Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ ДРЕВЕСНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к деревообрабатывающей промышленности, в частности к переработке древесины, и может быть использовано для получения высококачественной модифицированной древесины с заранее заданными характеристиками из различных исходных пород. Применение изобретения наиболее эффективно на предприятиях по переработке древесины с целью дальнейшего использования при изготовлении погонажа, молдинга, мебели, строительных и столярных изделий.
Известен способ сушки и пропитки сырой древесины по а.с. №651948, включающий заполнение автоклава с древесиной нагретым антисептиком, сушку под вакуумом, увеличивающимся ступенчато, пропитку под давлением, удаление антисептика из автоклава и вакуумирование [1].
Известен способ получения модифицированной древесины по а.с. №1144883, включающий пропитку раствором карбамида, сушку в вакууме и одновременное уплотнение под давлением [2].
Известен способ обработки древесных заготовок по патенту №2255857, включающий пропитку древесины модифицирующим раствором, сушку посредством прогревания в вакууме с одновременным прессованием, причем сушку и прессование осуществляют в герметичной емкости до достижения требуемой влажности [3].
Недостатком известных способов является сложное управление процессом модификации из-за необходимости регулирования двух параметров - давления и температуры, для чего требуются отдельные средства управления.
Кроме того - длительное время сушки и недостаточное качество продукции в связи со значительными остаточными напряжениями, вызванными ступенчатыми изменениями давления и температуры в процессе модификации древесины.
Наиболее близким по совокупности признаков к заявляемому способу является способ обработки древесных заготовок по патенту №2255857 [3], который выбран в качестве наиболее близкого аналога.
Техническим результатом заявляемого способа является упрощение способа и повышение качества получаемой модифицированной древесины.
Технический результат достигается тем, что в способе обработки древесных заготовок, включающем пропитку древесных заготовок модифицирующим раствором, сушку и термообработку посредством прогревания с одновременным прессованием, причем пропитку, сушку, термообработку и прессование осуществляют в герметичной емкости до достижения требуемой влажности, при этом прогревание и уплотнение древесных заготовок осуществляют нагреваемыми до 200°С средствами нагревания, установленными на слоях древесных заготовок, согласно изобретению, прессование осуществляют объемным элементом в виде термокомпрессионного вкладыша, который обеспечивает в зависимости от температуры нагревания плавное увеличение усилия прессования от 0 до 30 МПа, причем прогрев и, соответственно, деформирование исходной древесины начинают со стадии пропитки, что позволяет снять остаточные напряжения, возникающие при разбухании и сушке заготовок, а усилие прессования, создаваемое термокомпрессионным вкладышем, при этом плавно возрастает в соответствии с увеличением термопластичности обрабатываемой древесины до полного окончания процесса термообработки.
При этом скорость нагрева древесины выбирают таким образом, чтобы скорость деформации для обрабатываемой породы была бы меньше или равна скорости деформации от усушки древесины.
При этом степень прессования заготовок в штабеле задают толщиной термокомпрессионного вкладыша.
Ближайшим к заявляемому устройству является известное устройство для осуществления способа получения модифицированной древесины, содержащее герметичную емкость, снабженную прессовой плитой с объемным приводом, выполненным в виде нежесткого герметичного объемного элемента - сильфона, расположенными в верхней части упомянутой емкости, средством для подачи раствора химреактивов, средством для создания вакуума, средством для нагревания (патент №2255857 В27К 5/06, опубликованное 10.07.2005 г. в бюллетене №19) [3].
Недостатком устройства, принятого за прототип, является сложность конструкции устройства.
Заявляемый технический результат - упрощение устройства. Другой технический результат - повышение качества получаемой модифицированной древесины.
