Результат интеллектуальной деятельности: СПОСОБ ПОВЫШЕНИЯ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ ИНСТРУМЕНТАЛЬНЫХ И КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ МЕТОДОМ ОБЪЕМНОГО ИМПУЛЬСНОГО ЛАЗЕРНОГО УПРОЧНЕНИЯ (ОИЛУ)
Вид РИД
Изобретение
Изобретение относится к области получения материалов с новыми свойствами, в частности при изготовлении и ремонте различных машин и механизмов.
Известен способ упрочнения режущего инструмента из быстрорежущей стали ударной лазерной обработкой (А.с. №1078939 А (СССР)), заключающийся в том, что после термической обработки производят ударную лазерную обработку с плотностью энергии 5-30 Дж/мм2.
Данный способ может применяться только для быстрорежущих инструментальных сталей.
Известен также способ поверхностной импульсной лазерной обработки материалов (Коваленко В.С. Упрочнение деталей лучом лазера. - Киев: Техника, 1981. - 131 с.; SU 1752514 A1 07.08.1992; А.Г.Григорьянц, А.Н.Сафонов. Основы лазерного термоупрочнения сплавов. - М.: Высшая школа, 1988, кн.3, с.98-102, 118-119, кн.6, с.106-107, 124; технология «Laser shot peening». Институт лазерной физики (г.Санкт-Петербург)), который представляет собой последовательную закалку материала изделия при облучении лазером. Основные недостатки поверхностной импульсной лазерной обработки изделий следующие:
- одновременное упрочнение нескольких поверхностей недопустимо;
- прилегающие поверхности после импульсной лазерной обработки ослаблены против действия сил хрупкого разрушения;
- процесс продолжителен во времени (за счет многократного облучения одного изделия) и требует значительных энергетических затрат;
- при износе или переточке изделия упроченный слой удаляется.
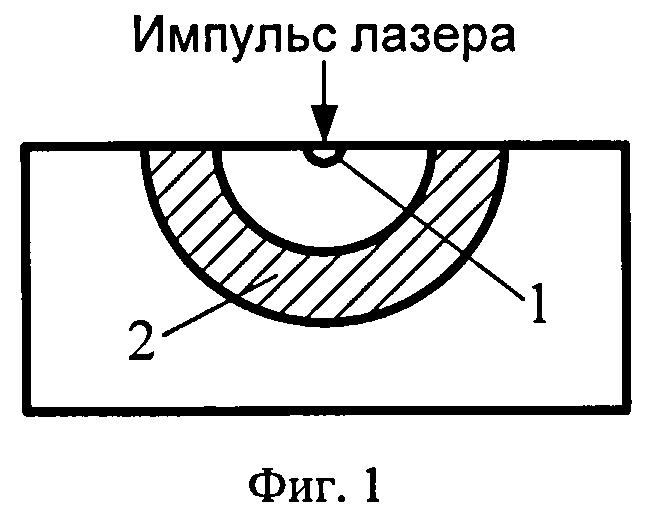
Зоны упрочнения материала различными методами с использованием лазера показаны на фиг.1, где 1 - методы ударной и импульсной лазерной обработки (1-3 мм); 2 - метод объемного импульсного лазерного упрочнения (18-30 мм).
В патенте RU 2460811 C1 «Способ повышения работоспособности твердосплавного режущего инструмента методом импульсной лазерной обработки» предложен метод объемного импульсного лазерного упрочнения (далее - ОИЛУ) для упрочнения инструментов из твердых сплавов. В данном патенте рассматриваются общие подходы использования ОИЛУ для различных материалов. Кроме того, термин «импульсная лазерная обработка» принято использовать для обозначения поверхностной термической обработки с применением лазера импульсного действия [Яресько С.И. Физические и технологические основы упрочнения твердых сплавов. - Самара: изд-во Самарского научного центра РАН, 2006. - 244 с.]. Для исключения возможного недопонимания нами предлагается название разработанного метода - «Объемное импульсное лазерное упрочнение» [Пинахин И.А. Объемное импульсное лазерное упрочнение режущих инструментов. Твердые сплавы. LAP LAMBERT Academic Publishing GmbH & Co. KG., 2012. - 122 с.].
