Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ (ЧАСТИЧНО-)КОЛЬЦЕОБРАЗНЫХ, СОДЕРЖАЩИХ АРМИРОВАННЫЙ ВОЛОКНАМИ СИНТЕТИЧЕСКИЙ МАТЕРИАЛ ДЕТАЛЕЙ ИЗ ПОЛУФАБРИКАТОВ ИЗ ВОЛОКНИСТОГО КОМПОЗИТНОГО МАТЕРИАЛА
Вид РИД
Изобретение
Изобретение относится к способу изготовления (частично-) кольцеобразных, содержащих армированный волокнами синтетический материал деталей из полуфабрикатов из волокнистого композитного материала (ВКМ).
В DE 19906618 A1 описан способ изготовления изготовленных из армированных волокнами материалов изделий с использованием способа намотки.
Из JP 06247770 A1 известен способ изготовления цилиндрической детали, при котором композит с угольно-волоконным наполнителем расположен в инструментальной полости центрифуги. При этом смола вводится через отверстие в полость центрифуги. За счет центробежной силы достигается равномерная пропитка композитного материала.
US 5,393,215 B1 описывает способ и устройство для изготовления детали из волокнистого композитного материала, при котором композитный материал вводится в инструментальную полость центрифуги. Затем полость вакуумируется, приводится во вращение, и тем самым смола из емкости в области середины центрифуги вытесняется в полость.
DE 2919498 A1 раскрывает устройство для центробежного литья с множеством инструментальных полостей, которые посредством каналов соединены с расположенной в центре устройства литейной шахтой. Вследствие центробежных сил смоляная смесь выдавливается из литейной шахты в инструментальные полости. Во время заполнения полостей находящийся в форме воздух вытесняется в направлении оси вращения и выпускается через вентиляционный канал.
US 5,906,836 В1 описывает устройство центробежного литья для изготовления кольцеобразных деталей из полиуретанового материала. В полость может быть введена армирующая проволока.
Кроме того, из DE 3935133 C2 известен способ намотки для изготовления по меньшей мере частично-кольцеобразных деталей, в котором используется катушка из двух матриц, которая выполнена с возможностью вращения вокруг продольной оси, так что однонаправленное углеродное волокно наматывается на боковую поверхность. При этом форма намотки управляется через управление движением направляющего устройства, при этом в области боковых частей матриц один на другой наматывалось большее количество слоев волокон, чем в середине. Полость катушки закрывается крышками и через литьевое отверстие заполняется жидким синтетическим материалом.
В WO 02/058917 A2 описывается способ формования для изготовления изделия, при этом подлежащий формованию сырьевой материал вводится в центрифугу. Чтобы изделие формировалось более равномерно по толщине, масса вводится в центрифугу, точнее говоря, внутрь окружаемого сырьевым материалом объема. Этой введенной массой в течение процесса формования во время работы центрифуги на подлежащий формованию материал оказывается дополнительная сила, или же изнутри на материал оказывается давление, в результате чего материал приводится в контакт с внешней стенкой центрифуги.
В DE 2138353 A описывается способ пропитки полуфабрикатов матричным материалом, при этом матричный материал с большой кинетической энергией без примешивания воздуха отбрасывается на и в полуфабрикат.
В DE 1886051 U описывается центробежная машина с тарельчатыми формами для изготовления мелких деталей, которая имеет несколько расположенных одна над другой тарельчатых форм, которые совместно вращаются вокруг общей центральной оси и по расположенному в центре общему подводящему каналу снабжаются матричным материалом.
Задача изобретения состоит в создании способа изготовления кольцеобразных, содержащих армированный волокнами синтетический материал деталей из полуфабрикатов из волокнистого композитного материала (ВКМ), с помощью которого могут быть изготовлены детали со сложной формой поперечного сечения.
Эта задача решена признаками пункта 1 формулы изобретения. Другие варианты осуществления указаны в ссылающихся на него зависимых пунктах.
Объектом изобретения является способ изготовления кольцеобразного или частично-кольцеобразного, содержащего армированный волокнами синтетический материал полуфабриката или детали из полуфабрикатов из волокнистого композитного материала, включающий следующие стадии:
(а) размещение по меньшей мере одной кольцеобразной или частично-кольцеобразной фасонной детали на вращаемом барабане таким образом, что она образует катушкообразную форму с кольцеобразным или частично-кольцеобразным канальным участком, которая простирается в радиальном направлении и/или в продольном направлении барабана,
(б) многослойное нанесение материала полуфабриката в канальный участок катушкообразной формы,
(в) по меньшей мере однократное повторение стадий (а) и (б) с добавлением по меньшей мере одной кольцеобразной или частично-кольцеобразной фасонной детали на вращаемом барабане с образованием еще одного канального участка, который примыкает к прежнему канальному участку, и вложение материала полуфабриката в канальный участок, при этом возникшая последовательность канальных участков по меньшей мере частично образует форму для подлежащей изготовлению детали,
(г) введение матричного материала в канальные участки с вложением материала полуфабриката в отдельные канальные участки или/и после образования по меньшей мере одного канального участка,
(д) вращение барабана после образования канальных участков с содержащимся в них материалом полуфабриката и матричным материалом таким образом, что матричный материал за счет центробежных сил выдавливается наружу, а содержащийся в канале воздух вытесняется радиально внутрь,
(е) отверждение находящегося в канале матричного материала,
(ж) разделение структуры из фасонных деталей на участки после отверждения кольцеобразного полуфабриката или детали и извлечение отвержденного кольцеобразного полуфабриката или детали.
Таким образом, согласно изобретению предусмотрено пошаговое образование формовочного инструмента или примыкающих друг к другу канальных участков, при этом соответственно после изготовления одного из нескольких канальных участков на своей собственной стадии способа подлежащий применению для волокнистых композитных деталей волокнистый полуфабрикат или материал полуфабриката вкладывается в соответственно возникший канальный участок.
Канальный участок может быть открытой радиально наружу выемкой.
Согласно изобретению может быть предусмотрено, что перед вращением барабана попеременно многократно происходит размещение множества кольцеобразных или частично-кольцеобразных фасонных деталей и многослойное нанесение полуфабриката в канал катушкообразной формы.
Прежде всего, в способе согласно изобретению может быть предусмотрено, что две прилегающие друг к другу фасонные детали имеют такую форму, что они взаимодействуют с геометрическим замыканием, так что расположенная в радиальном направлении барабана снаружи фасонная деталь зафиксирована на расположенной радиально внутри фасонной детали в осевом направлении барабана, и что обращенная в осевом направлении боковая стенка расположенной снаружи фасонной детали образует боковую стенку канального участка.
При этом может быть предусмотрено, что две фасонных детали наносятся на соответственно образованную систему фасонных деталей таким образом, что две противолежащих друг другу боковых стенки и проходящие вдоль радиального направления барабана боковые стенки фасонных деталей образуют канальный участок для образования поперечного ребра детали, которое примыкает к уже образованному фасонными деталями канальному участку, и что на соответствующие приемные поверхности фасонных деталей наносится простирающийся в окружном направлении элемент-крышка, который закрывает образованный канальный участок в радиальном направлении наружу, так что при вращении барабана закрывающая деталь предотвращает движение матричного материала из канала.
При этом поверхность элемента-крышки и верхняя сторона по меньшей мере одной из фасонных деталей образуют простирающийся в осевом направлении барабана канальный участок, который примыкает к проходящему вдоль радиального направления барабана канальному участку для образования поперечного ребра детали, и что для образования простирающегося аксиально фланца в простирающийся аксиально канальный участок вкладывается материал полуфабриката и вводится матричный материал.
Кроме того, может быть предусмотрено, что при образовании катушкообразной формы с кольцеобразным каналом из множества кольцеобразных или частично-кольцеобразных фасонных деталей образуется по меньшей мере один подводящий канал для введения матричного материала в канал. При этом подводящий канал из внутреннего пространства барабана может оканчиваться в канале. В качестве альтернативы или дополнительно, может быть образован подводящий канал, который из канала оканчивается во внешнем окружении барабана.
