Результат интеллектуальной деятельности: ТРУБА С ДВОЙНЫМИ СТЕНКАМИ, СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ С ДВОЙНЫМИ СТЕНКАМИ И ПАРОГЕНЕРАТОР
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Описанные здесь варианты осуществления, в общем, относятся к трубе с двойными стенками, заполненной слоем из проволочной сетки и т.п., которая предназначена для использования в парогенераторе реактора на быстрых нейтронах и т.п., способу изготовления трубы с двойными стенками и парогенератору.
УРОВЕНЬ ТЕХНИКИ
[0002] Рассматривается возможность применения трубы с двойными стенками, изготовленной из модифицированной стали 9Cr-1Mo для парогенератора реактора на быстрых нейтронах по причине безопасности. Кроме того, в качестве трубы с двойными стенками, такой, как указано выше, рассматривалось применение трубы с двойными стенками, заполненной проволочной сеткой. Труба с двойными стенками, заполненная проволочной сеткой, состоит из внутренней трубы, внешней трубы и сетчатой проволочной сетки, расположенной так, что она размещается в зазоре между внутренней трубой и внешней трубой.
[0003] В случае парогенератора с использованием проволочной сетки, заполняющей трубу с двойными стенками реактора на быстрых нейтронах, газообразный гелий (He) подают в зазор (участок проволочной сетки) между внутренней трубой и внешней трубой. Затем, в случае повреждения внешней трубы с двойными стенками, заполненной проволочной сеткой, газообразный гелий вытекает в расплавленный натрий (Na), и, таким образом, при детектировании упомянутого выше газообразного гелия можно детектировать повреждение внешней трубы.
[0004] С другой стороны, в случае, когда внутренняя труба повреждена, пар протекает в газообразный гелий через слой проволочной сетки, и, таким образом, в результате детектирования упомянутого выше пара можно детектировать повреждение внутренней трубы. Как отмечено выше, в парогенераторе, используя трубу с двойными стенками, заполненную проволочной сеткой реактора на быстрых нейтронах, становится возможной оценка отсутствия дефектов в режиме реального времени.
[0005] В случае, когда труба с двойными стенками, имеющая описанный выше состав, используется в парогенераторе реактора на быстрых нейтронах, требуемая длина трубы с двойными стенками существенно увеличивается. По этой причине необходимо формировать трубу с двойными стенками, имеющую требуемую длину таким образом, чтобы множество элементов, формирующих трубу с двойными стенками, было соединено с помощью сварки на ее оконечных участках в осевом направлении. Для выполнения оценки отсутствия дефектов в режиме реального времени в парогенераторе, используя описанную выше трубу с двойными стенками реактора на быстрых нейтронах, зазор между внутренней трубой и внешней трубой в трубе с двойными стенками не разрешается заполнять во время сварки. По этой причине, что касается способа сварки для соединения труб с двойными стенками друг с другом, были предложены различные способы. Например, была предложена технология, в которой предусматривается широкий зазор на стороне внешней трубы, внутренние трубы сваривают, используя лазерную сварку снаружи через этот зазор, и затем выполняют многослойную сварку внешней трубы снаружи, используя сварку TIG (дуговая сварка вольфрамовым электродом в среде инертного газа) (см., например, Патентный документ 1).
СООТВЕТСТВУЮЩИЕ ССЫЛКИ
Патентная литература
[0006] Патентный документ 1: JP-A10-034373 (KOKAI)
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0007] Как описано выше, в технологии, в которой предусмотрена широкая канавка на стороне внешней трубы, внутренние трубы сваривают с помощью лазерной сварки снаружи через эту канавку и затем выполняют многослойную сварку на внешней трубе снаружи, используя сварку TIG, при этом сварочная головка приближается к внешней стороне трубы снаружи, и, таким образом, внутренние трубы могут быть сварены с помощью лазерной сварки с проникновением за один проход, но для V-образной канавки внешней трубы требуется выполнять сварку с многослойным накоплением, и, таким образом, возникает проблема, состоящая в том, что требуется значительное время для сварки. Кроме того, сварочные швы размещены в одном и том же положении, и, таким образом, в случае, когда выполняют радиографическую проверку, на пленке появляется участок с наложением положений сварки, что также создает проблему, состоящую в том, что затрудняется выполнение определения дефектов и т.п.
