Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ОТЛИВОК
Вид РИД
Изобретение
Изобретение относится к литейному производству, в частности для получения полых отливок из металлов и сплавов.
Известен способ получения полых отливок, включающий заливку расплава в форму с полым металлическим стержнем, затвердевание отливки между литейной формой и стержнем, извлечение отливки и ее съем со стержня [1] (А.с. 1713729 A1, МПК B22D 15/04, БИ №7, 1992). В данном способе используется неохлаждаемый полый стержень, который снижает интенсивность затвердевания отливки. Нагрев стержня приводит к ее заклиниванию, что снижает стабильность процесса литья.
Наиболее близким по технической сущности является способ получения полых отливок, включающий заливку расплава в нагреваемую огнеупорную литейную форму, затвердевание отливки между литейной формой и полым охлаждаемым стержнем, извлечение отливки из литейной формы, съем отливки со стержня [2] (А.с. 1215845 А, МПК B22D 7/04 // B22D 11/00, 27/04, БИ №9, 1986). Основными недостатками данного способа литья является относительно низкая охлаждающая способность стержня и нагрев формы до температуры заливаемого металла. Это значительно снижает интенсивность охлаждения отливки и укрупняет ее структуру, что уменьшает производительность процесса литья и ухудшает качество отливок.
Технической задачей, на решение которой направлено заявляемое изобретение, является повышение производительности процесса литья и улучшение качества полых отливок.
Поставленная задача достигается тем, что в заявляемом способе получения полых отливок, включающем заливку расплава в нагреваемую огнеупорную литейную форму, затвердевание отливки между литейной формой и полым охлаждаемым стержнем, извлечение отливки из литейной формы, съем отливки со стержня, литейная форма нагревается до температуры плавления металла (сплава), используется металлический стержень с высокой теплопроводностью стенки, который вводят со скоростью от 0,02 до 0,8 м/с в литейную форму после ее заполнения расплавом заданного объема, затвердевание отливки ведут со скоростью более 1 мм/с, извлечение отливки осуществляется вместе со стержнем после ее затвердевания, съем отливки происходит при движении стержня в направлении его извлечения.
На фигуре представлена схема получения полых отливок: а - заполнение формы, б - формирование отливки, в - извлечение отливки, г - съем отливки, где 1 - заливочное устройство, 2 - расплав, 3 - литейная форма, 4 -нагреватель, 5 - охлаждаемый металлический стержень, 6 - отливка, 7 - съемник.
Получение полых отливок осуществляется следующим способом. С помощью заливочного устройства 1 расплавом 2 заданного объема заполняют огнеупорную литейную форму 3, которая нагревается нагревателями 4. Далее в литейную форму с расплавом вводят до самого ее дна металлический водоохлаждаемый стержень 5 и формируют отливку 6. После чего она извлекается вместе со стержнем и снимается с него с помощью съемника 7.
Ввод в литейную форму металлического охлаждаемого стержня со скоростью менее 0,02 м/с приводит к большой неравномерности затвердевания отливки по ее высоте, что способствует ее деформации и образованию трещин. Это ухудшает качество отливок и снижает производительность процесса литья. Ввод в литейную форму металлического охлаждаемого стержня со скоростью более 0,8 м/с приводит к частичному выплеску расплава из формы. Это снижает производительность процесса получения полых отливок. При затвердевании отливки со скоростью менее 1 мм/с получается немодифицированная структура, что ухудшает качество полых отливок. Их скорость затвердевания более 1 мм/с обеспечивается металлическим водоохлаждаемым стержнем с высокой теплопроводностью его стенки и нагревом литейной формы до температуры плавления металла (сплава). Это увеличивает скорость затвердевания отливки и позволяет увеличить дисперсность ее структуры, что повышает производительность процесса литья и улучшает качество получаемых полых отливок.
Пример
Была изготовлена графитовая литейная форма с наружным диаметром 90 мм, внутренним диаметром 55 мм и высотой 270 мм. Литейная форма нагревалась до температуры плавления силумина АК18, который заливали в форму в количестве, необходимом для получения полых отливок с внутренним диаметром 35 мм и высотой 140 мм. После заполнения литейной формы расплавом в нее со скоростью 0,2 м/с вводили силуминовый водоохлаждаемый стержень с наружным диаметром 34 мм. Интенсивно охлаждаемый стержень обеспечивал среднюю скорость затвердевания отливки 2 мм/с. Это позволило получить в ней модифицированную структуру с дисперсностью кристаллов первичного кремния от 15 до 20 мкм без применения примесных модификаторов. По сравнению с аналогом данный способ получения полых отливок повышает производительность процесса литья более чем в 2 раза.
Источники информации
1. А.с. 1713729 A1, МПК B22D 15/04, БИ №7, 1992.
2. А.с. 1215845 А, МПК B22D 7/04 // B22D 11/00, 27/04, БИ №9, 1986.
