Результат интеллектуальной деятельности: СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ВЗРЫВОМ
Вид РИД
Изобретение
Изобретение относится к области сварки взрывом и может быть использовано при изготовлении биметаллических заготовок и переходных элементов преимущественно из разнородных металлов для электротехники, электрометаллургии, машиностроения и судостроения.
Известен способ сварки взрывом аморфных металлических фольг, при котором к фольге подсоединяют токоподводы, нагревают ее импульсом тока, а подрыв заряда производят после превышения температурой фольги температуры стеклования сплава (патент РФ №2024374, МПК В23К 20/08, опубл. 15.12.94). Недостатком данного способа является невысокая и нестабильная прочность биметаллического соединения из-за изменения детонационных характеристик взрывчатого вещества (ВВ), связанных с ее нагревом, а также возможность спонтанной или частичной детонации взрывчатки. Кроме того, данный способ не позволяет качественно сваривать такие пары разнородных металлов, как алюминий-сталь, алюминий-медь, титан-сталь и др., которые при нагревах склонны к образованию хрупких интерметаллидных прослоек и оплавов, резко снижающих прочность соединения.
Известен способ сварки взрывом, при котором неподвижную вольфрамовую пластину предварительно нагревают через нержавеющую плиту, подсоединенную проводником к нагревателю; при достижении вольфрамовой пластины заданной температуры ее перемещают под метаемую медную пластину с зарядом ВВ, а затем осуществляют его инициирование во взрывной камере (Э.Картон, М.Стуивинга/ Нидерланды // Автоматическая сварка, 2009, №11, с.57-60). Основными недостатками данного способа являются высокая стоимость и трудоемкость изготовления биметалла, связанные с применением одноразового устройства для перемещения неподвижной пластины, т.к. после подрыва заряда ВВ оно сильно деформируется и практически восстановлению не подлежит. Кроме того, данный способ имеет существенные ограничения по допускаемой мощности взрывчатки и размерам свариваемых заготовок, т.к. сварка взрывом производится только во взрывной камере.
Известен способ сварки взрывом, при котором с целью повышения точности определения параметров сварки взрывом и качества сварного шва боковой поверхности неподвижного листа на заданном расстоянии устанавливают стержневые датчики, выполненные высотой, увеличивающейся в направлении, перпендикулярном направлению волны детонации, с возможностью контактирования их концов с метаемым листом при инициировании заряда ВВ (патент РФ №2270741, МПК В23К 20/08, опубл. 27.02.2006). Недостатками данного способа являются значительная деформация (прогиб) биметаллической заготовки, повышенный расход металла и взрывчатки из-за увеличения размеров бокового нависания заряда ВВ и, соответственно, увеличения размеров метаемой заготовки, что связано с необходимостью исключения отрицательного влияния волн боковой разгрузки на краевых участках и обеспечения равномерного импульса давления продуктов детонации по всей площади биметалла. Кроме того, данный способ очень трудоемок, имеет низкую производительность и высокую стоимость изготовления биметалла вследствие применения дорогостоящей электронной измерительно-регистрационной аппаратуры, ее настройки и сложного монтажа электропроводной сети.
Наиболее близким по технической сущности является способ сварки взрывом, при котором с целью повышения качества сварного соединения путем дополнительного нагрева метаемой пластины и исключения дистанционных элементов предварительно метаемую пластину устанавливают в контакте с неподвижной пластиной, на которую воздействуют импульсным магнитным полем (авт. свидетельство №1503185, МКИ B23K 20/08, опубл. 27.05.99). Недостатками данного способа являются невысокая прочность и существенная деформация биметаллической заготовки из-за изменения детонационных характеристик взрывчатого вещества и пластических свойств свариваемых заготовок в результате воздействия на них высоких температур, а также склонности при нагревах ряда разнородных пар металлов к образованию хрупких интерметаллидных прослоек и оплавов, резко снижающих прочность соединения. Кроме того, данный способ требует повышенного расхода взрывчатки, т.к. при сварке взрывом разнородных металлов с резко отличающимися физико-механическими свойствами (например, алюминий-сталь) для того, чтобы обеспечить требуемую пластическую сдвиговую деформацию более твердого металла свариваемой пары, необходимо увеличивать скорость соударения, а это, в свою очередь, потребует увеличения высоты заряда ВВ.
