Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ СКВОЗНЫХ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА В ЦВЕТНЫХ МЕТАЛЛАХ
Вид РИД
Изобретение
Изобретение относится к области технологии машиностроения, а именно к способам получения сквозных отверстий малого диаметра в деталях из цветных металлов и их сплавов.
Для изготовления отверстий малых диаметров используют электроэррозионную, электрохимическую, ультразвуковую, лазерную и электронно-лучевую обработку (http://tehnoinfo.ru/tehnolog/mashstroy/282-perforaciy-otverstiy.html), но эти методы имеют ограничения по применению, не обеспечивают высокой производительности процесса и к тому же чрезвычайно дороги.
Наиболее близким к заявленному техническому решению является выполнение сквозных отверстий малого диаметра в металлах методами традиционного и прецизионного сверления (http://www.tochmeh.ru/info/sverl.-php) с применением спиральных и ружейных сверл. Для получения глубоких отверстий используется прецизионное сверление однолезвийными сверлами в цельном твердосплавном исполнении, выпускаемых фирмами Guhring (http://www.guhrmg.rU/uploads/cat/files/l/sverla_dlja_glubokogo-_sverlenia.pdf), ТВТ (http://www.dwl-e.ru/Catalogues/TBT/werkzeugkatalogRussisch_TBT_pdf) и др., для работы которых требуются надежные системы центровки, подвода смазочно-охлаждающей жидкости и удаления стружки.
Недостатками данного технического решения является то, что выполнение отверстий диаметром до 1-5-3 мм традиционным и прецизионным сверлением, в том числе и твердосплавными сверлами, связано с определенными трудностями вследствие частой замены инструмента, дефицитом и стоимостью сверл малого диаметра, сложностью их заточки. Сверление сквозных отверстий является сложной и трудоемкой операцией.
Вследствие малой жесткости длинных сверл под действием сил резания возникает их продольный изгиб, что может привести к искривлению оси отверстия. Кроме того, с увеличением длины отверстия создаются неблагоприятные условия образования стружки и затрудняется извлечение ее из отверстия во время работы. Особенно усложняется эта задача при выполнении отверстий в труднообрабатываемых материалах.
Задачей, на решение которой направлено предлагаемое техническое решение, является получение отверстий малого диаметра (0,3÷3 мм) в цветных металлах и сплавах при соотношении длины отверстия к его диаметру до 100d, а также снижение трудоемкости изготовления отверстий малого диаметра по сравнению со сверлением и другими способами.
При использовании способа получения сквозных отверстий малого диаметра в цветных металлах, согласно изобретению, в детали высверливают сквозное базовое отверстие диаметром, превышающим на величину посадки наружный диаметр медной или латунной капиллярной трубки с нужным внутренним диаметром, отверстие зенкуют с обеих сторон, вставляют в него с натягом капиллярную медную трубку соответствующей длины и производят развальцовывание концов трубки в местах зенковки.
Способ осуществляют следующим образом. Для получения отверстия малого диаметра выбирается медная или латунная капиллярная трубка, внутренний диаметр которой соответствует величине требуемого отверстия и колеблется от 0,35 мм до 1 мм. По величине внешнего диаметра капиллярной трубки в заготовке сверлится сквозное отверстие с добавкой на посадку. При необходимости отверстия, полученные в заготовке, зенкуются и в одно из них с натягом вставляется капиллярная трубка, концы которой развальцовываются с обеих сторон известными способами. Для получения других типоразмеров отверстий и их внутренней конфигурации при применении данного способа, вместо капиллярных трубок можно использовать медные трубчатые электроды для электроэрозионной обработки металлов. Электроды данного типа представляют собой медные трубки и бывают одноканальными с внутренним диаметром (d=0,3÷6 мм, с шагом 0,1 мм), двухканальными (d=0,4÷3 мм) и четырехканальные (d=2,1÷6 мм). В случае применения капиллярных и одноканальных трубок вопрос их закрепления в заготовке решается с помощью развальцовывания концов трубки в местах зенковки, а в случае двух- и четырехканальных трубок требуется предварительное частичное высверливание внутренних перегородок каналов трубки и последующее развальцовывание основных стенок трубки в местах зенковки посадочного отверстия в заготовке. Предложенный способ получения отверстий малого диаметра можно применять и к другим материалам соответствующей плотности и твердости, а также к металлам других групп. Важным условием надежности и долговечности получаемых отверстий является электрохимическая совместимость металла заготовки и металла трубки. Так, например, при выполнении отверстия медной трубкой в алюминиевой заготовке есть вероятность корродирования мест их соединения и увеличения шероховатости внутреннего отверстия медной трубки, так как электрохимический потенциал между двумя этими металлами составляет 0,65 мВ. При замене алюминиевой заготовки на дюралюминиевую полученное отверстие и соединение будут более надежными, так как электрохимический потенциал между металлами будет равен 0,35 мВ, что соответствует принятым стандартам механических соединений между материалами. Наилучшим можно считать соединение, в котором заготовка и трубка выполнены из одного металла.
