Результат интеллектуальной деятельности: КЛЕТЬ ПРОКАТНОГО СТАНА И СООТВЕТСТВУЮЩИЙ ПРОКАТНЫЙ СТАН ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ МАТЕРИАЛОВ СТЕРЖНЕВОЙ ФОРМЫ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к клети прокатного стана с тремя регулируемыми валками и к прокатному стану, содержащему множество вышеуказанных клетей, для продольной прокатки материалов стержневой формы, например труб, или цилиндрических материалов, например, прутков, стержней и т.п.
Уровень техники
Многоклетьевые прокатные станы, имеющие валки с электроприводом, используются в течение ряда лет для продольной прокатки материалов стержневой формы, в частности, труб; в этих прокатных станах каждая клеть снабжена тремя валками, и положение валков преимущественно можно регулировать за счет изменения расстояния между валком и осью прокатки для получения разных толщин на одном и том же инструменте или оправке. Пример прокатных станов такого типа описан в US 5331835, где замена валка выполняется за счет перемещения вдоль оси прокатного стана, используя пространство между прокатным станом и следующим прокатным станом экстракторного типа, адаптированного для удаления прокатанной трубы с оправки.
Такое решение, которое заключается в замене валка в осевом направлении, является удовлетворительным до тех пор, пока размер деталей, подлежащих извлечению из прокатного стана, не превышает пространство между прокатным станом и следующим прокатным станом экстракторного типа; это имеет место в системах для производства труб до 14-16′′ с ограниченным числом клетей, например с пятью клетями, при этом количество клетей определяется в зависимости от требуемой деформации и заданной годовой выработки. Фактически, если прокатываемый материал за счет нормальных ограничений системы будет короче расстояния между последней клетью прокатного стана и первой клетью прокатного стана экстакторного типа, извлечение трубы с оправки является затруднительным, при этом значительно увеличивается вероятность возникновения неисправностей и остановок производственного процесса в результате заклинивания.
Были предложены альтернативные решения для систем, производящих трубы большего размера, например 16¾ - 18′′, поскольку все размеры трудно получить на практике, и жесткость конструкции дополнительно уменьшается за счет все более увеличивающихся размеров кольцевой конструкции, обеспечивающих прохождение кассеты-держателя валков; следовательно, наружные поперечные размеры должны постепенно увеличиваться, что создает дополнительные сложности во время производства изделий на практике, т.е. сложности, связанные с механической обработкой.
Патенты US 6041635 и US 6116071 описывают решения, относящиеся к системам замены валков с боковой стороны, однако они не удовлетворяют требованию по равномерной жесткости клетей в поперечном направлении, поскольку клети все еще включают гидравлический узел наклонного типа, смонтированный на шарнирно закрепленном рычаге и в любом случае нежестко соединенный с наружной конструкцией. Такое решение дополнительно требует использования нежестких трубок для присоединения подвижного гидравлического узла.
Кроме того, конфигурация валков каждой клети включает в себя удлинитель для клети, расположенный под углом 30° к вертикали. Такая конфигурация вызывает технические проблемы из-за наличия слива охлаждающей воды вдоль удлинителей, что приводит к коррозии и повреждению удлинителей. Находящийся внизу редуктор также подвергается воздействию воды.
Таким образом, существует потребность в создания клети прокатного стана и соответствующего прокатного стана, которые могут устранить вышеуказанные недостатки.
Раскрытие изобретения
Задачей настоящего изобретения является создание прокатного стана для прокатки материалов в форме стержня вплоть до больших размеров, который удовлетворяет требованию по равномерной жесткости клети прокатного стана в поперечном направлении; все гидравлические узлы прочно прикреплены к наружной конструкции клетей прокатного стана и обеспечивают замену валков каждой клети с боковой стороны.
Другой задачей настоящего изобретения является создание клети прокатного стана, к которой прочно прикреплены все гидравлические узлы и которая имеет такое расположение прокатных валков и соответствующих удлинителей, чтобы обеспечивать извлечение кассеты-держателя валков с боковой стороны по горизонтальной плоскости и предотвращать проблемы коррозии и повреждения удлинителей и редукторов.
Настоящее изобретение, таким образом, относится к решению вышеуказанных задач за счет создания клети прокатного стана, определяющей ось прокатки и содержащей: неподвижную наружную конструкцию; три рабочих валка, расположенных в кассете-держателе валков; кассета перемещается из рабочего положения внутри неподвижной конструкции на оси прокатки в положение извлечения с боковой стороны снаружи неподвижной конструкции для замены рабочих валков; клеть содержит по меньшей мере один соответствующий гидравлический узел, прочно прикрепленный к неподвижной конструкции, для каждого рабочего валка; по меньшей мере один первый гидравлический узел является двухходовым узлом, включающим в себя, помимо первого рабочего хода для регулирования радиального положения соответствующего рабочего валка, второй холостой ход от оси прокатки для облегчения извлечения вышеуказанной кассеты-держателя валков с боковой стороны; а второй гидравлический узел, расположенный горизонтально, для извлечения кассеты-держателя валков с боковой стороны в.горизонтальной плоскости (п.1 формулы изобретения).
Другим объектом настоящего изобретения является прокатный стан для прокатки материалов в форме стержня, определяющий ось прокатки и содержащий множество клетей прокатного стана; клети прокатного стана расположены последовательно и наклонены по отношению к предыдущей клети под углом 180° к вертикальной оси, проходящей через ось прокатки; кассеты-держатели валков попеременно извлекаются из разных клетей прокатного стана с двух сторон прокатного стана (п.9 формулы изобретения).
