Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ СКОЛЬЗЯЩЕГО ЛИСТА ЗАТВОРА ПЛАВАЮЩЕЙ КРЫШИ РЕЗЕРВУАРА
Вид РИД
Изобретение
Изобретение относится к нефтяной промышленности, а именно к области резервуаростроения, и может быть использовано для получения скользящих листов затвора плавающей крыши резервуара.
Скользящий лист является одним из конструктивных элементов герметизирующего затвора плавающей крыши резервуара и служит для герметизации резервуара путем прижатия уплотняющего элемента к стенке резервуара.
Ранее для получения заготовки скользящего листа проводили следующие операции:
- Формирование листовой заготовки с требуемыми наружными размерами путем резки листового материала гильотинными ножницами.
- Выполнение в заготовке наружных пазов с использованием фрезерного станка.
- Выполнение в заготовке круглых отверстий на сверлильном станке.
- Выполнение в заготовке квадратных отверстий с использованием гидравлического пресса.
- Удаление с заготовки заусенцев, притупление острых кромок с использованием зачистной пневматической машины.
Указанный набор технологических операций требует неоднократной переустановки заготовки, что снижает точность ее изготовления (процент брака составляет около 10%), кроме того, повышается трудоемкость процесса.
Из уровня техники известен способ изготовления деталей из листового материала путем его резки гидроабразивной струей (см., например, описание системы гидроабразивной резки фирмы "Water Jet Sweden AB" http://www.ruscastings.ru/work/l 68/5618/8094/8096/).
Данная технология позволяет за одну операцию сформировать листовую заготовку с необходимыми наружными размерами и выполнить в ней отверстия (пазы) необходимой конфигурации, что обеспечивает снижение трудоемкости процесса. Однако данный способ без применения дополнительных операций не может быть применен для получения скользящего листа, поскольку для данной детали требуется получение необходимого уровня шероховатости поверхности (Ra 3,2), которая достигается при использовании определенных сочетаний параметров гидроабразивной резки.
Задача заявленного изобретения заключается в создании экономичного способа для получения скользящего листа.
Технический результат изобретения заключается в обеспечении требуемого уровня шероховатости поверхности скользящего листа (Ra=3,2) при повышении производительности процесса его изготовления, а также в повышении экономичности и снижении трудоемкости способа.
Указанный технический результат достигается за счет того, что способ получения скользящего листа затвора плавающей крыши резервуара включает формирование листовой заготовки, выполнение в ней наружных пазов и отверстий для крепежных элементов и гибку полученной заготовки, при этом формирование листовой заготовки и выполнение в ней пазов и отверстий осуществляют путем резки листового металлического материала гидроабразивной струей при давлении подаваемой воды 3800-3900 бар, давлении сжатого воздуха для подачи абразива - 4,5-5,0 бар, расстоянии от сопла гидроабразивной установки до разрезаемого листового материала - 3-5 мм и при расходе абразивного материала 350-400 г/мин, причем в качестве абразивного материала для формирования струи используют гранатовый песок с размером частиц 0,16-0,2 мм.
Кроме того, указанный технический результат достигается в частных формах реализации изобретения за счет того, что:
- резку гидроабразивной струей проводят при скорости перемещении сопла относительно листового материала 550-600 мм/мин,
- резку гидроабразивной струей проводят при вращении сопла по окружности радиусом 0,4 мм с линейной скоростью 380-400 мм/мин,
- резку гидроабразивной струей проводят с шириной реза 0,5-1 мм,
- в качестве листового металлического материала используют лист из стали 12Х18Н10Т толщиной 1,5 мм,
- перед гибкой листовой заготовки осуществляют ее вытяжку.
Технология гидроабразивной резки материалов обладает, в частности, следующими преимуществами:
- отсутствие термического воздействия на материал (температура в зоне реза 60-90°С),
- меньшие потери материала,
- широкий спектр разрезаемых материалов и толщин,
- отсутствие выгорания легирующих элементов в легированных сталях и сплавах,
- отсутствие оплавления и пригорания материала на кромках обработанных деталей и в прилегающей зоне,
- полная пожаро- и взрывобезопасность процесса,
- экологическая чистота и полное отсутствие вредных газовыделений,
- высокое качество реза.
