Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КОНУСООБРАЗНЫХ ТРУБ ДЛЯ ТЕПЛООБМЕННЫХ АППАРАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к энергетическому и химическому машиностроению, в частности к производству труб с переменными диаметрами по длине, и может быть использовано в производстве конусообразных теплообменных аппаратов.
Известен способ получения труб плавнопеременного сечения и диаметра из алюминиевых сплавов прессованием. Из массивной металлической заготовки с помощью иглы в виде усеченного кругового конуса вместе с матрицей образуют трубу в форме усеченного конуса. Эти трубы применяются в буровых установках. (М.З. Ерманок, Л.С. Каган, М.Ф. Головинов. Прессование труб из алюминиевых сплавов. / Под ред. М.З. Ерманка, М., Металлургия, 1976, стр.29). Известный способ достаточно энергоемкий, а для его осуществления требуется весьма точное оборудование и оснастка.
Известен способ получения профильных труб с переменными размерами сечения по длине путем соответствующей профилировки валков и изменением расстояния между ними. По мере изменения образующего просвета между валками и протягивания заготовки получается готовый профиль переменного сечения. (Суворов И.К. Обработка металлов давлением. Учебник для вузов. М., Высш. школа, 1980). Способ осуществляется при весьма тонкой регулировке и высокой энергоемкости.
Известен способ вырубки крупных заготовок на штампе, где пуансон и матрица сделаны из составных секций. Секции пуансона смонтированы на верхней плите, а секции матрицы - на матричной плите. Удаление вырубленной детали производится пружинящим выталкивателем. (В.П. Романовский. Справочник по холодной штамповке. Л., «Машиностроение», 1979, стр.263). Данный способ неприменим для получения конусообразных труб, так как требуется весьма затратная переделка штампа.
Известен способ получения труб переменного сечения на станах холодной прокатки за счет отвода и ввода оправки внутрь трубы с последующей задачей ее в калибр. Прокатку осуществляют с помощью роликов. Эти ролики выполнены так, что перемещаясь, они попеременно сближаются и удаляются, тем самым изменяют и размер калибра, обжатие, диаметр труб (bibliotekar.ru<Прокатное производство>157htm). Данным способом нельзя добиться высокой производительности, уменьшить энергопотребление и себестоимость труб.
Наиболее близким к заявляемому изобретению является способ производства труб с одним швом с формовкой заготовок на прессах и устройство для его осуществления, включающий правку листа (ленты), строжку кромок листа, поперечную обрезку переднего и заднего концов листа, подгибку кромок в непрерывном формовочном стане, предварительную формовку на прессе пуансоном, окончательную формовку на прессе пуансоном, сварку наружного шва, сварку внутреннего шва (последовательность наложения швов может быть и обратной), обработку торцов, раздачу и гидроиспытание на пресс-расширителе. (Полухин П.И., Федосов Н.М., Королев А.А., Матвеев Ю.М. Прокатное производство. Учебник для вузов. 3-е изд. М., «Металлург», 1982, стр.651). Известным способом можно изготавливать только цилиндрические трубы небольшой длины. Устройство достаточно сложное, так как в операциях задействовано большое число агрегатов, что экономически невыгодно.
Задачей, решаемой предлагаемым изобретением, является изготовление конусообразных труб большой длины для новых теплообменных аппаратов.
Технический результат, на достижение которого направлено предлагаемое изобретение, заключается в расширении технологических возможностей, упрощении технологического процесса за счет совмещении технологических операций, а также снижении энергоемкости и повышении экономичности технологического процесса.
Технический результат достигается тем, что в способе изготовления конусообразных труб для теплообменных аппаратов, включающем правку развертки изготавливаемой трубы, строжку и подгибку кромок, гибку и формовку трубы, сварку шва, новым является то, что гибку ведут гибочным секционным пуансоном последовательным воздействием на развертку изготавливаемой трубы в виде трапеции с прямоугольными концевыми участками, начиная от малого основания, с последовательно уменьшающимся усилием и последовательно уменьшающимся интервалом времени к большему основанию, формовку ведут формующим секционным пуансоном последовательным воздействием на изогнутую развертку, начиная от малого диаметра с последовательно уменьшающимся усилием и последовательно уменьшающимся интервалом времени к большему диаметру, при этом при гибке и формовке на концах изготовляемой трубы формируют цилиндрические участки крайними секциями вышеупомянутых пуансонов.
