Результат интеллектуальной деятельности: ОБТЯЖНОЙ ПУАНСОН, МИНИМИЗИРУЮЩИЙ УСИЛИЕ, ЗАТРАЧЕННОЕ НА РАСТЯЖЕНИЕ ОБРАЗЦА В ПРОЦЕССЕ ГИБКИ С РАСТЯЖЕНИЕМ ПО РАБОЧЕЙ ЧАСТИ ОБТЯЖНОГО ПУАНСОНА
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, а точнее к крупногабаритной объемной оснастке, и может быть использовано в авиационной, судостроительной, ракетно-космической и других отраслях промышленности при проектировании обтяжных пуансонов для обеспечения запаса кривизны для получения поверхности, максимально близкой к заданной после снятия образца с обтяжного пуансона.
Известны обтяжные пуансоны из баллинита или дельта-древесины, включающие в себя рабочую часть обтяжного пуансона, прокладки и основание. Контур пуансона изготавливается по шаблону готовой детали или по шаблону с учетом пружинения [с.345. Грошиков А.И., Малафеев. Заготовительно-штамповочные работы в самолетостроении. М., «Машиностроение», 1976, 440 с.]. Контур такого пуансона изготавливается по шаблону детали с учетом пружинения, которое определяют соответствующей корректировкой радиусом кривизны.
