Результат интеллектуальной деятельности: СПОСОБ КОНТРОЛЯ КАЧЕСТВА НЕРАЗЪЕМНЫХ СОЕДИНЕНИЙ
Вид РИД
Изобретение
Изобретение относится к области неразрушающего контроля неразъемных соединений и может быть использовано для контроля качества паяных соединений камер сгорания и сопел жидкостных ракетных двигателей (ЖРД).
Известен способ определения степени сцепления металлического покрытия с изоляционным основанием, заключающийся в том, что контролируемый участок поверхности нагревают со стороны поверхности и затем замерят количество теплоты Q2, оставшееся в покрытии, производят измерение количества теплоты Q1, сообщаемое контролируемому участку, длительность интервала нагрева τ1 выбирают из условия τ1≅5•10-4D2/α, где α коэффициент температуропроводности материала основания, D - характерный размер контролируемого участка, измерение количества тепла Q2 производят через интервал времени τ2≤(0,5÷2)·10-2D2/d, а о степени сцепления металлического покрытия с изоляционным основанием судят по отношению S (Q1KQ2)/Q1, где K коэффициент, определяемый экспериментально для покрытия с известным сцеплением, (патент РФ №2065600, кл. G01N 25/72, 1994).
В результате анализа известного способа необходимо отметить, что при его осуществлении глубина проникновения вихревых токов в объект контроля зависит от частоты, таким образом можно ограничить по глубине зону контроля и повысить чувствительность метода. Однако данный способ имеет весьма узкую область применения, так как предназначен только для выявления поверхностных трещин, которые находятся в плоскостях, перпендикулярных поверхности контроля (обычно поверхность изделия). Известный способ не пригоден для выявления плоских дефектов (трещин, непропаев), расположенных в плоскости параллельной плоскости контроля.
Наиболее близким техническим решением к заявленному способу является способ определения степени сцепления металлического покрытия с изоляционным основанием, который основан на измерении количества тепла, быстро сообщенного покрытию, и измерении тепла, оставшегося в покрытии через некоторый интервал времени. Отношение этих значений характеризует степень сцепления. Для нагрева покрытия используют вихревые токи (см. авторское свидетельство СССР №744301, кл. G01N 25/72, 1980).
Известный способ обладает довольно узкой областью использования, так как может быть применен только для обнаружения дефектов типа отслоения, недостаточного сцепления тонкого металлического покрытия на основании из изоляционного материала.
Кроме того, известный способ предполагает использовать приборы для измерения температуры, работающие по принципу измерения теплового излучения от объекта контроля. При работе с материалами с высоким коэффициентом отражения измерение температуры при помощи регистрации теплового излучения затруднительно.
Заявленный способ неразрушающего контроля основан на регистрации полей вихревых токов, наведенных в объекте контроля катушкой с переменным током (см., например, «Неразрушающий контроль». Кн.3. Электромагнитный контроль. В.Г.Герасимов, А.Д.Покровский, В.В.Сухоруков: Под ред. В.В.Сухорукова. - М.: Высшая школа, 1992 г.). Так как величина наведенных вихревых токов в объекте контроля зависит от проводимости, то измеряя вносимое вихревыми токами поле, можно измерять проводимость. По проводимости объекта контроля можно косвенно судить о многих его свойствах, одно из таких свойств - это температура. При увеличении температуры происходит увеличение удельного электрического сопротивления и уменьшение удельной электрической проводимости материала объекта контроля. Проводя локальные измерения проводимости вихретоковым методом, можно измерять распределение температуры.
Техническим результатом изобретения является расширение функциональных возможностей способа и повышении его точности при контроле качества паяных соединений изделий, например камер сгорания и сопел ЖРД, за счет обеспечения возможности выявления дефектов в виде непропаев и слипаний, выявление которых является сложной задачей для других методов контроля.
Указанный технический результат обеспечивается тем, что данный способ, основанный на косвенном измерении теплового сопротивления паяного соединения, которое в не меньшей степени, чем наличие зазора, свидетельствует о качестве паяного соединения и при этом может быть эффективно измерено на поверхности изделия.