Согласно способу согласно изобретению может быть применена закрывающая деталь или крышка, которая располагается на катушкообразной форме таким образом, что она закрывает канал радиально снаружи, так что при вращении барабана закрывающая деталь предотвращает движение матричного материала из канала.
Согласно изобретению может быть предусмотрено, что после изготовления кольца из синтетического материала происходит его разделение на отрезки и их извлечение.
В качестве матричного материала может быть применена смола, термопласт или расплав металла. Кроме того, в качестве полуфабриката может быть применен выбор или комбинация из ровингов, тканей, текстильных кладок, препрегов и/или нитей.
Фасонные детали могут быть образованы из армированных волокном материалов.
Расположение фасонных деталей может быть предусмотрено таким образом, что канал катушкообразной формы образован так, что он образует форму для комбинации из по меньшей мере одного буртика и по меньшей мере одного поперечного ребра для подлежащей изготовлению детали.
Размещение множества кольцеобразных или частично-кольцеобразных фасонных деталей на вращаемом барабане может происходить таким образом, что на одном и том же барабане в продольном направлении барабана рядом друг с другом могут быть изготовлены и извлечены из барабана несколько деталей из ВКМ-полуфабрикатов.
Способом согласно изобретению могут изготавливаться, прежде всего, несколько отвержденных полуфабрикатов или деталей в параллельном процессе на одном и том же барабане, то есть может быть предусмотрено, что размещение множества кольцеобразных или частично-кольцеобразных фасонных деталей на вращаемом барабане происходит таким образом, что фасонные детали позиционируются на одном и том же барабане, что в продольном направлении барабана могут быть изготовлены и извлечены из барабана несколько формованных полуфабрикатов или деталей из ВКМ-полуфабрикатов.
Таким образом, согласно изобретению предусмотрено изготовление кольцеобразного или частично-кольцеобразного содержащего армированный волокнами синтетический материал полуфабриката или детали из ВКМ-полуфабрикатов. Способ согласно изобретению предусматривает создание канала с помощью фасонных деталей пошаговым образом из канальных участков таким образом, что они постепенно