В основе технологии гидроабразивной резки лежит принцип эрозионного воздействия смеси высокоскоростной водяной струи и твердых абразивных частиц на обрабатываемый материал. Физическая сущность механизма гидроабразивной резки заключается в отрыве и уносе из полости реза частиц материала скоростным потоком твердофазных частиц. При этом эффективность воздействия двухфазной струи обеспечивается оптимальным выбором параметров резки, включая давление воздуха и воды, расход и размер частиц абразивного материала и т.д.
Для получения скользящего листа согласно настоящему изобретению гидроабразивную резку осуществляют при следующих параметрах:
давление подаваемой воды 3800-3900 бар,
давление сжатого воздуха для подачи абразива - 4,5-5,0 бар,
расстояние от сопла гидроабразивной установки до разрезаемого листового материала - 3-5 мм,
- абразивный материал - гранатовый песок с размером частиц 0,16-0,2 мм,
- расход абразивного материала 350-400 г/мин.
Авторами настоящего изобретения было неожиданно обнаружено, что приведенные выше режимы гидроабразивной резки в совокупности позволяют получить заготовку скользящего листа, имеющую требуемый для данной детали уровень шероховатости (Ra=3,2, обусловленный особенностями эксплуатации детали) без дополнительных операций поверхностной обработки. Вместе с тем указанные режимы позволяют снизить время гидроабразивной обработки и повысить ее экономичность.
При выходе значений параметров гидроабразивной резки за указанные диапазоны значительно снижается эффективность резки и/или не обеспечивается необходимая шероховатость поверхности скользящего листа.
Следует также отметить, что указанные режимы резки не являются очевидными для специалиста, поскольку влияние режимов гидроабразивной резки на ее производительность, а также на получаемую шероховатость поверхности является многофакторным и характеризуется неожиданными эффектами. При этом данное комплексное влияние не известно из уровня техники.
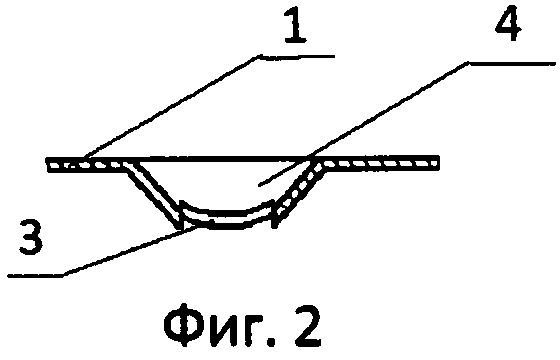
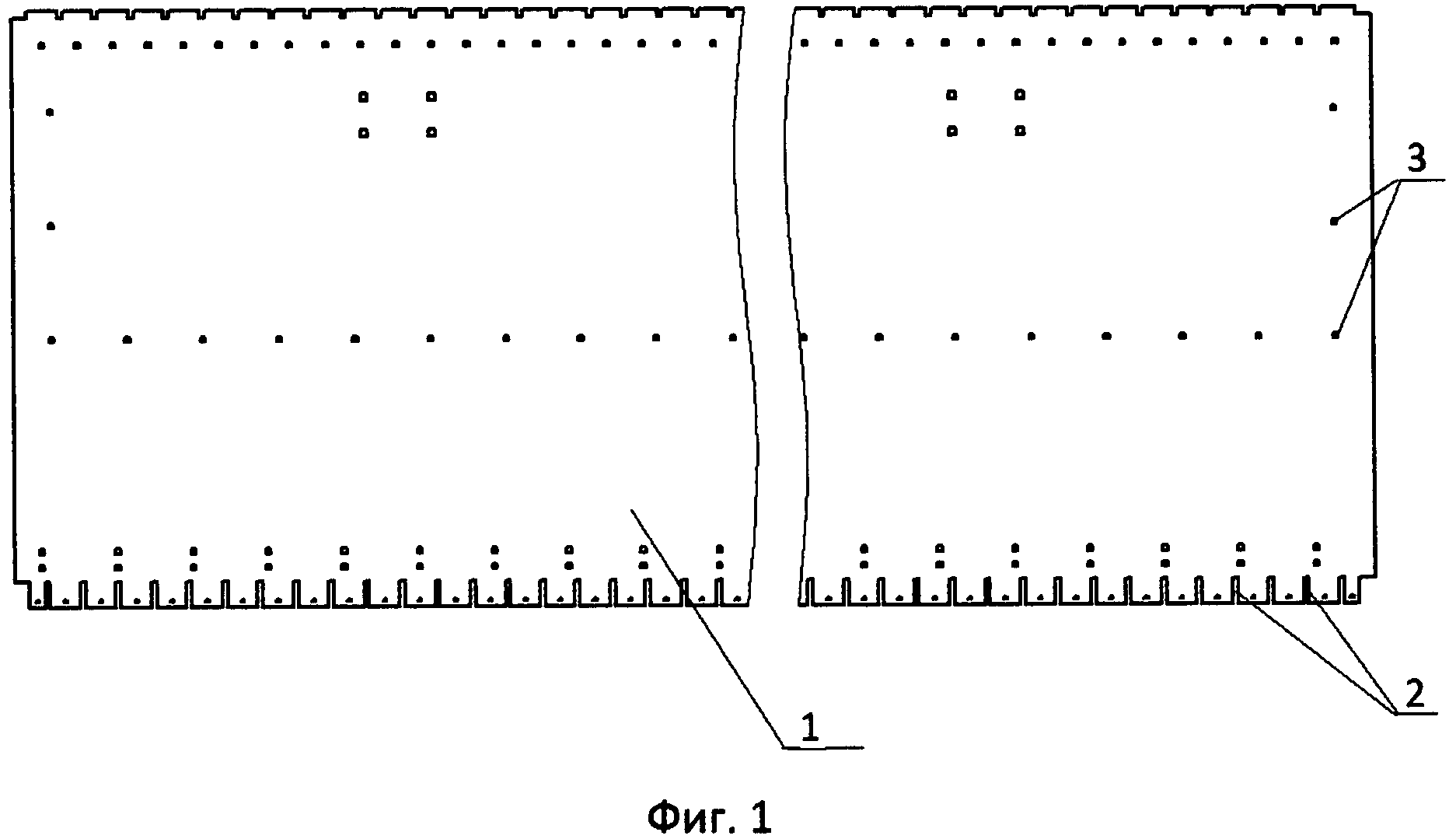
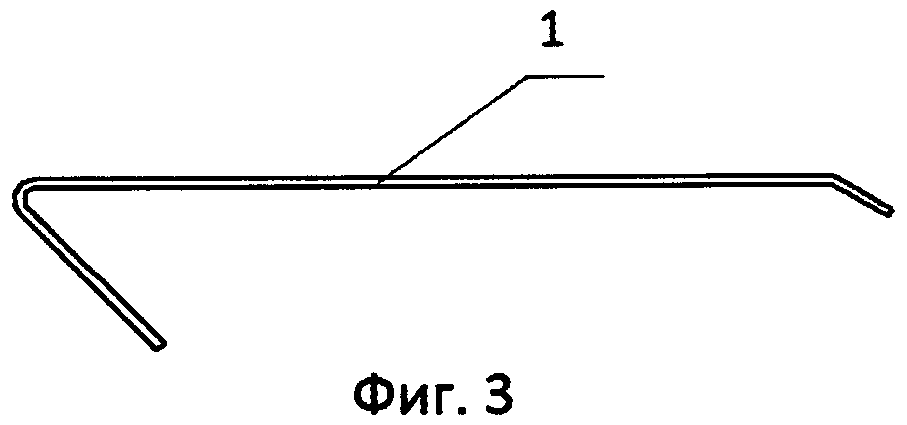
На фиг.1 показана заготовка скользящего листа, на фиг.2 - схема вытяжки («пуклевки») листовой заготовки, а на фиг.3 - схема гибки заготовки.
Предлагаемый способ осуществляют следующим образом.