Решение поставленной задачи обеспечивается следующими операциями:
- вблизи объекта контроля размещают нагревательное устройство, таким образом, чтобы созданный тепловой поток проходил через неразъемное соединение, перпендикулярно поверхности ожидаемых дефектов;
- вблизи зоны нагрева со стороны, с которой производится нагрев, размещают вихретоковые преобразователи для измерения проводимости поверхности и подповерхностных слоев в процессе нагрева;
- совместно с включением нагрева проводят измерения проводимости вихретоковыми преобразователями;
- по измеренной проводимости судят о температуре поверхности изделия и приповерхностных слоев;
- при наличии дефекта в паяном соединении температура поверхности во время нагрева будет выше над дефектом, чем на бездефектном участке.
Сущность заявленного изобретения поясняется графическими материалами, на которых представлена схема установки, реализующей заявленный способ.
Установка для реализации заявленного способа содержит устройство 1 нагрева объекта контроля (ОК). В качестве такового устройства наиболее целесообразно использовать индуктор с регулируемой температурой нагрева. В зависимости от специфики решаемой задачи может быть применен другой источник нагрева, однако индукционные нагреватели являются наиболее эффективными для решения данной задачи, так как можно совместить устройство нагрева и катушку возбуждения вихретокового преобразователя 2.
Наиболее предпочтительно использовать вихретоковый преобразователь трансформаторного типа для уменьшения влияния изменения температуры самого преобразователя на результаты измерений, что подтверждается сведениями из уровня техники (см., например, «Неразрушающий контроль». Кн.3. Электромагнитный контроль. В.Г.Герасимов, А.Д.Покровский, В.В.Сухоруков: Под ред. В.В.Сухорукова. - М.: Высшая школа, 1992 г.).
Вихретоковый преобразователь 2 связан с усилителем 3 сигнала вихретокового преобразователя. Усилитель 3 необходим для первичного усиления напряжения, наведенного в катушке измерения вихретокового преобразователя. Выход усилителя 3 связан с входом аналого-цифрового преобразователя 4
Необходимо отметить, что полезный сигнал преобразователя 2 имеет небольшую величину, порядка 10-100 мкВ, в то время как большинство аналого-цифровых преобразователей, используемых в настоящее время, рассчитаны на преобразование сигналов порядка единиц мВ. Трансформаторный сигнал (присутствующий вне зависимости от объекта контроля) определяется разницей измерительной и компенсационной катушек, его величина зависит от конкретной реализации вихретокового преобразователя. При необходимости целесообразно скомпенсировать трансформаторный сигнал изменением количества витков компенсационной и измерительной катушек или другими мерами для того, чтобы уменьшить требования к динамическому диапазону усилителя.
Аналого-цифровой преобразователь 4 необходим для дальнейшей обработки сигнала. Из теории цифровой обработки сигналов известно (см., например, Л.Рабинер, Б.Гоулд. Теория и применение цифровой обработки сигналов. Под редакцией Ю.Н. Александрова. М.: Мир, 1978 г.), что для представления аналогового сигнала с ограниченным спектром в цифровом виде без потери информации и внесения искажений необходимо, чтобы частота дискретизации аналого-цифрового преобразования была больше максимальной частоты спектра сигнала, по крайней мере, в 5 раз. Напряжение на измерительной катушке вихретокового преобразователя имеет ту же частоту, что и ток возбуждения вихретокового преобразователя. Поэтому для дискретизации сигнала с вихретокового преобразователя
Выход аналого-цифрового преобразователя связан с блоком 5 цифровой обработки сигналов, который предназначен для фильтрации, запоминания и дополнительной математической обработки исходных сигналов. Обработанный сигнал выводится на индикаторное устройство (не показано). В качестве индикаторного устройства предпочтительно использовать монитор с возможностью вывода временной развертки сигнала с вихретокового преобразователя.