образуют форму подлежащей изготовлению детали. Пошаговым образом из участков образуется канал, при этом пошаговым образом после изготовления канального участка в него вкладывается материал полуфабриката для изготовления волокнистой композитной детали. Это означает, что материал полуфабриката может быть вложен в канал с необходимой для изготовления волокнистой композитной детали ориентацией волокон. При этом волокнистый материал может укладываться в канальный участок, например, способом намотки. Это является, прежде всего, возможным, если соответственно образованный канальный участок имеет такую форму, что он проходит вращательно-симметрично вокруг оси барабана и является радиально наружу открытым, и тем самым доступным для вложения волокон или жгутов волокон или сухих или пропитанных полуфабрикатов из волокон. Кроме того, согласно изобретению предусмотрено, что после образования канального участка матричный материал вводится в него или образования нескольких канальных участков матричный материал вводится в канальные участки. Введение полуфабрикатов происходит, прежде всего, с предварительно определенной ориентацией волокон, которая должна соответствовать ориентации волокон в подлежащем изготовлению полуфабрикате или детали, так что с помощью ротационного способа является технически возможным изготовление сложной заданной формы, например, с радиально проходящими поперечными ребрами и аксиально примыкающими к ним фланцами.
Далее примеры осуществления изобретения описываются на прилагаемых фигурах. Показано на:
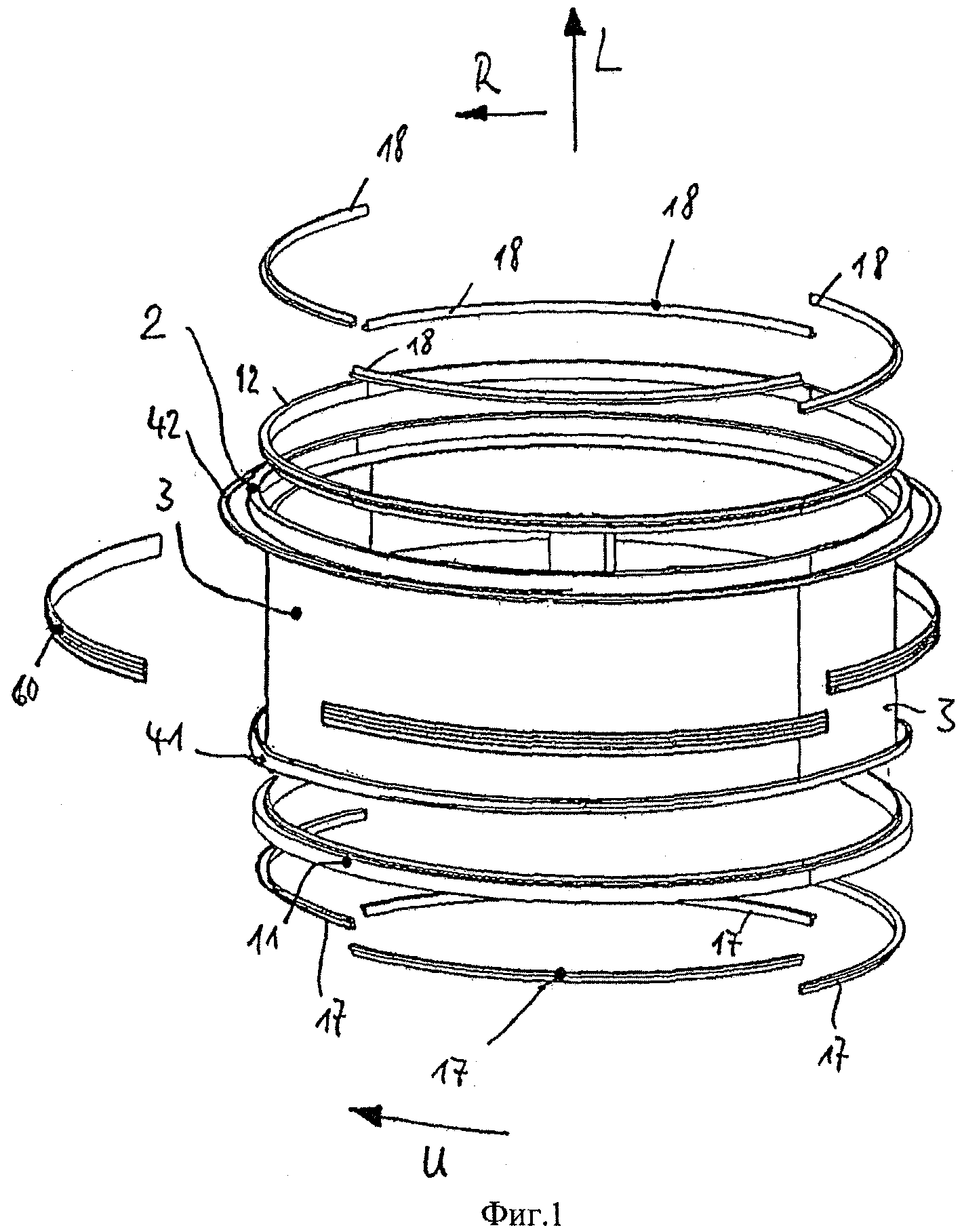
Фиг.1: покомпонентное изображение в перспективе предусмотренного согласно изобретению барабана и нескольких кольцеобразных или частично-кольцеобразных фасонных деталей для расположения на вращаемом барабане,
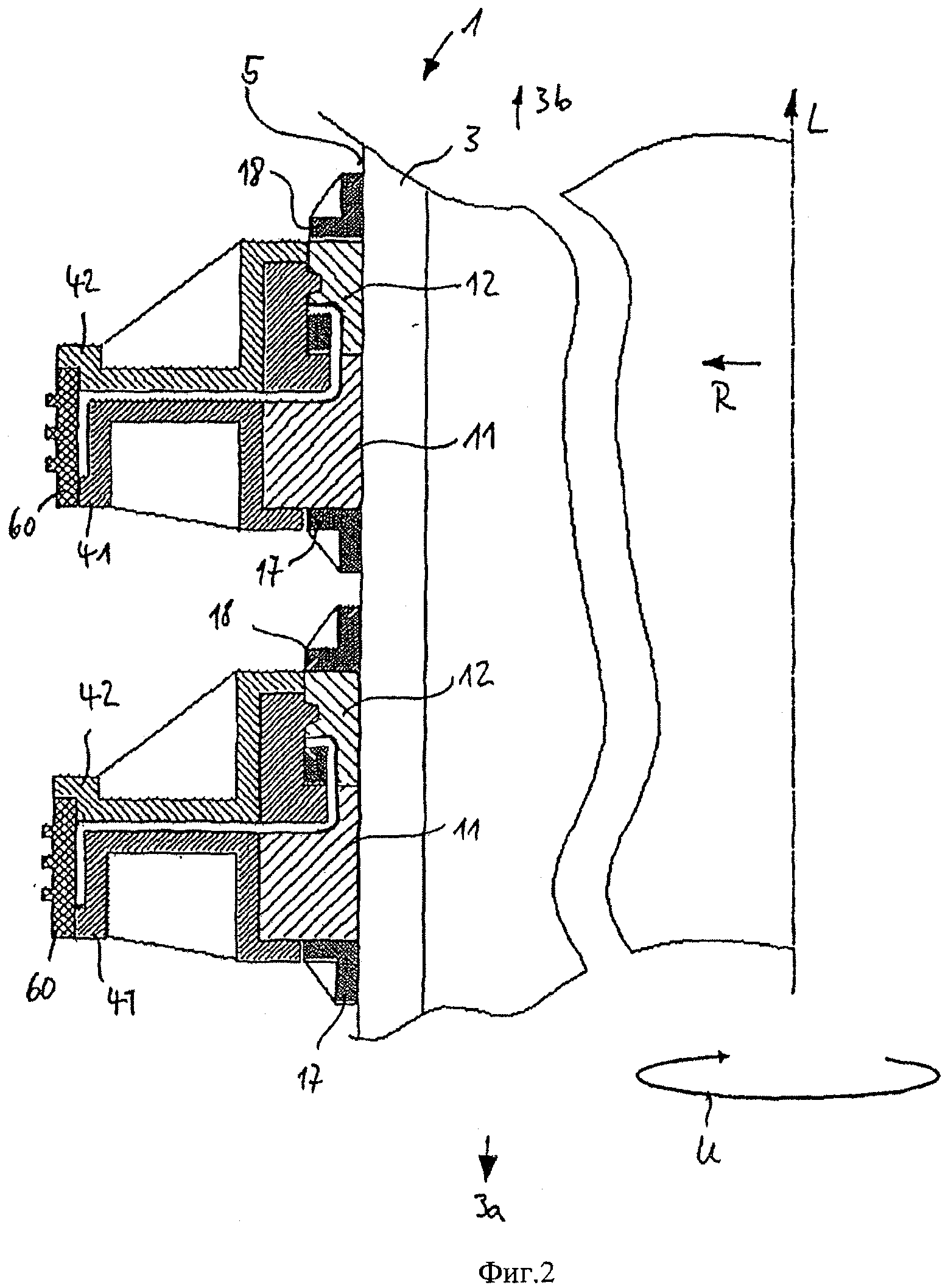
Фиг.2: частичный разрез через вращаемый барабан в его продольном направлении с, например, дополненной конструкцией из кольцеобразных или частично-кольцеобразных фасонных деталей на барабане,
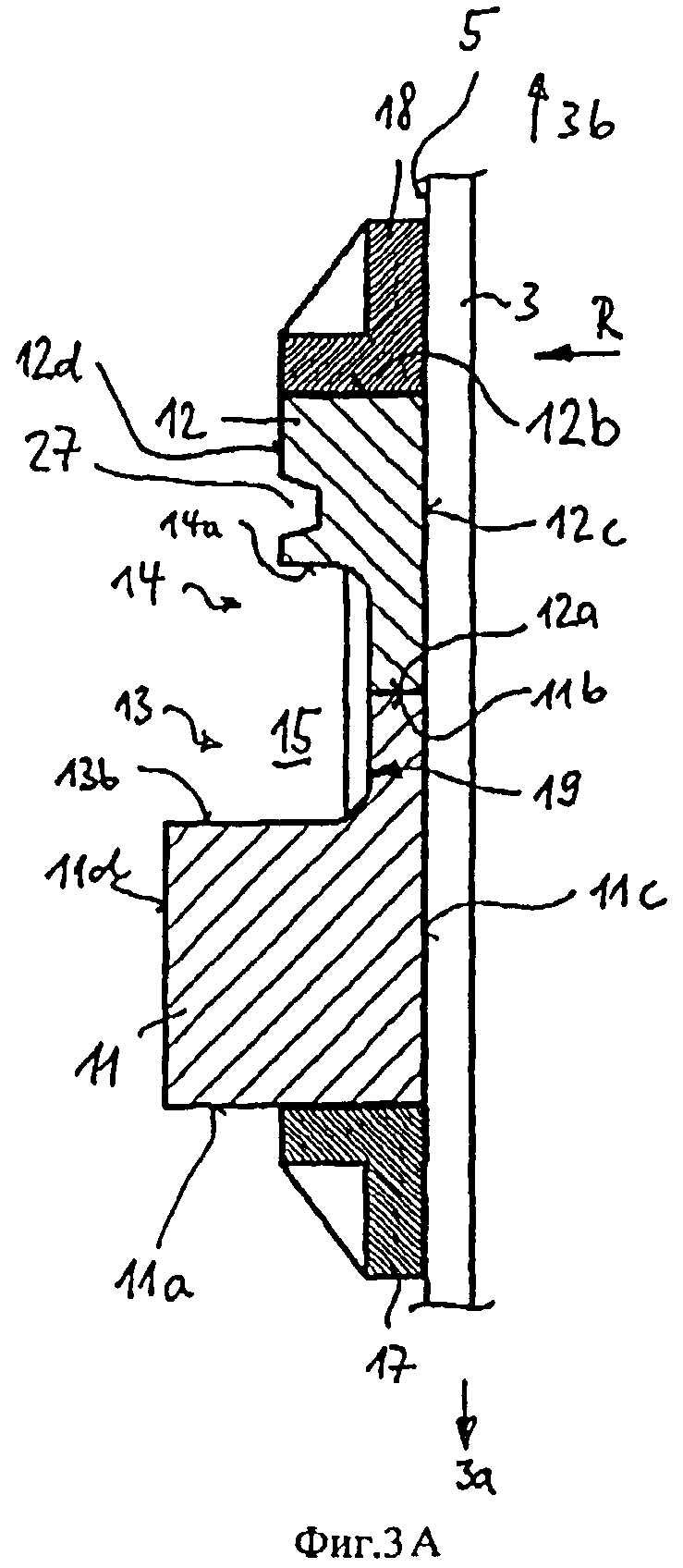
Фиг.3а: опорная область вращаемого барабана с двумя расположенными на нем кольцеобразными фасонными деталями, которые сбоку поддерживаются кольцевыми стопорными уголками, а также с нанесением полуфабриката для образования внутреннего пояса для подлежащего изготовлению шпангоута,