Другим объектом изобретения является способ извлечения кассеты-держателя валков из рабочего положения внутри клети прокатного стана в боковое положение снаружи клети для замены рабочих валков; способ содержит следующие операции:
- отсоединение рабочих валков от первого удлинителя и от второго удлинителя, расположенного на стороне, где горизонтально расположен второй гидравлический узел;
- приведение в действие устройства удерживания удлинителя для поддержки второго удлинителя, расположенного на стороне извлечения кассеты-держателя валков;
- приведение в действие каретки для освобождения второго удлинителя от соответствующего рабочего валка и перемещение каретки из полностью переднего положения в полностью заднее положение;
- опускание устройства удерживания удлинителя для перемещения указанного второго удлинителя в положение, не препятствующее извлечению кассеты-держателя валков по горизонтальной плоскости;
- извлечение кассеты-держателя валков из рабочего положения в наружное боковое положение в горизонтальной плоскости (п.12 формулы изобретения).
Зависимые пункты формулы изобретения описывают предпочтительные варианты выполнения изобретения.
Прокатный стан, объект настоящего изобретения, предпочтительно содержит для каждой клети с тремя валками горизонтально расположенный гидравлический одноходовой узел, т.е. узел только с одним рабочим ходом, и два гидравлических двухходовых узла с рабочим ходом и холостым ходом от оси прокатки для обеспечения замены валка; двухходовые узлы наклонены относительно вертикальной оси клети и включают в себя полость поршня, с целью извлечения кассеты-держателя валков в горизонтальном направлении со стороны, противоположной горизонтально расположенному гидравлическому узлу.
Не выходя за пределы объема настоящего изобретения два гидравлических узла могут быть установлены для каждого валка, как в трубопрокатных станах предыдущего поколения, имеющих два валка на каждую клеть.
Такое решение обеспечивают извлечение кассеты-держателя валков с боковой стороны без изменения динамической функциональности системы, для регулирования радиального положения рабочих валков, что важно для обеспечения допусков на толщину передней части трубы. В отличие от известных решений, все узлы имеют ограниченный рабочий ход и смонтированы за счет крепления к наружной конструкции прокатного стана.