Способ получения полых отливок, включающий заливку расплава в нагреваемую огнеупорную литейную форму, затвердевание отливки между литейной формой и полым охлаждаемым стержнем, извлечение отливки из литейной формы, съем отливки со стержня, отличающийся тем, что литейную форму нагревают до температуры плавления металла, при этом используют металлический охлаждаемый стержень с высокой теплопроводностью стенки, который вводят в литейную форму после ее заполнения расплавом со скоростью от 0,02 до 0,8 м/с, затвердевание отливки ведут со скоростью не менее 1 мм/с, извлечение отливки осуществляют вместе со стержнем после ее затвердевания, а съем отливки со стержня производят при движении стержня в направлении его извлечения.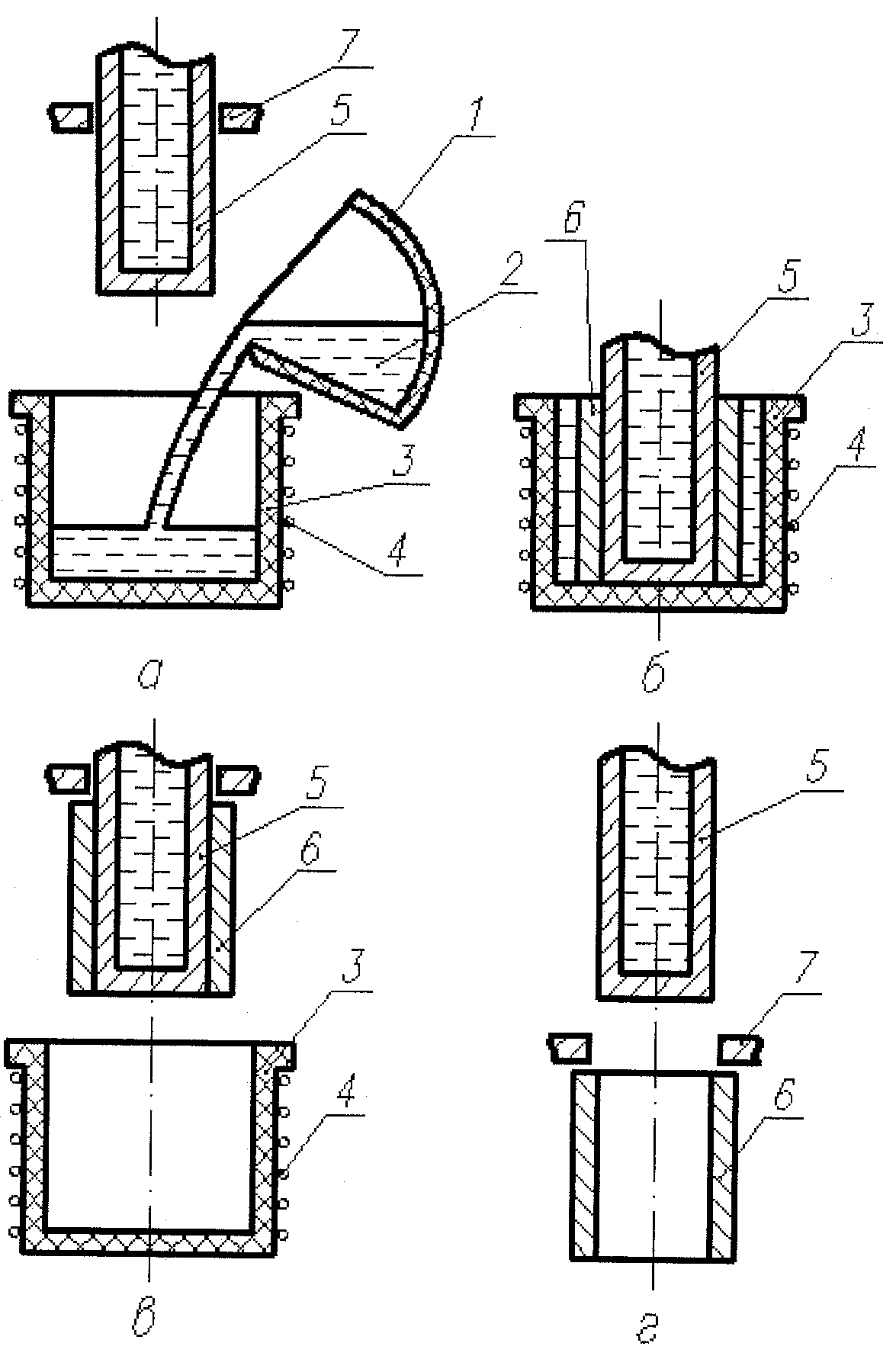
Кристаллизатор для непрерывного горизонтального литья
Способ литья заготовок
Антифрикционный сплав на основе алюминия
Способ объемной обработки алюминиевого литейного сплава
Кристаллизатор для непрерывного горизонтального литья
Способ литья заготовок
Антифрикционный сплав на основе алюминия
Способ объемной обработки алюминиевого литейного сплава

