Результат интеллектуальной деятельности: ОПОРА ДЛЯ СИДЕНЬЯ В КОНСОЛЬНОМ ВЫПОЛНЕНИИ
Вид РИД
Изобретение
Изобретение относится к опоре сиденья в консольном выполнении для транспортного средства, которая имеет исключительно соединения с боковой стенкой транспортного средства. Консольное соединение сиденья характеризуется тем, что обычно предусмотрены два соединения опоры сиденья с боковой стенкой транспортного средства. В противоположность этому обычные соединения сиденья имеют по меньшей мере одно соединение сиденья с полом.
Как раз в автобусах и вагонах все чаще используются консольные опоры сиденья, поскольку этот принцип обеспечивает улучшенную возможность чистки транспортного средства. Отсутствие соединения сиденья с полом значительно облегчает чистку поверхности пола транспортного средства и дополнительно ускоряет ее.
Опора сиденья обычно служит для создания двух сидений для пассажиров, которые расположены рядом друг с другом в продольном направлении опоры сиденья. Для этого на опору сиденья устанавливаются два имеющих подходящую форму чашеобразных сиденья. Относительно удобства для чистки при консольных опорах сиденья следует учитывать, что также под расположенным на стороне стенки сиденьем транспортного средства необходимо оставлять требуемую для чистки пола высоту. Это приводит к тому, что не может быть создано прямолинейное соединение между нижней точкой присоединения опоры сиденья к боковой стенке и поверхностью внутреннего сиденья для пассажира. Вместо этого требуется изогнутый контур нижней стороны несущей структуры опоры сиденья, а именно так, что с учетом требований к прочности опоры сиденья просвет под несущей структурой для каждого расстояния до боковой стенки является максимально возможным. Другим преимуществом консольной опоры сиденья является то, что она обеспечивает возможность гибкого позиционирования рядов сидений в продольном направлении транспортного средства, а также простое и акустически эффективное выполнение пола транспортного средства.
Однако обычные консольные опоры сиденья значительно тяжелее и дороже, чем опоры сиденья с обычными соединениями сиденья с полом. При этом предпринимаемые до настоящего времени попытки снижения веса приводят к увеличению стоимости, а попытки уменьшения стоимости - к увеличению веса.
Обычно консольные опоры сиденья выполняются в виде сварных конструкций из отбортованных металлических листов или из профилей. Требования обеспечения высокой прочности на изгиб, т.е. небольшого опускания сиденья в вертикальном направлении при нагрузке, прочности на скручивание, т.е. небольшого отклонения спинки сиденья в продольном направлении транспортного средства при нагрузке, способности гашения энергии, т.е. контролируемой деформации в случае столкновения, главным образом в продольном направлении, а также низкой стоимости, при этом в качестве полуфабрикатов используются металлические листы и нормированные профили, удовлетворительно выполняются с помощью таких конструкций.
Упомянутый выше недостаток опоры сиденья в консольном выполнении по сравнению с опорами с обычными соединениями с полом усугубляется тем, что требуется изогнутый контур на нижней стороне несущей структуры для облегченной чистки пола. Поэтому затруднена реализация консольной опоры сиденья с небольшим количеством простых частей и мест соединения с помощью отбортованных металлических листов и профилей.
Исходя из этого, в основу изобретения положена задача улучшения опоры сиденья указанного в начале вида так, что она имеет уменьшенный вес, при этом она одновременно должна обеспечивать возможность изготовления с помощью способа, обеспечивающего низкую стоимость единицы продукции.
Эта задача решена в известной опоре сиденья в консольном выполнении тем, что она состоит преимущественно из компонентов, которые изготовлены способом глубокой вытяжки. Использование частей, изготовленных посредством глубокой вытяжки, обеспечивает, в частности, возможность изготовления требуемого для облегчения чистки изогнутого контура нижней стороны несущей структуры опоры сиденья при небольшой стоимости. Кроме того, эта технология обеспечивает возможность зависящего от нагрузки изменения поперечного сечения опоры сиденья, чтобы получить оптимальную жесткость на изгиб, скручивание и вспучивание, а также выполнить элементы жесткости для предотвращения вспучивания.
Хотя для опоры сиденья, которая изготовлена преимущественно из полученных методом глубокой вытяжки компонентов, получается более высокая разовая стоимость по сравнению с выполнением из отбортованных металлических листов или профилей, однако для типичных партий опор сиденья это имеет лишь второстепенное значение.