Заявленный способ контроля реализуют следующим способом:
- на внешней поверхности изделия, например камеры сгорания или сопла ЖРД, на минимальном удалении от бездефектного участка паяного соединения размещают устройство нагрева 1 и вихретоковый преобразователь 2;
- до включения нагревательного устройства или одновременно с включением нагревательного устройства включается запись сигнала вихретокового преобразователя в память блока 5;
- включают нагрев и фиксируют показания вихретокового преобразователя в памяти блока 5;
- переставляют устройство нагрева и вихретоковый преобразователь на внешнюю поверхность камеры сгорания или сопла вблизи контролируемого участка паяного соединения, положения нагревательного устройства и вихретокового преобразователя относительно паяного соединения должны быть идентичны их положениям относительно бездефектного участка;
- до включения нагревательного устройства или одновременно с включением нагревательного устройства включают запись сигнала вихретокового преобразователя в память прибора;
- включают нагрев и фиксируют показания вихретокового преобразователя в долговременной памяти прибора;
- производят сравнение показаний вихретокового преобразователя, полученных на бездефектном участке и на контролируемом участке;
- близкие значения показаний, полученных на бездефектном участке и на контролируемом участке, означают отсутствие дефекта;
- существенные различия в показаниях говорят о наличии дефекта в виде непропая или об изменении электрических и температурных свойств контролируемого участка относительно бездефектного участка, на котором производилась калибровка.
Сведений, изложенных в материалах заявки, достаточно для практического осуществления изобретения.
Рассмотрим пример реализации данного метода контроля на примере системы контроля паяных соединений камеры ЖРД. Камера ЖРД конструктивно представляет собой соединение двух деталей, в одной из которых фрезерованием образованы пазы. Необходимо контролировать паяные соединения между ребрами одной стенки и другой стенкой.
Для контроля использовали вихретоковый датчик. Размер катушек выбран таким, чтобы область контроля существенно не превышала толщину ребра стенки камеры ЖРД. Вихретоковый датчик подключен к стандартному вихретоковому дефектоскопу, позволяющему менять частоту и амплитуду тока возбуждения в широких пределах, а также обеспечивать возможность вывода и сохранения в памяти прибора сигнала с преобразователя за последние 10 секунд сканирования.
С одной стороны от катушки возбуждения размещен индуктор. Вихретоковый дефектоскоп настроен таким образом, чтобы чувствительность к проводимости поверхностного слоя была максимальна. На экран вихретокового дефектоскопа выводится развертка сигнала с встречно включенных измерительной и компенсационной катушек.
Процесс контроля осуществлялся следующим образом:
- осуществляли подготовку вихретокового дефектоскопа к работе в соответствии с руководством по эксплуатации и подключали к нему вихретоковый преобразователь;
- устанавливали индуктор и вихретоковый преобразователь на бездефектный участок объекта контроля;
- на экране прибора отображалась временная развертка амплитуды сигнала с вихретокового преобразователя;
- подавали ток в индуктор, включая тем самым процесс нагрева;
- сигнал вихретокового преобразователя на дисплее прибора отражает процесс нагрева, нагрев можно отключать, когда сигнал вихретокового преобразователя перестанет существенно меняться;
- сохраняли изменение сигнала вихретокового преобразователя в процессе нагрева;
- устанавливали индуктор и вихретоковый преобразователь на контролируемый участок объекта контроля;
- на экране прибора отображалась временная развертка амплитуды сигнала с вихретокового преобразователя;
- подавали ток в индуктор, включая тем самым процесс нагрева;
- сигнал вихретокового преобразователя на дисплее прибора отражает процесс нагрева, нагрев можно отключать, когда сигнал вихретокового преобразователя перестанет существенно меняться;
- сохраняли изменение сигнала вихретокового преобразователя в процессе нагрева;
- сравнивали изменения сигнала вихретокового преобразователя в процессе нагрева бездефектного участка и контролируемого участка;
- близкие значения показаний, полученных на бездефектном участке и на контролируемом участке, означали отсутствие дефекта;
- существенные различия в показаниях означали наличие дефекта в виде непропая или об изменении электрических и температурных свойств контролируемого участка относительно бездефектного участка, на котором производилась калибровка.