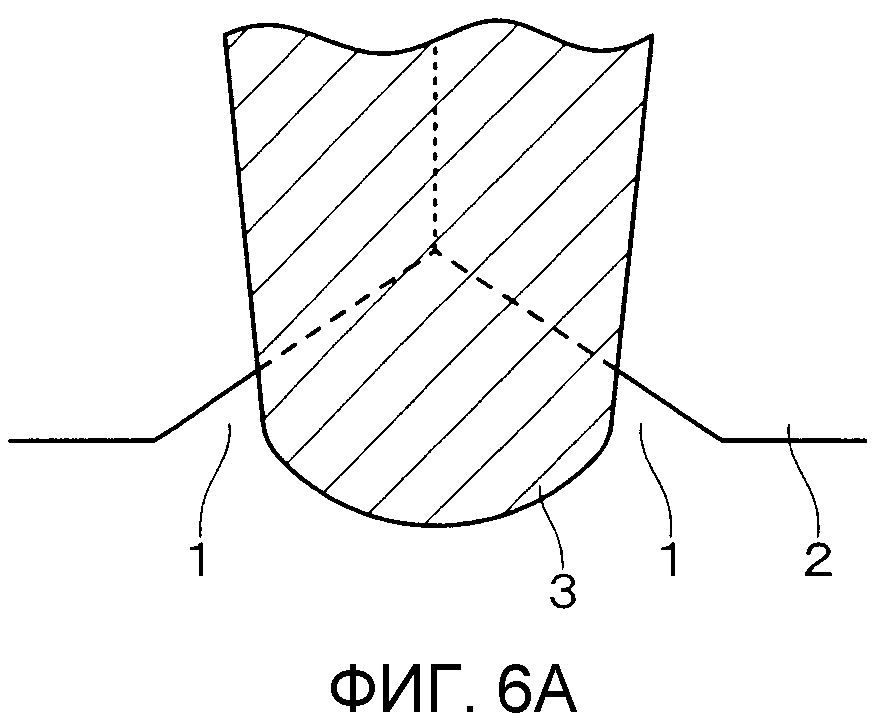
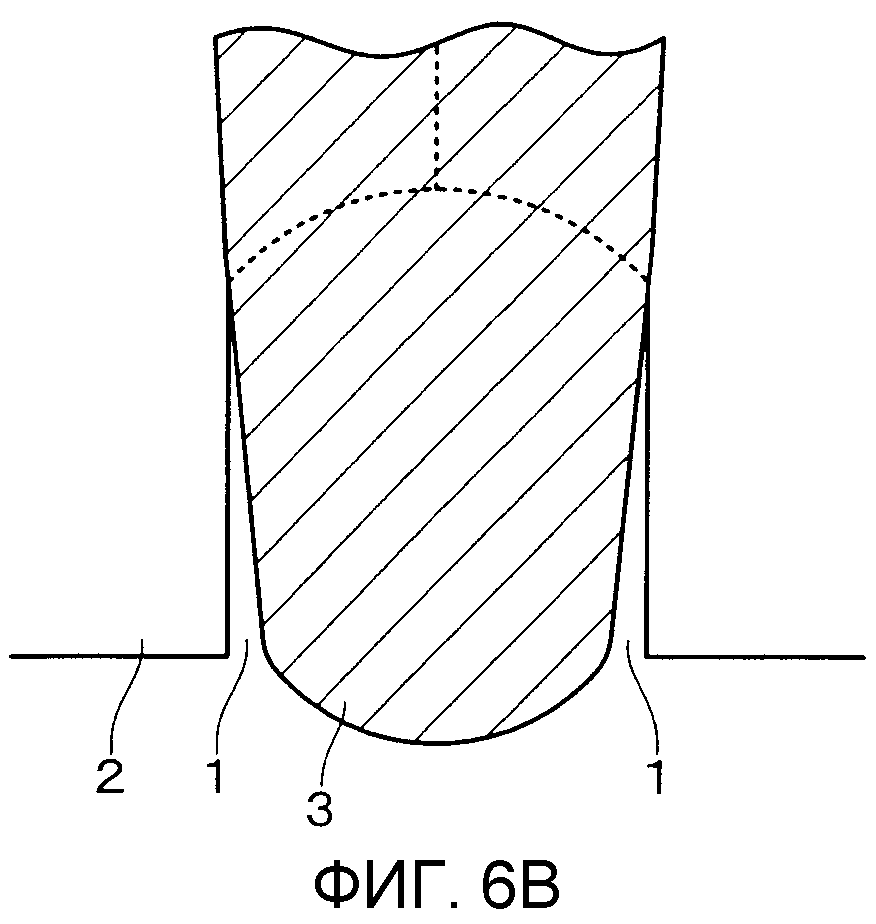
[0008] Кроме того, интервал между внешней трубой и внутренней трубой обычно чрезвычайно узкий, например, составляет 0,4 мм или тому подобное, и для предотвращения заполнения зазора между внутренней трубой и внешней трубой в трубе с двойными стенками во время сварки форму канавки материалов 2 основания для трубы с двойными стенками устанавливают как V-образную канавку (a) и U-образную канавку (b), как показано на фиг.6A и фиг.6B, и затем V-образные выемки (V-образные полости) 1 с большой вероятностью формируются между каждым валиком 3 со сквозным проплавлением сваренного участка и материалом 2 основания трубы с двойными стенками, когда сваривают материал 2 основания трубы с двойными стенками. Затем, когда формируются V-образные выемки 1, весьма вероятно, возникает концентрация механических напряжений на участке, что приводит к проблеме, связанной с тем, что ухудшается усталостная прочность по сравнению с гладким участком.
[0009] Настоящее изобретение было выполнено с учетом описанных выше обычных обстоятельств, и его цель состоит в обеспечении трубы с двойными стенками, в которой формирование V-образных выемок, которые составляют причину снижения прочности сварного участка, может быть предотвращено, и сварка может быть выполнена в течение более короткого периода времени, чем обычно требуется, способа изготовления трубы с двойными стенками и парогенератора.
[0010] В соответствии с одним вариантом осуществления, труба с двойными стенками включает в себя: множество элементов, формирующих трубу с двойными стенками, каждый из которых имеет внутреннюю трубу и внешнюю трубу, соединенных сваркой на свариваемых участках их оконечных участков в осевом направлении; и каждый из свариваемых участков элементов, формирующих трубу с двойными стенками, включает в себя канавку, имеющую длину в осевом направлении, равную или большую чем 1/2 ширины валика со сквозным проплавлением, формируемого при сварке во время выполнения операции сварки.
[0011] В соответствии с другим вариантом осуществления, труба с двойными стенками включает в себя: множество элементов, формирующих трубу с двойными стенками, каждый из которых имеет внутреннюю трубу и внешнюю трубу, соединенные сваркой на свариваемых участках их оконечных участков в осевом направлении; и каждый из свариваемых участков элементов, формирующих трубу с двойными стенками, включает в себя канавку, имеющую длину в осевом направлении, равную или большую чем 1/2 ширины валика сварного шва, сформированного во время сварки на свариваемом участке.