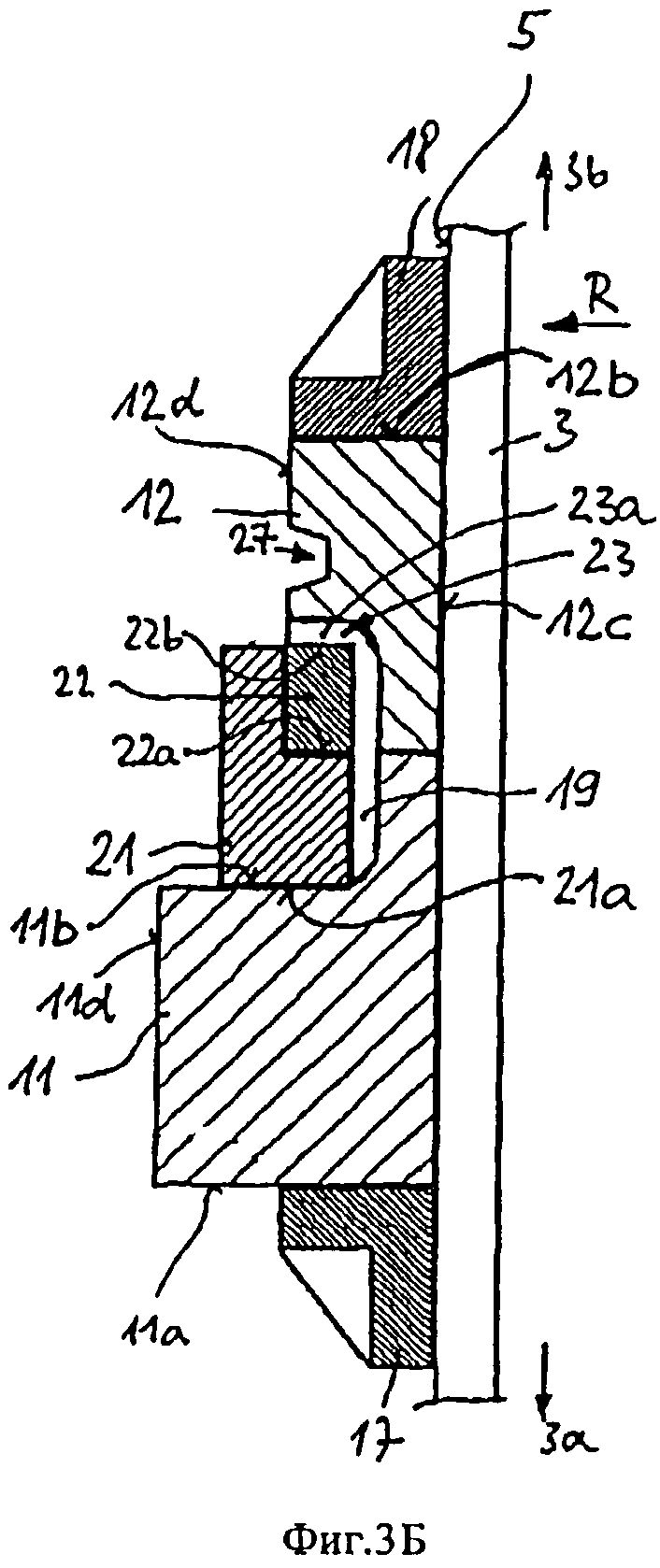
Фиг.3б: опорная область вращаемого барабана, на которую, исходя из показанного на фиг.3а состояния, установлены еще две кольцеобразных фасонных детали для дополнительного образования внутреннего буртика подлежащего изготовлению шпангоута,
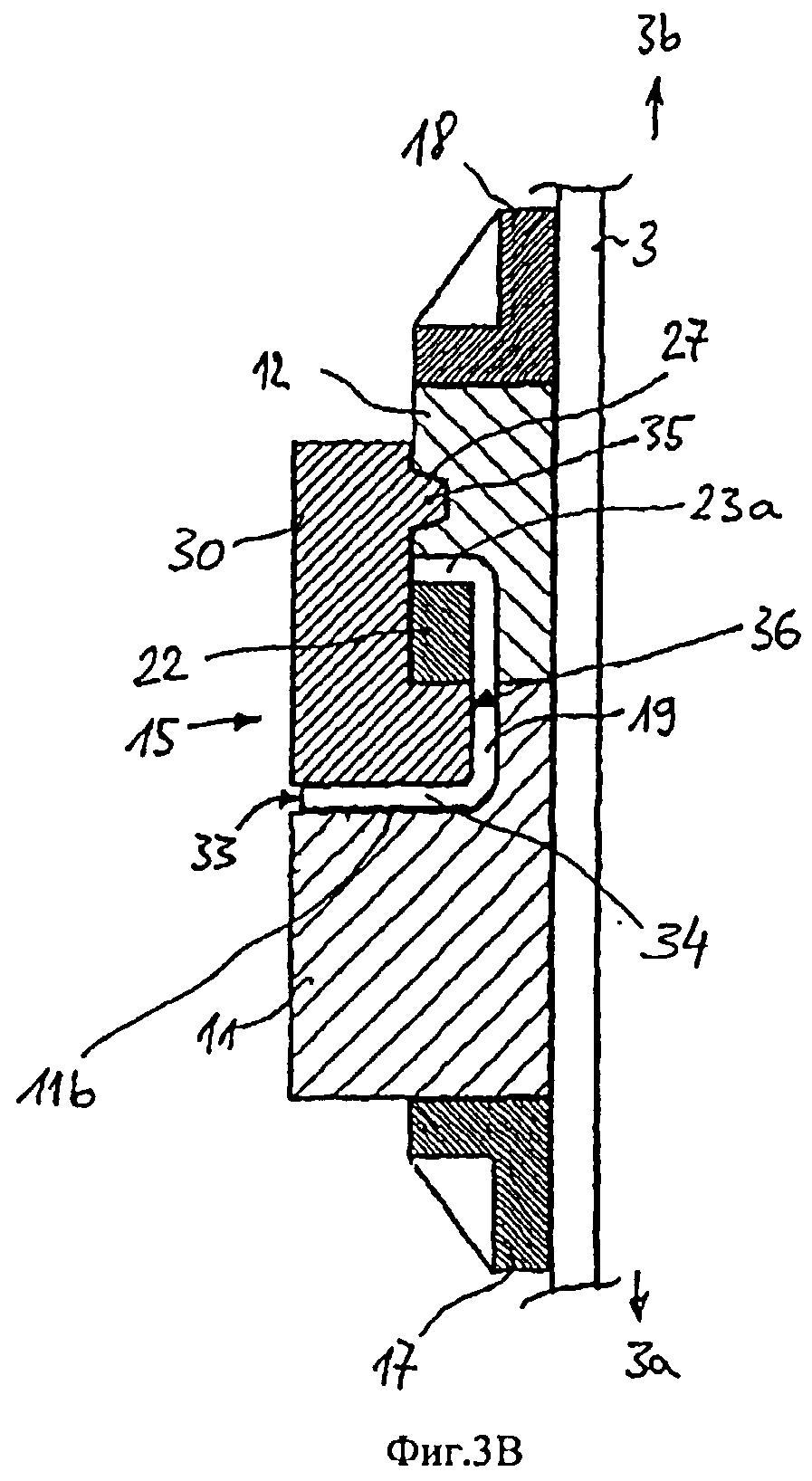
Фиг.3в: опорная область вращаемого барабана, на которую, исходя из показанного на фиг.3б состояния, установлена еще одна кольцеобразная фасонная деталь в качестве замены установленной ранее фасонной детали для образования поперечного ребра подлежащего изготовлению шпангоута,
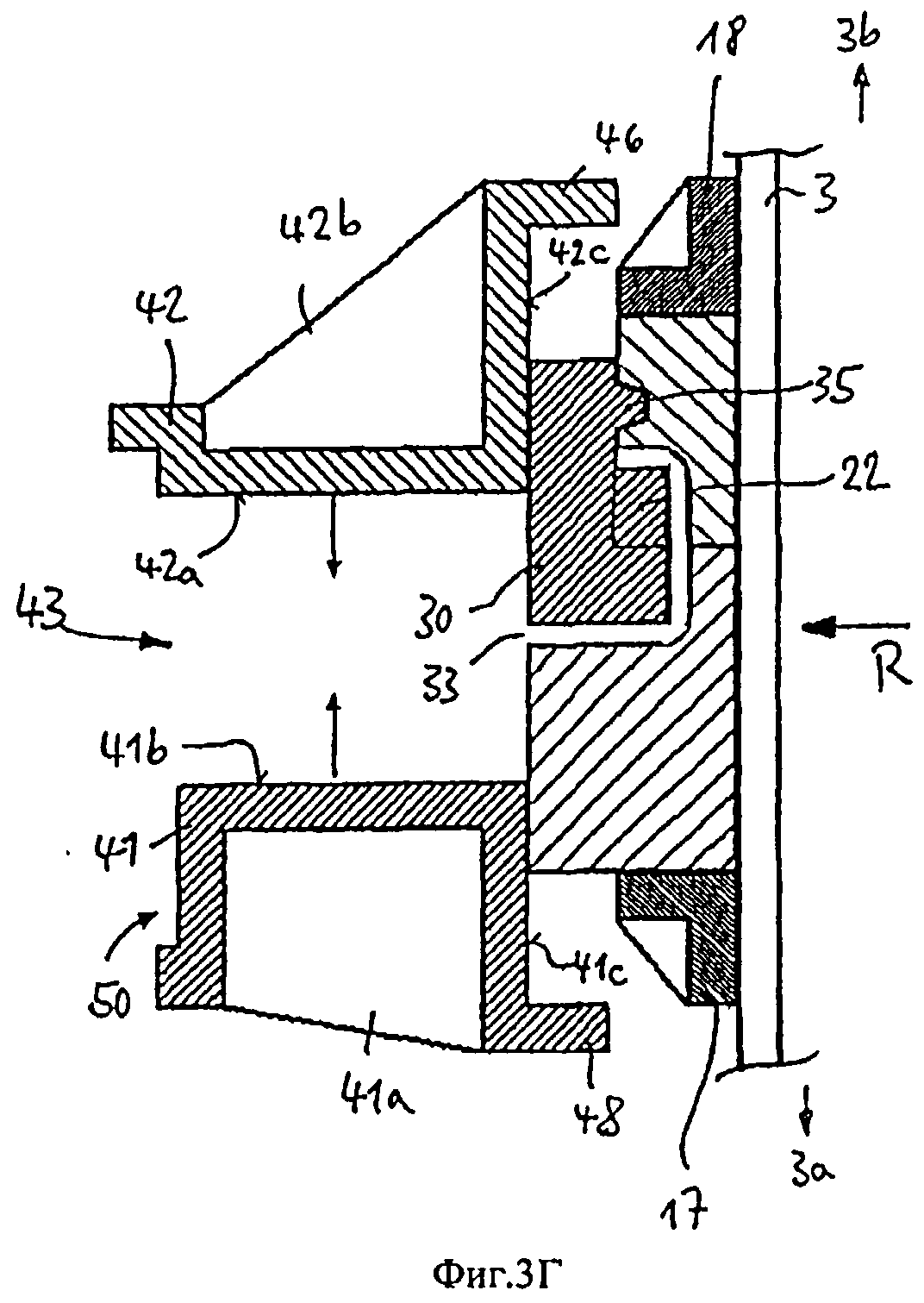
Фиг.3г: опорная область вращаемого барабана, на которую, исходя из показанного на фиг.3в состояния, установлены еще две кольцеобразных фасонных детали в качестве замены одной уже установленной фасонной детали, а также еще две кольцеобразных фасонных детали для дальнейшего образования уже образованного на предшествующей стадии поперечного ребра на подлежащем изготовлению шпангоуте,
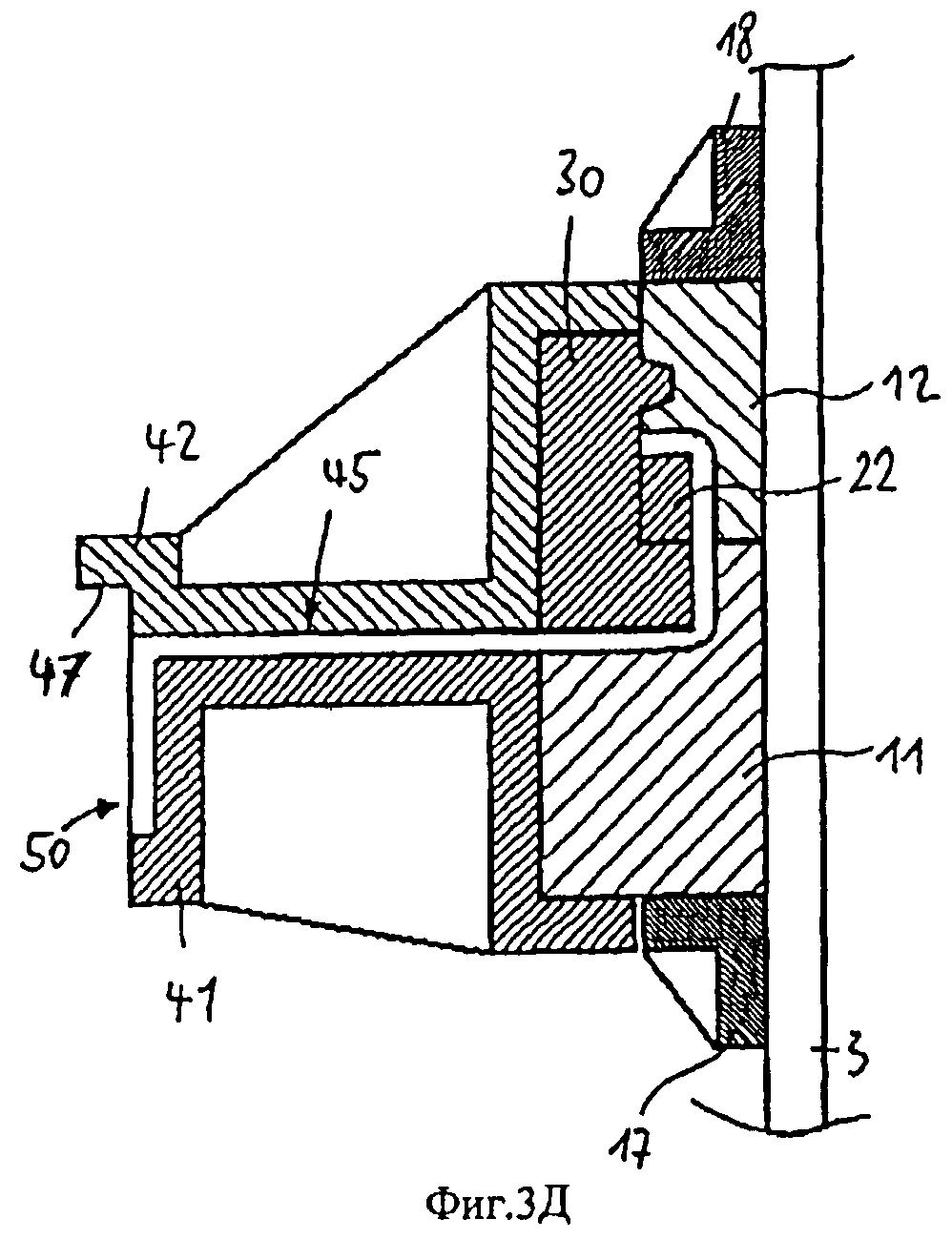
Фиг.3д: опорная область вращаемого барабана, на которую, исходя из показанного на фиг.3г состояния, с уже установленными кольцеобразными фасонными деталями дополнительно намотан внешний пояс подлежащего изготовлению шпангоута,
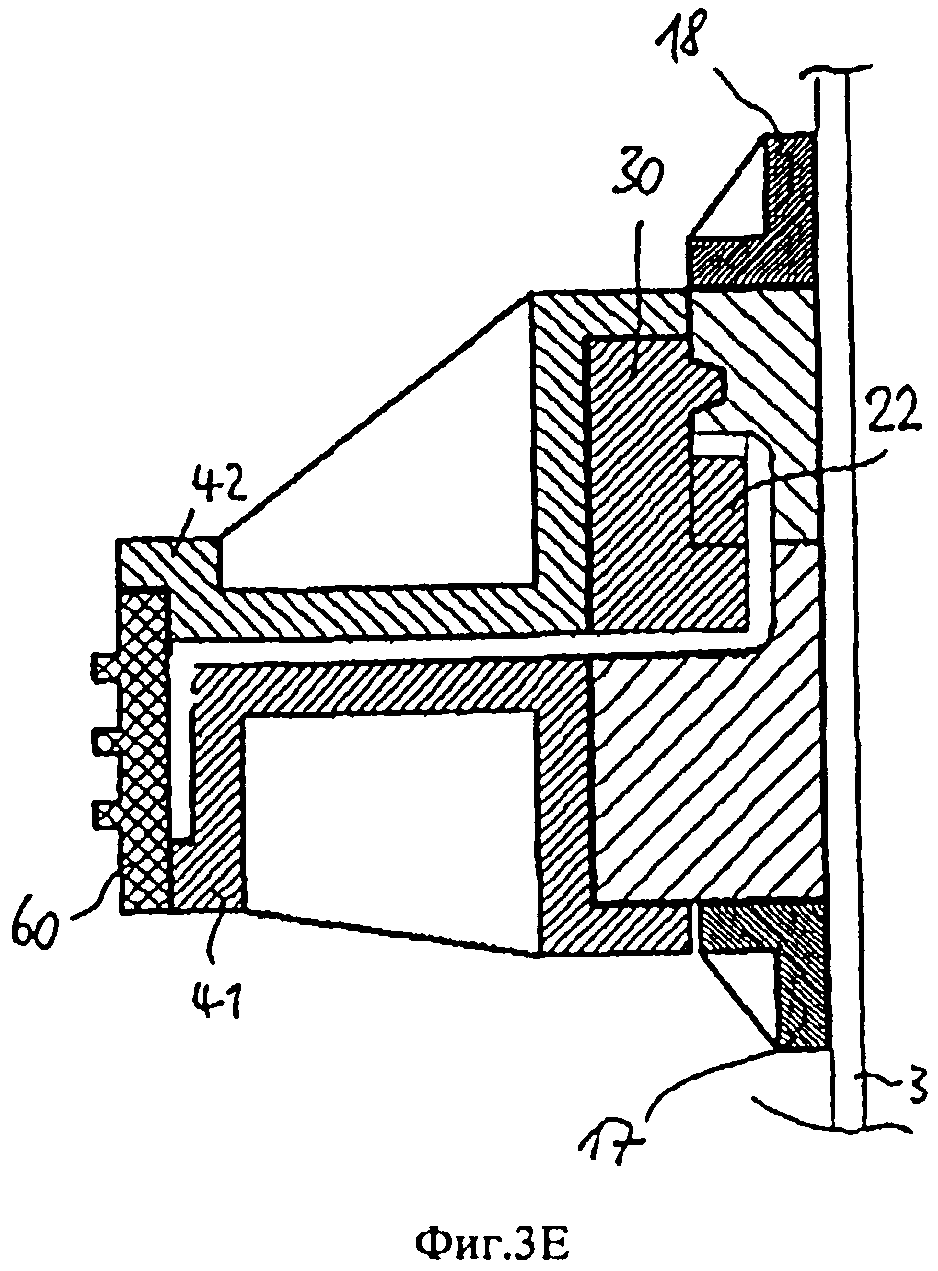
Фиг.3е: опорная область вращаемого барабана, на которую, исходя из показанного на фиг.3д состояния, установлен кольцевой элемент-крышка для закрывания установленной структуры из фасонных элементов.
На фиг.1 дано в перспективе покомпонентное изображение предусмотренного согласно изобретению устройства 1 изготовления с барабаном 3 и несколькими установленными на него кольцеобразными или частично-кольцеобразными фасонными деталями, которые в примере применения способа согласно изобретению могут быть применены для образования кольцеобразного шпангоута для фюзеляжа самолета для расположения на вращаемом барабане. По меньшей мере одна из наложенных фасонных деталей имеет одну или несколько внешних поверхностей, на которые может быть наложен материал полуфабриката.