Способ контроля качества неразъемных соединений, заключающийся в том, что проводят нагрев неразъемного соединения и по разности температур нагрева неразъемного соединения и его бездефектного участка судят о качестве неразъемного соединения, отличающийся тем, что первоначально на минимальном удалении от бездефектного участка неразъемного соединения размещают устройство нагрева и вихретоковый преобразователь, включают нагрев и фиксируют показания вихретокового преобразователя, затем переставляют устройство нагрева и вихретоковый преобразователь на контролируемый участок неразъемного соединения, причем положения нагревательного устройства и вихретокового преобразователя относительно паяного соединения должны быть идентичны их положениям относительно бездефектного участка, включают нагрев и фиксируют показания вихретокового преобразователя, после чего производят сравнение показаний вихретокового преобразователя, полученных на бездефектном участке и на контролируемом участке, и по разности показателей судят о качестве неразъемного соединения.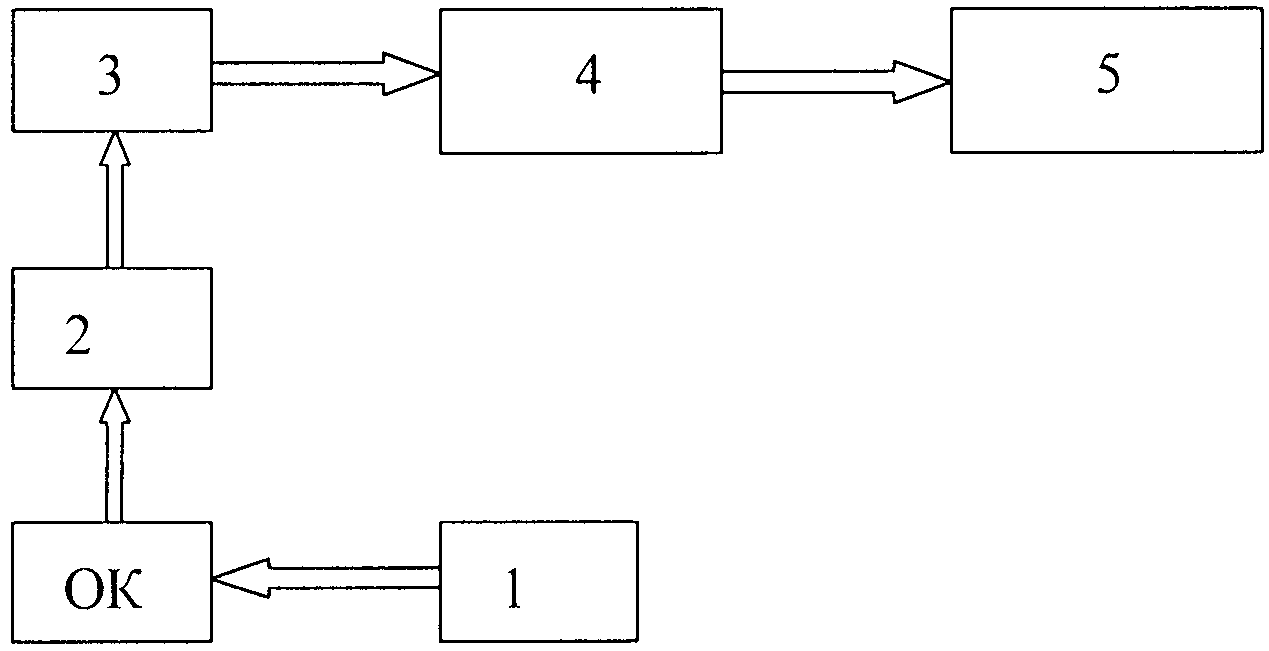
Способ аргонодуговой сварки кольцевых стыков трубчатых деталей
Установка для газовой изотермической формовки деталей из листовых заготовок
Способ определения прочности сцепления покрытия с металлической основой
Головка для орбитальной сварки трубопроводов
Прибор контроля фазового состава стали
Штамп для пневмотермической формовки деталей из листовых заготовок
Способ резки проката и штамп для его осуществления
Способ скручивания труб и устройство для осуществления способа
Способ изготовления волноводов сложной формы и устройство для осуществления способа
Головка для орбитальной сварки
Способ аргонодуговой сварки кольцевых стыков трубчатых деталей
Установка для газовой изотермической формовки деталей из листовых заготовок
Способ определения прочности сцепления покрытия с металлической основой
Головка для орбитальной сварки трубопроводов
Прибор контроля фазового состава стали
Штамп для пневмотермической формовки деталей из листовых заготовок
Способ резки проката и штамп для его осуществления
Способ скручивания труб и устройство для осуществления способа
Способ изготовления волноводов сложной формы и устройство для осуществления способа
Головка для орбитальной сварки

