МНОГОСЛОЙНЫЙ БУМАЖНЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ФОРМИРОВАНИЯ И СПОСОБ ФОРМИРОВАНИЯ ТРЕХМЕРНЫХ КОНТЕЙНЕРОВ
Вид РИД
Изобретение
Настоящая группа изобретений относится к многослойному бумажному материалу, способу его формирования и способу формирования трехмерных контейнеров.
Многослойные бумажные материалы хорошо известны и, в частности, называются «гофрированный картон», который содержит лист гофрированной бумаги, то есть выполненный в форме непрерывной последовательности волн, а плоский бумажный лист приклеивается к гофрированному бумажному листу вдоль вершин его волн. Также можно наклеить два плоских бумажных листа, по одному на каждую сторону.
Содержащий один, два или более плоских листов, хорошо известный гофрированный картон используют в основном в области упаковки, в которой функция гофрированного бумажного листа заключается в защите упакованных продуктов, а функцией плоского листа или листов является придание жесткости гофрированному бумажному листу и образование подложки для печати.
В известных способах изготовления гофрированного бумажного слоя вершины волн всегда поперечны к продольному движению (движению обработки), то есть перпендикулярны направлению транспортировки бумажного полотна, на котором образуют гофрирование. Из-за этого хорошо известный гофрированный картон имеет повышенную жесткость при его сгибании в поперечном направлении и меньшую жесткость при его сгибании в продольном направлении.
Кроме того, что известный гофрированный картон используется для обертывания разнообразных продуктов, он также используется для формирования, главным образом, коробок и контейнеров, для упаковки в них предметов, причем они необязательно имеют такую же форму, что и контейнер, следовательно, их низкая жесткость при сгибании в продольном направлении затрудняет изготовление достаточно жестких контейнеров.