С помощью предлагаемого в изобретении способа может быть изготовлен не только один профиль, например шпангоут, но и несколько профилей могут быть изготовлены одновременно. В качестве примера на фиг.2 показано одновременное изготовление двух профилей. За счет этого повышается пропускная способность машины и число изготавливаемых с помощью предлагаемого в изобретении способа деталей за промежуток времени.
За счет деления на несколько сегментов формы могут быть изготовлены и невращательно-симметричные полуфабрикаты или детали. Например, могут быть изготовлены детали с эллиптическими формами основного поперечного сечения. Также могут быть изготовлены детали с формами основного поперечного сечения, которые не являются закрытыми и имеют, например, частично-эллиптические или частично-параболоидные формы.
При этом в качестве полуфабриката могут быть, прежде всего, применены: ровинги, ткани, текстильные кладки, препреги и/или нити. С полуфабрикатом применяется матричный материал. Матричный материал, для которого применяется смола или металлический расплав, вводится в канал для матричного материала, после того, как полуфабрикат введен в соответствующий канальный участок. Дополнительно он может быть также нанесен на барабан с полуфабрикатом, например, если речь идет о предварительно пропитанных полуфабрикатах (препрегах).
В целях описания барабану 3 придано продольное направление L (фиг.2), которое совпадает с его осью симметрии. Из этого образуется радиальное направление R и окружное направление U. Последовательность нанесения кольцеобразных или частично-кольцеобразных фасонных деталей на барабан для измененного случая применения на фигурах 3а-3е изображена на разных стадиях способа согласно изобретению. При этом на фиг.2 показан частичный разрез через вращаемый барабан в его продольном направлении с дополненной структурой из кольцеобразных или частично-кольцеобразных фасонных деталей на барабане, которая изображена пошаговым образом на фиг.3а-3е.
Согласно способу согласно изобретению для изготовления кольцеобразных или частично-кольцеобразных полуфабрикатов или деталей из ВКМ-полуфабрикатов, которые содержат армированный волокнами синтетический материал, сначала происходит размещение множества кольцеобразных или частично-кольцеобразных фасонных деталей на вращаемом барабане таким образом, что они простираются в окружном направлении барабана и тем самым образуют