Технический результат достигается тем, что в устройстве для обработки древесных заготовок, содержащем герметичную емкость, снабженную средствами нагрева и прессования с объемным приводом, средством для подачи модифицирующего раствора, средством для создания вакуума, причем средство нагрева состоит из нагревающей плиты с установленными на ней нагревательными элементами, согласно изобретению средства нагрева и прессования послойно установлены по высоте штабеля модифицируемой древесины в соответствии с технологическими требованиями, при этом объемный привод выполнен в виде термокомпрессионных вкладышей из ортогонально армированного эластичного материала с высоким коэффициентом линейного термического расширения, установленных по обеим сторонам нагревающей плиты, и подвижных прижимных пластин, закрепленных на термокомпрессионных вкладышах сверху и снизу.
При этом толщина термокомпрессионного вкладыша зависит от степени прессования заготовок в штабеле.
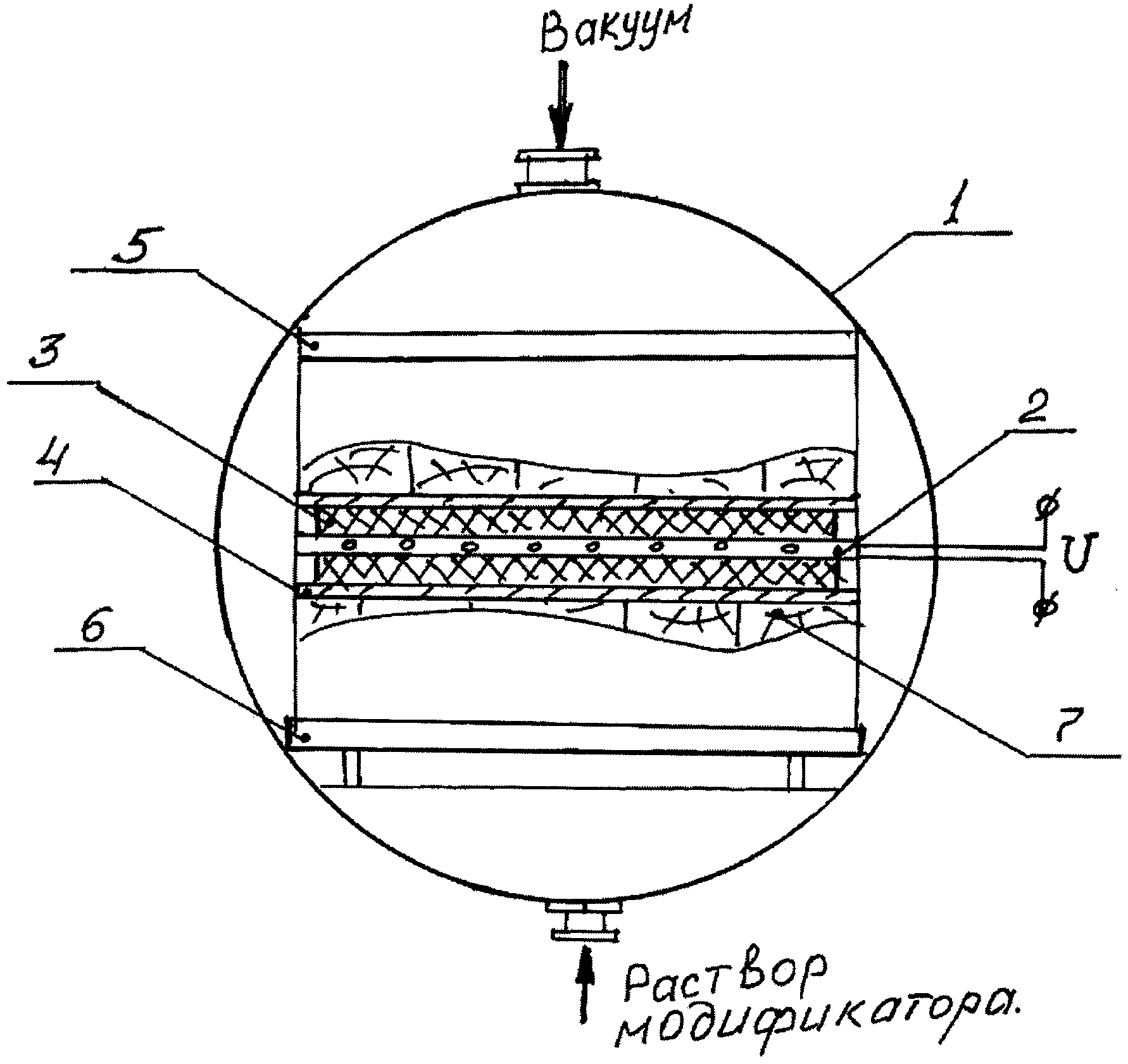
Заявляемое устройство для осуществления способа обработки древесных заготовок поясняется чертежом, на котором схематично изображено предлагаемое устройство.