Для уменьшения этой проблемы ранее предлагалось увеличить число гофрированных бумажных слоев, что существенно повышало вес и стоимость упаковки.
Задача изобретения заключается в обеспечении многослойного бумажного материала, который имеет высокую жесткость при сгибании во всех направлениях.
Другой задачей изобретения является обеспечение многослойного бумажного материала, на который, в отличие от традиционных гофрированных контейнеров, печатные надписи или декоративные элементы можно наносить в рельефной форме.
Эти и другие задачи, которые станут яснее из представленного описания, достигаются, согласно изобретению, посредством многослойного бумажного материала, описанного в п.1 формулы изобретения.
Согласно изобретению для формирования многослойного бумажного материала используют способ, описанный в п.11 формулы изобретения.
Для формирования трехмерных контейнеров с использованием многослойного бумажного материала указанный материал подвергается способу, описанному в п.12 формулы изобретения.
Некоторые предпочтительные варианты осуществления настоящего изобретения дополнительно проясняются далее со ссылкой на сопроводительные чертежи, на которых:
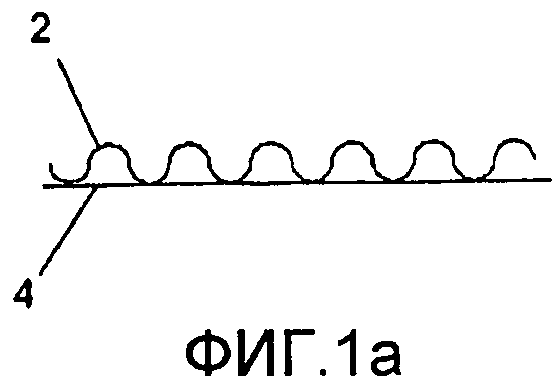
фиг.1а - схематичный вид в сечении бумажного материала по изобретению,
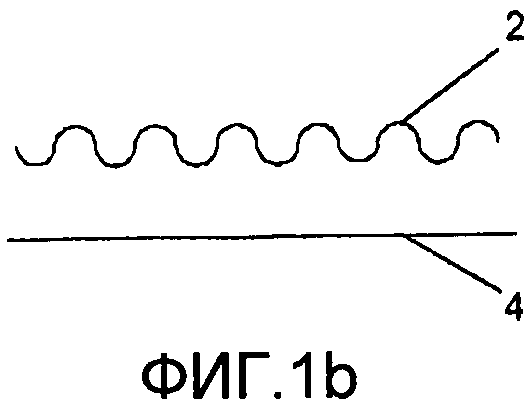
фиг.1b - вид в сечении с разделенными деталями,
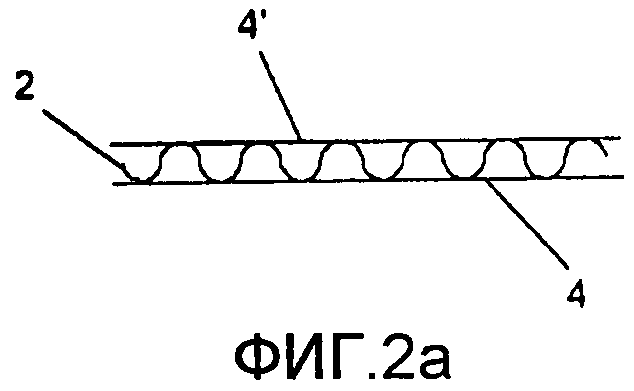
фиг.2а - схематичный вид второго варианта изобретения в сечении,
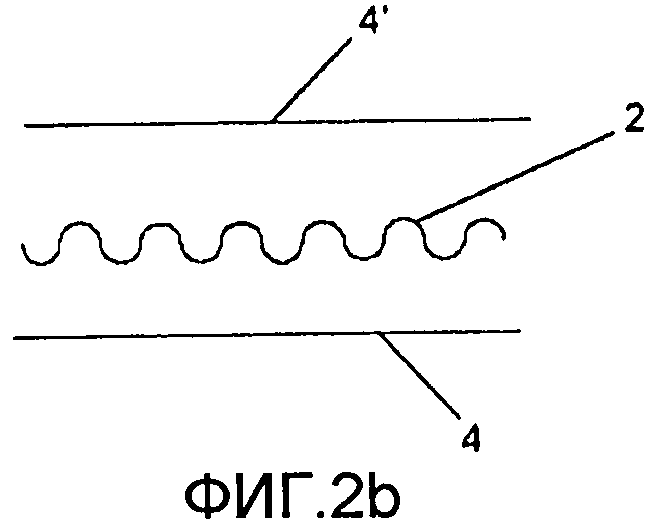
фиг.2b - вид в сечении с разделенными деталями,
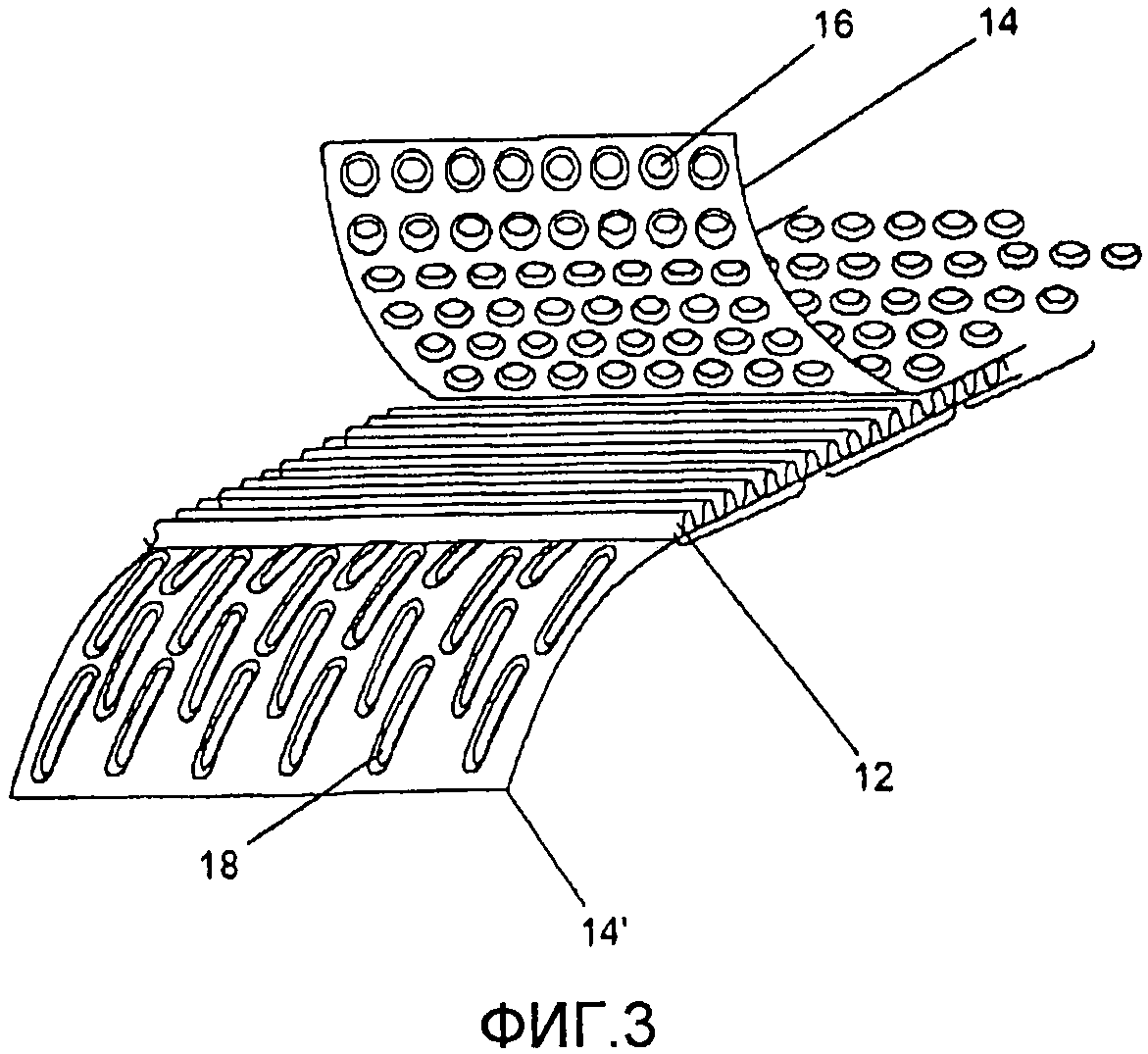
фиг.3 - вид в перспективе третьего варианта изобретения с частично разделенными деталями,
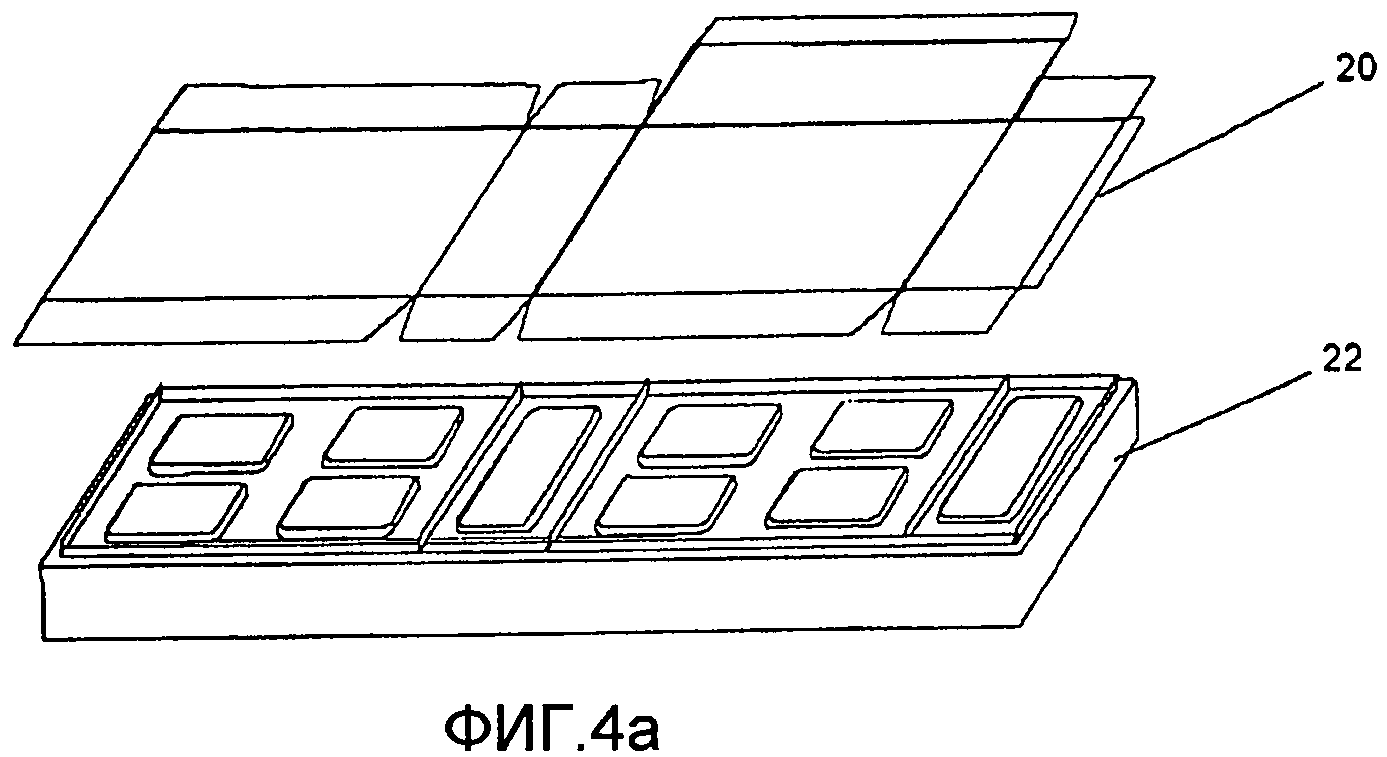
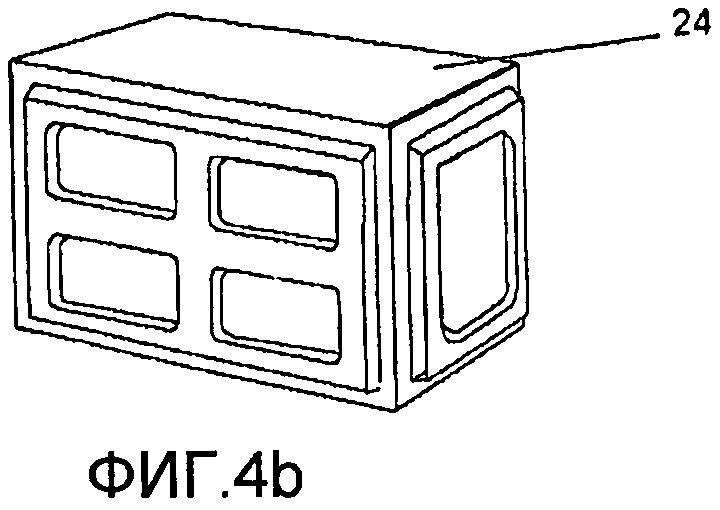
фиг.4а - вид в перспективе перфорированного листа многослойного материала, с помощью которого образуется контейнер параллелепипедной формы, вместе с плоской формой для подвергания его деформации вытяжки,