Предпочтительно опора сиденья состоит из двух изготовленных способом глубокой вытяжки компонентов, которые затем подлежат соединению друг с другом.
При этом первый компонент опоры сиденья может быть образован удерживающей пластиной для прилегания к боковой стенке транспортного средства, а второй компонент - подлежащей сварке с удерживающей пластиной несущей структурой, при этом удерживающая пластина и несущая структура сварены друг с другом в окружном направлении обращенного к удерживающей пластине края несущей структуры, так что сварной шов лежит в заданной удерживающей пластиной плоскости. При этом удерживающая пластина выполнена из металлического листа, в то время как несущая структура с изогнутым контуром на своей нижней стороне изготовлена способом глубокой вытяжки.
В качестве альтернативного решения два компонента могут быть выполнены так, что опора сиденья разделена средней продольной плоскостью на два компонента, изготовленных посредством глубокой вытяжки, и эти компоненты сварены друг с другом.
В другом варианте выполнения опора сиденья может быть разделена горизонтальной плоскостью на два компонента, и эти компоненты сварены друг с другом. В модификации этого варианта выполнения горизонтальная плоскость может быть расположена выше верхних точек соединения опоры сиденья с боковой стенкой транспортного средства.
Для изготовления опоры сиденья обычно используется материал в виде металлического листа, в частности из высокопрочной стали.
Для соединения друг с другом отдельных компонентов опоры сиденья предпочтительно используется способ лазерной сварки. Однако возможны также другие способы крепления и соединения.
Ниже приводится более подробное пояснение примеров выполнения изобретения со ссылками на прилагаемые чертежи, на которых изображено:
фиг.1 - консольная опора сиденья в изометрической проекции;
фиг.2 - консольная опора сиденья из двух компонентов согласно первому варианту выполнения, в изометрической проекции;
фиг.3 - консольная опора сиденья из двух компонентов согласно второму варианту выполнения, в изометрической проекции; и
фиг.4 - консольная опора сиденья из двух компонентов согласно третьему варианту выполнения, в изометрической проекции.
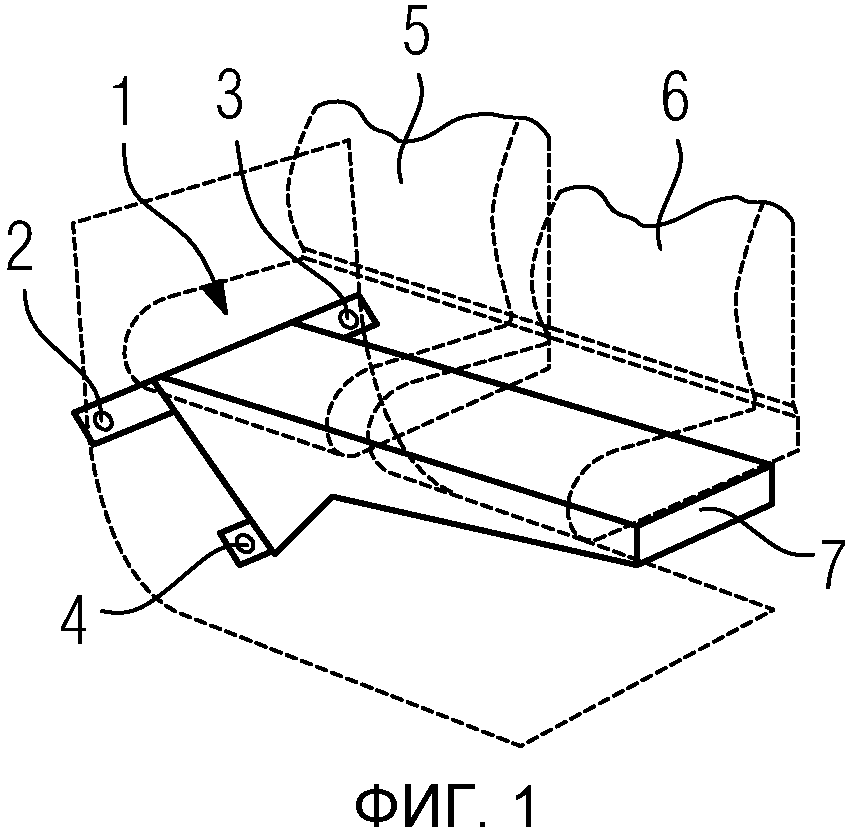
На фиг.1 показана известная наружная форма консольной опоры 1 сиденья, которая выполнена согласно уровню техники, например, из отбортованного металлического листа. Однако в данной консольной опоре 1 сиденья используются преимущественно изготовленные способом глубокой вытяжки компоненты. Возможные сварные швы на фиг.1 не изображены.