Цилиндрические концы сформованных конусообразных труб имеют длины от 1/500 до 1/100 длины их конусообразной части.
После сварки шва конусообразной трубы перед удалением из матрицы под трубу подают поверхностно-активное вещество.
В устройстве для осуществления способа, включающем, по меньшей мере, одну матрицу, гибочный и формующий пуансоны, гидравлическую систему подачи усилия, систему программного управления, новым является то, что гибочный и формующий пуансоны выполнены секционными, при этом секции имеют переменные по длине поперечные сечения, соответствующие переменным по длине участкам матрицы, а концевые секции пуансонов и концевые участки матрицы имеют постоянное поперечное сечение для формирования цилиндрических участков на концах труб, при этом все секции соединены между собой с возможностью перемещения «вверх-вниз».
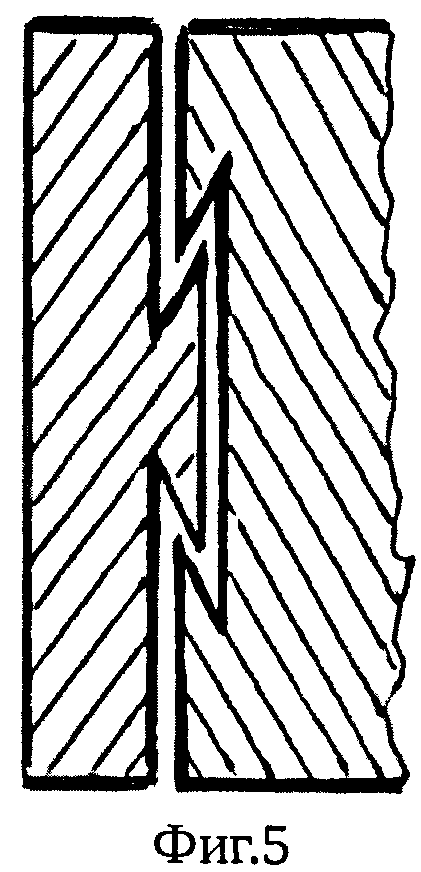
Секции пуансонов соединены между собой замком типа «ласточкин хвост».
Устройство снабжено системой подачи поверхностно-активного вещества на поверхность матрицы.
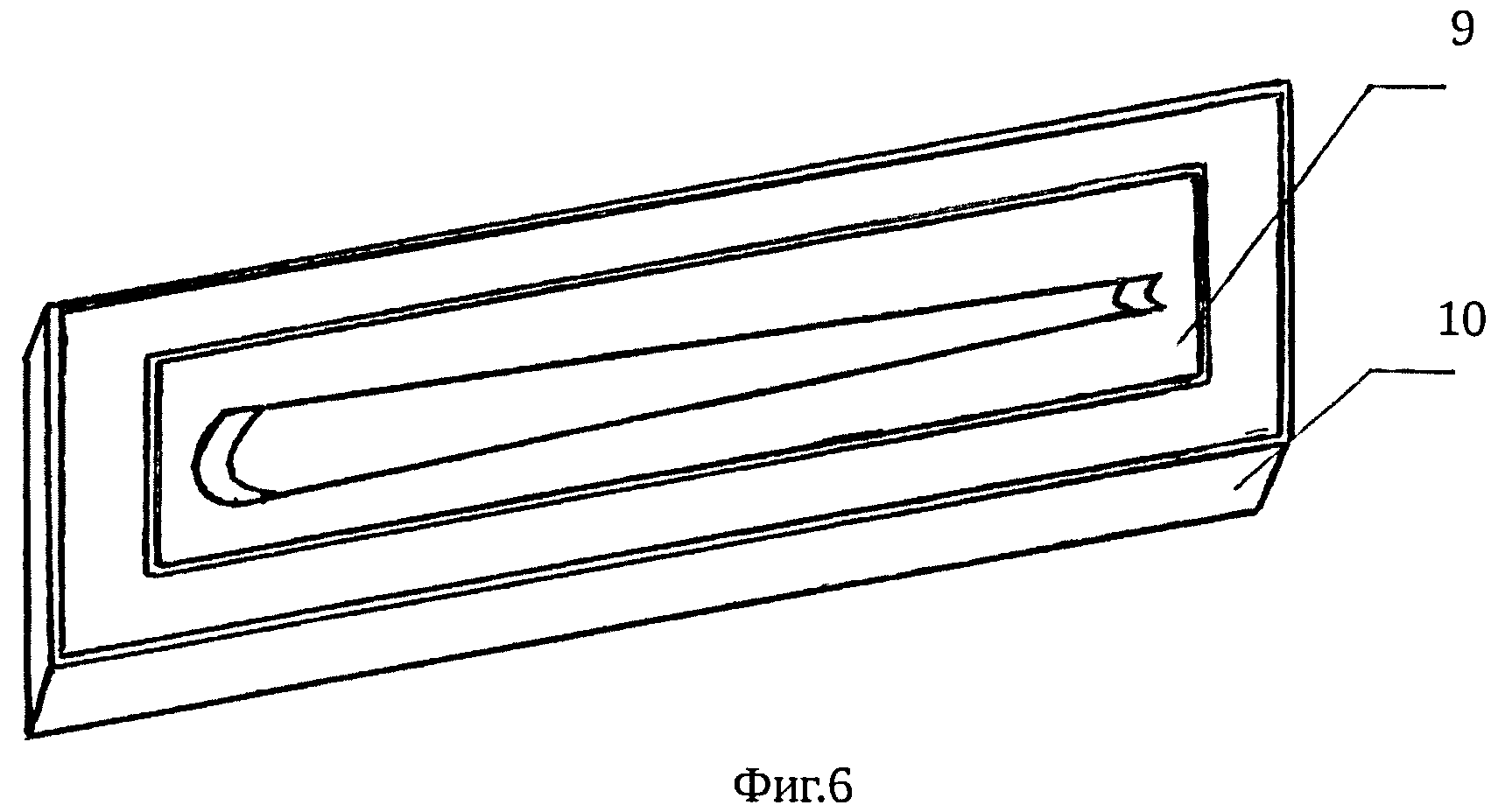
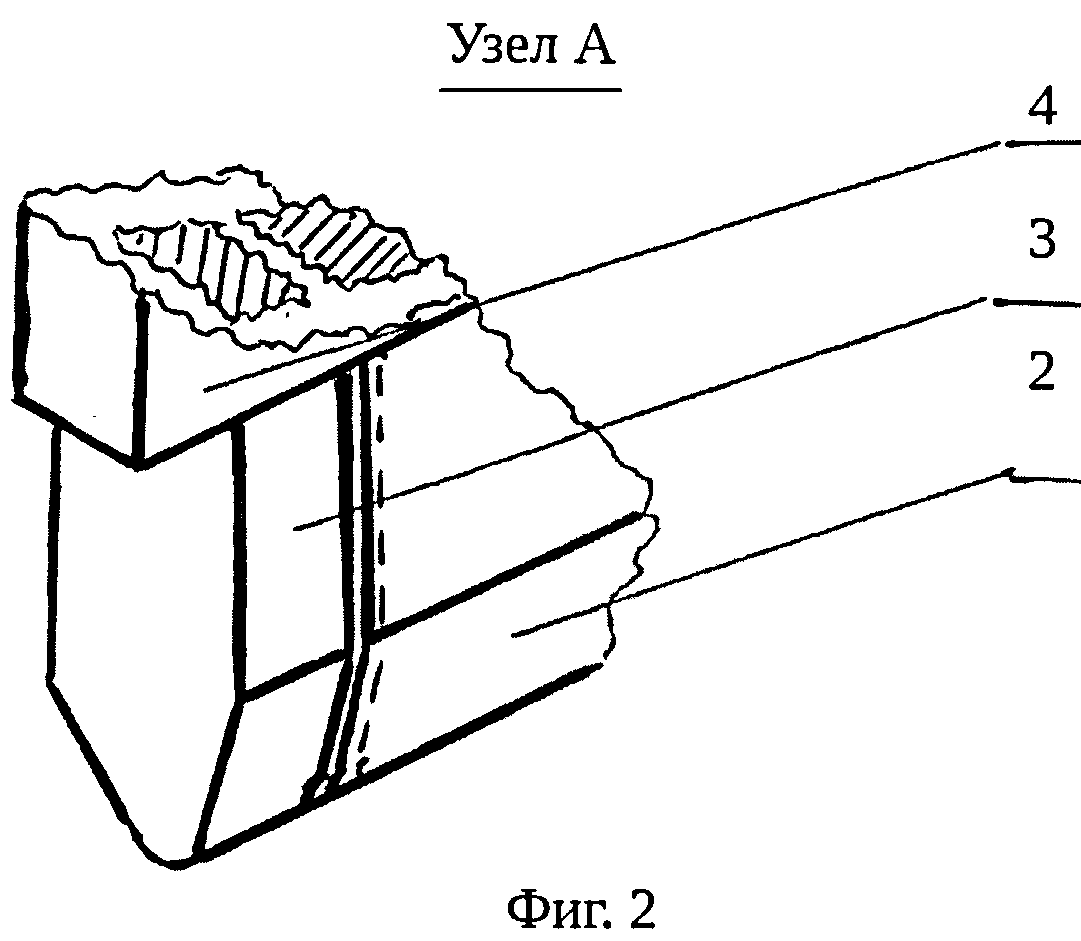
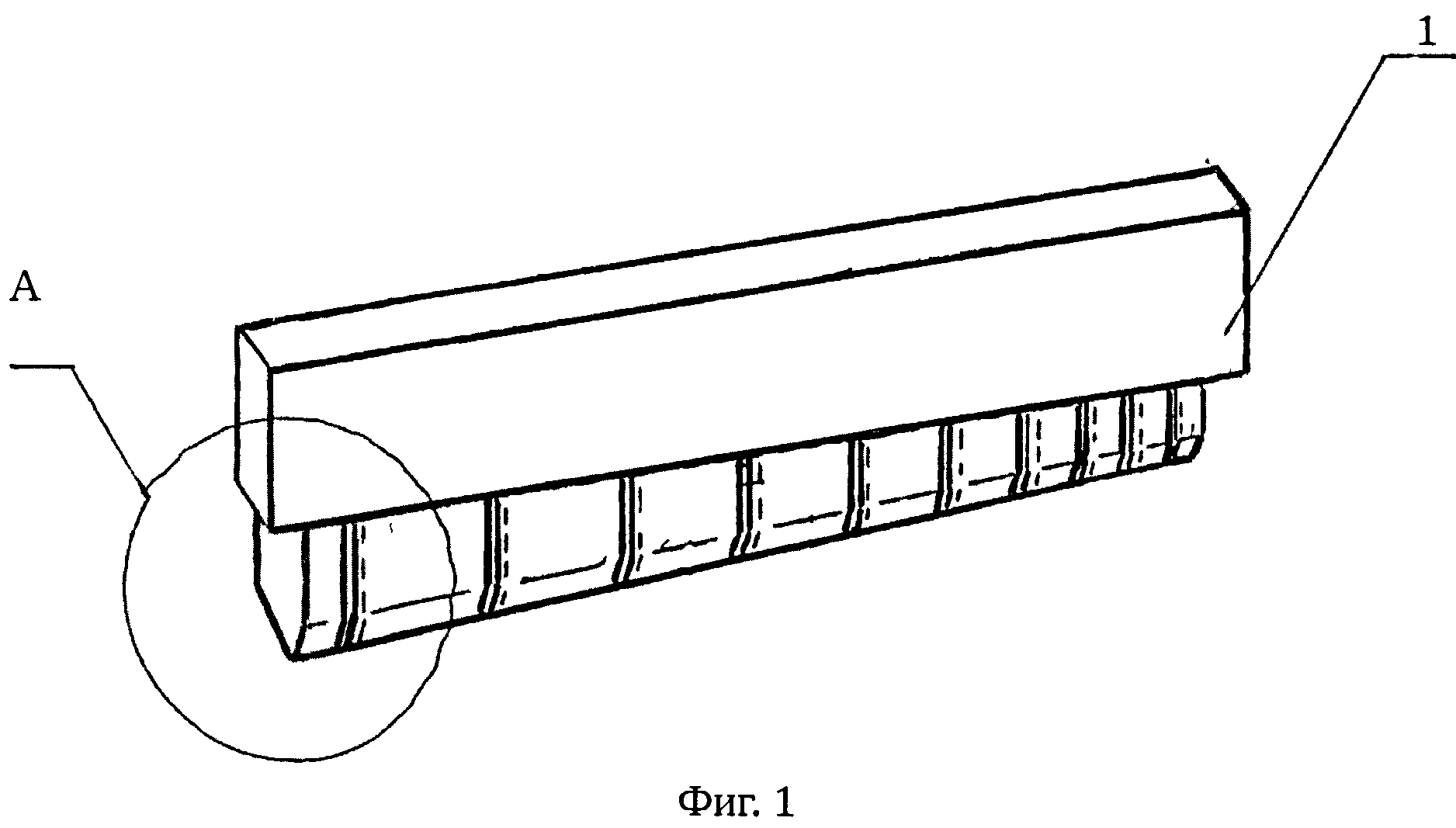
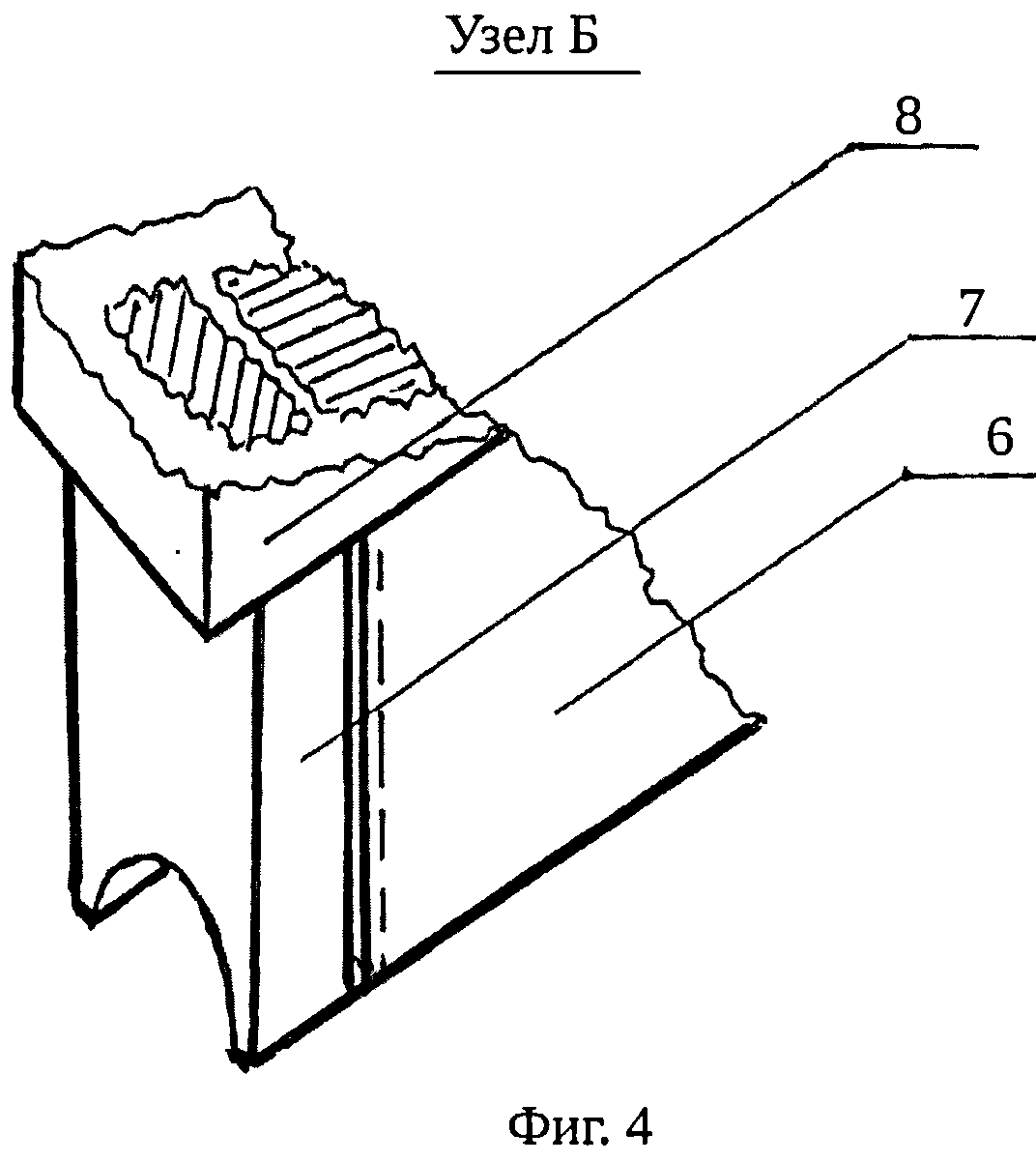
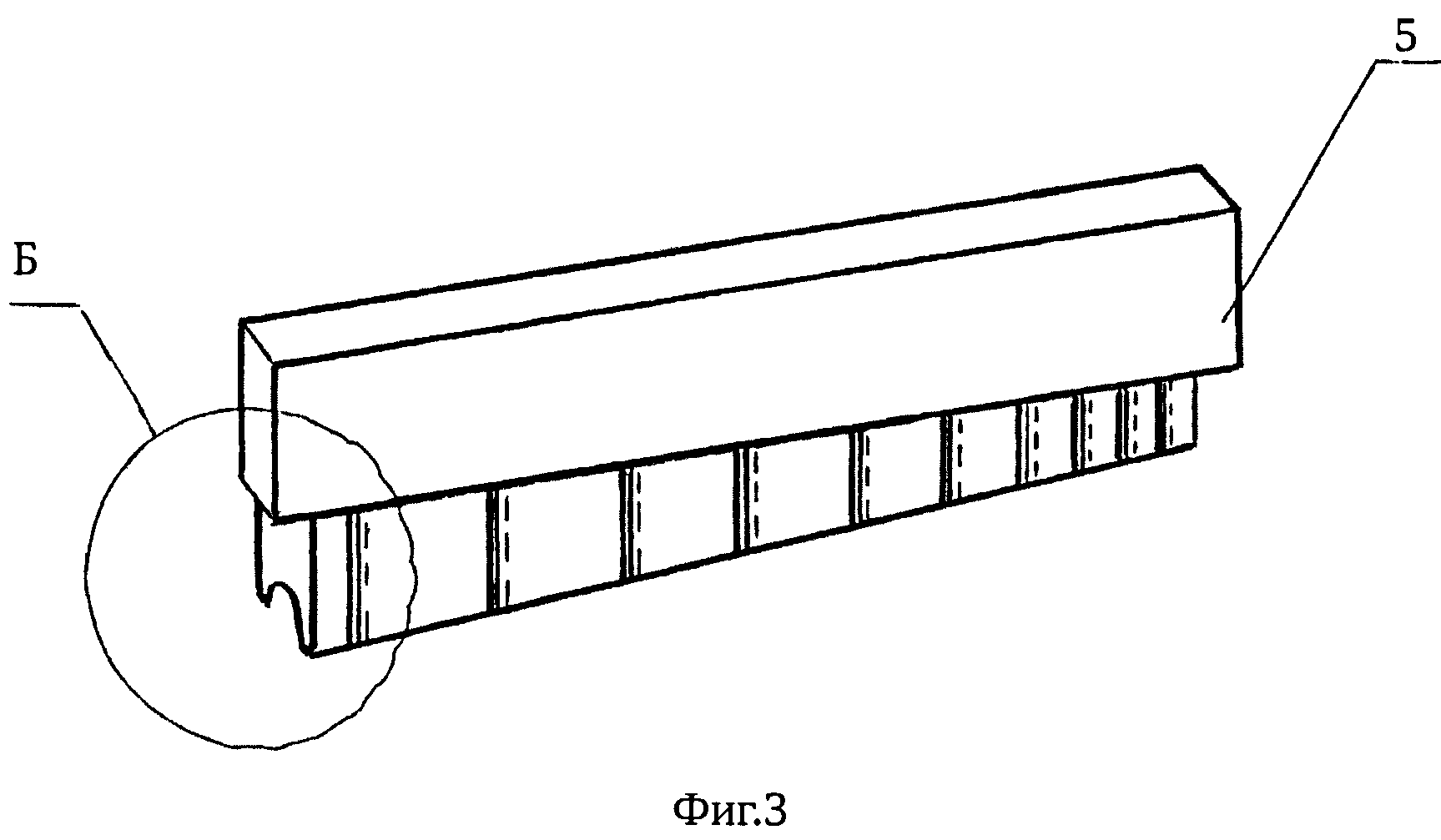