В связи с этим актуальной задачей является разработка нового способа комбинированной сварки взрывом, позволяющего изготавливать высококачественный и экономически выгодный биметалл из трудносвариваемых разнородных металлов, обеспечивая высокую прочность и стабильную структуру по всей площади соединения при минимальной деформации заготовок.
Технический результат, который обеспечивается при осуществлении изобретения, - увеличение прочности соединения и уменьшение деформации биметаллических заготовок, а также снижение расхода ВВ.
Поставленный технический результат достигается тем, что в способе комбинированной сварки взрывом, включающем установку метаемой пластины над неподвижной пластиной с зазором и инициирование расположенного на ней заряда взрывчатого вещества, одновременно с инициированием заряда к торцу неподвижной пластины подают ультразвуковые колебания в направлении, противоположном направлению детонации.
Причем ультразвуковые колебания подают с амплитудой не более трех высот волн, образующихся в сварном соединении.
В отличие от прототипа в заявляемом способе одновременно с инициированием заряда к торцу неподвижной пластины подают ультразвуковые колебания, что позволяет повысить прочность соединения за счет активации атомов, разрушения окисных пленок и сглаживания микронеровностей в поверхностном слое неподвижной пластины в результате ее предварительной ультразвуковой обработки, а также уменьшить деформацию биметаллической заготовки и минимизировать количество оплавленного металла в зоне соединения вследствие снижения высоты заряда ВВ, а следовательно, и уменьшения тепловложения и энергии, затрачиваемой на пластическую сдвиговую деформацию поверхностных слоев свариваемых металлов.
Подача ультразвуковых колебаний к торцу неподвижной пластины одновременно с инициированием заряда позволяет повысить прочность соединения за счет активации атомов, разрушения окисных пленок и сглаживания микронеровностей в поверхностном слое неподвижной пластины, способствуя тем самым сближению межатомного расстояния и увеличению площади физического контакта соединяемых поверхностей металлов непосредственно в процессе сварки.
Подача ультразвуковых колебаний к торцу неподвижной пластины в направлении, противоположном направлению детонации, позволяет повысить прочность соединения и уменьшить деформацию биметаллической заготовки за счет осуществления одновременно процесса сварки взрывом с ультразвуковой обработкой металла, обеспечивающей предварительную подготовку поверхности неподвижной пластины к физическому контакту с метаемой пластиной, а также уменьшения тепловложения и энергии, затрачиваемой на пластическую сдвиговую деформацию поверхностных слоев свариваемых металлов вследствие снижения высоты заряда ВВ. При подаче ультразвуковых колебаний в направлении детонации не будет происходить одновременно процесс сварки взрывом с ультразвуковой обработкой металла, т.к. после инициирования заряда ВВ и соударения метаемой пластины с неподвижной мгновенно разрушится пьезокерамический преобразователь с волноводом и передающим ультразвуковые колебания стержнем, а следовательно, физический контакт соединяемых металлов и непосредственно процесс сварки взрывом будут происходить без ультразвуковой обработки неподвижной пластины.
Подача ультразвуковых колебаний с амплитудой не более трех высот волн, образующихся в сварном соединении, позволяет наиболее эффективно подготовить к сварке поверхностный слой неподвижной пластины на ту небольшую глубину, достаточную для реализации максимальной сдвиговой пластической деформации металла, ответственной за образование высокопрочного сварного соединения. При подаче ультразвуковых колебаний с амплитудой более трех высот волн, образующихся в сварном соединении, эффективность ультразвуковой обработки поверхностного слоя снижается, т.к. в этом случае «ультразвуковое давление» будет меньше из-за увеличения глубины и площади обрабатываемого поверхностного слоя, в результате чего активация атомов будет недостаточной для полного разрушения поверхностных окисных пленок и сглаживания микронеровностей, а значит, не будет реализована необходимая максимальная сдвиговая пластическая деформация металла и прочность соединения существенно снизится.