Перечень позиций чертежа.
1 - автоклав
2 - средство для нагревания (СН) - нагревающая плита
3 - объемный элемент - термокомпрессионный вкладыш
4 - прижимные пластины
5 - верхняя ограничивающая плита
6 - тележка
7 - слои древесных заготовок.
Устройство содержит герметичный корпус 1 автоклава, который снабжен средствами для создания вакуума (вакуумный насос) и подачи раствора модификатора (на схеме не показаны).
В корпусе 1 автоклава помещена тележка 6, на которой слои древесных заготовок 7 разделены нагревательно-прессующим средством (НПС), состоящим из нагревающего средства (НС) 2, прессовых пластин 4 и объемных элементов в виде эластичного термокомпрессионного вкладыша 3.
Термокомпрессионный вкладыш 3 представляет собой эластичный материал, например, силоксановый каучук типа СКТВ (диметилметилвинилсилоксановый) с коэффициентом термического расширения (300-600)×10-6 1/°С, имеющий ортогонально армированную структуру для создания максимального давления в трансверсальном направлении по высоте штабеля.
Нагревающее средство 2 выполнено в виде металлической плиты 2 с установленным в ней нагревателем (ТЭНом).
Объемный элемент 3 закреплен на нагревающей плите 2 и размещен по обе стороны от нее.
Подвижные горизонтальные прижимные (прессовые) пластины 4 закреплены на объемных элементах 3 сверху и снизу.
Степень прессования заготовок в штабеле задается толщиной термокомпрессионного вкладыша 3 и верхней ограничивающей плитой 5, которая может быть закреплена как на корпусе автоклава, так и на опорных стойках тележки.
Обработку древесных заготовок в соответствии с заявляемым способом в заявляемом устройстве осуществляют следующим образом. В корпус 1 автоклава закатывают тележку, 6 в которой слои древесных заготовок 7 чередуются с нагревательно-прессующим средством (НПС) 2, 3, 4. После прогрева и герметизации штабеля древесины, в результате чего за счет повышения давления связанная влага покидает межпоровое пространство, а также поры, образованные растительными клетками древесины, под давлением подают модифицирующий раствор, например раствор аммиака, карбамида и др., которые снижают пластичность древесины во время сушки и термообработки, и выдерживают до полной пропитки заготовок, после чего сливают раствор. При этом, по мере увеличения температуры в нагревательной плите 2, происходит нагрев термокомпрессионных вкладышей 3, создающих давление на слои 7 модифицируемых древесных заготовок по высоте штабеля еще на стадии пропитки, что позволяет компенсировать возникающие при разбухании и усушке напряжения в древесине
При использовании в качестве материала эластичного вкладыша, например силоксанового каучука типа СКТВ, уже при достижении температуры 50-60°С в камере создается давление в 0,2 МПа. Производят периодическую откачку излишков влаги и модификатора из заготовки путем создания разрежения в камере. Затем температуру в камере плавно повышают таким образом, чтобы зависимость давления, создаваемого вкладышем от температуры, была прямолинейной, а давление в процессе сушки и уплотнения древесины плавно увеличивалось до 2,0-2,5 МПа. В результате за счет повышения давления происходит дальнейшее удаление влаги из заготовки.