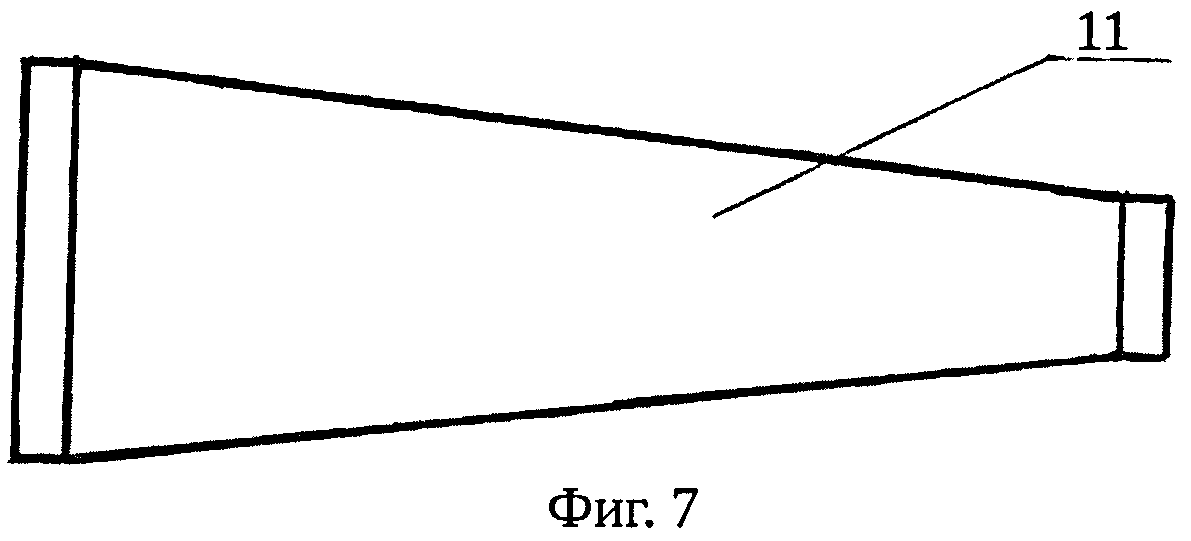
На фиг.1 представлен общий вид гибочного пуансона. На фиг.2 - узел А фиг.1. На фиг 3 представлен общий вид формующего пуансона. На фиг.4 - узел В фиг.3. На фиг.5 - узел соединения секций пуансонов. На фиг.6 - общий вид матрицы. На фиг.7 - развертка изготавливаемой трубы.
Сущность способа заключается в том, что гибку и последующую формовку конусообразной трубы с цилиндрическими концевыми участками для ее применения в теплообменных аппаратах ведут последовательным воздействием на развертку трубы в виде трапеции с прямоугольными концевыми участками, начиная от малого основания с последовательно