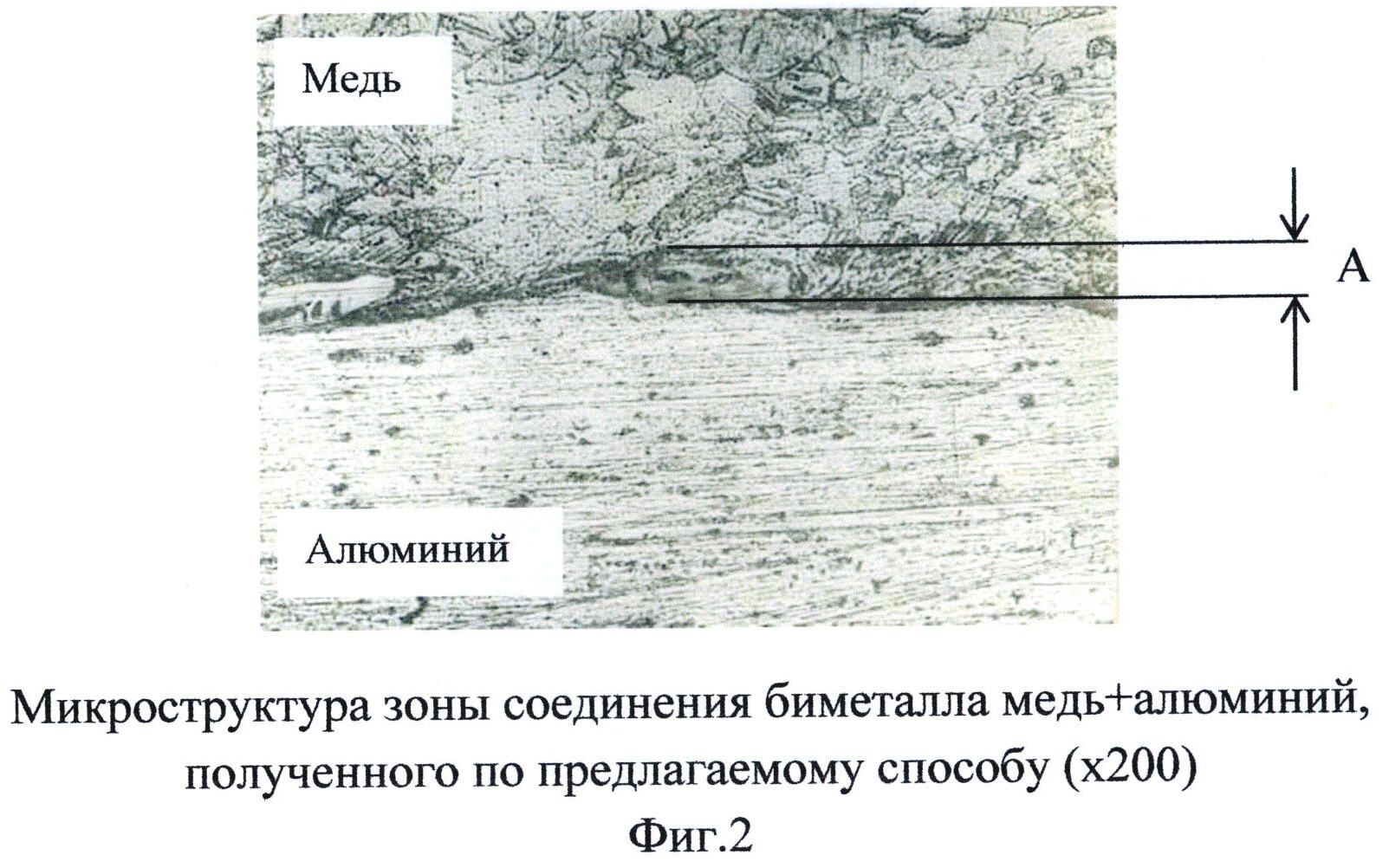
Сущность изобретения поясняется чертежами, где на фиг.1 изображена схема комбинированной сварки взрывом, в которой к торцу неподвижной пластины подают ультразвуковые колебания; на фиг.2 - микроструктура зоны соединения биметалла медь + алюминий, полученного по предлагаемому способу; на фиг.3 - микроструктура зоны соединения биметалла медь + алюминий, полученного по способу-прототипу.
Способ осуществляется следующим образом (фиг.1). Во взрывной камере (или на полигоне) на сформированное песчаное основание 1 укладывают неподвижную пластину 2 с предварительно приваренным к ее торцу передающим ультразвуковые колебания стержнем 3, соединенным через волновод 4 с пьезокерамическим преобразователем 5. С помощью магистральных проводов 6 преобразователь подключают к ультразвуковому генератору 7, удаленному на безопасное расстояние. Затем по углам песчаного основания вставляют опорные элементы 8, обеспечивающие требуемый зазор между метаемой и неподвижной пластинами. Далее на опорные элементы устанавливают метаемый лист 9 с приклеенным картонным контейнером 10, в который засыпают взрывчатое вещество 11 и вставляют электродетонатор 12. После сборки пакета монтируют электрическую цепь, подключая ее к взрывной машинке, а затем включают ультразвуковой генератор 7 и одновременно производят инициирование заряда ВВ, в результате процесс сварки взрывом осуществляется одновременно с ультразвуковой обработкой металла.