Консольная опора 1 сиденья подлежит креплению на изображенной штриховыми линиями боковой стенке рельсового транспортного средства с помощью двух верхних точек 2, 3 крепления и двух нижних точек 4 крепления (четвертая точка крепления не изображена на фигуре). Также штриховыми линиями показаны сиденья 5, 6 для пассажиров, которые смонтированы на консольной опоре 1 сиденья.
Нижняя сторона несущей структуры 7 опоры 1 сиденья выполнена изогнутой, так что создается максимальный просвет, который обеспечивает благоприятные условия для чистки транспортного средства. В то время как верхняя сторона несущей структуры 7 проходит горизонтально, нижняя сторона несущей структуры 7 проходит изнутри наружу сначала под небольшим углом наклонно в направлении боковой стенки. На заданном расстоянии до боковой стенки нижняя сторона получает излом вниз и заканчивается в зоне нижних точек 4 крепления.
В показанном на фиг.1 примере выполнения крепежные точки 2, 3, 4 расположены каждая на концах соответствующих планок, которые проходят на верхнем или на нижнем конце опоры 1 сиденья в продольном направлении транспортного средства.
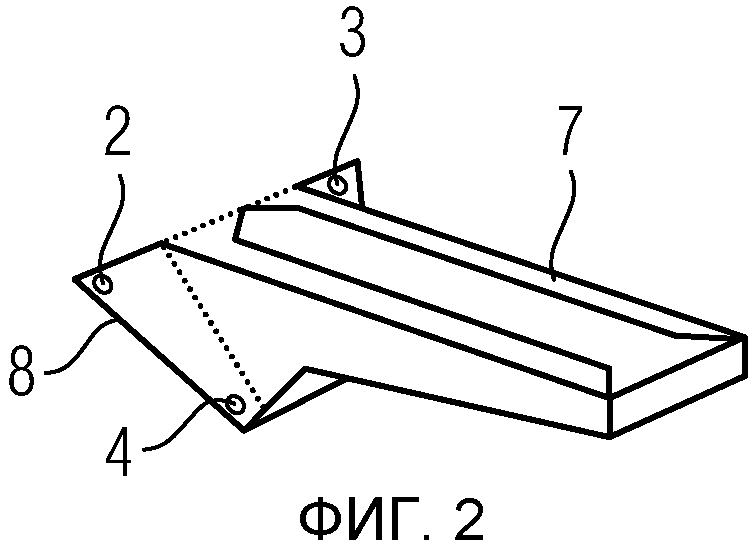
В показанных на фиг.2-4 примерах выполнения опора 1 сиденья выполнена из двух основных компонентов, которые соединены друг с другом с помощью способа лазерной сварки. По меньшей мере один основной компонент изготовлен способом глубокой вытяжки. В показанном на фиг.2 примере выполнения оба основных компонента образованы несущей структурой 7 и удерживающей пластиной 8, при этом удерживающая пластина имеет крепежные точки 2, 3, 4. В плоскости удерживающей пластины 8 несущая структура 7 закреплена на удерживающей пластине 8 с помощью лазерной сварки. В этом примере выполнения плоскость раздела между основными компонентами проходит в продольном направлении рельсового транспортного средства.