Кроме того, клеть содержит соответствующие устройства для перемещения управляющих удлинителей валка в сторону от положений, занимаемых кассетой во время ее извлечения из прокатного стана, после освобождения управляющих удлинителей валка.
В решении по изобретению прокатный стан состоит из множества клетей, расположенных последовательно, по отношению к предыдущей клети под углом 180° к вертикальной оси, проходящей через ось прокатки; кассеты-держатели валков попеременно извлекаются из разных клетей прокатного стана с двух сторон прокатного стана исключительно при горизонтальном перемещении, что облегчает операции по замене кассет благодаря отсутствию воздействия масс, которые расположены на наклонных плоскостях и должны быть компенсированы, как в некоторых из известных решений, предусмотренных для замены валков с боковой стороны.
Другое преимущество замены кассеты-держателя валков с боковой стороны позволяет крепить к наружной конструкции плиты, расположенные между кассетами; эти плиты значительно жестче, чем плиты в прокатных станах, в которых замена кассет производится в осевом направлении.
Кроме того, в случае замены валка с боковой стороны неподвижная кольцевая конструкция имеет внутренний диаметр, равный нескольким метрам, например 2-3 м, хотя при замене с боковой стороны центральное отверстие каждой плиты используется только для прохода прокатываемой трубы и, таким образом, как правило, имеет размер менее 1 метра. Это обеспечивает значительную жесткость конструкции и преимущества для всего процесса прокатки.
Известно, что на практике вводится поправка на упругую деформацию конструкции за счет приближения рабочих валков к оси прокатки; такое приближение, по существу, обратно пропорционально жесткости конструкции и прямо пропорционально усилию, создаваемому трубой на каждый рабочий валок. Таким образом, используя прокатный стан согласно изобретению, можно уменьшить такие поправки, влияющие на повышение качества изделий.
Краткое описание чертежей
Другие признаки и преимущества настоящего изобретения станут более понятными из подробного описания предпочтительного, но не исключительного варианта выполнения прокатного стана, представленного с помощью неограниченного примера со ссылкой на приложенные чертежи, на которых:
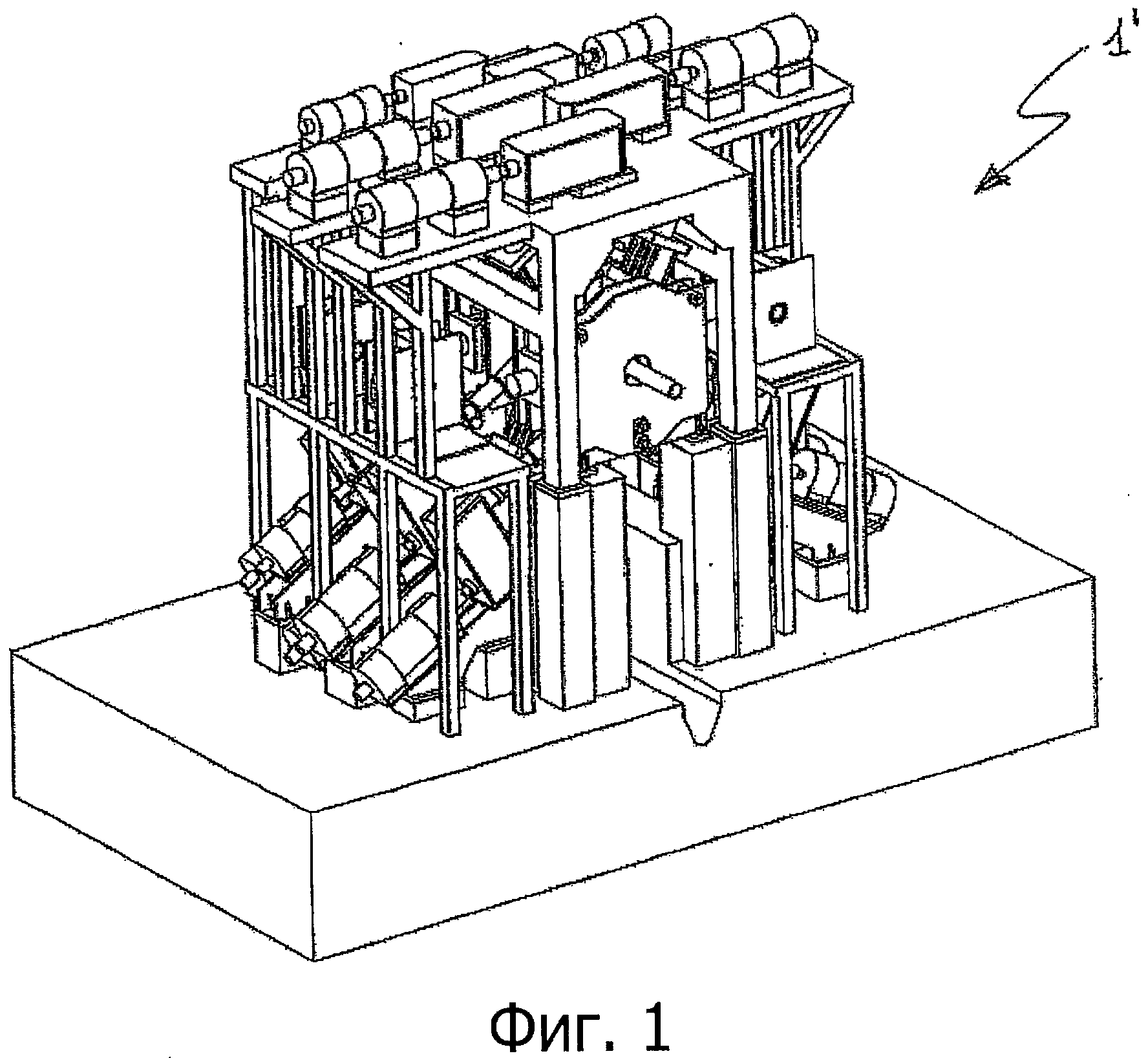
фиг.1 - перспективный вид прокатного стана согласно изобретению;
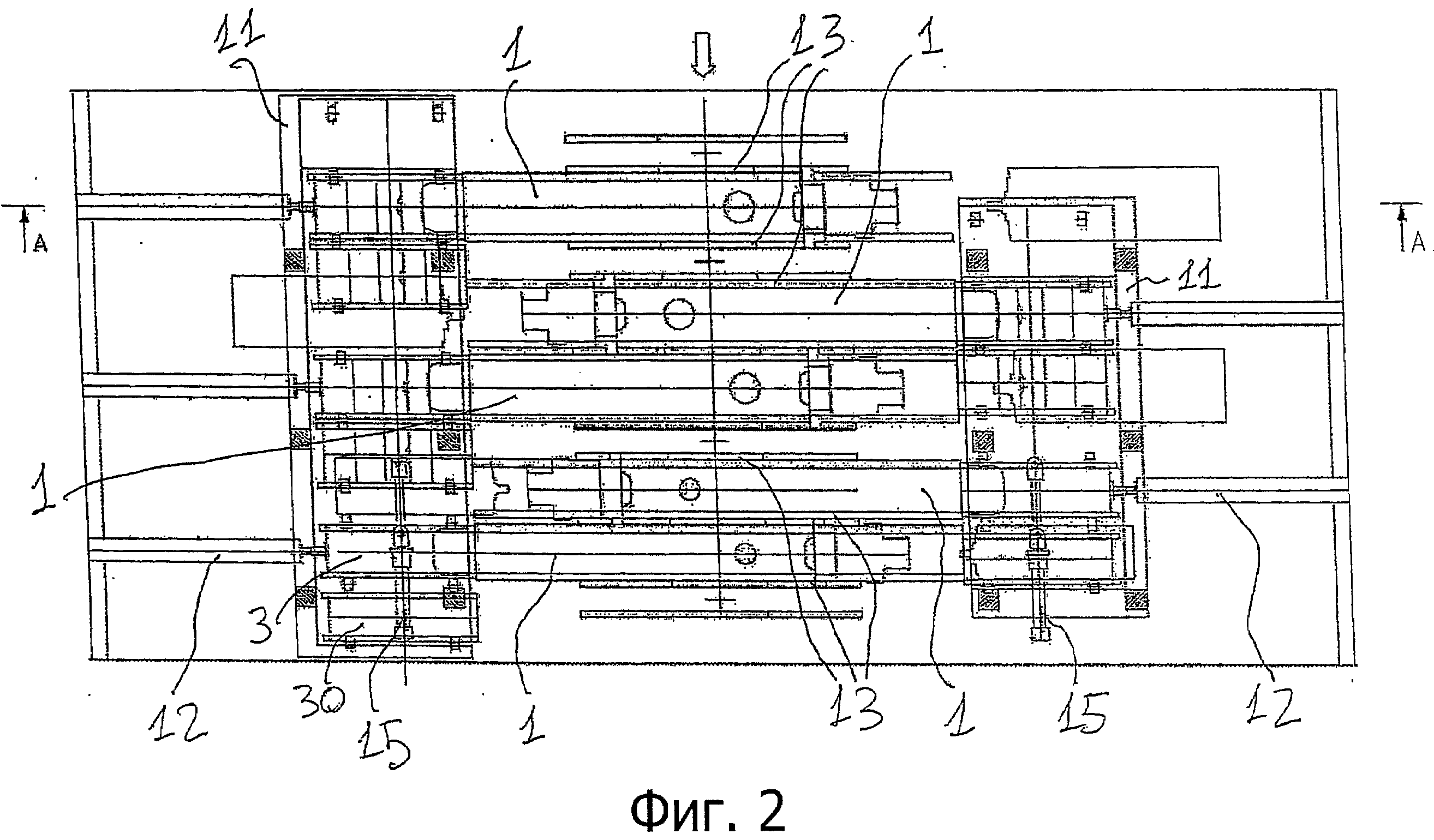
фиг.2 - вид сверху на прокатный стан согласно изобретению;
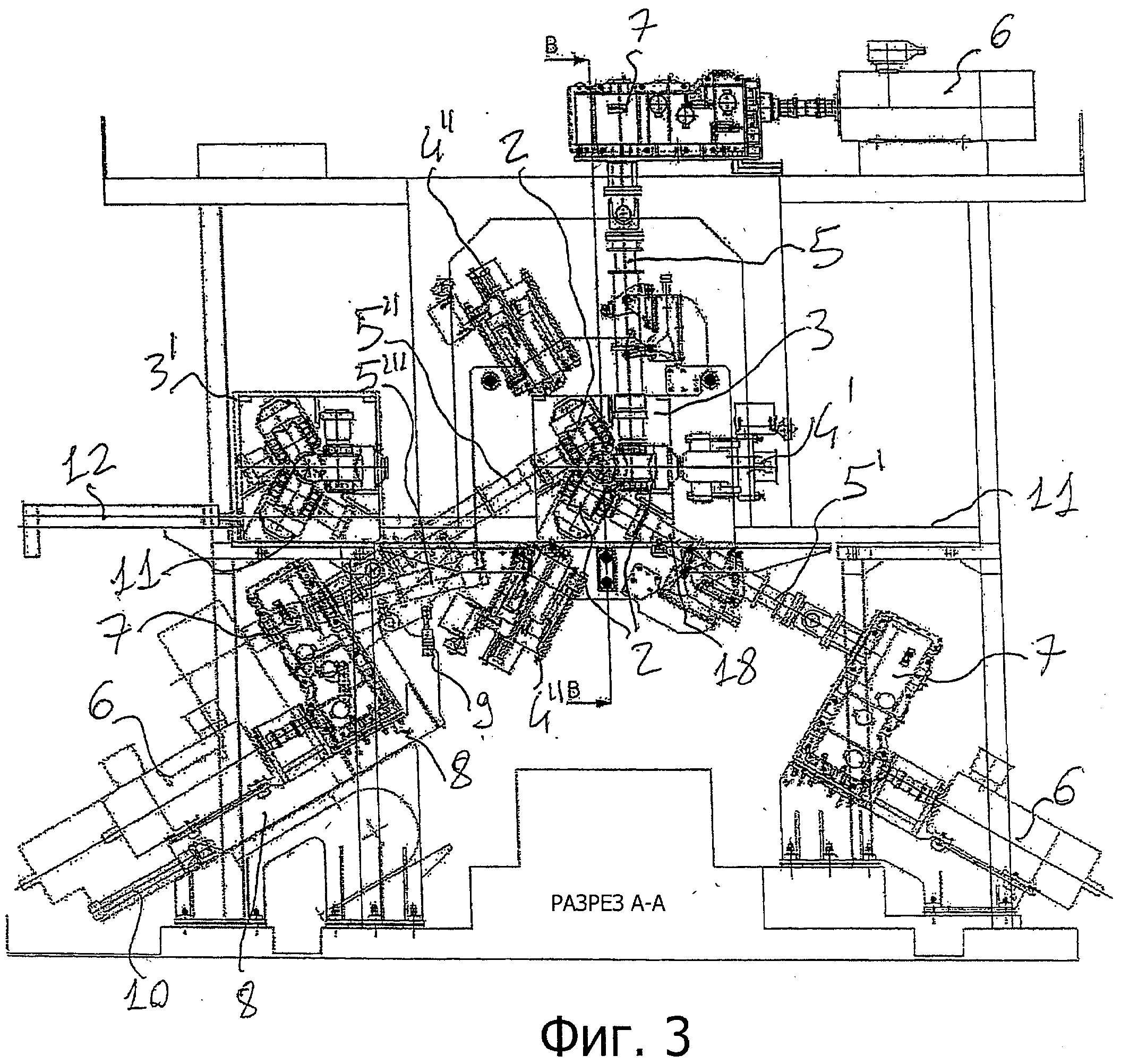
фиг.3 - вид в разрезе по линии А-А прокатного стана на фиг.2;
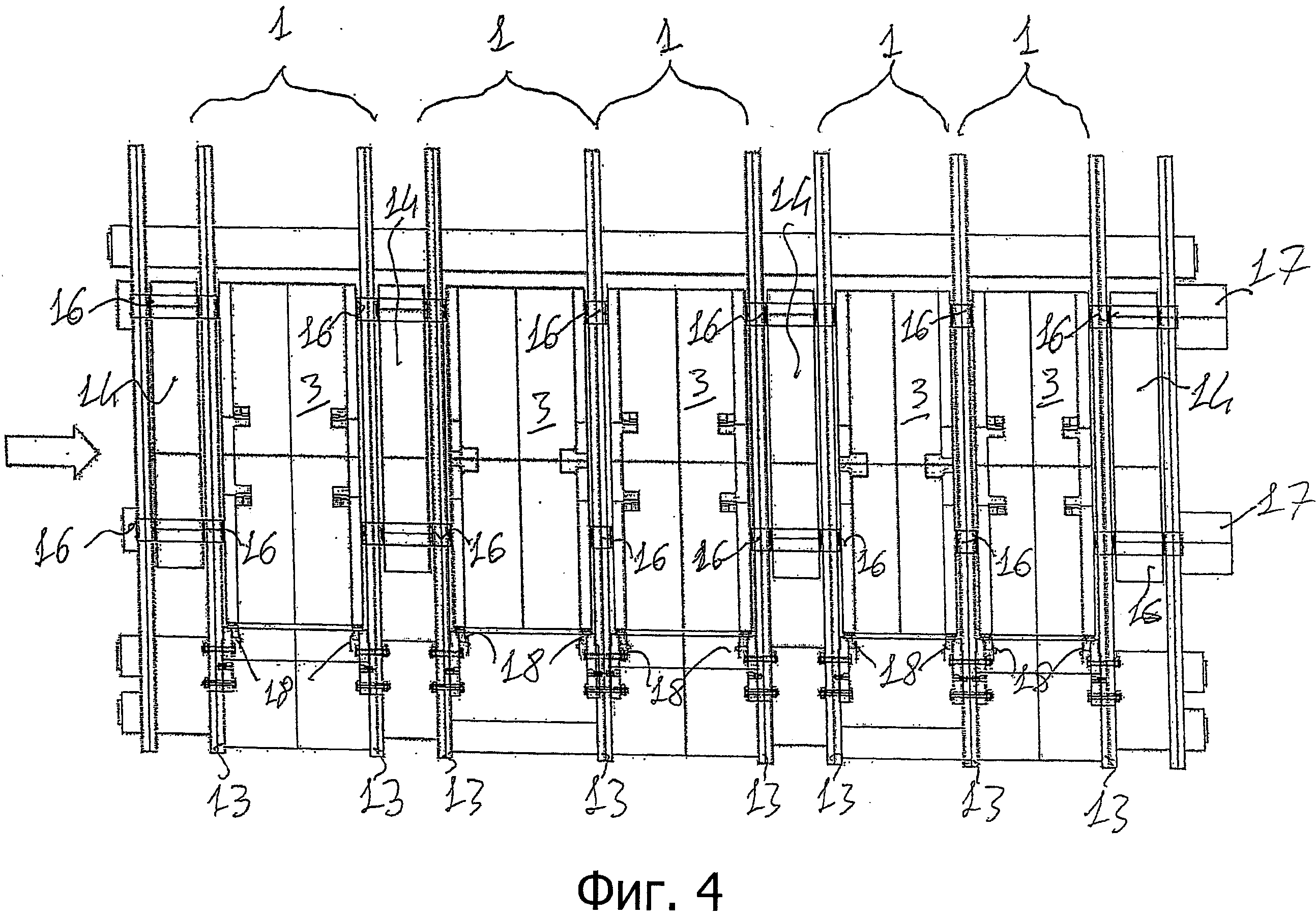
фиг.4 - вид в разрезе по линии В-В прокатного стана на фиг.3;
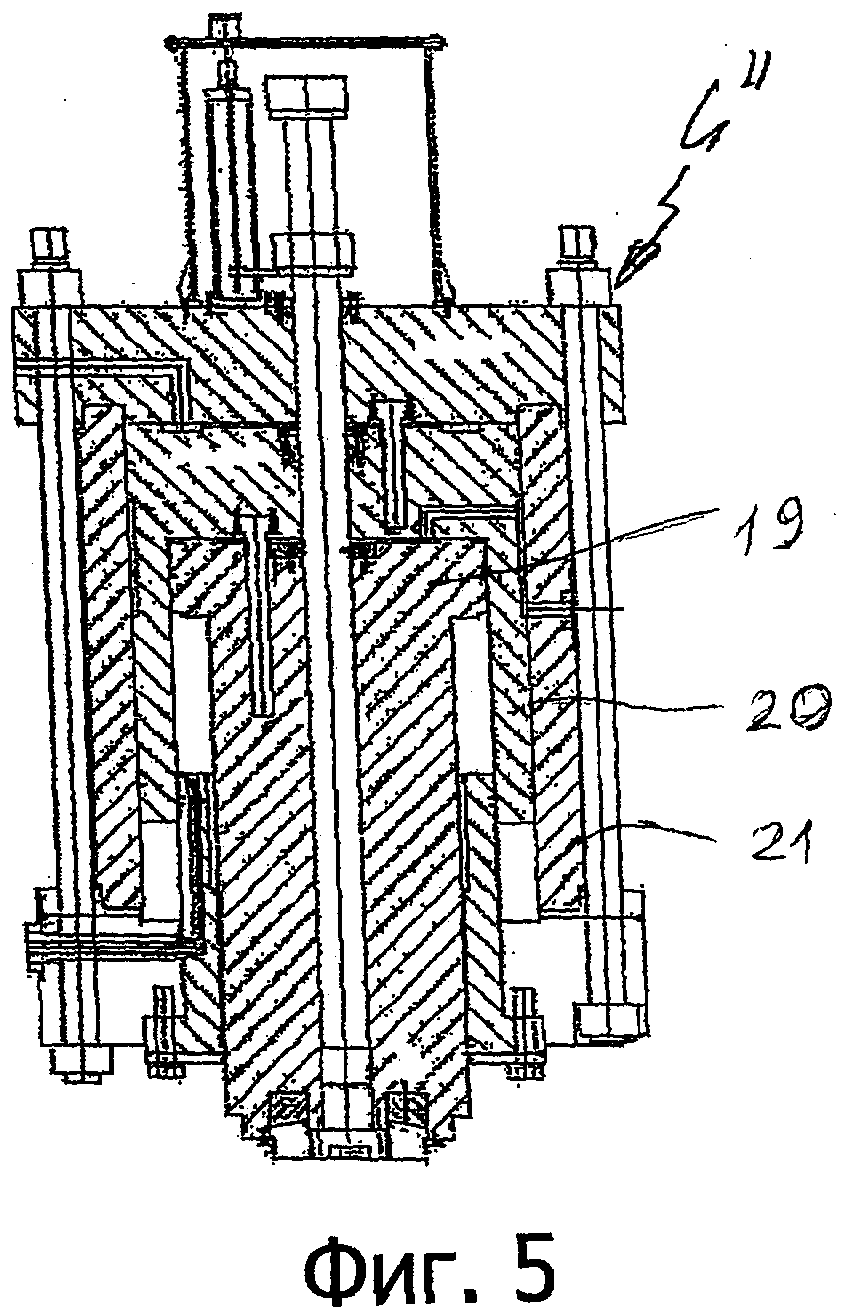
фиг.5 - вид в разрезе гидравлического узла, используемого в прокатном стане согласно изобретению, в закрытом, т.е. сжатом положении; узел находится в этом положении во время выполнения операций по извлечению кассеты-держателя валков;
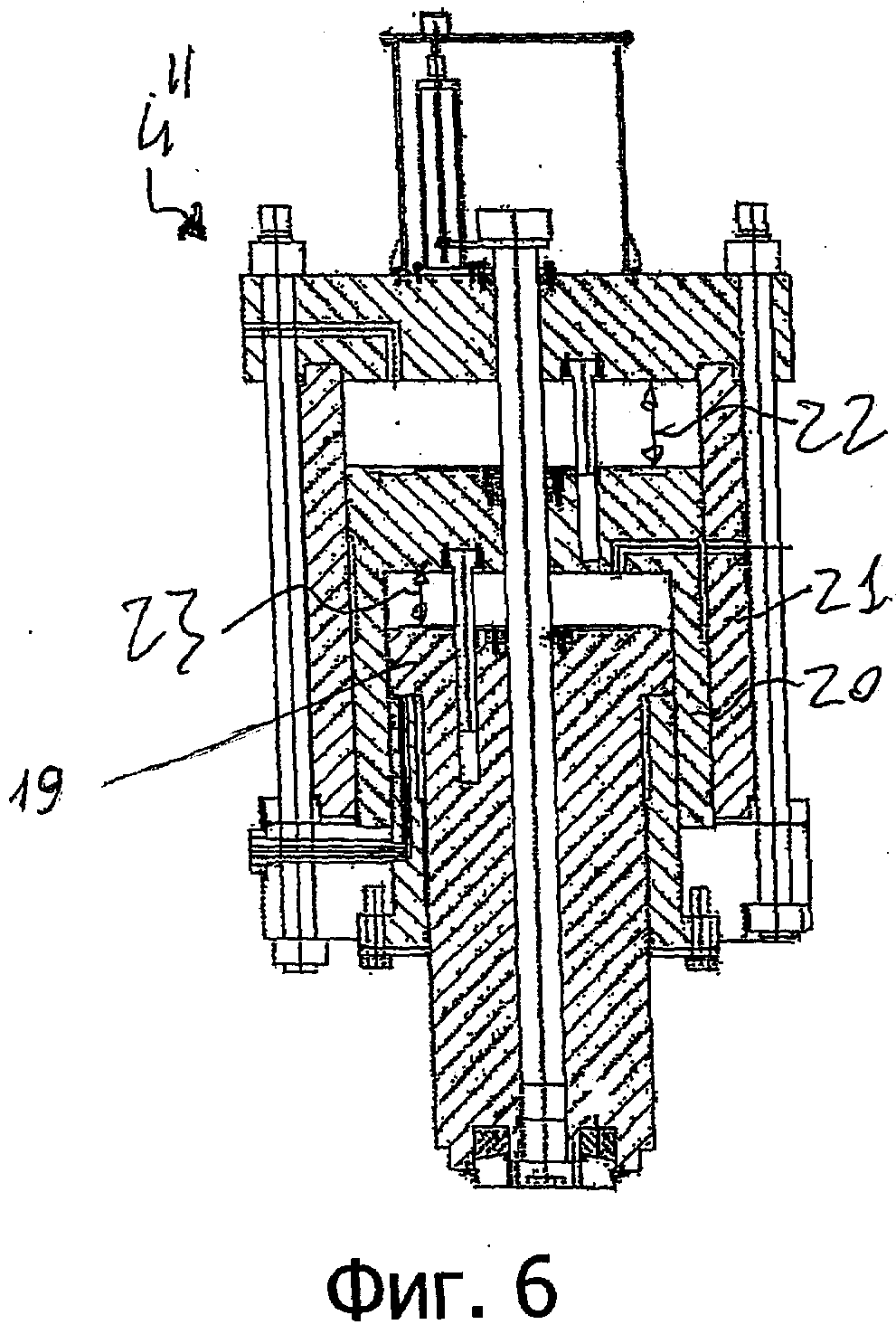
фиг.6 - вид в разрезе гидравлического узла в полностью открытом положении.
Подробное описание предпочтительного варианта выполнения изобретения
Фиг.1-3 показывают прокатный стан 1′ согласно изобретению, содержащий в этом варианте выполнения пять клетей 1 прокатного стана, имеющих три валка 2 с электроприводом, расположенных в кассете-держателе 3 валков.