фиг.4b - вид в перспективе полученного контейнера,
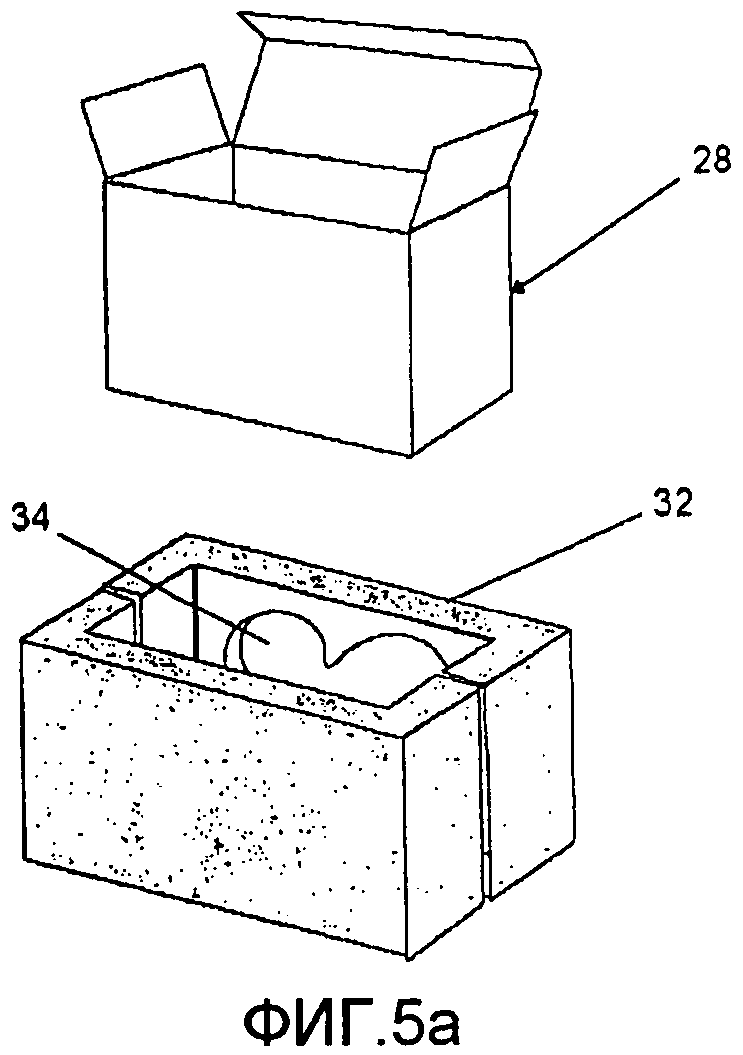
фиг.5а - вид в перспективе двух деталей контейнера параллелепипедной формы, полученного из многослойного бумажного материала, подвергнутого деформации вытяжки в форме,
фиг.5b - вид полученного контейнера,
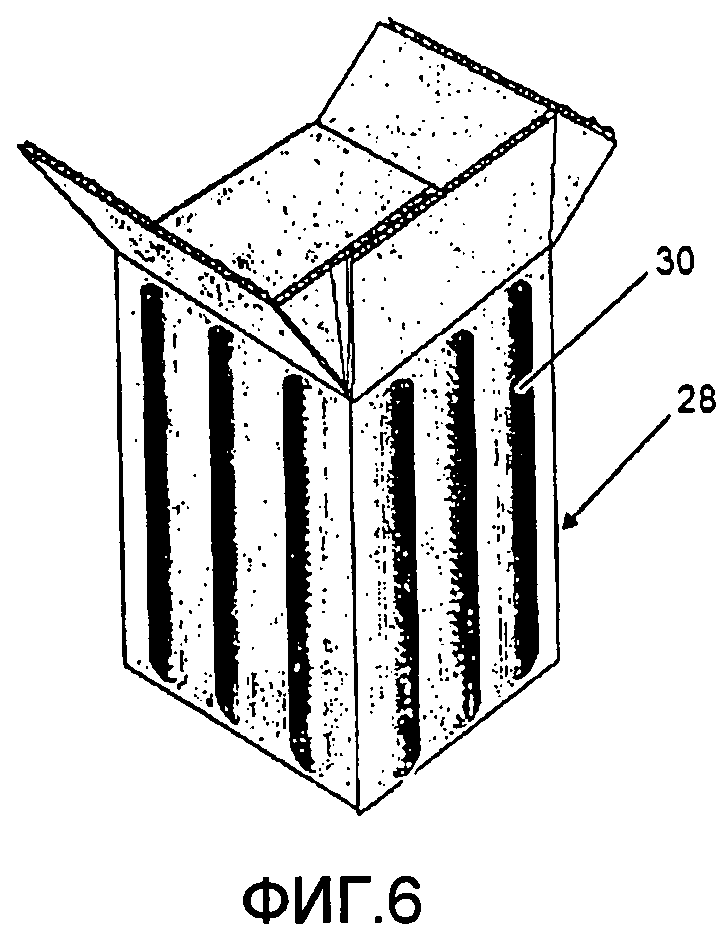
фиг.6 - вид в перспективе контейнера параллелепипедной формы, также полученного из бумажного материала по изобретению и имеющего на его боковых поверхностях декоративные рельефные участки, и
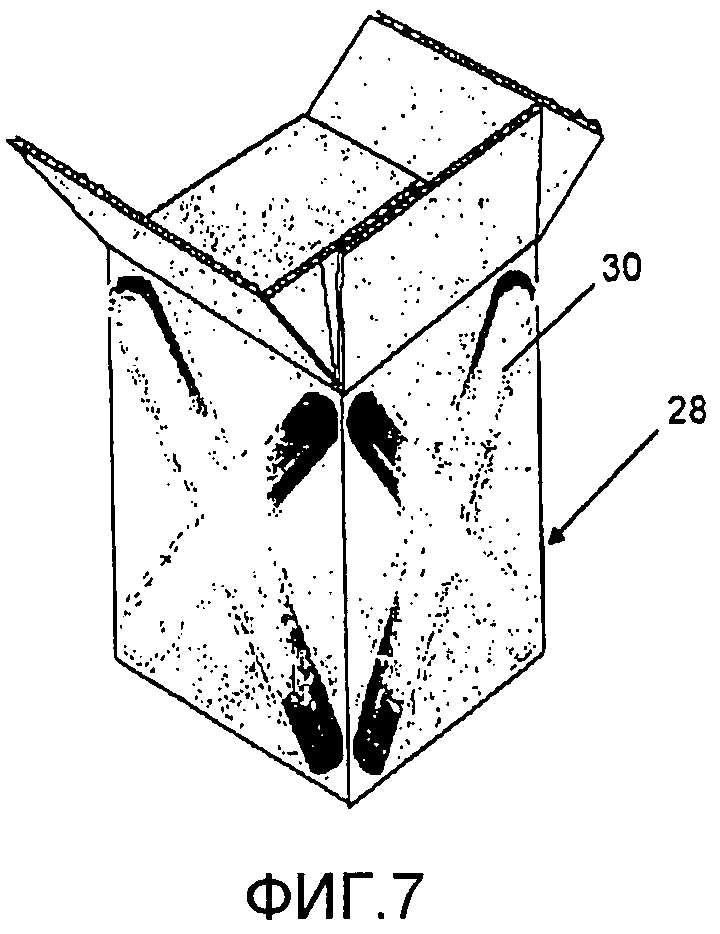
фиг.7 - вид контейнера по фиг.6, но имеющего другой декоративный рельеф.
Как можно увидеть из чертежей, в варианте, показанном на фиг.1, многослойный материал по изобретению состоит из двух слоев 2, 4 бумаги, имеющих растяжимость не менее 5% в продольном и поперечном направлениях, предпочтительно не менее 15%.
Продольное направление означает направление вдоль оси непрерывного бумажного полотна, выходящего из бумагоделательной машины, а поперечное направление означает направление, перпендикулярное продольному направлению.
Первый бумажный слой 2 представляет собой последовательность поперечных волн («гофр») и изготавливается посредством традиционных способов гофрирования картона, то есть использованием машины для гофрирования, которая сгибает непрерывное полотно бумажного материала перед тем, как он будет приклеен ко второму бумажному слою 4, который в отличие от первого слоя сохраняет упругость и работает как опора.
В качестве альтернативы, один бумажный лист 4, функционирующий как опора, может быть изготовлен из растяжимого материала, а гофрированный бумажный лист 2 может быть, напротив, обычным, то есть, по существу, не иметь растяжимости за исключением растяжимости, присущей обычному бумажному листу.