катушкообразную форму с кольцеобразным приемным элементом или канальным участком для приема полуфабриката, а затем происходит многослойное нанесение полуфабриката в кольцеобразный приемный элемент катушкообразной формы. Кольцеобразный приемный элемент вырабатывается в конфигурации, с которой может происходить образование по меньшей мере одной части подлежащей изготовлению детали.
В изображенном на фигурах 3а-3е примере осуществления сначала в опорной области или на опорной поверхности 5 вращаемого барабана 3 располагаются две кольцеобразных фасонных детали 11, 12, которые в описываемом здесь примере осуществления в ходе реализации способа не заменяются и поэтому могут быть обозначены как базисные фасонные детали. Опорной поверхностью 5 вращаемого барабана 3 может также быть окружная поверхность расположенной на окружной поверхности барабана гильзы. Каждая фасонная деталь 11, 12 имеет первую, обращенную к первому концу За барабана боковую поверхность 11a или 12a, и вторую, обращенную ко второму концу 36 барабана боковую поверхность 11b, 12b. Радиальные внутренние поверхности 11с, 12с базисных фасонных деталей 11, 12 лежат на опорной поверхности 5 барабана 3.
Внешние окружные поверхности 11d, 12d в описываемом примере осуществления имеют контур, на который частично может быть наложен или намотан материал полуфабриката, и который подходит для приема дополнительных фасонных деталей. Для этого фасонные детали в описываемом здесь случае применения имеют по одной выемке 13 или 14, которые расположены на соответствующих, лежащих радиально снаружи углах, так что они при соответствующем расположении фасонных деталей 11, 12 на барабане 3 образуют связную выемку 15. При рассмотрении в направлении концов 3а, 3б барабана, эта выемка 15 ограничена сначала открытой, проходящей радиально и обращенной ко второму концу барабана боковой поверхностью 13b первой фасонной детали 11 и противолежащей, сначала открытой и проходящей радиально, а также обращенной к первому концу За барабана боковой поверхностью 14а второй фасонной детали 12. Фасонные детали 11, 12 на каждой из своих обращенных к соответствующим концам 3а, 3б барабана боковых поверхностей 11а, 12b при рассмотрении наружу, то есть в продольном направлении L, подпираются фиксирующими уголками 18, 17.