[0012] В соответствии с одним вариантом осуществления, способ изготовления трубы с двойными стенками, включающей в себя множество элементов, формирующих трубу с двойными стенками, каждый из которых имеет внутреннюю трубу и внешнюю трубу, соединенные сваркой на свариваемых участках их оконечных участков в осевом направлении, способ включает в себя: на каждом из свариваемых участков элементов, формирующих трубу с двойными стенками, предусматривают канавку, имеющую длину в осевом направлении, равную или большую чем 1/2 ширины валика со сквозным проплавлением, формируемого во время сварки на свариваемом участке; выполняют сварку внутренних труб изнутри внутренних труб и выполняют сварку внешних труб снаружи внешних труб.
[0013] В соответствии с другим вариантом осуществления, способ изготовления трубы с двойными стенками, включающей в себя множество элементов, формирующих трубу с двойными стенками, каждая из которых имеет внутреннюю трубу и внешнюю трубу, соединенные сваркой на свариваемых участках их оконечных участков в осевом направлении, способ включает в себя: на каждом из свариваемых участков элементов, формирующих трубу с двойными стенками, предусматривают канавку, имеющую длину в осевом направлении, равную или большую чем 1/2 ширины валика сварного шва, формируемого во время сварки на свариваемом участке; выполняют сварку внутренних труб изнутри внутренних труб и выполняют сварку внешних труб снаружи внешних труб.
[0014] В соответствии с одним вариантом осуществления, парогенератор включает в себя: емкость, через которую протекает жидкий металл; и трубу преобразователя тепла, которая находится внутри емкости и через которую протекает вода и пар, труба преобразователя тепла представляет собой трубу с двойными стенками, включающую в себя: множество элементов, формирующих трубу с двойными стенками, каждый из которых имеет внутреннюю трубу и внешнюю трубу, соединенные сваркой на свариваемых участках их оконечных свариваемых участков в осевом направлении; и каждый из свариваемых участков элементов, формирующих трубу с двойными стенками, включающий в себя канавку, имеющую длину в осевом направлении, равную или больше чем 1/2 ширины валика со сквозным проплавлением, формируемого в результате сварки на свариваемом участке.
[0015] В соответствии с другим вариантом осуществления, парогенератор включает в себя: емкость, через которую протекает жидкий металл; и трубу преобразователя тепла, которая установлена в емкости и через которую протекают вода и пар; труба преобразователя тепла имеет трубу с двойными стенками, включающую в себя: множество элементов, формирующих трубу с двойными стенками, каждый из которых имеет внутреннюю трубу и внешнюю трубу, соединенные сваркой на свариваемых участках их оконечных свариваемых участков в осевом направлении; и каждый из свариваемых участков элементов, формирующих трубу с двойными стенками, включающий в себя канавку, имеющую длину в осевом направлении, установленную равной или больше чем 1/2 ширины валика сварного шва, формируемого в результате сварки на свариваемом участке.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0016] На фиг.1 показан вид, поясняющий этап сварки трубы с двойными стенками в соответствии с одним вариантом осуществления.
На фиг.2 показан вид в поперечном сечении, схематично иллюстрирующий конфигурацию основной части трубы с двойными стенками в соответствии с одним вариантом осуществления настоящего изобретения.
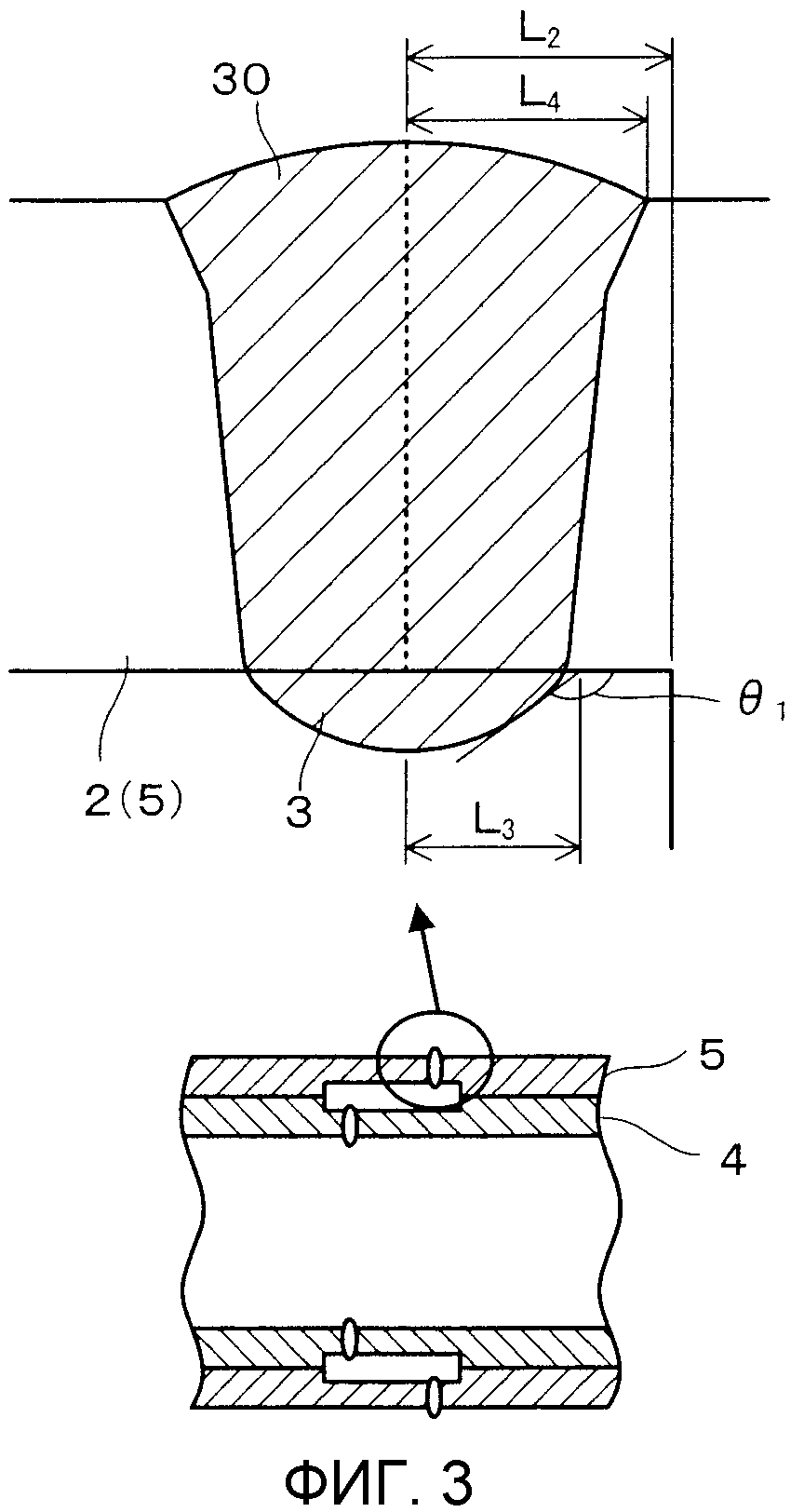
На фиг.3 показано увеличенное изображение в поперечном сечении, схематично иллюстрирующее конфигурацию основной части трубы с двойными стенками в соответствии с одним вариантом осуществления настоящего изобретения.