В варианте, показанном на фиг.2а и 2b, многослойный материал отличается от того, что показан на фиг.1а и 1b, тем, что гофрированный слой 2 размещен между двумя плоскими бумажными слоями 4 и 4', причем оба имеют как продольную, так и поперечную растяжимость не менее 5%, предпочтительно не менее 15%.
В зависимости от его применения лист 4 и, возможно, лист 4' могут быть удвоены для дополнительной защиты слоев, которые могут быть не только бумажными, но при этом могут иметь такую же растяжимость, обеспечивая многослойный материал с особыми показателями, такими как герметичность, склеиваемость, способность к нанесению изображений и надписей и т.д.
Вариант, показанный на фиг.3, включает листовые бумажные слои 12, 14 и 14', из которых средний слой 12 - это поперечно гофрированный бумажный слой, необязательно растяжимый, а два внешних слоя 14 и 14' изготовлены из растяжимой бумаги и перед приклеиванием на средний слой 12 подвергаются деформации вытяжки, которая использует растяжимость бумаги для образования на ней ряда рельефных участков различной формы, исходя из применения, для которого предназначен многослойный бумажный материал.
В частности, внешний слой 14 содержит ряд округлых рельефных участков 16, функцией которых является существенно увеличить противоударные характеристики, которые средний слой 12 также придает слоям и которые доказывают чрезвычайную полезность при использовании материала в области упаковки.
Внешний слой 14' в отличие от внешнего слоя 14 имеет множество прямолинейных рельефных участков 18, расположенных перпендикулярно к гофрам среднего слоя 12, и выполняет две функции: функцию дополнительного увеличения противоударных характеристик среднего слоя, придаваемых также гофрами среднего слоя 12 и округлыми рельефными участками 16 внешнего слоя 14, и функцию сочетания сопротивления продольному сгибанию с сопротивлением поперечному сгибанию, придаваемого посредством поперечных гофр среднего слоя 12.
Необходимо отметить, что хотя поперечные гофры среднего слоя 12 продолжаются по всей ширине слоя и могут быть изготовлены посредством технологий гофрирования, которые не требуют использования растяжимой бумаги, округлые неровности 16 слоя 14 и продольные неровности 18 слоя 14' продолжаются лишь на части ширины соответствующего листа и предпочтительно изготавливаются, используя растяжимость образующей лист бумаги.
С точки зрения производства непрерывные листы 14 и 14' подвергают сначала процессу приклеивания их к среднему слою 12, а затем традиционным операциям вытяжки, выполняемым, например, посредством пропускания растяжимого бумажного листа между парой роликов, имеющих на своей боковой поверхности взаимно проникающие полости и выступы, или посредством других традиционных способов, включающих процесс деформирования материала посредством пуансонов, сжатого воздуха, или комбинированных технологий и т.д.
Многослойный бумажный материал по изобретению может преимущественно использоваться в области упаковки для обвертывания продуктов любого типа и формы, принимая в этом случае форму, более или менее приблизительно соответствующую форме самого продукта.
Многослойный бумажный материал может быть также использован для формирования контейнеров, имеющих фактическую форму, имеющих устойчивость посредством жесткости материала при сгибании. Эта жесткость может быть также непосредственно использована во время процесса создания контейнера и во время использования контейнера при его наполнении. Во время этих стадий, которые обычно осуществляются машиной, многослойный картонный лист, возможно уже вырубленный, бигованный, согнутый и стабилизированный (склеенный), образующий плоский (сплющенный) контейнер, обрабатывается традиционной автоматической упаковочной машиной, которая для его открытия, корректного позиционирования перед рабочим местом и затем для его закрытия подвергает его серии нагрузок весьма разного типа и величины. При этом, благодаря тому, что он выполнен по существу недеформируемым, материал может выдержать все типы нагрузок, причем упаковочная машина способна работать при разных заданных условия, исходя из скорости, надежности и вида нагрузки.