В приемный элемент 15 в изображенном случае применения вкладывается материал полуфабриката с заданной, проходящей в радиальном направлении R толщиной. Этот слой полуфабриката после стадии отверждения готовой детали образует внутренний буртик подлежащего изготовлению шпангоута, при этом толщина слоя соответствует толщине внутреннего буртика (фиг.3а).
На следующей стадии на предусмотренный для образования внутреннего буртика слой накладываются первая и вторая фасонная деталь 21, 22, которые на последующей стадии заменяются другими фасонными деталями, так что эти фасонные детали могут быть также обозначены как промежуточные фасонные детали. В описываемом примере осуществления первая промежуточная фасонная деталь 21 имеет такую форму и так вложена в выемку 15, что первая промежуточная фасонная деталь 21 радиально наружу перекрывает вторую промежуточную фасонную деталь 22, а она расположена в выемке на радиальной внутренней стороне первой промежуточной фасонной детали 21. При этом вторая промежуточная фасонная деталь 22 и вторая базисная фасонная деталь 12 имеют такую форму и так расположены относительно друг друга, что между первой промежуточной фасонной деталью 22 и расположенной около нее, простирающейся радиально боковой стенкой 14a второй базисной фасонной детали 12 остается свободным простирающийся радиально канал или промежуточное пространство 23, которое, к тому же, проходит в окружном направлении U барабана 3. В это простирающееся радиально промежуточное пространство 23 на следующей стадии также вводится или накладывается материал полуфабриката 23a, так что получается проходящее радиально поперечное ребро полуфабриката, которое в подлежащей изготовлению детали образует закраину к расположенному в осевом направлении детали окончанию внутреннего буртика подлежащего изготовлению шпангоута. Первая промежуточная фасонная деталь 21 своей первой, обращенной к первому концу За барабана, проходящей радиально боковой поверхностью 21a прилегает к обращенной к ней боковой поверхности или стенке 11b выемки первой базисной фасонной детали 11 (фиг.3б).
Первая промежуточная фасонная деталь 21 на следующей стадии заменяется третьей промежуточной фасонной деталью 30, которая также применяется только для промежуточной стадии, а затем заменяется (фиг.3в). Третья фасонная деталь 30 проходит в осевом направлении L барабана 3 на своем боковом участке 36 вдоль первой фасонной детали 11 и простирается в осевом направлении за ее пределы также вдоль участка второй базисной фасонной детали 12, при этом она прилегает к этому участку. Для закрепления или стабилизации третьей фасонной детали 30 она имеет на обращенной ко второй базисной фасонной детали 12 стороне проходящий в окружном направлении U и направленный к оси барабана выступ 35. Кроме того, вторая базисная фасонная деталь 12 имеет на обращенной к третьей фасонной детали 30 стороне канавку 27 для приема с геометрическим замыканием окружного выступа 35 и для фиксации третьей промежуточной детали в осевом направлении L барабана 3. Третья фасонная деталь 30 имеет такую форму и расположена в выемке 15 таким образом, что она между своей первой, проходящей радиально и обращенной к первому концу 3а барабана боковой стенкой 30a и боковой поверхностью 11b или стенкой выемки первой базисной фасонной детали 11 освобождает простирающийся радиально и в окружном направлении U канал или промежуточное пространство, в которое на следующей стадии вкладывается материал полуфабриката 34, который под прямым углом примыкает к слою материала для образования внутреннего буртика (фиг.3в).
На следующей стадии на выполненную до сих пор структуру из фасонных деталей насаживается первая профилированная фасонная деталь 41 и вторая профилированная фасонная деталь 42 (фиг.3г), которые имеют такую форму и позиционируются на выполненной до сих пор структуре из фасонных деталей таким образом, что между ними образуется проходящее в радиальном направлении R промежуточное пространство или канал 43, который примыкает к радиально проходящему промежуточному пространству с такой же шириной (фиг.3д). При этом промежуточное пространство 43 образуется между обращенными друг к другу, проходящими радиально и противолежащими друг другу боковыми поверхностями 41b, 42a первой профилированной фасонной детали 41 и второй профилированной фасонной детали 42. Затем в промежуточное пространство снова вводится или накладывается матричный материал и/или материал полуфабриката, так что в подлежащей изготовлению детали получается проходящее радиально поперечное ребро полуфабриката, которое представляет собой в ней удлинение образуемого промежуточным пространством поперечного ребра.
Первая профилированная фасонная деталь 41 имеет на своей внутренней окружной стороне опорную поверхность 41c, которая выполнена таким образом и, прежде всего, имеет такой внутренний радиус, что первая профилированная фасонная деталь 41 является надвигаемой от первого конца 3а барабана 3 в продольном направлении L на уже имеющуюся конструкцию формы. Также, вторая профилированная фасонная деталь 42 на свое внутренней окружной стороне имеет опорную поверхность 42с, которая выполнена таким образом и, прежде всего, имеет такой внутренний радиус, что вторая профилированная фасонная деталь 42 является надвигаемой от второго конца 3б барабана 3в продольном направлении L на уже имеющуюся конструкцию формы (фиг.3г). Для усиления фасонных деталей 41 и 42 против скручивания и против действующих в окружном направлении U сил они на своей внешней, обращенной к первому 3а или же второму 3б концу барабана стороне снабжены ребрами 41a или же 42b. Кроме того, фасонные детали 41 и 42 на своей внутренней поверхности 41c или же 42c имеют простирающиеся от нее внутрь, то есть к центральной оси барабана, кольцеобразные или другого вида выступы 48, 46. Эти выступы при надвигании фасонных деталей 41, 42 на структуру из уже расположенных на барабане 3 фасонных деталей входят в прилегание к направленной в сторону соответствующего конца 3а, 3б барабана боковой поверхности соответствующей фасонной детали 11 или же 30, на которую в данном случае применения надвигается соответствующая из фасонных деталей 41 или же 42 от соответствующего конца 3а или же 3б барабана.
В изображенном примере осуществления расположенная вблизи от к первого конца 3а барабана фасонная деталь 41 имеет простирающийся в ее ширине в осевом направлении барабана приемный элемент или углубление или канал 50, внутреннее пространство которого соединено с промежуточным пространством 43. В канал 50 вкладывается дальнейший материал полуфабриката, который примыкает к вложенному в промежуточное пространство 43 материалу. Вложенный в промежуточное пространство 43 материал образует в подлежащей изготовлению детали простирающийся кольцеобразно в осевом направлении барабана 3 внешний пояс.
Для закрытия формовочной конструкции в случае применения согласно фигурам 3а-3е на нее от первого конца 3а барабана надвигается кольцеобразный элемент-крышка 60 или закрывающая деталь против упорной поверхности 47, которая при рассмотрении от первого конца 3а барабана расположена по ту сторону самого внешнего канала 50, так что при соответствующей конфигурации кольцевого элемента-крышки 60 он покрывает канал 50 (фиг.3е). Под элементом-крышкой 60 канал 50 заканчивается, и элемент-крышка 60 закрывает канал 50, так что при вращении барабана 3 элемент-крышка 60 предотвращает движение матричного материала из канала.
Таким образом, в формовочной конструкции могут применяться фасонные детали, которые являются монолитными и, прежде всего, изготовлены монолитными. В данном случае применения это относится к фасонным деталям 11, 12, 41, 42. Кроме того, могут применяться фасонные детали, которые образованы из нескольких, то есть по меньшей мере двух окружных деталей, которые, примыкая друг к другу, в окружном направлении U образуют замкнутое кольцо. В данном случае применения это относится к фасонным деталям 21, 22, 30. Они, отчасти, являются фасонными деталями, которые по кинематическим причинам не могут быть приведены в свое соответствующее назначению положение надвиганием. При этих соединенных в окружном направлении фасонных деталях они в окружном направлении скрепляются друг с другом, для чего на их расположенных в окружном направлении концах могут быть применены закрепленные соединительные элементы или окружные ленты.