Пример исполнения
Предлагаемый способ комбинированной сварки взрывом опробовали при изготовлении биметалла медь + алюминий толщинами 2,5+5 мм. Сборку пакета производили во взрывной камере согласно схеме, приведенной на фиг.1, в которой одновременно с инициированием заряда к торцу неподвижной пластины подавали ультразвуковые колебания. При этом ультразвуковые колебания подавали в направлении, противоположном направлению детонации, с амплитудой не более трех высот волн, образующихся в сварном соединении. Полученные сваркой взрывом биметаллические заготовки медь + алюминий разрезались на образцы для проведения механических испытаний и металлографических исследований. Данные о влиянии условий инициирования заряда ВВ, направления подачи и амплитуды ультразвуковых колебаний на качество сваренного взрывом биметалла медь + алюминий приведены в табл.1.
Результаты проведенных исследований показали, что амплитуда ультразвуковых колебаний должна быть не более трех высот волн, образующихся в сварном соединении. Такая амплитуда ультразвуковых колебаний позволила получить самую высокую прочность соединения (80-88 МПа, табл.1, фиг.2) за счет эффективной подготовки к сварке поверхностного слоя неподвижной алюминиевой пластины путем активации атомов, разрушения окисных пленок и сглаживания микронеровностей. При подаче ультразвуковых колебаний более трех высот волн (табл.1) происходит снижение прочности соединения до 65-71 МПа из-за малой эффективности ультразвуковой обработки, т.к. в этом случае «ультразвуковое давление» будет меньше вследствие увеличения глубины, а значит, и площади обрабатываемого поверхностного слоя, в результате активация атомов будет недостаточной для полного разрушения поверхностных окисных пленок и сглаживания микронеровностей.
Сравнение качества сварки и экономической эффективности изготовления биметалла производили на примере сварки взрывом пары медь + алюминий, полученных по предлагаемому способу и способу-прототипу. Сравнительные данные механических испытаний, металлографических исследований и расхода ВВ сваренного биметалла медь + алюминий приведены в табл.2 и на фиг.2 и 3. Полученные результаты исследований показали, что способ комбинированной сварки взрывом по сравнению с прототипом позволил получить более высокую прочность соединения и значительно меньшую деформацию биметаллической заготовки при существенной экономии расхода ВВ. Так, биметалл медь + алюминий, полученный по предлагаемому способу, имел высокую прочность соединения 87 МПа, стабильную структуру с минимальным количеством оплавов и неметаллических включений 6%, максимальную относительную деформацию 0,16 при небольшом расходе ВВ, равном 0,9 кг (табл.2, фиг.2); биметалл медь + алюминий, полученный по способу-прототипу, имел меньшую прочность соединения 56 МПа, нестабильную структуру с большим количеством оплавов и неметаллических включений 25%, значительную максимальную относительную деформацию 0,30 при повышенном расходе ВВ - более чем на 30% (табл.2, фиг.3).
Способ получения полимерного покрытия на поверхности хлопчатобумажной ткани
Состав для огнезащитных покрытий резин
Состав для огнезащитных покрытий резин
Состав для огнезащитных покрытий резин
Состав для огнезащитных покрытий резин
Способ получения полимерного покрытия на поверхности хлопчатобумажной ткани
Способ получения модификатора для сварочных материалов
Порошковая проволока для наплавки
Способ нанесения покрытия из антифрикционного твердого сплава
Способ производства обогащенной варено-копченой колбасы
Способ производства газона
Способ производства газона
Состав для пропитки абразивного инструмента
Модульный электронный конструктор
Способ получения производных имидоилхлоридов
Огнестойкая композиция на основе эпоксидной диановой смолы
Огнестойкая композиция на основе эпоксидной диановой смолы
Способ получения этил 5-метил-3-(3-феноксифенил)изоксазол-4-карбоксилата
Фотополимеризующаяся композиция для покрытий защитного назначения
Способ получения меланина и сухого экстракта биологически активных веществ чаги