Недостатком данного обтяжного пуансона является необходимость учитывать упругое сокращение детали после разгрузки от растягивающих усилий. Из-за неравномерного распределения напряжений по высоте поперечного сечения и сокращения длины после снятия растягивающих усилий деталь обычно имеет отклонения от контура пуансона. Величина отклонения зависит от целого ряда факторов, из которых основные - величина относительных радиусов изгибаемых участков, форма детали и количество переходов.
Технический результат - снижение трудоемкости изготовления деталей и повышение точности получаемых на обтяжных пуансонах деталей.
Технический результат достигается тем, что обтяжной пуансон содержит рабочую часть и основание.
Особенностью является то, что рабочая часть снабжена подшипниками качения, наружные кольца которых повторяют формообразующую поверхность рабочей части обтяжного пуансона и являются рабочей поверхностью для растяжения по ним заготовки.
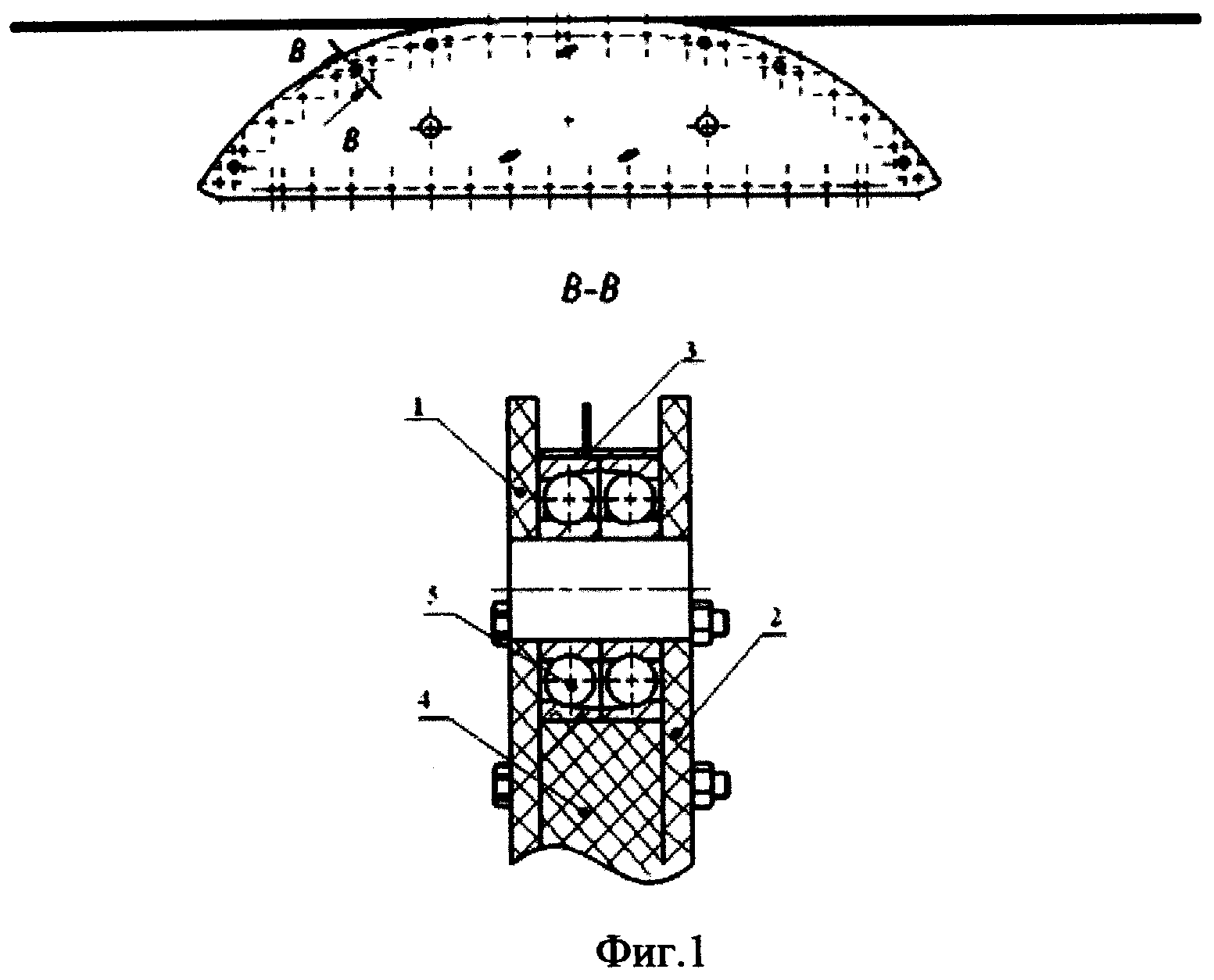
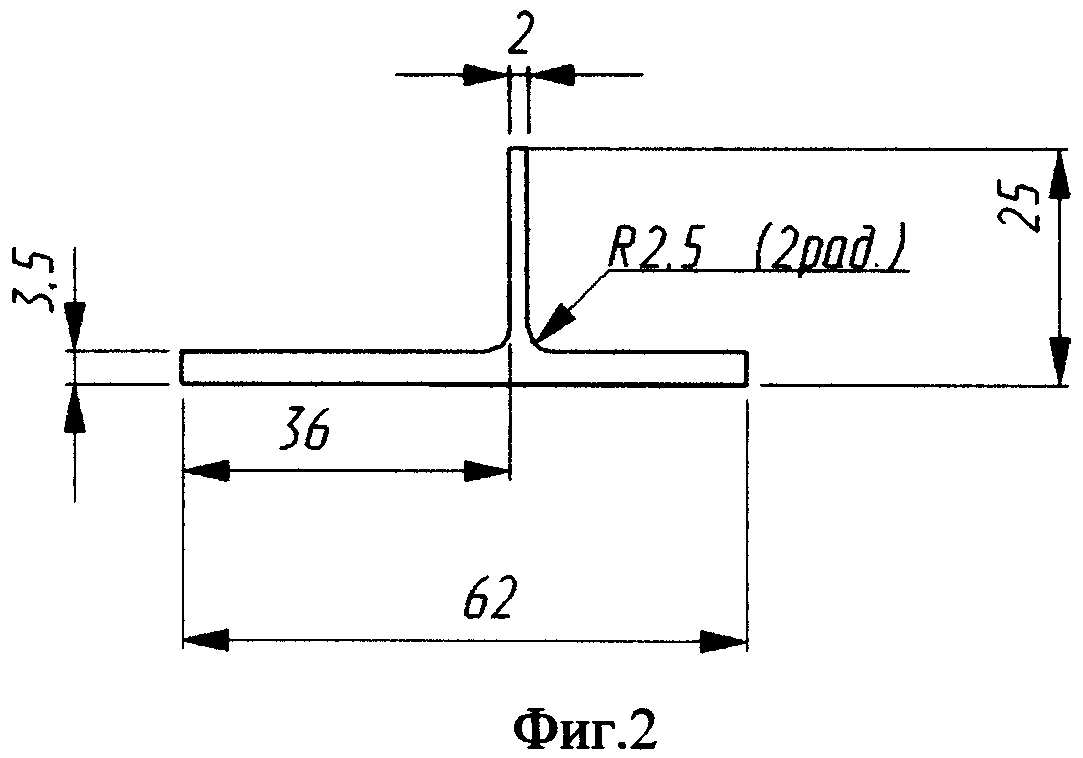
Изобретение поясняется чертежами, где на фиг.1 показан общий вид обтяжного пуансона, на фиг.2 показана заготовка «тавр».