Согласно изобретению, предпочтительно, изготавливаются детали в такой конфигурации, при расположении которых друг к другу получается форма подлежащего образованию канала, который имеет проходящие по меньшей мере в радиальном направлении участки. При этом применяется комбинация монолитных или изготовленных монолитными фасонных деталей, которые по кинематическим причинам по необходимости простираются в окружном направлении.
Признаки фасонных деталей описанного случая применения могут комбинироваться для других случаев применения, то есть подлежащих изготовлению деталей другой конфигурации, в зависимости от конструкции формовочной надстройки и получающихся в результате кинематических условий, другим образом.
При этом могут быть также предусмотрены, прежде всего, фасонные детали, такие как фасонные детали 21 или 22, которые требуются только для одной промежуточной стадии наложения полуфабриката, а после этого заменяются другими фасонными деталями для того, чтобы продолжить подлежащий обложению материалом полуфабриката канал.
Материал полуфабриката может, например, накладываться слоями в виде кладки или волокнистых матов или в виде нити или ровинга наматываться в соответственно подготовленном канале и таким образом вводиться в канал. При этом, прежде всего, может быть предусмотрено, что волокна или нити или ровинги полуфабрикатов укладываются в соответствующий канальный участок с заданной ориентацией.
Предпочтительно, соответственно подготовленный канал оформляется использованными в соответствующей формовочной конструкции фасонными деталями таким образом, что затем он может заполняться материалом полуфабриката единым образом, то есть с помощью одной и той же техники намотки или техники наложения. Однако при заполнении соответственно подготовленного канала может также применяться и комбинация различных способов наложения.
Подлежащий формированию, простирающийся в окружном направлении и радиальном направлении канал проходит при рассмотрении в осевом разрезе барабана участками в радиальном или также в осевом направлении, при необходимости, с соответствующими переходами между осевой и радиальной областью. В особых случаях может быть также образован канал, поперечное сечение которого при рассмотрении в осевом разрезе барабана проходит наклонно к осевому направлению L или радиальному направлению R.
При расположении или после расположения множества кольцеобразных или частично-кольцеобразных фасонных деталей на вращаемом барабане 3 таким образом, что они образуют катушкообразную форму с кольцеобразным, образованным из канальных участков 19, 33, 45, 50 каналом для приема полуфабриката, а также многослойным нанесении полуфабриката в канал катушкообразной формы, факультативно происходит введение матричного материала в заполненный материалом полуфабриката канал. Эта стадия может отсутствовать, если полуфабрикат уже имеет достаточно матричного материала.
Это может происходить пошаговым образом после подготовки одного канального участка 19, 33, 45, 50 или после подготовки множества канальных участков 19, 33, 45, 50 или после подготовки всего образованного из канальных участков 19, 33, 45, 50 канала и, прежде всего, после насадки кольцевого элемента-крышки 60.
При этом полуфабрикат уже может быть снабжен матричным материалом, например при применении препрега для матричного материала.
В качестве альтернативы или дополнительно, при создании структуры из фасонных деталей или после этого может быть образован подводящий канал для матричного материала, который соединен с устройством для подачи матричного материала с запасным резервуаром для матричного материала, так что из устройства для подачи матричного материала матричный материал может вводиться в образованный из фасонных деталей канал 19, 33, 45, 50. Устройство для подачи матричного материала может быть расположено внутри барабана 3 или вне барабана 3, так что подводящий канал может простираться от образованного из фасонных деталей канала 19, 33, 45, 50 в область внутри барабана или во внешнее окружение барабана.
После введения материала полуфабриката и матричного материала в образованный из фасонных деталей канал происходит вращение барабана таким образом, что за счет центробежных сил матричный материал выдавливается наружу, а содержащийся в канале воздух вытесняется радиально внутрь, так что наполнение канала подготавливается для образования синтетического материала высокого качества.
Для вытеснения или выхода воздуха из канала 19, 33, 45, 50 может быть образован дополнительный выпускной канал, который возник за счет образованного между фасонными деталями промежуточного пространства, или который может происходить другими средствами, например вставлением канюли в расположенную дальше всех внутри фасонную деталь. Выпускной канал простирается от радиально дальше всего внутри расположенного места образованного из фасонных деталей канала 19, 33, 45, 50. Выпускной канал простирается внутрь барабана 3 и может быть открытым на своем внутреннем конце или оканчиваться в приемном резервуаре. Выпускной канал также может быть идентичным подводящему каналу, если последний оканчивается в нем в радиально дальше всего внутри расположенном месте образованного из фасонных деталей канала 19, 33, 45, 50.
На следующей стадии происходит отверждение материала полуфабриката и матричного материала, который находится в образованном из фасонных деталей канале 19, 33, 45, 50, с применением температуры в кольцо или частичное кольцо из синтетического материала и извлечение кольца из синтетического материала из катушкообразной формы или образованной из фасонных деталей формовочной конструкции.
Применяемые согласно изобретению фасонные детали не должны быть вращательно-симметричными или частично-вращательно-симметричными, то есть не должны иметь проходящие в окружном направлении параллельно кромки и могут, например, при рассмотрении в окружном направлении U иметь форму рампы, что согласно изобретению также подпадает под обозначение «кольцеобразный или частично-кольцеобразный». В зависимости от конфигурации подлежащей изготовлению детали, фасонные элементы могут быть также выполнены несимметричными. Существенным является то, что они пошагово прикладываются друг к другу, так что между ними образуется канал для вложения полуфабриката и/или введения матричного материала. Канал имеет долю в окружном направлении и радиальном направлении, так что при вращении барабана на матричный материал оказывается центробежное воздействие.
Признаки фасонных деталей, например базисных фасонных деталей и промежуточных фасонных деталей и других фасонных деталей, могут быть на них в общем предусмотрены или не предусмотрены для того, чтобы можно было добиться их расположения, при котором согласно изобретению может происходить изготовление детали заданной конфигурации.
Система из двух секций фюзеляжа самолета и соединительной структуры для соединения обшивок фюзеляжа
Соединительное устройство для соединения секций фюзеляжа, комбинация из соединительного устройства и по меньшей мере одной секции фюзеляжа, а также способ изготовления соединительного устройства
Элемент конструкции крыло - фюзеляж для соединения двух крыльев и секции фюзеляжа на самолете
Крыло самолета, а также структура крыла с устройством для оказания влияния на поток
Комбинация крыло-двигатель, самолет, а также секция крыла самолета с канальной структурой отводимого от двигателя воздуха
Система генерации мощности для интеграции в систему самолета
Впускная заслонка двигателя для установки на корпусе воздухозаборника двигателя самолета, а также двигатель с такой впускной заслонкой и самолетная система
Способ изготовления профилированной преформы и профилированной детали из волокнистых композитных пластмасс, пултрузионная установка, а также прессующее устройство для осуществления способа
Обтекаемое тело и система обеспечения большой подъемной силы с таким обтекаемым телом
Самолет с системой увеличения подъемной силы
Система из двух секций фюзеляжа самолета и соединительной структуры для соединения обшивок фюзеляжа
Соединительное устройство для соединения секций фюзеляжа, комбинация из соединительного устройства и по меньшей мере одной секции фюзеляжа, а также способ изготовления соединительного устройства
Элемент конструкции крыло - фюзеляж для соединения двух крыльев и секции фюзеляжа на самолете
Система обеспечения большой подъемной силы для самолета с основным крылом и переустанавливаемым предкрылком
Система приведения в действие по меньшей мере одного регулируемого закрылка самолета, а также способ проверочного испытания системы
Крыло самолета, а также структура крыла с устройством для оказания влияния на поток
Комбинация крыло-двигатель, самолет, а также секция крыла самолета с канальной структурой отводимого от двигателя воздуха
Система генерации мощности для интеграции в систему самолета
Впускная заслонка двигателя для установки на корпусе воздухозаборника двигателя самолета, а также двигатель с такой впускной заслонкой и самолетная система
Способ изготовления профилированной преформы и профилированной детали из волокнистых композитных пластмасс, пултрузионная установка, а также прессующее устройство для осуществления способа

