки 5. Нижнее предельное значение длины W участка 14 пересечения предпочтительно задано равным 0,05 мм для гарантирования надежного образования преграды для стружки. Если длина W участка 14 пересечения меньше 0,05 мм, эффекты настоящего изобретения не могут быть реализованы.
Передняя рельефная поверхность 11 в соответствии с данным вариантом осуществления образована так, что она увеличивается по размеру по мере увеличения расстояния от угловой режущей кромки 5. То есть эффект обеспечения преграды для стружки возрастает по мере увеличения расстояния от угловой режущей кромки 5, другими словами, эффект возрастает от нижней части к верхней части передней рельефной поверхности 11. Таким образом, передняя рельефная поверхность 11, имеющая вышеописанную форму, образует незначительную преграду для толстой и жесткой стружки, перемещающейся вниз относительно угловой режущей кромки 5, и стружки, образующейся при малой скорости подачи, и при этом она образует существенную преграду для тянущейся стружки, перемещающейся вверх относительно угловой режущей кромки 5, и стружки, образующейся при большой скорости подачи. Таким образом, данный вариант осуществления может обеспечить обработку стружки, которая соответствует режиму подачи и свойствам тянущейся стружки.
Разность высот D1, D2 самого высокого места и самого низкого места боковой рельефной поверхности 12 постепенно увеличивается по мере увеличения расстояния от соответствующей угловой режущей кромки 5, как видно в сечении, выполненном ортогонально к биссектрисе В. Помимо этого радиус R2, R3 кривизны выступающей кривой линии боковой рельефной поверхности 12 увеличивается по мере увеличения расстояния от соответствующей угловой режущей кромки 5. Таким образом, стружка, образующаяся в результате получистовой и черновой обработки, которая предусматривает большую глубину резания, может быть надежным образом введена в контакт с боковой рельефной поверхностью 12, которая образует преграду для нее. Возможное увеличение сопротивления резанию может быть предотвращено, и может быть обеспечена надлежащая и стабильная обработка стружки за счет синергии эффекта надежного образования преграды для стружки и эффекта предотвращения избыточного блокирования прохода стружки со стороны боковой рельефной поверхности 12.
В данном варианте осуществления на участке пересечения между передней рельефной поверхностью 11 и каждой из боковых рельефных поверхностей 12, которые являются непрерывными по отношению к соответствующим концам передней рельефной поверхности, образован переходный участок 15 с малой шириной, который является плавно непрерывным как по отношению к передней рельефной поверхности 11, так и по отношению к боковым рельефным поверхностям 12. Если предположить, что переходная поверхность 15 не образована и что на участке пересечения между передней рельефной поверхностью 11 и боковой рельефной поверхностью 12 имеется угол, то стружка, контактирующая с обеими рельефными поверхностями 11 и 12, деформируется так, что она будет резко изгибаться за счет участка пересечения, как видно в сечении, выполненном ортогонально к направлению, в котором выходит стружка. Таким образом, завивание стружки предотвращается, в результате чего потребуется дополнительное усилие для деформирования стружки. Однако наличие переходной поверхности 15 позволяет решить данную проблему.
Кроме того, режущая кромка 6 включает в себя наклонный участок 6а, и также образована переходная поверхность 15. Это стабилизирует направление схода стружки, что позволяет повысить способность к обработке стружки.
Режущая кромка 6 в соответствии с данным вариантом осуществления включает в себя наклонный участок 6а с высотой, постепенно уменьшающейся по мере увеличения расстояния от угловой режущей кромки 5. Это обеспечивает уменьшение основного усилия резания, направленного ортогонально к передней поверхности 2. Режущая кромка 6 также создает эффект схода стружки в сторону от угловой режущей кромки 5 в зависимости от угла 1А наклона наклонного участка 6а. Синергия данных эффектов служит для дополнительной стабилизации обработки стружки и предотвращения рассеивания стружки и увеличения сопротивления резанию.
Настоящее изобретение не ограничено вышеописанным вариантом осуществления. Само собой разумеется, компоненты могут быть добавлены к варианту осуществления, и любые из компонентов варианта осуществления могут быть изменены и удалены без отхода от сущности настоящего изобретения. Кроме того, настоящее изобретение было описано в отношении режущей пластины, предназначенной для использования при точении наружной периферии обрабатываемой детали. Однако настоящее изобретение может быть применено для режущей пластины, предназначенной для использования при точении внутренней периферии и торцевой поверхности обрабатываемой детали. Настоящее изобретение также может быть применено для режущей пластины, предназначенной для использования при фрезеровании и сверлении.
Режущая пластина и режущий инструмент
Режущая пластина и режущий инструмент
Режущий инструмент со сменными режущими кромками и режущие пластины для использования в нем
Режущая пластина
Режущая пластина и режущий инструмент
Режущий инструмент с заменяемой режущей кромкой
Режущий инструмент с износостойким покрытием
Соединительное устройство и режущий инструмент
Режущая пластина и индексируемый вращающийся режущий инструмент
Режущий инструмент с покрытием
Сверло
Сверло с индексируемыми режущими пластинами и корпус сверла
Режущая пластина и торцевая фреза
Режущая пластина
Сверло с индексируемыми режущими пластинами и корпус сверла
Развертка
Режущая пластина и режущий инструмент
Режущая пластина и режущий инструмент
Режущая пластина и режущий инструмент
Режущий инструмент со сменными режущими кромками и режущие пластины для использования в нем