Основной задачей, на решение которой направлен заявленный способ, является повышение технического ресурса изделий при наименьших энерго- и трудозатратах.
Технический результат изобретения заключается в получении материалов с улучшенными физико-механическими свойствами, которые после износа или переточек сохраняются.
Указанный технический результат достигается тем, что в способе объемного импульсного лазерного упрочнения инструментальных и конструкционных материалов изделие подвергается лазерной обработке с использованием лазера импульсного действия при полезной энергии импульса 60-500 Дж (плотность мощности импульса 1,2·1010-4,3·1011), длина волны 1,064·10-6 м, продолжительность импульса 0,8·10-3 с, диаметр луча 1,2·10-3-2,5·10-3 м, расстояние от места облучения до упрочняемой поверхности 12-30 мм.
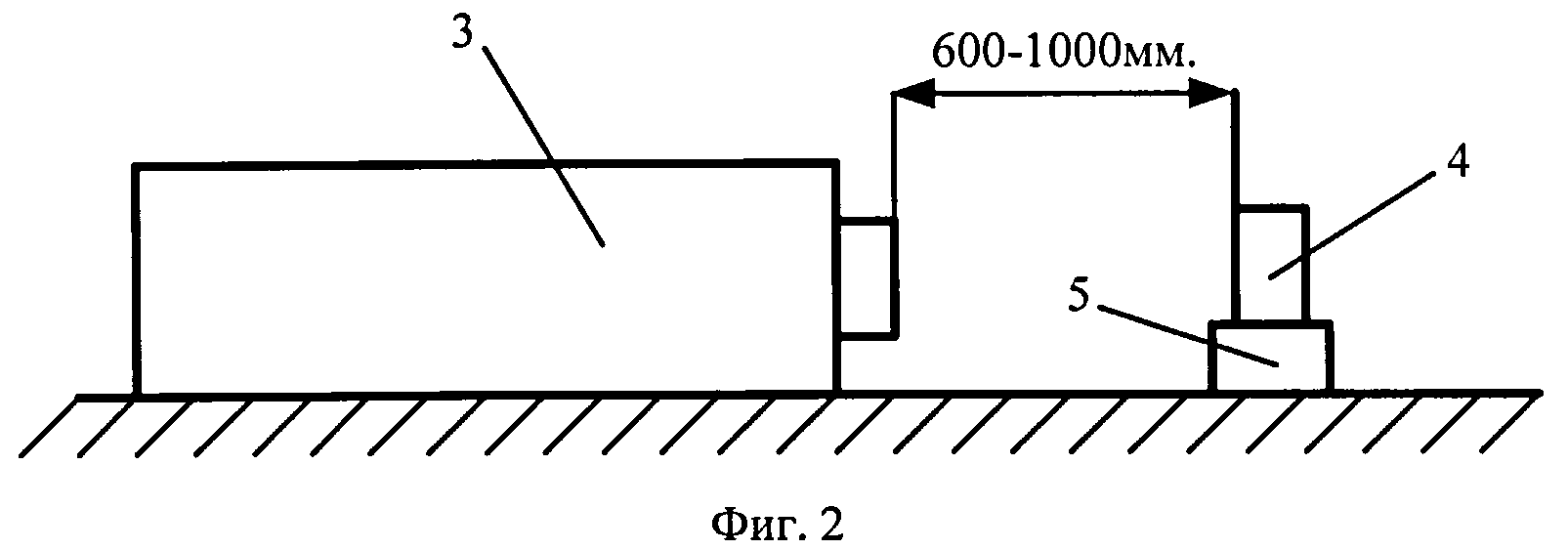
Схемы упрочнения изделий по прототипу и заявленному способу представлены на фиг.2, где 3 - лазер импульсного действия; 4 - упрочняемое изделие; 5 - приспособление для установки упрочняемого изделия.
