Результат интеллектуальной деятельности: СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА С НАПАЯННОЙ ТВЕРДОСПЛАВНОЙ ПЛАСТИНОЙ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, в частности к инструментальному производству, для упрочнения режущего инструмента с напаянной твердосплавной пластиной.
Известно проведение пайки при высокочастотном или открытом газопламенном нагреве инструмента, оснащаемого твердосплавными пластинками резцов проходных, расточных, отрезных с использованием таблетизированных припоев и флюсов, предусматривающее подготовку пластинок твердых сплавов залтовкой в абразивах, зачисткой и обезжириванием (ОСТ 92-4139-79. Пайка твердосплавного инструмента. Типовые технологические процессы). Технология наиболее эффективна при пайке стандартизованного инструмента с достаточно крупными по размерам пластинками сплавов ВК и ТК групп, но не обеспечивает надежного крепления, качества пайки и высоких эксплуатационных свойств резцов с тонкими и мелкоразмерными твердосплавными пластинами-резьбовых, шлицепрорезных, седельных.
Наиболее близким к заявляемому является способ пайки в одновитковых индукторах с применением компенсационных прокладок, активных борфторсодержащих флюсов и в качестве припоев легированных латунных порошков, стружки, а в последнее время лент, получаемых жидкой прокаткой (Маркова И.Ю., Певзнер Н.Б. Способы экономии припоев в паяльном производстве. Сварочное производство, 2002 г., №1, с.39-47 и под ред. И.Е. Петрунина. Справочник по пайке. М. Машиностроение. 1984 г., 400 с.).
Способ имеет следующие недостатки: достаточно трудоемок, паяное соединение имеет повышенную хрупкость. Не исключается преждевременное разрушение и выкрашивание режущих частей при значительных контактных нагрузках и сложных напряженных состояниях при обработке прецизионных деталей из вязких нержавеющих сталей из-за недостаточной твердости пластин и посадочного места под пластину.
Техническим результатом предлагаемого изобретения является повышение стойкостных свойств твердосплавных пластин и посадочного места под пластину введением различной скорости охлаждения после пайки с последующим отпуском, что увеличивает стойкость режущего инструмента с напаянной твердосплавной пластиной.
Техническая задача решается тем, что в способ термической обработки режущего инструмента с напаянной твердосплавной пластиной, включающий нагрев под пайку в петлевом индукторе, охлаждение головки резца со скоростью от 100°C/мин до 150°C/мин в индустриальном масле И-20А при температуре 60-80°C в течение 10-15 с, затем всю державку помещают в масло 18-20°C с последующим отпуском при t=200°C.
Для пояснения способа на фиг.1 показан внешний вид твердосплавных штабиков (а) и пластин (б), увеличение 500.
Характеристика твердосплавных пластин (Т15К6, №210) приведена в таблице 1.
|
Способ осуществляют следующим образом.
Твердосплавные пластины Т15К6 паяли на державки резцов из стали 45 на установке ТВЧ. В качестве припоя использовали медь марки M1 и флюс состава: 60% бура, 30% борная кислота, 10% фтористого кальция. Пайку осуществляли в петлевом индукторе. Температура нагрева 1100-1150°C. Время нагрева от 30 до 35 с. В процессе переноса инструмента в охлаждающую среду температура пластины и державки у пластины снижается примерно до 950°C.
При проведении экспериментов скорость охлаждения изменяли путем изменения охлаждающей среды и были проверены следующие варианты:
1 охлаждение после пайки державок и пластин на воздухе;
2 охлаждение в воде (исходная температура воды 18-20°C);
3 охлаждение в водном растворе NaCl (10%);
4 охлаждение в индустриальном масле И-20А (исходная температура 18-20°C);
5 охлаждение в индустриальном масле И-20А (исходная температура 60-80°C);
6 последовательное окунание в масло и в воду;
7 охлаждение распыленной жидкостью (водой);
8 обдувка потоком воздухом из сопла.