уменьшающимся усилием и последовательно уменьшающимся интервалом времени к большему основанию, а на концах изготовляемой трубы формируют цилиндрические участки. Цилиндрические участки имеют длину от 1/500 до 1/100 длины конусообразного участка. Цилиндрические концевые участки упрощают установку и крепление труб в трубных решетках теплообменных аппаратов.
Устройство для осуществления способа - штамп (фиг.1-7) состоит из гибочного 1 пуансона с секциями 2, двумя концевыми секциями 3 и направляющим устройством 4, а также формующего пуансона 5 с секциями 6, двумя концевыми секциями 7 и направляющим устройством 8. Матрица 9 (фиг.6) изготовлена из высокопрочной стали в виде углубления как след от усеченного конуса, на обоих концах которого имеются углубления в виде короткого следа от полуцилиндра и впрессована в массивную станину 10. Секции 2 гибочного пуансона 1 и секции 6 формующего пуансона 5 имеют плавно меняющиеся поперечные сечения и разные длины, соответствующие переменным по длине участкам матрицы 9. Секции 2 и 6, соответственно гибочного 1 и формующего 5 пуансонов соединены между собой с возможностью перемещения «верх-вниз». Концевые секции 3 и 7 соответственно гибочного 1 и формующего 5 пуансонов соединены соответственно с секциями 2 и 6 также с возможностью перемещения «верх-вниз» (фиг.5). Соединение выполнено в виде двухсторонних остроугольных направляющих типа «ласточкин хвост» (фиг.5). Концевые секции 3 и 7 соответственно пуансонов 1 и 5 и концевые участки матрицы 9 имеют постоянное поперечное сечение, формирующие цилиндрические участки. Устройство снабжено системой подачи поверхностно-активного вещества на поверхность матрицы 9 и системой программного управления гидравлической подачей усилия и других операций (не показаны). Заготовка 11 (фиг.7) представляет собой развертку усеченного конуса в виде трапеции с прямоугольными концевыми участками.