Способ упрочнения твердосплавного режущего инструмента заключается в следующем. На лазере импульсного действия 1 устанавливается режим генерации импульса с энергией от 100 до 500 Дж (в зависимости от вида и типоразмера режущего инструмента) и длительностью 0,8·10-3 с. Световой импульс фокусируется на поверхность упрочняемого изделия 2, который закреплен в приспособлении 3. Облучение производится однократным импульсом. Место облучения зависит от материала, формы и назначения упрочняемого изделия. Так, например, для режущего инструмента облучение производится по передней поверхности для сменных пластин или по задней вспомогательной поверхности для напайных пластин.
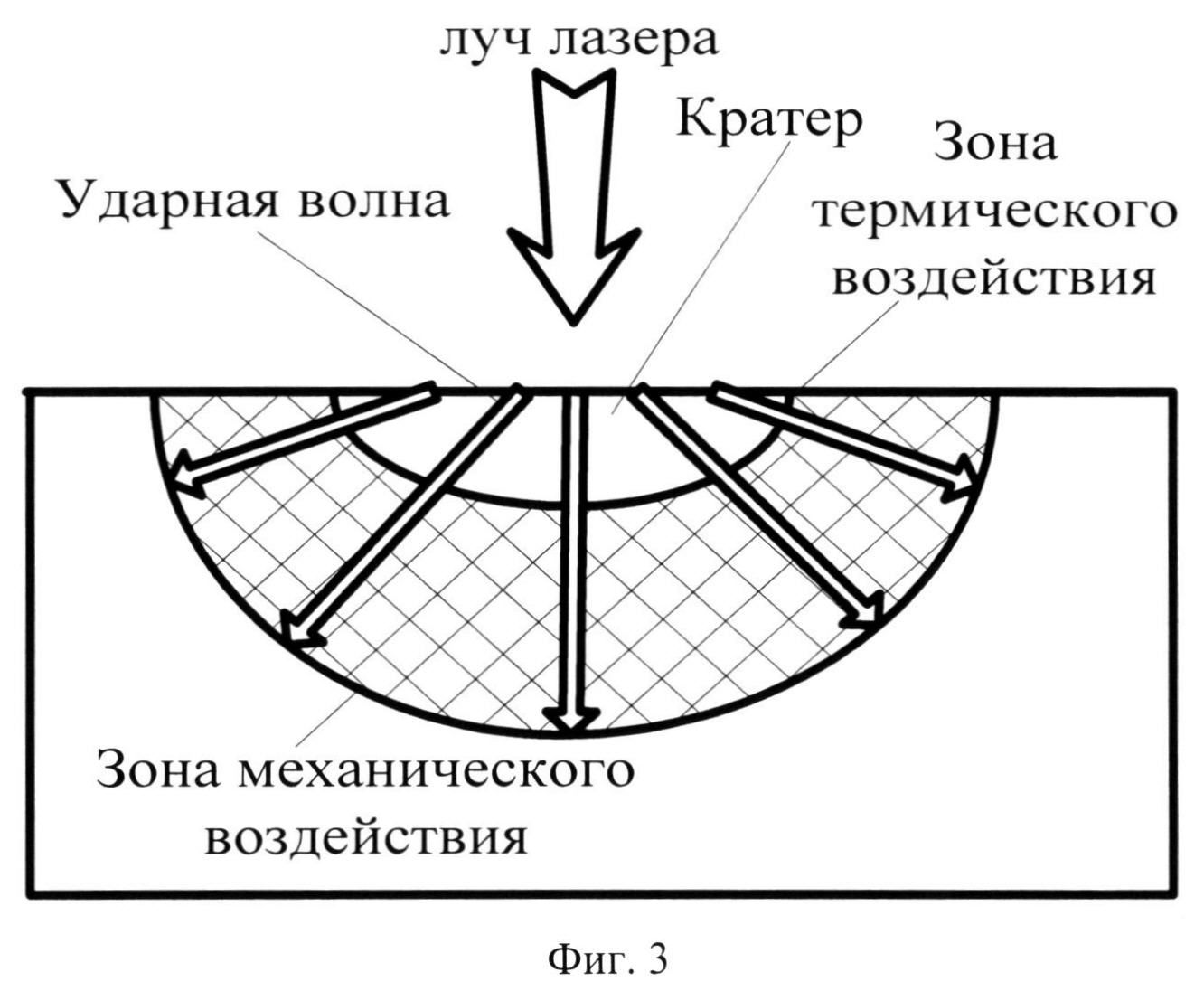
В результате облучения наблюдается изменение микроструктуры материала за счет прохождения ударной волны, что подтверждают данные рентгеноструктурного анализа. Это приводит к повышению физико-механических свойств упрочняемого материала. На фиг. 3 показан механизм объемного импульсного лазерного упрочнения.