На стадии термообработки подъем температуры нагревающих плит 2 до 200°С осуществляют плавно в соответствии со степенью пластификации лигноуглеводного комплекса обрабатываемой породы древесины. При этом давление прессования плавно возрастает и может достигать до 30 МПа.
Стадии сушки и термообработки пропитанной модифицирующим веществом древесины могут происходить как при нормальном давлении, так и при пониженном до 43 КПа.
Степень уплотнения древесины регулируют путем изменения толщины термокомпрессионного вкладыша 3. Поскольку усилие, вызывающее деформацию древесины, зависит от температуры нагрева термокомпрессионного вкладыша (опосредственно через плиту 4) и их скорости совпадают, материал вкладыша (путем введения добавок к СКТВ) экспериментально подбирают таким образом, чтобы создаваемое им давление соответствовало текущей при данной температуре пластичности (деформативности) древесины.
Достигнутые предельные параметры температуры нагрева до 200°С, усилия прессования до 30 МПа выдерживают неизменными до полного окончания процесса термообработки.
На этом цикл обработки древесных заготовок завершают, охлаждают штабель и тележку выкатывают из автоклава, модифицированные древесные заготовки вынимают и закладывают новую партию необработанных древесных заготовок.
Время обработки древесных заготовок значительно уменьшается по сравнению с другими способами сушки и модифицирования (см. Таблица 1) за счет дополнительного давления, оказываемого термокомпрессионным вкладышем на металлические пластины 4, прижатые к древесным заготовкам.
Плавное увеличение температуры и усилия прессования обеспечивают хорошее качество готового продукта за счет снятия остаточных напряжений.
Давление, создаваемое термокомпрессионным вкладышем, блокирует возможность возникновения трещин в древесных заготовках.
Тепло, передаваемое термокомпрессионным вкладышем от нагревающей плиты 2 через прижимные пластины 4, повышает интенсивность теплопередачи в древесине, что в свою очередь способствует увеличению ее пластичности.
При этом плотность древесных заготовок увеличивается до 50-70% от исходной при конечной влажности 4-8%, что повышает их качество.
Достижение в автоклаве давления 30 МПа позволяет получить древесину высокой плотности, т.е. из дешевой древесины, например, такой как тополь, береза (плотностью 450-500 кг/м3) можно получить заготовки плотностью свыше 1200 кг/м3 или как у ценных пород дерева - дуб, бук и т.п. - 800 кг/ м3.
Для достижения давления в 30 МПа в гидроцилиндре или сильфоне требуется достаточно мощное и дорогостоящее оборудование (например, гидростанция типа ГПД4), что делает малоэффективным производство древесных заготовок с высокой плотностью и усложняет устройство и процесс получения такой древесины.
В заявляемом изобретении давление до 30 МПа достигается за счет использования физического эффекта расширения термокомпрессионного вкладыша СКТВ.
При этом можно использовать эластомер с заданными свойствами, позволяющими при его трансверсальном расширении достигать необходимого давления в камере.
Связь между строением вулканизующего агента и свойствами получаемых эластомеров в настоящее время достаточно хорошо изучена. Варьируя тип добавки и природу функциональных групп, можно в широких пределах изменять свойства эластомеров путем воздействии на физико-химические факторы, под влиянием которых они формируются (см. http://www.medsil.ru/doc/Gor1.doc Вулканизация высокомолекулярных силоксановых каучуков).
Получение эластомера с заданными свойствами не является предметом настоящего изобретения.
В Таблице 1 приведены сравнительные характеристики модифицированной древесины (березового бруса), получаемой различными способами.