Процесс охлаждения осуществляли следующим образом:
- по режиму 1 после пайки резцы складывали в ящик с песком и охлаждали до комнатной температуры, примерно за 20-30 мин;
- по режиму 2 головку державки с пластинами перемещали в проточной воде 12-15 с, а затем всю державку опускали в воду;
- по режиму 3 головку резца охлаждали в водном растворе NaCl (10%) в течение 10-15 с, а затем резцы помещали в бак с проточной водой;
- по режиму 4 головку резца с пластиной охлаждали путем перемещения их в масляной ванне (индустриальное масло И-20А) при температуре 18-20°C в течение 10-15 с, затем резцы полностью помещали в масло;
- по режиму 5 головку резца охлаждали в индустриальном масле И-20А при температуре 60-80°C в течение 10-15 с, затем всю державку помещали в масло (18-20°C);
- по режиму 6 державку с пластиной опускали в масло, а затем сразу в воду;
- по режиму 7 охлаждение проводили распылением жидкости из пульверизатора, расход воды 0,5 л за 4-5 мин;
- по режиму 8 охлаждение головок осуществляли путем обдува сжатым воздухом в течение 30-40 с, расстояние от сопла до резцов 100-150 мм.
Для всех образцов проводили отпуск при t=200°C.
В результате различной скорости охлаждения происходит изменение твердости пластин и посадочного места под пластину. В таблице 2 приведены результаты измерения твердости пластин и державок после их термической обработки (охлаждение по рассмотренным режимам).
|
Анализ таблицы 2 показал, что закалка приводит к повышению твердости сплава Т15К6 на 2-3 единицы HRA, а также к увеличению твердости под пластинкой.
Анализ структуры державок показал, что в зависимости от скорости охлаждения имеет место мартенситно-трооститная структура, либо, при меньшей скорости охлаждения, сорбито-перлитная структура. Это положительно сказывается на жесткости инструмента.