Проведенные экспериментальные испытания инструментальных материалов (твердых сплавов, быстрорежущих сталей) показали, что объемное импульсное лазерное упрочнение повышает их прочность в 1,2-1,3 раза, абразивную износостойкость в 1,3-1,4 раза и уменьшение коэффициента вариации износа в 1,5 раза, что приводит к следующим результатам промышленных испытаний:
- повышению стойкости режущих инструментов в 2,0-2,5 раза;
- уменьшению коэффициента вариации стойкости в 1,3-3,1 раза;
- повышению гамма-процентной стойкости в 1,7-2,8 раза;
- уменьшению количества выкрашиваний, поломок в зоне приработки режущего инструмента в 2,7 раза;
- повышению величины оптимальной подачи в 1,2-1,3 раза;
- повышению производительности в 1,1-1,2 раза.
Следует также отметить, что упрочнение носит объемный характер, так, например, при пяти переточках наблюдается повышение стойкости режущего инструмента в 5-7,5 раз, повышение производительности обработки на 20-40% без дополнительных трат времени и средств на упрочнение. Кроме того, повышение стабильности свойств режущего инструмента (коэффициент вариации стойкости, гамма-процентная стойкость) позволяет применять его в условиях автоматизированного производства.
В качестве проверки предлагаемого способа в сравнении с прототипом были проведены испытания проходных резцов при следующих условиях:
- обрабатываемый материал - серый специальный чугун К-1;
- инструментальный материал - твердый сплав ВК6;
- режущий инструмент - проходной резец с напайной пластиной (γ=10°, α=8°, φ=60°),
- обрабатывающее оборудование - станок МК 6026;