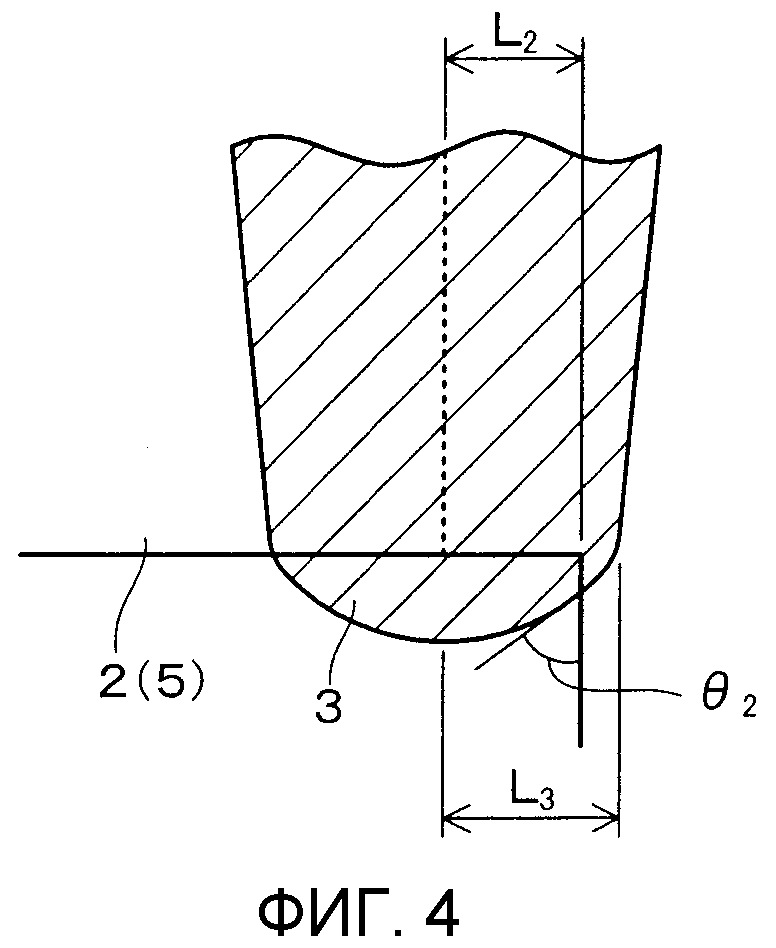
На фиг.4 показан вид, поясняющий случай, когда V-образные канавки сформированы на свариваемом участке трубы с двойными стенками.
На фиг.5 показан вид в поперечном сечении, схематично иллюстрирующий конфигурацию парогенератора в соответствии с одним вариантом осуществления настоящего изобретения.
На фиг.6A и фиг.6B показаны виды каждый для пояснения, что V-образные канавки формируются на свариваемом участке при обычной технологии.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0017] Ниже, со ссылкой на чертежи, будут подробно описаны варианты осуществления трубы с двойными стенками, способа изготовления трубы с двойными стенками и парогенератора в соответствии с настоящим изобретением.