Сущность изобретения поясняется чертежом, где в качестве примера приведен принцип получения отверстия малого диаметра с помощью медной капиллярной трубки 1, внутренним диаметром 0,8 мм, в корпусе медного мундштука 2 газового резака марки «НОРД-С».
Техническим результатом, обеспечиваемым совокупностью существенных признаков, является получение в металлах сквозных отверстий малого диаметра (0,3÷3 мм) на глубину до 100 d.
Способ получения сквозных отверстий малого диаметра в деталях из цветных металлов и их сплавов, включающий высверливание сквозного базового отверстия в детали, отличающийся тем, что просверленное отверстие зенкуют с обеих сторон и вставляют в него с натягом медную или латунную трубку, внутренний диаметр которой соответствует требуемому диаметру сквозного отверстия, а длина соответствует длине сквозного отверстия, и производят развальцовывание концов трубки в местах зенковки отверстия, при этом диаметр сквозного базового отверстия превышает на величину посадки наружный диаметр медной или латунной трубки.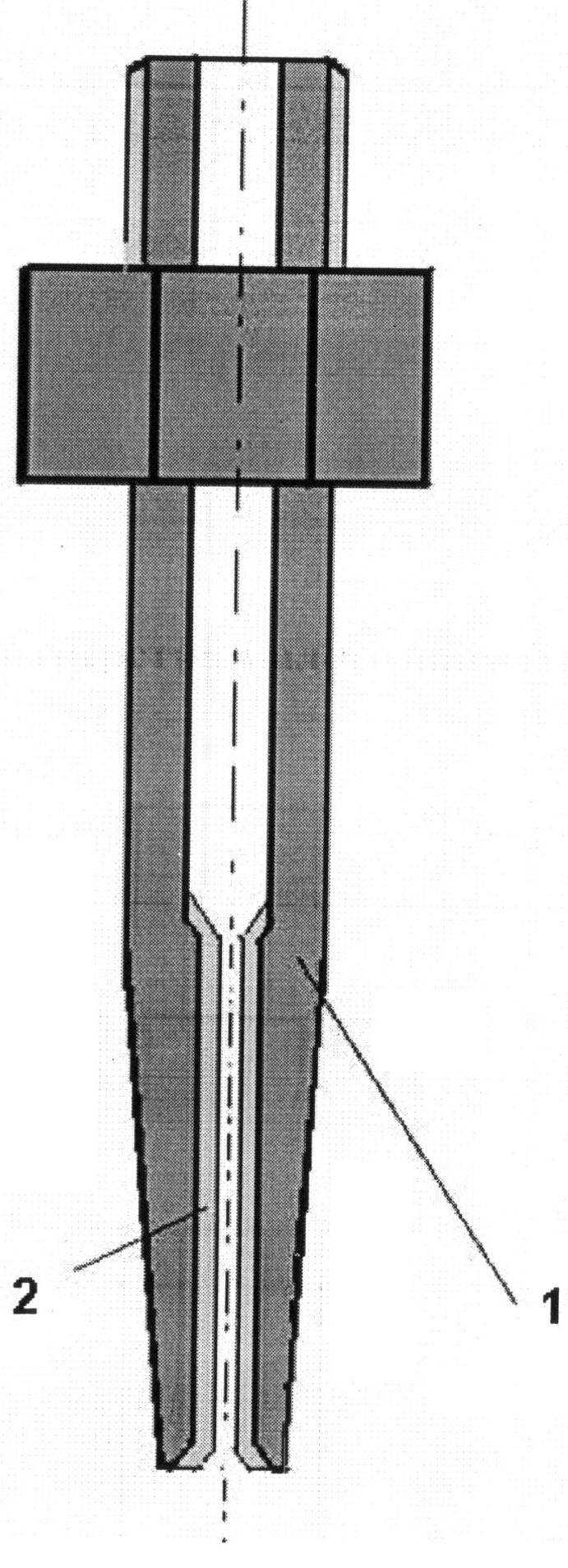
Способ получения сквозных отверстий малого диаметра в металлах и их сплавах
Способ получения сквозных отверстий малого диаметра в металлах и их сплавах
Почвообрабатывающее орудие
Гидропневматическая независимая подвеска колесного модуля транспортного средства
Режущий диск для обработки мягколиственной древесины
Ленточная пила для обработки мягколиственной древесины
Самозатачивающийся режущий инструмент для древесины мягких пород
Дисковый корпус плуга