- операция - расточка-обточка по копиру;
- обрабатываемая поверхность - литейная корка;
- обрабатываемая деталь - кольцо поршневое D=150÷110 мм, δ=3÷6 мм;
- режимы резания: скорость резания ν=42 м/мин, подача S=0,15 мм/об, глубина резания t=1,0 мм;
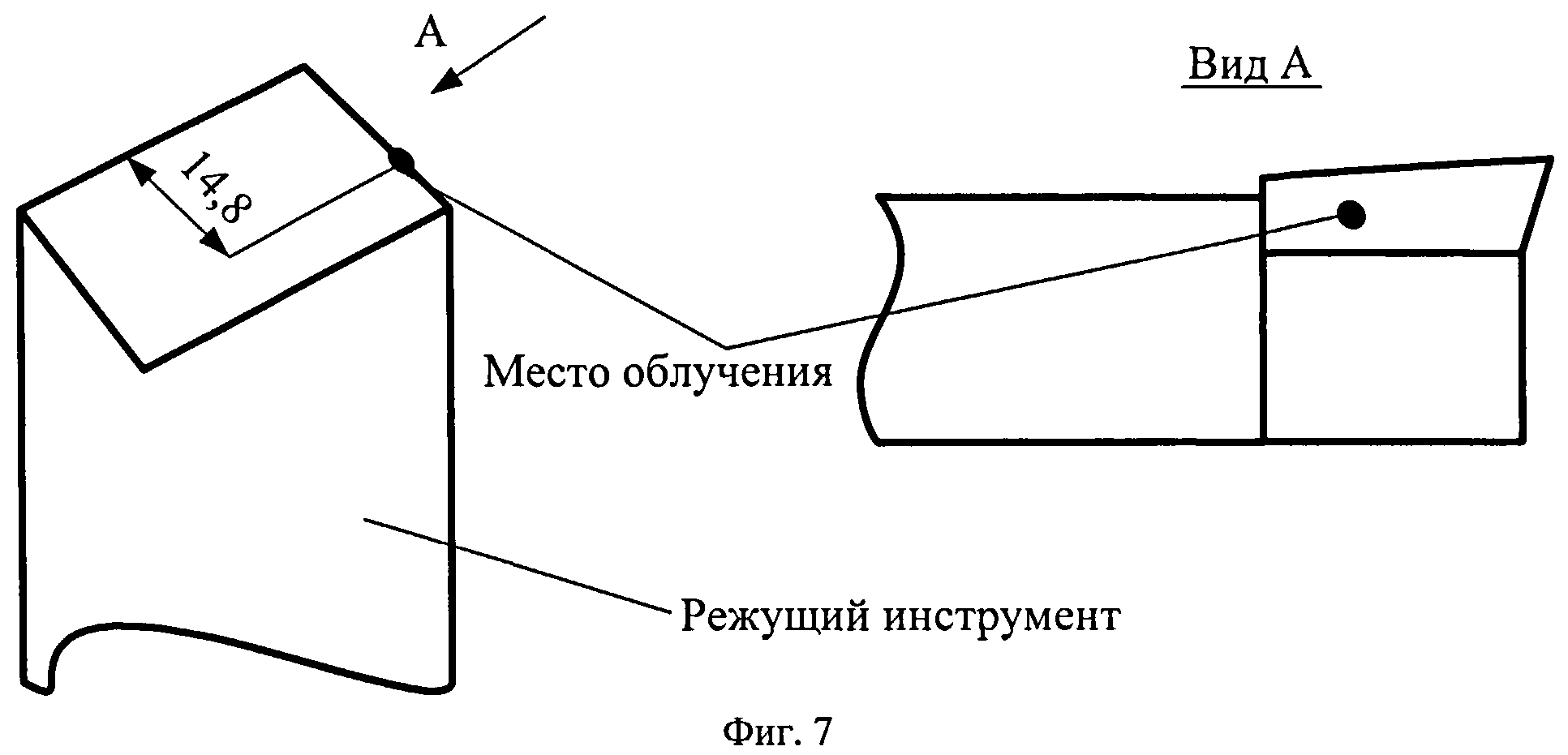
- режимы упрочнения: плотность мощности облучения 1,25·1011 Вт/м2, длина волны: 1,064·10-6 м, продолжительность импульса: 0,8·10-3 с, диаметр луча: 2,0·10-3 м, расстояние от главной режущей кромки до места облучения 14,8 мм; место облучения - вспомогательная задняя поверхность; число импульсов - 1.
Также было выявлено влияние объемного импульсного лазерного упрочнения на структуру и свойства конструкционных сталей. В качестве примера рассмотрено влияние объемного импульсного лазерного упрочнения на армко-железо. Слиток армко-железа размером 10×10×100 миллиметров был получен индукционным переплавом в вакууме. Вырезанные из этого слитка образцы размером 10×10×20 миллиметров отожжены в печи при температуре 1050°С в течение часа и охлаждены с печью. Поверхность образцов после отжига протравлена в азотной кислоте для удаления окалины без внесения каких-либо искажений в микроструктуру и свойства поверхности (ГОСТ 5639-82). Металлографический анализ, проведенный на микроскопе inVia Raman Microscope при увеличении ×200, и измерение микротвердости при помощи твердомера ПМТ-3 согласно ГОСТ 9450-76 показали, что все образцы имеют одинаковую крупнозернистую структуру и допускаемые отклонения значений микротвердости (±5%).