Сравнительные характеристики способов для модифицирования березового бруса 100×100 мм
|
Пример 1. В автоклав 1 на транспортной тележке 6 загружается штабель 7 исходной древесины березы в виде бруса 107×100 мм, послойно проложенного средствами нагрева. Высота штабеля ограничена верхней плитой 5, жестко закрепленной на вертикальных направляющих транспортной тележки. С помощью ТЭНов, расположенных в нагревающих плитах 2, осуществляется нагрев штабеля до температуры 50°С с одновременным вакууммированием до 43 КПа через верхний патрубок автоклава. Затем в автоклав через нижний патрубок под давлением до 0,6 МПа подается раствор модификатора и осуществляется пропитка бруса. Через 2 часа не впитавшийся в древесину раствор модификатора удаляется и при нормальном давлении производится разогрев штабеля до 60°С. При этом происходит разогрев эластичного термокомпрессионного вкладыша 3, который, расширяясь в вертикальном направлении, создает через прижимную пластину 4 давление до 0,2 МПа на обрабатываемый слой бруса 7, в результате чего из него активно выделяется влага, которая выводится из емкости.
Через 0,5 часа вакуум сбрасывают, и при нормальном давлении ведут разогрев штабеля до 65°С. При этом происходит разогрев эластичного термокомпрессионного вкладыша 3, который, расширяясь в вертикальном направлении, создает через прижимную пластину 4 давление до 0,2 МПа на обрабатываемый слой бруса 7, в результате чего из него активно выделяется влага. После чего в автоклав вновь подают вакуум.
Циклическую смену давления в автоклаве ведут до достижения температуры штабеля в 85°С. После чего при нормальном давлении происходит термообработка пропитанной древесины с повышением температуры штабеля до 160°С и повышением давления на штабель до 12 МПа в течение 5 часов. При этом происходит разогрев эластичного термокомпрессионного вкладыша 3, который, расширяясь в вертикальном направлении, создает через прессовые пластины 4 давление 12 МПа на обрабатываемый слой бруса 7, в результате чего из него активно выделяется влага. Полный цикл модифицирования продолжается 29 часов. После термообработки штабель активно охлаждают путем продувки сжатым воздухом через верхний и нижний патрубки автоклава, и модифицированную древесину выгружают. При толщине термокомпрессионных вкладышей до 35 мм, брус принимает размер 100×100 мм, имеет плотность 700 кг/м3, цвет - американский орех.
Пример 2. Способ выполняют аналогично примеру 1. Березовый брус 115×100 мм пропитывается раствором модификатора и затем подвергается сушке при температуре до 85°С и переменном давлении в автоклаве от 43 КПа до 0,1 Мпа. При этом давление на слои обрабатываемой древесины достигает 8Мпа, затем температура в автоклаве повышается до 200°С с повышением давления на штабель до 30 МПа в течение 7 часов. Полный цикл модифицирования продолжается 29-31 час. При толщине термокомпрессионных вкладышей до 70 мм, брус принимает размер 100×100 мм, имеет плотность 950 кг/м3, цвет - американский орех.
Данные примеры не являются исчерпывающими, они приведены лишь для лучшего понимания сущности изобретения.
Процесс модифицирования древесных заготовок при применении заявляемых способа и устройства может быть легко автоматизирован.
Предлагаемое изобретение позволяет достичь универсальности в изготовлении на одном и том же оборудовании модифицированной древесины с различными техническими характеристиками и улучшенного качества, а за счет снижения стоимости оборудования и упрощения технологии делает возможным ее широкое применение как на малых, так и на крупных предприятиях.
ИСТОЧНИКИ ИНФОРМАЦИИ.
1. Авторское свидетельство СССР №651948 Способ сушки и пропитки сырой древесины. Опубликовано 15.03.1979.
2. Авторское свидетельство СССР №1144883 Способ получения модифицированной древесины. Опубликовано 15.03.1985.
3. Патент РФ №2255857 Способ обработки древесных заготовок и устройство для его осуществления. Опубликовано 27.11.2004 - наиболее близкий аналог.
Устройство для пропитки волокнистого длинномерного материала связующим