Листовой прокат из металлического материала размещают на столе установки гидроабразивной резки. Затем выставляют нулевую точку для резки, осуществляют контрольную прокатку сопла установки вдоль контура будущего реза для выявления безопасной высоты реза (расстояния от сопла гидроабразивной установки до разрезаемого листового материала) и возвращают сопло в нулевую точку. Расстояние от сопла до поверхности листа устанавливают в пределах 3-5 мм. После чего загружают в установку программу технологического процесса и осуществляют резку листового материала по заданной программе с формированием заготовки скользящего листа 1 необходимых размеров с наружными пазами 2, а также отверстиями 3 требуемого размера и формы (см. фиг.1). Наружные пазы в заготовке необходимы для последующего обеспечения требуемого изгиба листа, обусловленного особенностями его функционирования, а отверстия выполняют для установки крепежных элементов (болтов). Гидроабразивную резку проводят при давлении подаваемой воды 3800-3900 бар, давлении сжатого воздуха для подачи абразива - 4,5-5,0 бар и скорости перемещении сопла относительно листового материала 550-600 мм/мин. В качестве абразивного материала для формирования струи используют гранатовый песок с размером частиц 0,16-0,2 мм при его расходе 350-400 г/мин. Для врезки абразивного материала предпочтительно использовать динамическое сверление: вращение сопла установки по окружности радиусом 0,4 мм с линейной скоростью 380-400 мм/мин, что обеспечивает ширину реза 0,5-1 мм. При этом подход сопла к заготовке осуществляют по радиусу R1.
После резки полученную заготовку 1, при необходимости, подвергают «круглой пуклевке» (вытяжке) с помощью штампового оборудования (см. фиг.2) с формированием углублений 4 в области отверстий 3 для установки крепежных болтов (при последующем монтаже листа) заподлицо с поверхностью листа.
Затем заготовку подвергают гибке на листогибочном станке (см. фиг.3) для придания ей окончательной формы, обусловленной конструкцией затвора плавающей крыши.
Пример реализации способа
В качестве исходного материала для получения заготовки используют лист из стали 12Х18Н10Т толщиной 1,5 мм. Абразивную резку проводят при следующих режимах:
- расстояние от сопла до поверхности листа 3 мм,
- давление подаваемой воды 3850 бар,
- давление сжатого воздуха для подачи абразива 5,0 бар,
- скорость перемещения сопла относительно листового материала 600 мм/мин,
- абразив - гранатовый песок с размером частиц 0,16 мм,
- расход абразива 400 г/мин,
- тип врезки - динамическое сверление: скорость 380-400 мм/мин, 1 оборот сопла по радиусу 0,4 мм,
- ширина реза 1 мм.
Полученную заготовку подвергают вытяжке и гибке.
В результате получают скользящий лист с требуемым уровнем шероховатости Ra 3,2.
Таким образом, заявленный способ позволяет повысить эффективность гидроабразивной резки и обеспечивает получение требуемой шероховатости поверхности скользящего листа без проведения дополнительных операций поверхностной обработки.
Способ сварки трубопроводов без предварительного подогрева стыков
Способ испытания внутритрубного инспекционного прибора на кольцевом трубопроводном полигоне
Способ совместной обработки данных диагностирования по результатам пропуска комбинированного внутритрубного инспекционного прибора
Способ определения планово-высотного положения подземного магистрального трубопровода
Способ монтажа обводной линии трубопровода, находящегося под давлением
Способ очистки и нанесения антикоррозийного покрытия на внутреннюю поверхность дымовой трубы
Способ бестраншейной замены подземных трубопроводов
Способ определения высоты внутренней выступающей части патрубка вантуза с помощью ультразвукового дефектоскопа
Способ монтажа теплоизоляции сварного стыка труб для надземной прокладки
Способ монтажа теплоизоляции технологических трубопроводов
Способ сварки трубопроводов без предварительного подогрева стыков
Способ испытания внутритрубного инспекционного прибора на кольцевом трубопроводном полигоне
Способ совместной обработки данных диагностирования по результатам пропуска комбинированного внутритрубного инспекционного прибора
Способ определения планово-высотного положения подземного магистрального трубопровода
Способ монтажа обводной линии трубопровода, находящегося под давлением
Способ очистки и нанесения антикоррозийного покрытия на внутреннюю поверхность дымовой трубы
Способ бестраншейной замены подземных трубопроводов
Способ определения высоты внутренней выступающей части патрубка вантуза с помощью ультразвукового дефектоскопа
Способ монтажа теплоизоляции сварного стыка труб для надземной прокладки
Способ монтажа теплоизоляции технологических трубопроводов