Облучение образцов проводилось на лазере ГОС 1001 при следующих рабочих режимах: длина волны 1,064·10-6 м, продолжительность импульса 0,8·10-3 с, диаметр луча лазера 1,2·10-3-2,5·10-3 м, полезная энергия облучения 50-150 Дж (плотность мощности облучения 1010-1,3·1011 Вт/м2). После облучения поводился металлографический анализ образцов и измерение их микротвердости. Результаты позволили выявить экстремум изменения структуры и микротвердости образцов, который соответствует диаметру луча лазера 1,4·10-3 м, полезной энергии облучения 80 Дж (плотность мощности облучения 6,4·1010 Вт/м2).
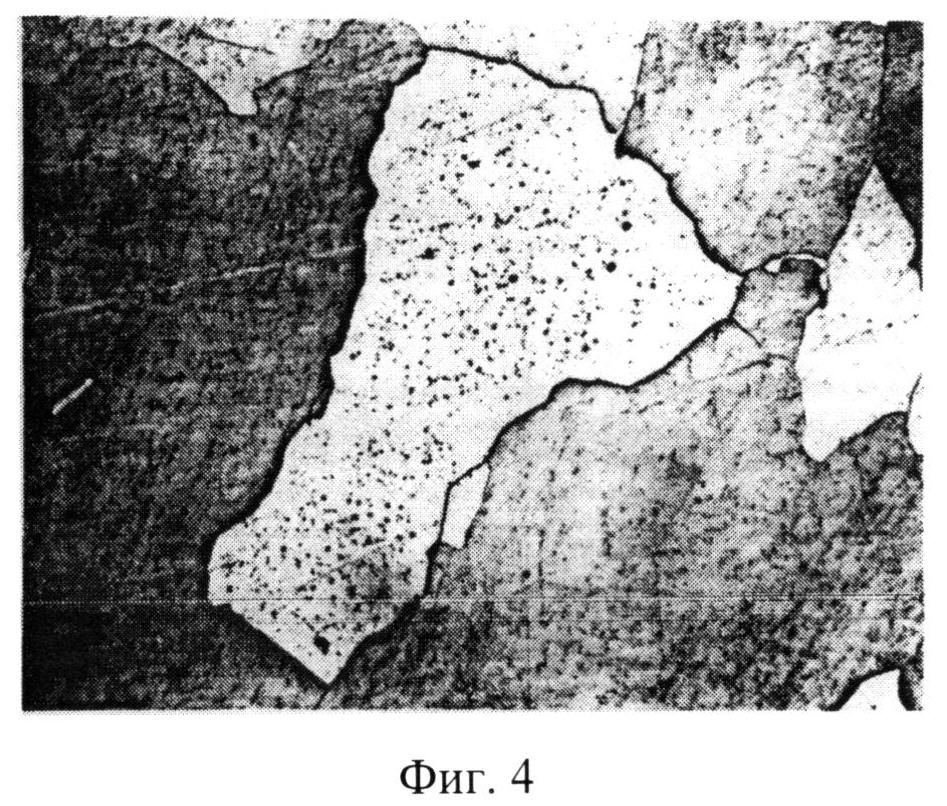
На фиг.4 (исходный образец) и фиг.5 (образец, прошедший ОИЛУ (расстояние от места облучения 15 миллиметров)) показано, что для облученных образцов наблюдается дробление исходных зерен на более мелкие фрагменты, что, как правило, приводит к изменению физико-механических свойств материалов, появлению внутренних напряжений и т.д.