В каждой клети 1 прокатного стана для каждого прокатного или рабочего валка 2 предусматривается:
- гидравлический узел 4′, 4′′ для регулирования радиального положения валка 2 относительно оси прокатки прокатного стана;
- управляющий удлинитель 5, 5′, 5′′, например зубчатый или карданный удлинитель для передачи движения на валок;
- электродвигатель 6 и редуктор 7, расположенные перед управляющим удлинителем и соединенные с ним.
Все гидравлические узлы предпочтительно имеют ограниченный рабочий ход и прочно прикреплены к наружной конструкции прокатного стана.
Геометрическая конфигурация клети прокатного стана согласно изобретению предпочтительно включает в себя вертикальный удлинитель 5, расположенный над кассетой-держателем 3 валков, и два удлинителя 5′, 5′′, наклоненные относительно вертикальной оси под заданным углом, предпочтительно равным примерно 60°, во избежание слива охлаждающей воды, вызывающего проблемы коррозии и повреждения удлинителей и редукторов.
Предпочтительно в каждой клети 1 прокатного стана один гидравлический узел 4′ является одноходовой системой, т.е. имеет только один рабочий ход, и расположен горизонтально, в то время как два других гидравлических узла 4′′ являются двухходовыми системами, т.е. имеют рабочий ход для регулирования радиального положения валка и холостой ход от оси прокатки для замены валков, т.е. извлечения кассеты-держателя 3 валков.
Можно отметить, что горизонтальный двухходовой узел может быть смонтирован не выходя за пределы объема изобретения и без препятствования эксплуатации системы.
Гидравлические узлы 4′′ соответствующим образом наклонены относительно вертикальной оси, предпочтительно под углом +/-30°, и выполнены так, что они включают в себя отверстие поршня с целью извлечения кассеты-держателя 3 валков в горизонтальном направлении со стороны, противоположной горизонтально расположенному гидравлическому узлу 4′.
Рабочий ход 23 гидравлических узлов 4′′ должен быть соответствующим образом ограничен, как показано на фиг.6, чтобы обеспечить надлежащую оперативность системы позиционирования узла. Например, рабочий ход составляет примерно 150 мм.
Кроме того, следует отметить, что при рабочих условиях поршень находится в промежуточном положении рабочего хода, и его положение регулируется с помощью систем позиционирования, которые, как правило, являются сервоуправляемыми системами, традиционными для существующего уровня техники.
Геометрия системы согласно изобретению требует минимального хода узлов 4′′ примерно 400 мм, что несовместимо с динамической функциональностью системы. Фактически, в течение короткого времени ударного воздействия клети прокатного стана на переднюю часть трубы давление масла быстро поднимается от расчетного значения примерно 30-30 бар до пикового значения примерно 240 бар. Это увеличение давления повлечет за собой изменение положения поршня, что должно быть компенсировано введением нового масла в основную камеру. Количество масла пропорционально ходу поршня, при этом время, в течение которого выполняется регулирование, не зависит от хода узла. В прокатном стане, используемом для прокатки отдельных кусков средней длины, например 8-35 м, важно решить эту проблему с целью обеспечения допусков на толщину передней части трубы.
В прокатном стане согласно изобретению предпочтительно используются наклонные гидравлические двухходовые узлы 4′′.
В предпочтительном варианте выполнения, показанном на фиг.5 и 6, узлы 4′′ являются открытыми узлами и в основном содержат три следующих компонента:
- подвижный поршень 19, который действует на вилку держателя уплотнения;
- полый поршень 20, по которому скользит поршень 19;
- неподвижный наружный цилиндр 21.
В рабочих условиях (фиг.16) ход 23 поршня 19 ограничен, например примерно до 150 мм, а при замене валка (фиг.5), в отсутствие усилий прокатки, полый поршень 20 перемещается из положения, показанного на фиг.6, в положение, показанное на фиг.5, на величину хода, соответствующую высоте камеры 22, примерно 250 мм, и, таким образом, общая величина хода поршня становится равной сумме двух ходов, т.е. примерно 400 мм.
Во время прокатки полый поршень 20 механически граничит с находящейся под давлением камерой 22, как показано на фиг.6, так чтобы обеспечить примыкание также, когда поршень 19 испытывает нагрузку под действием усилия прокатки.
Двухходовые узлы 4′′ могут иметь конфигурации, отличающиеся от тех, что показаны на фигурах, не выходя за пределы объема настоящего изобретения.
Кроме того, ход полого поршня 20, выполняемый в результате гидравлического действия, может обеспечиваться другими устройствами, например, механическими устройствами, такими как толкатели и т.п., но не выходя за пределы объема настоящего изобретения.
Устройство балансировки узла, образованного валком и уплотнением, состоит из цилиндра, снабженного раздвижной поворотной ударной головкой. Такое решение позволяет прикладывать усилие балансировки непосредственно между поршнем 19 и вилкой держателя уплотнения, тем самым, обеспечивая размещение системы балансировки внутри поршня гидравлического узла.
Система балансировки концентрична с осью поршня 19 гидравлического узла.
Для гидравлического узла 4′ каждой клети не требуется увеличенный ход и, следовательно, он может иметь стандартную конструкцию без подвижного верхнего устройства. Его ход равен рабочему ходу двух наклонных узлов 4′′, который в этом варианте выполнения составляет 150 мм. Устройство балансировки горизонтального гидравлического узла 4′ может быть такого же типа, как и уже описанное устройство для наклонных узлов 4′′, Такое решение предпочтительно позволяет извлекать кассету-держатель 3 валков без изменения динамической функциональности системы для регулирования радиального положения рабочих валков.
Для удаления кассеты-держателя 3 валков с боковой стороны в вертикальном направлении после отсоединения управляющих удлинителей, эти удлинители должны быть смещены в сторону по отношению к положению, занимаемому кассетой-держателем 3 во время его перемещения для извлечения из прокатного стана.