После пайки резцы подвергали заточке. После заточки, выполненной одним заточником, и контроля получены следующие параметры геометрии резца (таблица 3).
|
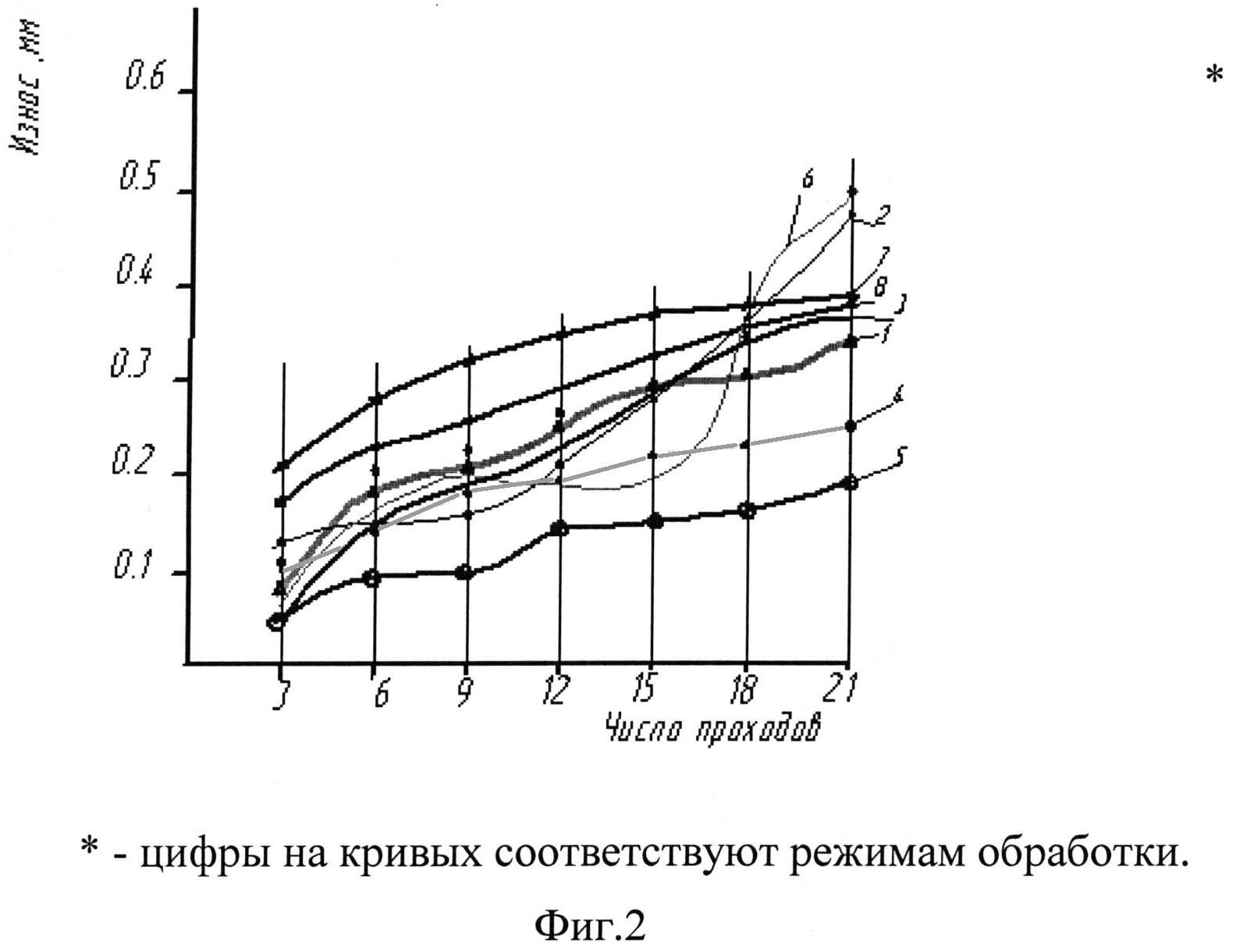
После заточки проводили испытание термообработанных резцов на стойкость. Испытания резанием проводили на токарно-винторезном станке 16К20 торцевым точением. Частота вращения шпинделя, n, составляла 800 об/мин, подача s - 0,39 мм/об, количество проходов 21. Результаты испытаний показаны на фиг.2.
Анализ результатов стойкостных испытаний показывает, что термическая обработка по указанным выше режимам приводит к изменению эксплуатационных характеристик инструмента с твердосплавными покрытиями. Наибольшую стойкость, т.е. наименьший износ, показывают инструменты, термообработанные по режиму №5. Твердость пластины после данной обработки составила 92 HRA, державки 25 HRC. Стойкость инструмента с паяными пластинами, термообработанными по другим режимам, несколько ниже.
Стойкость термообработанного инструмента связана с изменением структуры твердого сплава. Результаты рентгеноструктурного анализа показывают, что фазовый состав твердого сплава остается неизменным. Период элементарной ячейки Со в сплаве Т15К6, рассчитанный по линии (222), равен 0,3462 нм. Однако установлено, что технологические режимы влияют на фактор интенсивности ряда линий. Отношение интегральных интенсивностей с индексами 
 для рассчитанных отношений составляет:
для рассчитанных отношений составляет:
- охлаждение в водном растворе 10% NaCl
 ;
; 
- охлаждение в масле при t=20°C
 ;
; 
- стандартная пластинка (без т.о.)
 ;
; 
Таким образом, при одинаковом режиме нагрева под пайку державки и пластины следует охлаждать со скоростью от 100°C/мин до 150°C/мин, охлаждение после пайки по режиму: в масле при температуре 60-80°C, в течение 10-15 с, затем всю державку помещали в масло (18-20°C); с последующим отпуском при 200°C.