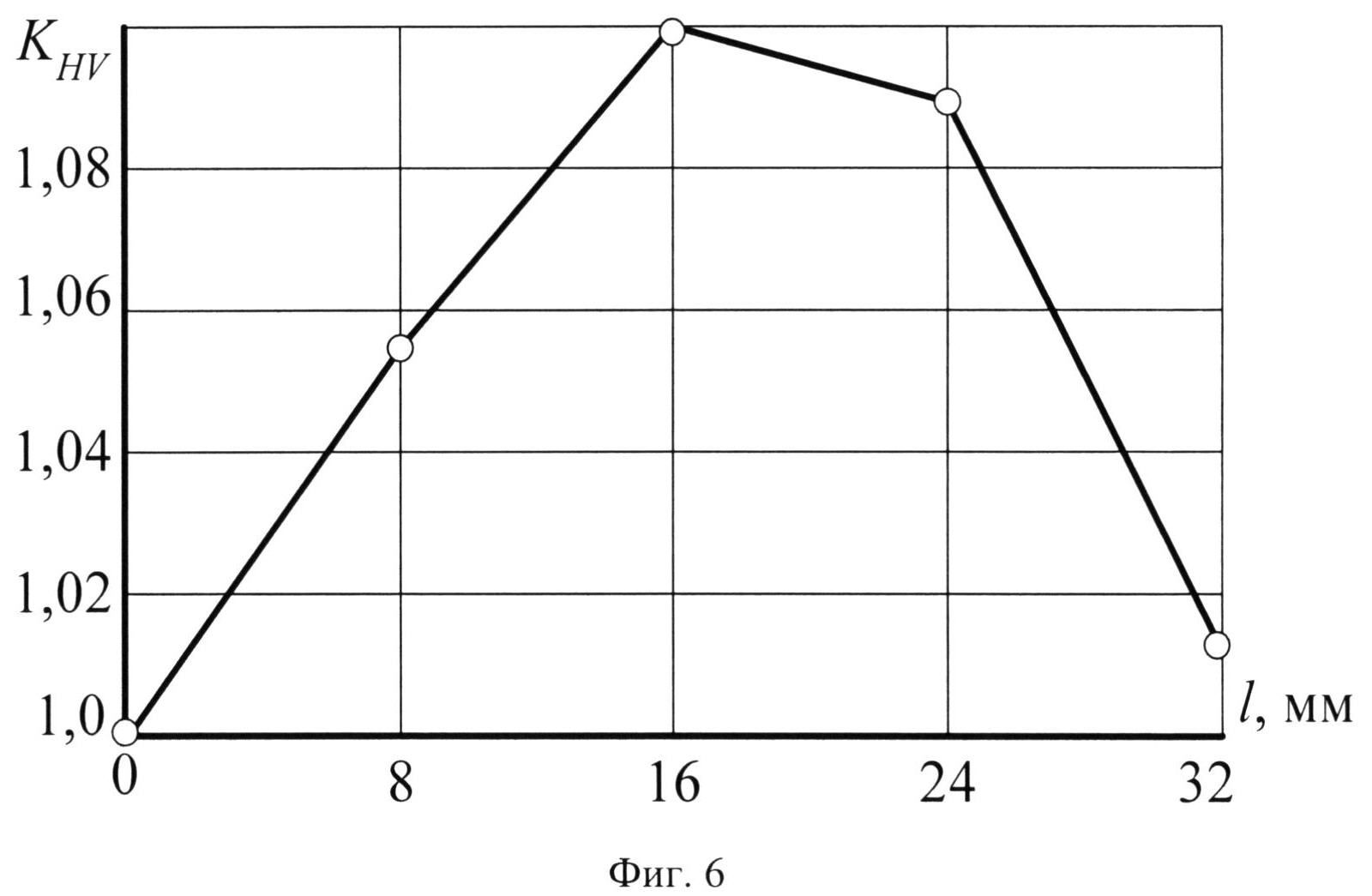
На фиг.6 показана зависимость коэффициента изменения микротвердости от расстояния от места облучения. Коэффициент изменения микротвердости определялся по формуле:

где HVисх и HVОИЛУ - соответственно микротвердость по Виккерсу неупрочненных и прошедших ОИЛУ образцов.
Как видно из фиг.6 (доверительный интервал: ΔKHV=±0,0224) наблюдается повышение микротвердости армко-железа после ОИЛУ. При этом максимум увеличения микротвердости (10%) соответствует расстоянию 16 миллиметров от места облучения.