Со ссылкой на вид в разрезе клети прокатного стана, показанный на фиг.3, решение этой проблемы является обычным для вертикального удлинителя 5 и наклонного удлинителя 5′, расположенного на стороне, противоположной стороне извлечения кассеты. Фактически, удлинители являются убирающимися и подпружиненными; использование известного устройства для освобождения удлинителя с целью отсоединения удлинителя и горизонтального извлечения кассеты 3, возможно, является достаточным.
Предпочтительно клеть содержит каретку 8, на которой монтируется весь узел с наклонным удлинителем 5′′, состоящий из электродвигателя 6, редуктора 7, устройства 9 удерживания удлинителя, а также удлинителя 5′′, расположенный на стороне извлечения кассеты-держателя 3 валков, который в большей степени находится на траектории извлечения. Каретка 8 снабжена соответствующими устройствами блокировки положения, они не показаны на фигуре, поскольку такие устройства известны из уровня техники.
Каретка 8 соответствующим образом наклонена, предпочтительно, примерно под углом 30° относительно горизонтали, и перед извлечением кассеты 3 из конструкции прокатного стана выполняются следующие операции:
- приводится в действие устройство 9 удерживания удлинителя, находящееся в верхнем положении опоры удлинителя 5′′;
- каретка 8 выводится из управляющего положения удлинителя 5′′, т.е. из полностью переднего положения каретки, и каретку отводят с помощью гидравлического цилиндра 10, таким образом разъединяется место соединения валка и удлинителя, до полностью заднего положения;
- опускают устройства 9 удерживания удлинителя, для того чтобы переместить удлинитель 5′′ в положение 5′′′ (положение, показанное пунктиром на фиг.3), освобождая пространства, которое постепенно занимает кассета 3, извлекаемая с боковой стороны.
Для удлинителя 5′′ устройства освобождения удлинителя не требуются, поскольку освобождение выполняется непосредственно за счет перемещения каретки 8.
Три удлинителя 5, 5′, 5′′ каждой клети прокатного стана предпочтительно являются идентичными, что обеспечивает преимущество при выполнении технического обслуживания за счет ограничения номенклатуры запасных частей.
Конфигурация прокатного стана согласно настоящему изобретению предполагает, что кассеты-держатели 3 валков извлекаются из разных клетей прокатного стана по горизонтальной плоскости, поочередно с двух сторон прокатного стана. Прокатный стан предпочтительно содержит две системы бокового сдвига, на одной стороне для нечетных клетей и на другой стороне для четных клетей. Каждая из двух этих систем, по существу, состоит из платформы 11, перемещающейся в направлении, параллельном оси прокатки, и регулируемой гидравлическим цилиндром 15.
Как только кассета или кассеты, подлежащие замене, извлечены с боковой стороны, т.е. после того, как кассета достигнет положения 3′ извлечения (фиг.2), платформа 11 перемещается так, чтобы достичь новой кассеты-держателя 30 валков, ориентированной по оси соответствующей клети, и новая кассета 30 поперечно вставляется в прокатный стан, снова перемещаясь по горизонтальной плоскости с помощью гидравлического цилиндра 12.
Замена кассет-держателей валков с двух сторон позволяет не занимать системой тех частей, которые, как правило, заняты другими частями оборудования или системами транспортировки. На виде сверху две подвижные платформы 11, фактически, находятся в пределах участка, занимаемого группами управления прокатного стана, тем самым, они входят в поперечные размеры прокатного стана.
Кроме того, замена кассет-держателей валков с боковой стороны позволяет использовать в неподвижной наружной конструкции плиты 13, расположенные между кассетами, причем эти плиты 13 значительно жестче плит, используемых в прокатных станах, в которых замена кассет производится в осевом направлении.
Кассеты-держатели 3 валков могут быть заблокированы с помощью осевой блокировки кассет, взаимно образующих конструкцию типа сэндвич, используя подвижные проставки 16 (фиг.4), установленные в отверстиях в стенках между клетями. Клети 14, удерживающие небольшие оправки, также будут снабжены подвижными проставками 16 в осевом направлении, так чтобы обеспечить осевую укладку кассет с помощью обычных устройств 17. Клети 14 с небольшими оправками, являются известными и могут извлекаться для технического обслуживания.
Осевая блокировка кассет-держателей валков позволяет эффективно противодействовать динамическим усилиям, действующим на кассеты вдоль оси прокатки и возникающим от перемещений при загрузке и выгрузке в каждой клети при прохождении передней и задней частей прокатываемого материала.
Каждую кассету-держатель валков выравнивают внутри конструкции в поперечном направлении как по горизонтали, так и по вертикали, по горизонтали перемещая кассету к неподвижным упорам с помощью гидравлических цилиндров 12, используемых для поперечного перемещения кассеты в прокатный стан и из него, и поднимая кассету с помощью дополнительных гидравлических цилиндров 18, имеющих короткий ход, например, менее 60 мм.
Способ и установка для регулирования потоков жидкого металла в кристаллизаторе для непрерывного литья тонких плоских слябов
Способ производства железа прямого восстановления с ограниченными выбросами со в атмосферу
Ножницы для резки проката и способ их изготовления
Качающийся стол
Устройство подвески кристаллизатора
Композиция электролита для лужения и способ электролитического лужения поверхностей
Способ и установка для изготовления металлической полосы
Головка держателя оправки с устройством разгрузки
Способ и установка для регулирования потоков жидкого металла в кристаллизаторе для непрерывного литья тонких плоских слябов
Способ производства железа прямого восстановления с ограниченными выбросами со в атмосферу
Ножницы для резки проката и способ их изготовления