Устройство - штамп работает следующим образом. Из плоского металла вырезают заготовку 11 по развертке конусообразной трубы с прямоугольными концевыми участками для теплообменных аппаратов необходимой длины (например, 2-10 метров), подвергают правке и обработке кромок, направляют на матрицу 9 с плавно меняющимися размерами диаметров по длине углубления и с постоянными размерами углубления на концах. Пуансоны 1 и 5, имеющие одинаковые длины с матрицей 9 работают попеременно. Пуансон 1 воздействует на заготовку 11 последовательно, начиная от малого ее основания секциями малых размеров 3 и 2, с последовательно уменьшающимся усилием и последовательно уменьшающимся интервалом времени к большему основанию секциями 2 и 3 большего размера. После отведения пуансона 1 производят формообразование давлением на заготовку 11, имеющую С-образный профиль, секциями 7 и 6 пуансона 5 начиная от малого диаметра с последовательно уменьшающимся усилием и последовательно уменьшающимся интервалом времени к большему диаметру. После окончания формообразования секциями 7 и 6 пуансона 5 производят некоторую выдержку. Сварку продольных кромок и удаления грата производят известными методами. После стабилизации температуры по длине и в поперечном направлении и охлаждения, под заготовкой создают некоторое давление поверхностно-активного вещества. Затем давление убирают, пуансон 5 отводят вверх и в сторону, изделие выталкивают из матрицы 9 с помощью выталкивателя (не показан). Затем отправляют на правку и испытание на герметичность. После удаления цикл повторяют. Управление операциями изготовления конусообразных труб для теплообменных аппаратов осуществляется с помощью автоматизированной системы с централизованного пульта.
Получение конусообразных труб по заявляемому изобретению для конусообразных теплообменных аппаратов является наиболее простым способом. В одном агрегате совмещены операции гибки листовой развертки конусообразной трубы и формирование в конусообразную трубу с цилиндрическими короткими концевыми участками. Цельные и одновременно секционные пуансоны 1 и 5 обеспечивают более качественное изделие, требующее меньше доводочных операций. Секционные пуансоны 1 и 5 позволяют достаточно легко увеличивать или уменьшать длину изделий путем добавления или снятия некоторого количества секций 2 и 6 при наличии соответствующей матрицы 9 в случае изменения сортамента труб по длине. При этом суммарное усилие штамповки меньше по сравнению с усилием, затраченным при штамповке с помощью монолитных пуансонов. Усилие убывает по мере формирования трубы в сторону большего по диаметру конца. Изготовление и замена отработавших свой ресурс секций проще и требуют меньше затрат. В целях увеличения производительности штамп снабжают, по крайней мере, двумя матрицами при наличии двух многосекционных пуансонов. Заявляемый способ основан на циклически работающем процессе. Тем не менее, по проведенным расчетам этот способ вполне удовлетворяет темпы производства конусообразных кожухотрубных теплообменных аппаратов, которые описаны в патенте №2451889, опубл. 27 мая 2012 года, в случае плановой замены классических цилиндрических аппаратов: теплообменников, конденсаторов, кипятильников и реакторов.
Таким образом, предлагаемый способ и устройство для его осуществления позволяют изготавливать конусообразные трубы большой длины для теплообменных аппаратов с меньшими энергетическими затратами и с достаточной производительностью.
Судно с частичной массой глиссирования
Устройство очистки отработанных газов
Способ нанесения защитного коррозионно-стойкого покрытия на наружную и внутреннюю поверхности металлической трубы
Корпус жидкостных каналов двигателя внутреннего сгорания
Способ сегментации цифрового изображения (варианты)
Вихревой датчик аэродинамического угла и истинной воздушной скорости
Устройство для измерения величины износа и температуры изделия при трении
Жидкостная система охлаждения двигателя внутреннего сгорания
Лазерный ракетный двигатель (варианты)
Многослойная панель и способ ее изготовления
Генератор нелинейных псевдослучайных последовательностей
Судно с частичной массой глиссирования
Устройство очистки отработанных газов
Способ нанесения защитного коррозионно-стойкого покрытия на наружную и внутреннюю поверхности металлической трубы
Корпус жидкостных каналов двигателя внутреннего сгорания
Способ сегментации цифрового изображения (варианты)
Вихревой датчик аэродинамического угла и истинной воздушной скорости
Устройство для измерения величины износа и температуры изделия при трении
Жидкостная система охлаждения двигателя внутреннего сгорания
Лазерный ракетный двигатель (варианты)