Однако, если контейнер, образованный из многослойного бумажного материала по изобретению, не надо складывать в плоскую форму, ожидая процесса декорирования, а затем открывать, но контейнер уже согнут в его конечную форму для использования, изобретение позволяет подходящие формы штабелирования, которые также из-за недеформируемости контейнера облегчают укладку контейнеров в стопку, а также разбор контейнеров из этой стопки.
И, наконец, согласно изобретению, все слои могут быть деформированы, в отличие от деформации лишь отдельных слоев, посредством использования растяжимости составляющих его слоев. Это достигается посредством подвергания многослойного полотна процессу вытяжки после его формирования, но до момента формирования контейнера или до того, как он создан.
Фиг.4а и 4b показывают две стадии способа формирования контейнера параллелепипедной формы, полученного из многослойного бумажного материала по изобретению. В частности, фиг.4а показывает сверху лист материала по изобретению, вырубленный и с бигованными линиями, а снизу - плоскую форму, в которой происходит деформация листа посредством его вытяжки традиционными технологиями перед тем, как он будет согнут и склеен с образованием контейнера 24 параллелепипедной формы, показанного на фиг.4b, и причем его боковые стенки содержат декоративные рельефные рисунки.
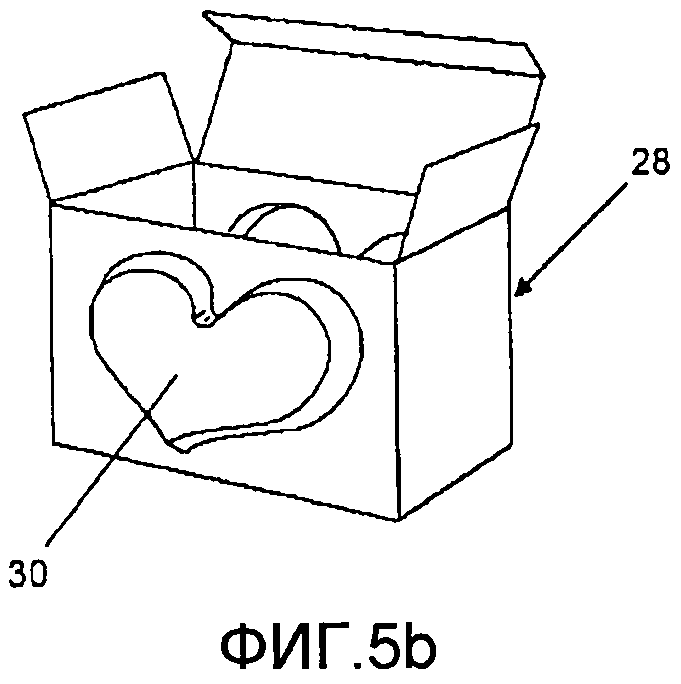
Фиг.5а и 5b показывают две стадии другого способа формирования контейнера параллелепипедной формы, имеющего на двух противолежащих вертикальных стенках другой декоративный рельеф 30. Способ включает, во-первых, формирование контейнера 28 параллелепипедной формы посредством традиционных технологий вырубки, биговки, фальцовки и склеивания, а затем посредством вставки его внутрь полости 32 параллелепипедной формы с соответствующими размерами, в которой две стенки, соответствующие стенкам контейнера 28, которые требуется декорировать, содержат углубления 34, соответствующие рельефу 30. Затем подается сжатый воздух внутрь контейнера 28, вставленного в форму 32, чтобы выдавить участки стенки в углубления формы для создания декоративного рельефа посредством деформации вытяжки.
Посредством изменения формы и расположения углублений 34 в форме 32 можно изменять форму и расположение получаемых рельефных участков на контейнере, причем на фиг.6 и 7 показаны два контейнера 28 параллелепипедной формы, содержащие различные трехмерные изображения на своих боковых стенках, при обеспечении значительно увеличенной жесткости с меньшим количеством бумажного материала.
Контейнер также имеет преимущество в том, что он имеет больший объем при равном использованном материале и обеспечивает амортизационную функцию.
Повторно закрываемый контейнер и способ изготовления такого контейнера из листового материала
Повторно закрываемый контейнер и способ изготовления такого контейнера из листового материала