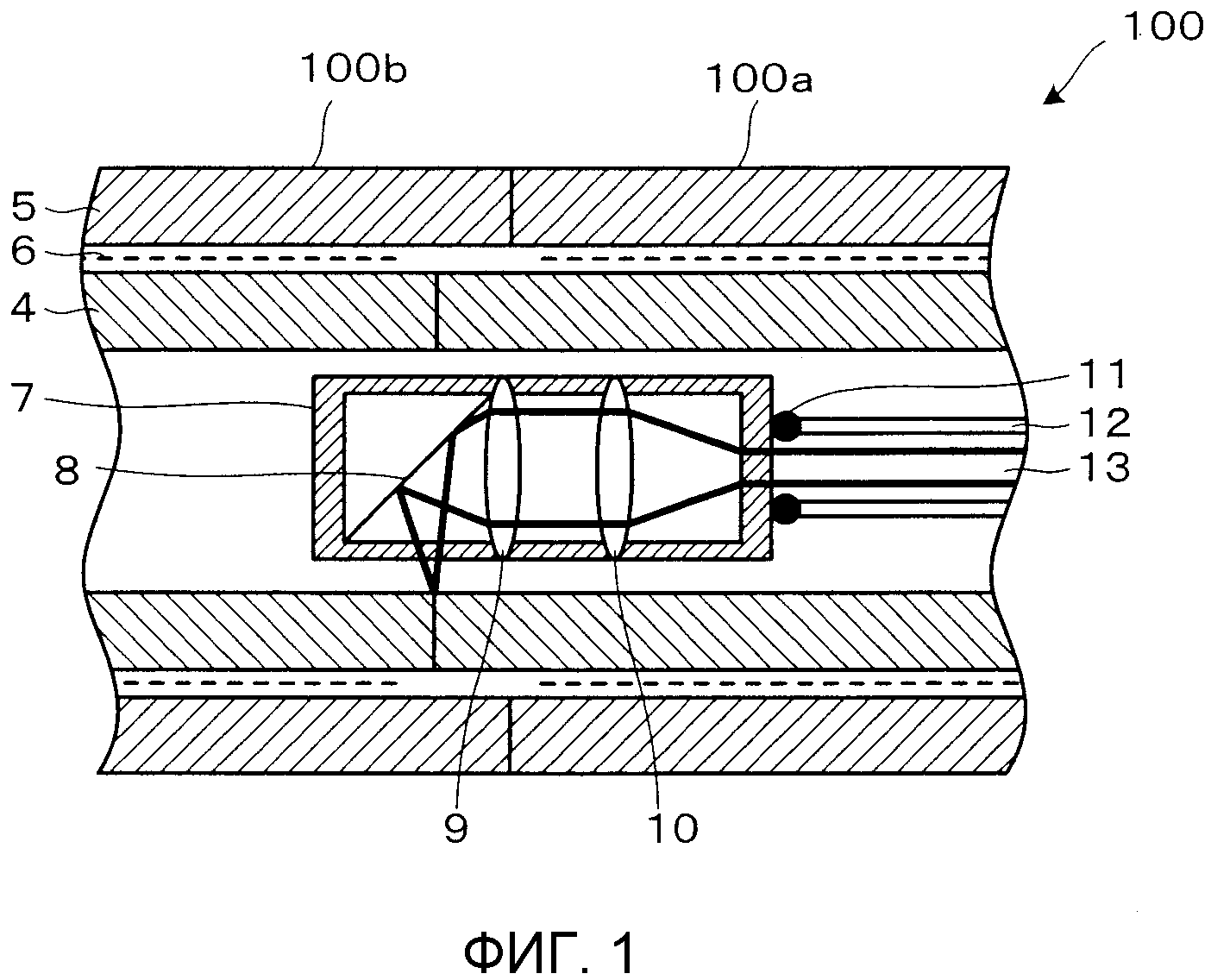
[0018] На фиг.1 показан вид, поясняющий этап сварки, на котором выполняют сварку элементов, формирующих трубу с двойными стенками, друг с другом, когда изготовляют трубу 100 с двойными стенками, в соответствии с одним вариантом осуществления настоящего изобретения. Каждый из элементов 100a и 100b, формирующих трубу с двойными стенками, состоит из внутренней трубы 4, внешней трубы 5, и проволочная сетка 6 вставлена между ними, которая предотвращает прямой контакт внутренней трубы 4 и внешней трубы 5 друг с другом. Участок, на котором расположена упомянутая выше проволочная сетка 6, имеет зазор, через который подают газ в осевом направлении трубы с двойными стенками, и когда выполняют сварку элемента 100a, формирующего трубу с двойными стенками, и элемента 100b, формирующего трубу с двойными стенками, через упомянутый выше зазор, в качестве остаточного газа, герметизированного в трубе, подают инертный газ, такой как газообразный аргон или газообразный гелий.
[0019] Сварочная головка, которую вставляют внутрь внутренних труб 4 для сварки внутренних труб 4 элемента 100a, формирующего трубу с двойными стенками, и элемента 100b, формирующего трубу с двойными стенками, друг с другом, включает в себя кожух 7, сформированный в цилиндрической форме, и в кожухе 7 размещены отражающее зеркало 8, конденсорные линзы 9 и линза 10 коллиматора, которые установлены на кожухе 7.
[0020] Кроме того, с кожухом 7 соединено оптическое волокно 13, по которому подают лазерный луч к сварочной головке, и трубка (например, уретановая трубка) 12, через которую подают инертный газ, такой как газообразный аргон или газообразный гелий, для предотвращения загрязнения, вызванного брызгами, дымом и т.п. отражающего зеркала 8 и конденсорных линз 9 во время сварки. В частности, между трубкой 12 и кожухом 7 предусмотрено уплотнительное кольцо 11 для уплотнения зазора между ними.
[0021] В данном варианте осуществления, в результате использовании сварочной головки, имеющей описанную выше конструкцию, внутренние трубы 4 элемента 100a, формирующего трубу с двойными стенками, и элемента 100b, формирующего трубу с двойными стенками, сваривают друг с другом с помощью лазерной сварки. Кроме того, при сварке внешних труб 5 элемента 100a, формирующего трубу с двойными стенками, и элемента 100b, формирующего трубу с двойными стенками, друг с другом сварку выполняют с помощью лазерной сварки снаружи внешних труб 5.