Способ термической обработки режущего инструмента с напаянной твердосплавной пластиной, включающий нагрев под пайку до 1100-1150°C в течение 30-35 с, пайку пластины к державке с образованием головки резца, охлаждение и отпуск, отличающийся тем, что после пайки осуществляют охлаждение головки резца со скоростью от 100°C/мин до 150°C/мин в индустриальном масле И-20А при температуре 60-80°C в течение 10-15 с, а затем всю державку помещают в масло и охлаждают при температуре 18-20°C с последующим отпуском при температуре 200°C.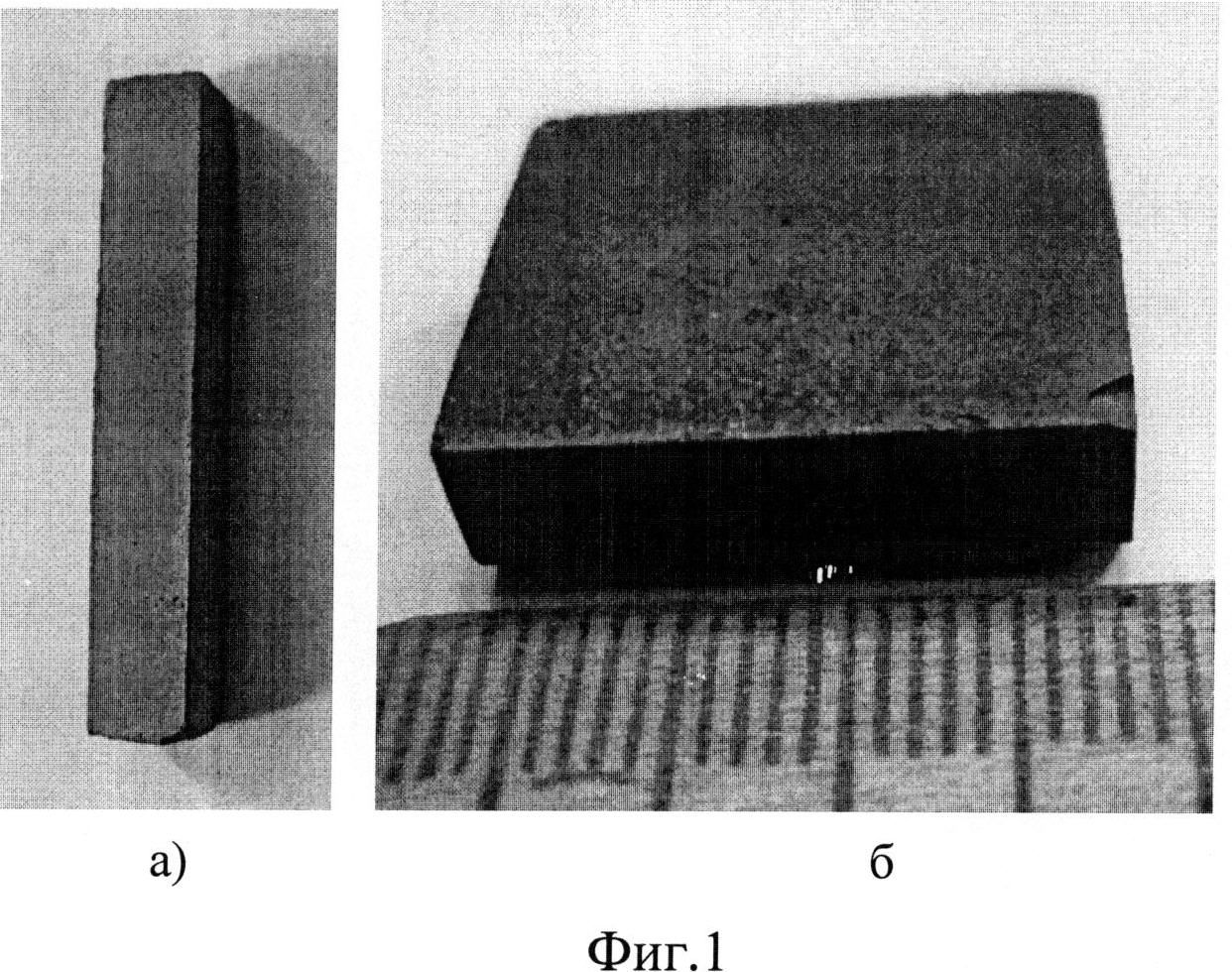
Система для повышения безопасности автотранспортного средства
Устройство для повышения безопасности автомобиля
Применение кумарина и его производных в качестве ингибиторов системы "кворум сенсинга" luxi/luxr типа у бактерий
Фреза
Система для защиты пешеходов и водителей двухколёсных транспортных средств при их столкновении с автотранспортным средством
Система обеспечения безопасности автомобиля
Способ преобразования документов для минимизации их объёма при хранении электронных документов с квазиструктурированным информационным наполнением
Устройство для моделирования кровообращения
Универсальный набор концевых мер
Жидкостно-жидкостный теплообменник для двигателей внутреннего сгорания
Устройство для распознавания образов
Регулятор коллективного поведения ("чувство кворума") у бактерий
Способ упрочнения твердых сплавов
Крепление ракеты на ложементе транспорта с помощью амортизирующей прокладки с присосками
Способ приготовления вискоэластичного протектора эндотелия роговицы
Устройство для распознавания образов
Система пассивной безопасности легкового автомобиля
Система пассивной безопасности легкового автомобиля