Чертеж режущего инструмента, на котором обозначены место облучения и расстояние от места облучения до главной режущей кромки показан на фиг.7.
Способ объемного импульсного лазерного упрочнения изделий из инструментальных и конструкционных материалов, заключающийся в том, что изделие подвергают лазерной обработке с использованием лазера импульсного действия при полезной энергии импульса 60-500 Дж, плотности мощности импульса 1,2·10-4,3·10 Вт/м, длине волны 1,064·10 м и продолжительности импульса 0,8·10 с, при этом диаметр луча равен 1,2·10-2,5·10 м, а расстояние от места облучения до упрочняемой поверхности - 12-30 мм.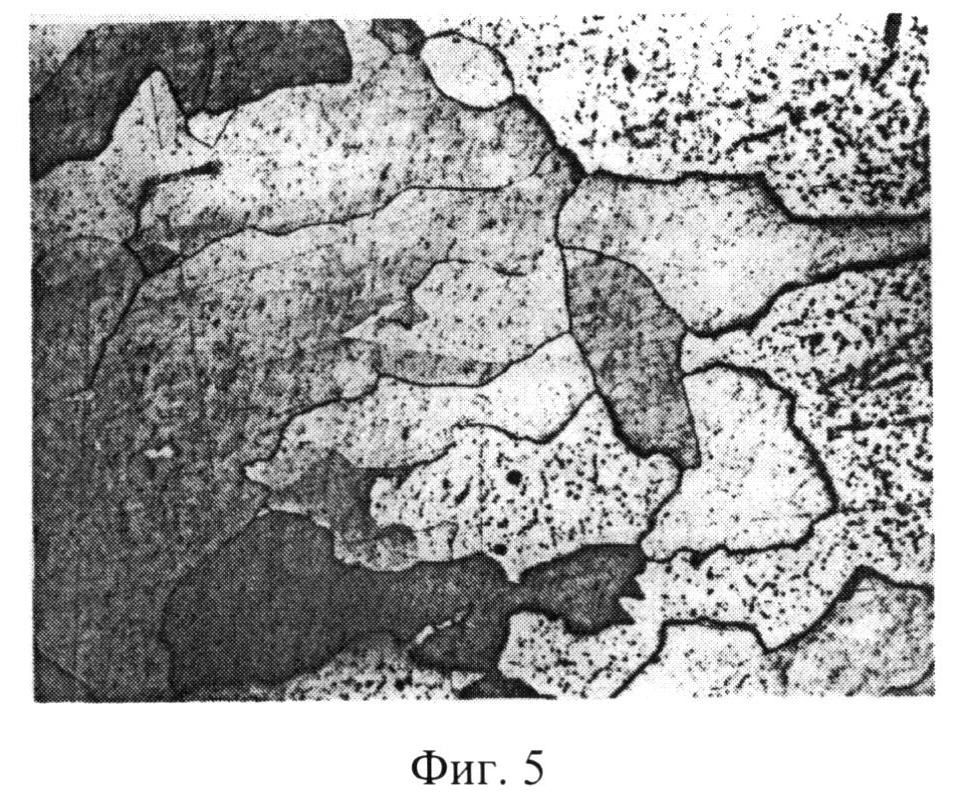
Устройство предотвращения несанкционированного использования транспортного средства за счет применения псевдослучайных последовательностей
Способ получения молочного напитка
Устройство для преобразования трафика
Скребок для очистки внутренней поверхности труб
Способ получения параметров входного сопротивления линейного пассивного двухполюсника
Способ восстановления сухой молочной сыворотки
Умножитель по модулю
Устройство предотвращения несанкционированного использования транспортного средства за счет применения псевдослучайных последовательностей
Способ получения молочного напитка
Устройство для преобразования трафика
Скребок для очистки внутренней поверхности труб
Способ получения параметров входного сопротивления линейного пассивного двухполюсника
Способ восстановления сухой молочной сыворотки
Способ получения коллагенового полуфабриката из свиных шкурок
Способ получения сухого сывороточного продукта