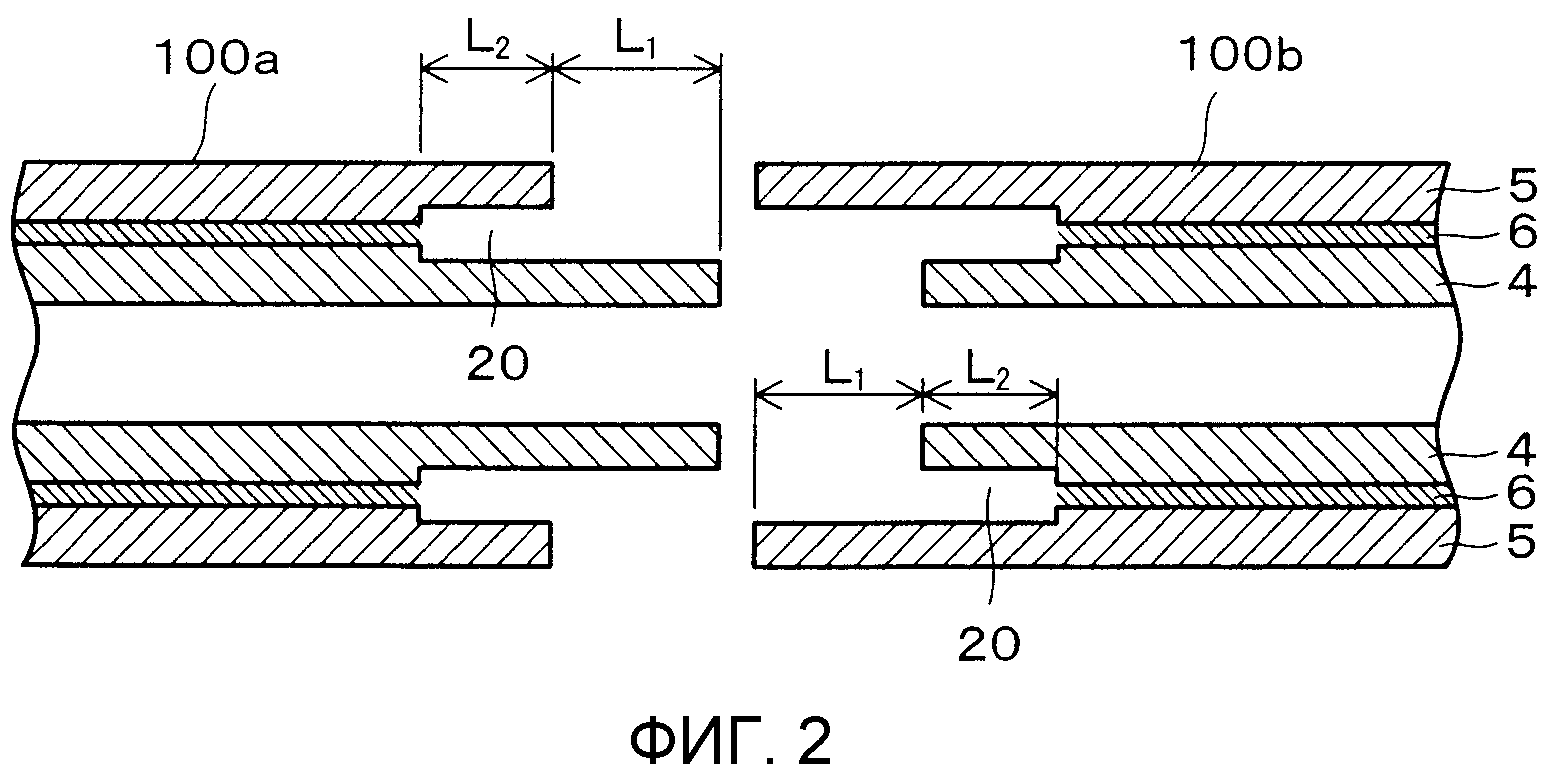
[0022] На фиг.2 схематично иллюстрируется конфигурация свариваемых участков оконечных участков в осевом направлении элемента 100a, формирующего трубу с двойными стенками, и элемента 100b, формирующего трубу с двойными стенками, с увеличением. Как представлено на том же чертеже, внутреннюю трубу 4 одного из элементов 100a, формирующего трубу с двойными стенками, и элемента 100b, формирующего трубу с двойными стенками, которая представляет собой элемент 100a, формирующий трубу с двойными стенками, в данном варианте осуществления, формируют более длинной, чем внешняя труба 5, на заданную длину (L1). Кроме того, внешняя труба 5 другого элемента 100b, формирующего трубу с двойными стенками, сформирована более длинной, чем внутренняя труба 4, на заданную длину (L1). Таким образом, положение, где внутренние трубы 4 сваривают, и положение, где сваривают внешние трубы 5, смещены на заданную длину (L1) вдоль осевого направления.
[0023] Кроме того, между внутренней трубой 4 и внешней трубой 5 сформированы канавки 20 так, что они расширяют интервал между внутренней трубой 4 и внешней трубой 5. Длина в осевом направлении каждой из упомянутых выше канавок 20 (глубина, когда каждую из канавок 20 рассматривают сверху) L2 установлена равной или большей чем 1/2 ширины валика со сквозным проплавлением, формируемого при сварке. Обычно интервал между внутренней трубой 4 и внешней трубой 5 на участке, на котором располагается проволочная сетка 6, чрезвычайно узкий, и его устанавливают, например, равным 0,4 мм или около этого. В отличие от этого, интервал между внутренней трубой 4 и внешней трубой 5 на участке канавки 20 устанавливают, например, равным 0,8 мм или около этого, и при формировании его интервал между внутренней трубой 4 и внешней трубой 5 делают расширенным. Описанная выше канавка 20 может быть сформирована, например, путем обрезки внешней поверхности внутренней трубы 4 и обрезки внутренней поверхности внешней трубы 5. При обрезке внутренней трубы 4 и внешней трубы 5, как описано выше, оксидные покрывающие пленки и т.п., сформированные на этих поверхностях, могут быть удалены перед сваркой, и при этом становится возможным предотвратить отрицательное влияние оксидных покрывающих пленок и т.п. на сварку. В частности, понятно, что в случае, когда внутренняя труба 4 или внешняя труба 5 имеет заданную толщину, описанная выше канавка 20 также может быть сформирована в одной из них.