Устройство состоит из плит 1 и 2 (фиг.1), предотвращающих перемещение заготовки 3 относительно рабочей части 4 обтяжного пуансона во время процесса изгиба с растяжением на типовом профилегибочном станке. Заготовка 3 растягивается по подшипникам 5 качения с помощью зажимных устройств на станке.
Устройство работает следующим образом.
Перед формообразованием заготовку 3 проверяют на соответствие термической обработке, затем смазывают саму заготовку 3 и рабочую часть 4 обтяжного пуансона машинным маслом или техническим вазелином. Для формообразования деталей рабочую часть 4 обтяжного пуансона устанавливают на стол обтяжного пресса. Перемещением кареток и стола добиваются необходимого расположения рабочей части 4 обтяжного пуансона относительно зажимных губок кареток. В результате растяжения заготовки 3 каретками по рабочей части 4 обтяжного пуансона происходит ее формообразование.
В процессе пластического деформирования заготовка 3, помимо растягивающих и сжимающих усилий на наружном и внутреннем радиусах профиля, испытывает нагрузки, связанные с сопротивлением силам трения, возникающим при скольжении заготовки 3 о рабочую часть 4 обтяжного пуансона.
Эти нагрузки составляют для 0,3-0,6 от нормальной составляющей силы нагружения, если не использовалась смазка, и 0,1-0,2 при использовании смазки.
Рассмотрим заготовку «тавр» 3, изображенную на фиг.2, которую нужно обогнуть по рабочей части 4 обтяжного пуансона, изображенного на фиг.1.
Заготовка «тавр» из Д16Чт в процессе изгиба с растяжением по рабочей части 4 обтяжного пуансона (фиг.1), изготовленного из материала ДСП-Б-а ГОСТ 20966, испытывает нагрузки, связанные с трением скольжения.
|
где µ - коэффициент трения скольжения дюралюминиевой заготовки об ДСП;
N - усилие, действующее на контакте без учета сил трения;
Усилие, необходимое при дополнительном растяжении, находим по формуле
|
где
σв=3500 кг/см2 - предел прочности заготовки;
F - площадь поперечного сечения заготовки (фиг.2);
µ=0,2,
N=0,9·3500 кг/см2·2,6268 см2=8274,42кг=827.44 H,
Fтр.ск=µ·N=165,49 H.
Находим общую нагрузку, необходимую для процесса изгиба с растяжением на обтяжном пуансоне со смазкой, с учетом сил трения
F1=827,44+165,49=989,93 H.
При вводе подшипников 5 качения, изображенных на фиг.1, сила трения скольжения уменьшается. И чем больше вводится подшипников 5 качения, наружные кольца которых повторяют форму рабочей поверхности, тем меньше сила трения скольжения.
При полной замене рабочей поверхности подшипниками 5 качения, в процессе качения заготовки 3 по поверхности подшипников 5 качения возникает сила трения качения, и сила трения в подшипниках 5 качения.
|
где K=0,05 - коэффициент трения качения дюралюминиевой заготовки 3 о подшипник 5 качения;
Fтp.кач=K·N=41,37 H,
Fтp.подш=fтpN=0,002·827.44=1,65 H,
fтp - коэффициент трения шариков об кольца подшипников 5 качения, с учетом смазки.
Находим общую нагрузку, необходимую для процесса изгиба с растяжением по рабочей части 4 обтяжного пуансона с введенными подшипниками 5 качения, наружные кольца которых используются в качестве основной рабочей поверхности.
F2=827,44+41,37+1,65=870,46 H.
Следовательно, при введении подшипников качения нагрузка, необходимая для изгиба с растяжением, уменьшилась на  .
.
Шток ковочного молота
Адаптивный кодер гиперкода размерности 3d
Устройство для удаления сосулек с карниза крыши здания
Устройство для сброса гололедных отложений с проводов
Устройство для удаления сосулек с карниза крыши здания
Взрывобезопасный бесконтактный пускатель
Устройство для торможения асинхронного двигателя
Способ формообразования коробчатых в плане квадратных деталей с отверстием в донной части путем совмещения вытяжки и отбортовки
Червячно-модульная фреза на основе эвольвентного червяка с положительными передними углами
Способ управления двусторонним торцовым шлифованием и устройство для его осуществления
Способ очистки эльборового шлифовального круга