[0024] Как представлено на фиг.3, когда внешние трубы 5 в случае фиг.3, каждая из которых представляет собой материал 2 основания трубы с двойными стенками, сваривают, например, с помощью лазера друг с другом снаружи, формируется валик 3 со сквозным проплавлением (корневой валик) на внутренней поверхности внешней трубы 5. В частности, на фиг.3 сваренное состояние области трубы с двойными стенками, окруженной кругом, который показан в нижней части фиг.3, представлено в верхней части фиг.3 с увеличением. В этом варианте осуществления длина L2 в осевом направлении канавки 20 установлена таким образом, что взаимосвязь между 1/2 ширины описанного выше валика 3 со сквозным проплавлением (обозначено L3 на фиг.3) и длиной L2 в осевом направлении канавки 20 могут стать (1/2 ширины валика 3 со сквозным проплавлением (L3)) < (длина (L2) в осевом направлении канавки 20).
Это связано с причинами, указанными ниже.
[0025] Таким образом, когда длина L2 в осевом направлении канавки 20 установлена, как описано выше, как показано на фиг.3, угол θ1, образованный валиком 3 со сквозным проплавлением и материалом 2 основания трубы с двойными стенками (внешней трубы 5 в случае по фиг.3), становится равным 90 градусов или больше, и V-образные выемки не формируются. С другой стороны, когда длина L2 в осевом направлении описанной выше канавки 20 короче чем 1/2 ширины валика 3 со сквозным проплавлением (L3), как обозначено на фиг.4, например, угол θ2, сформированный валиком 3 со сквозным проплавлением и материалом 2 основания трубы с двойными стенками (внешняя труба 5, в случае по фиг.4), становится равным 90 градусов или меньше, и, таким образом, формируются V-образные выемки.
[0026] По указанным выше причинам, в данном варианте осуществления длина L2 в осевом направлении канавки 20 установлена равной или больше чем 1/2 ширины валика 3 со сквозным проплавлением (L3), сформированным в результате сварки, и, таким образом, V-образные выемки, которые представляют собой причину снижения прочности, не формируются на сварном участке, и при этом может быть достигнута улучшенная надежность. На практике ширина описанного выше валика 3 со сквозным проплавлением составляет, например, приблизительно 2 мм или меньше. Таким образом, длину L2 в осевом направлении канавки 20 требуется установить только равной, например, приблизительно 1 мм или больше.
[0027] Валик 3 со сквозным проплавлением формируется на стороне, противоположной стороне, подвергаемой облучению лазером (направление сварки), когда выполняют сварку с помощью лазерной сварки и т.п. Как представлено на фиг.3, ширина описанного выше валика 3 со сквозным проплавлением не становится равной или больше, чем ширина сварного шва 30, формируемого на стороне, подвергаемой облучению лазером. Таким образом, пока длина L2 в осевом направлении описанной выше канавки 20 установлена равной или больше чем 1/2 ширины сварного шва 30 (L4), возможно предотвратить формирование V-образных канавок, которые являются причиной ухудшения прочности на сварном участке.
[0028] Кроме того, различие L1 в длинах между внутренней трубой 4 и внешней трубой 5 (заданная длина), которое показано на фиг.2, предпочтительно устанавливают равным, например, приблизительно 5 мм или больше. Это позволяет надежно предотвратить наложение друг на друга валика 3 со сквозным проплавлением на сварном участке внутренней трубы 4 и валика 3 со сквозным проплавлением на сварном участке внешней трубы 5 и надежно предотвратить блокирование зазора между внутренней трубой 4 и внешней трубой 5. Кроме того, при выполнении радиографических исследований сварного участка после сварки радиографическое изображение может быть получено таким образом, что сварной участок внутренней трубы 4 и сварной участок внешней трубы 5 не будут наложены друг на друга.
[0029] В частности, в описанном выше варианте осуществления труба 100 с двойными стенками, имеющая внутреннюю трубу 4, внешнюю трубу 5 и проволочную сетку 6, вставленную между ними, для предотвращения непосредственного контакта друг с другом внутренней трубы 4 и внешней трубы 5, была описана в качестве примера, но данный вариант осуществления можно применять также для трубы с двойными стенками, имеющей внутреннюю трубу 4, внешнюю трубу 5 и распорку (не показана), расположенную между внутренней трубой 4 и внешней трубой 5 для предотвращения прямого контакта между внутренней трубой 4 и внешней трубой 5, или трубу с двойными стенками, имеющую канавку, сформированную между внутренней трубой 4 и внешней трубой 5 вдоль всей длины трубы с двойными стенками для соединения трубы с двойными стенками.
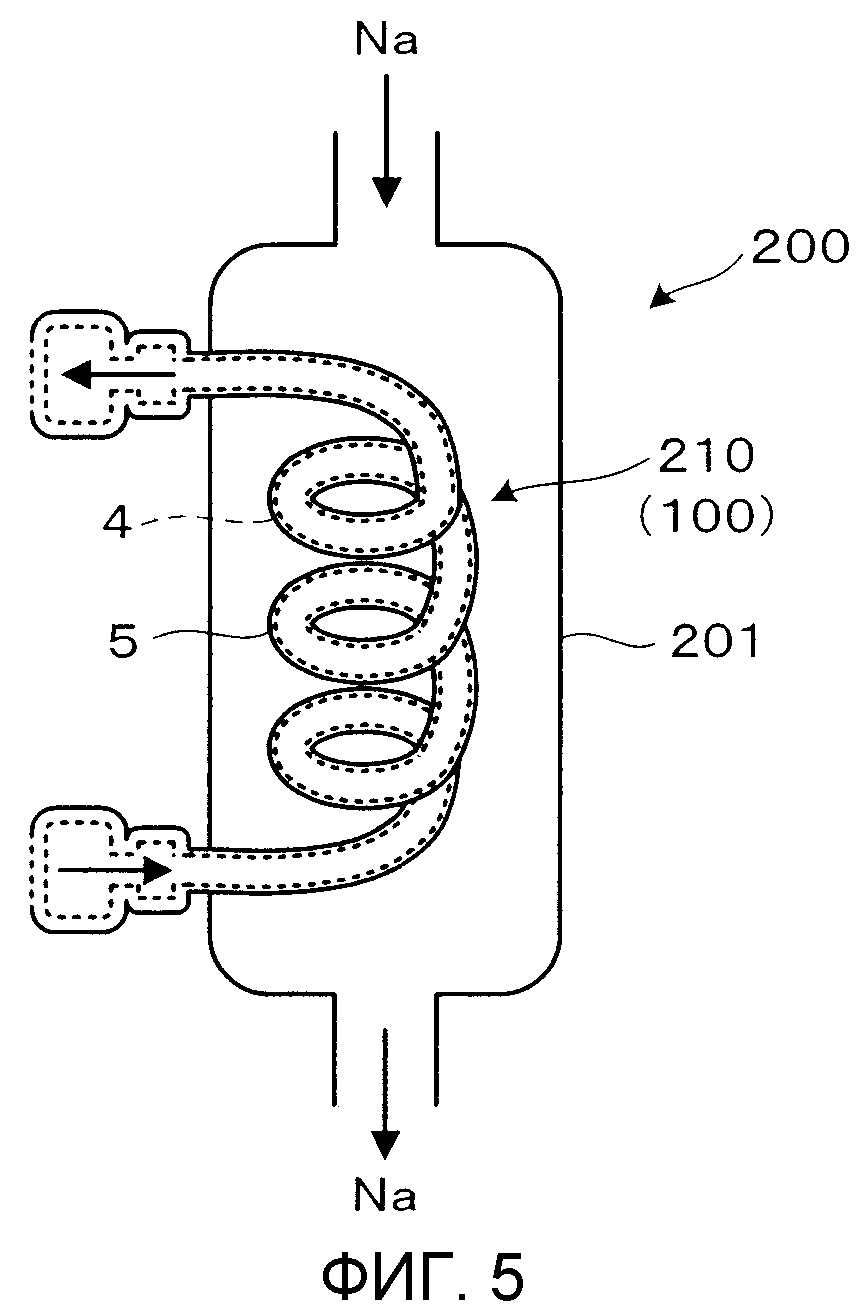
[0030] На фиг.5 показан вид, схематично иллюстрирующий конфигурацию поперечного сечения парогенератора 200, в соответствии с одним вариантом осуществления настоящего изобретения. Как показано на этом же чертеже, парогенератор 200 включает в себя емкость 201, сформированную в виде, по существу, цилиндрической формы, и разработанный так, что внутри упомянутой выше емкости 201 может протекать расплавленный натрий в качестве жидкого металла, из верхней части в нижнюю часть, как обозначено стрелкой на чертеже.
[0031] Внутри емкости 201 предусмотрена труба 210 преобразователя тепла, сформированная из трубы 100 с двойными стенками, в соответствии с описанным выше вариантом осуществления, и сформированная в форме спирали и разработанная так, что внутри упомянутой выше трубы 210 преобразователя тепла могут протекать вода с паром снизу вверх, как обозначено стрелкой на чертеже. В частности, пространство между внутренней трубой 4 и внешней трубой 5 трубы 100 с двойными стенками, формирующей трубу 210 преобразователя тепла, как описано выше, заполнено газообразным гелием, позволяя, таким образом, детектировать повреждение внутренней трубы 4 и внешней трубы 5.
[0032] В парогенераторе 200, в соответствии с данным вариантом осуществления, возможно предотвращать формирование V-образных канавок, которые представляют собой причину уменьшения прочности сварного участка трубы 210 преобразователя тепла, таким образом, что может быть достигнуто улучшение надежности трубы 210 преобразователя тепла. Кроме того, возможно предотвратить блокирование зазора между внутренней трубой 4 и внешней трубой 5 при сварке, так что повреждение внутренней трубы 4 и внешней трубы 5 может быть надежно детектировано. Кроме того, сварка может быть выполнена в течение более короткого периода времени, чем требуется обычно.
[0033] Хотя были описаны определенные варианты осуществления, эти варианты осуществления были представлены только в качестве примера и не предназначены для ограничения объема изобретения. Действительно, новые варианты осуществления, описанные здесь, могут быть воплощены во множестве других форм; кроме того, различные исключения, замены и изменения в форме вариантов осуществления, описанных здесь, могут быть выполнены без выхода за пределы сущности изобретения. Приложенные чертежи и их эквиваленты предназначены для охвата таких форм или модификаций, которые попадают в пределы объема и сущности изобретения.
Оксидный сверхпроводник и способ его изготовления
Устройство для обработки отправлений
Устройство для упаковки бумажных листов
Топливная сборка легководного реактора, активная зона легководного реактора и способ получения мох-топливной сборки
Способ дезактивации сплава на основе никеля
Система управления отключениями и способ управления отключениями
Тепловыделяющая сборка, способ проектирования активной зоны и способ проектирования тепловыделяющей сборки легководного ядерного реактора
Устройство накопления энергии
Система сопоставления изображений и способ сопоставления изображений
Холодильник
Материал покрытия с нелинейным сопротивлением, шина и обмотка статора
Устройство обработки листов и способ определения толщины листа
Энергонезависимое оперативное запоминающее устройство
Система обработки листов и способ обработки листов
Устройство кодирования, устройство декодирования, способ кодирования и способ декодирования
Материал покрытия для электрооборудования, способ получения материала покрытия для электрооборудования и закрытое изолирующее устройство
Устройство обработки изображений, устройство обработки предметов и способ обработки изображений
Способ кодирования изображения и способ декодирования изображения
Устройство обработки доставки и способ обработки доставки
Система обработки листов и способ обработки листов