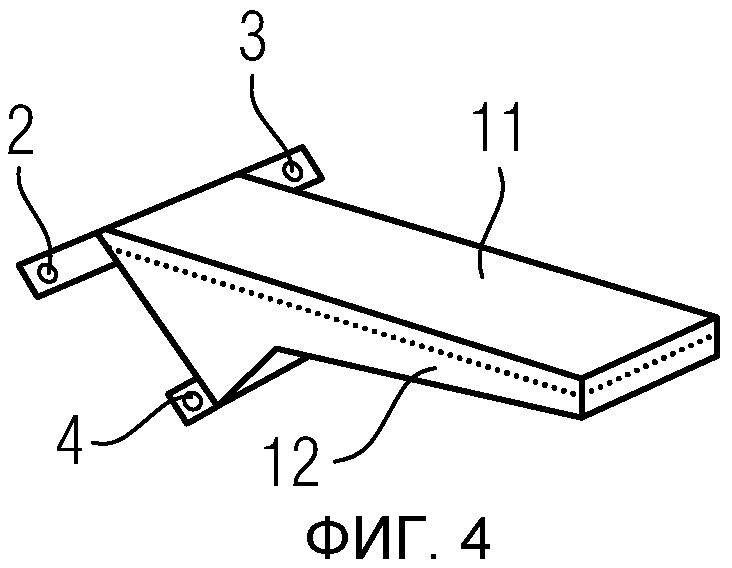
В показанном на фиг.3 примере выполнения оба основных компонента опоры 1 сиденья разделены средней продольной плоскостью опоры 1 сиденья на две половины, которые снова сварены друг с другом с помощью лазерной сварки. Обе половины 9, 10 имеют каждая верхнюю и нижнюю крепежную точку и изготовлены способом глубокой вытяжки.
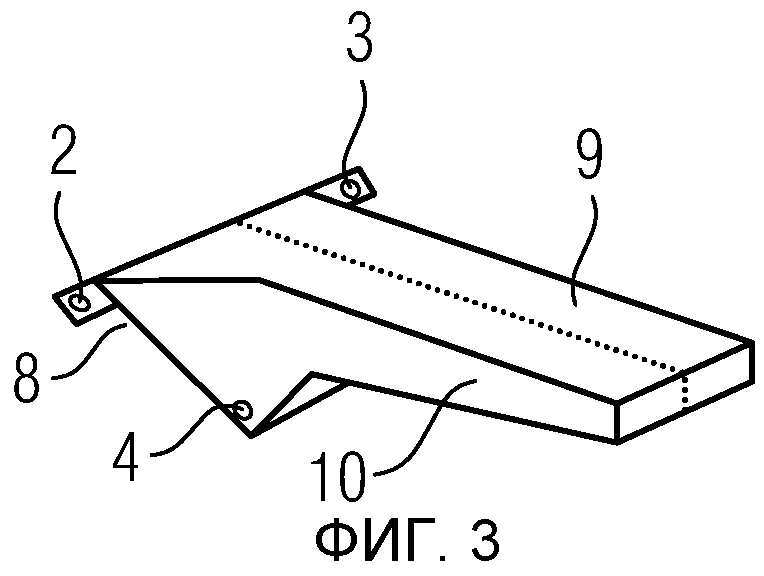
На фиг.4 показан пример выполнения, в котором опора 1 сиденья разделена на два основных компонента горизонтальной плоскостью, которая проходит над верхними крепежными точками 2, 3 опоры 1 сиденья. В данном случае оба основных компонента опоры 1 сиденья образованы из металлического листа 11, который образует верхнюю сторону опоры 1 сиденья, а также нижнюю структуру 12.
Все примеры выполнения общим имеют то, что они относительно объема опоры 1 сиденья преимущественно состоят из компонентов, изготовленных посредством глубокой вытяжки. В показанных на фиг.2-4 примерах выполнения обеспечивается возможность особенно благоприятного прохождения лазерных сварных швов.
Ожидаемая за счет использования изготовленных посредством глубокой вытяжки частей более высокая разовая стоимость по сравнению с выполнением из отбортованного металлического листа или профилей имеет при типичных для опоры сиденья количествах изготовления второстепенное значение. За счет применения высокопрочных стальных листов можно обеспечивать облегченную конструкцию. Для снижения разовой стоимости изготовления опоры 1 сиденья целесообразно применять автоматизированный способ лазерной сварки для немногих сварных швов, при этом применение технологии лазерной сварки также обеспечивает облегченную конструкцию.
Устройство и способ для контроля технической установки, содержащей множество систем, в частности установки электростанции
Способ нанесения охлаждающего средства
Сплав на основе никеля и его применение, лопасть или лопатка турбины и газовая турбина
Промышленная установка с зоной, релевантной для обеспечения безопасности
Прокатка полосы в прокатном стане с использованием последней клети в качестве устройства уменьшения натяжения
Диагностика неисправностей во время испытания турбинной установки
Способ, считываемый компьютером носитель данных, компьютерная программа и симулятор для определения напряжений и отклонений форм в аддитивно изготавливаемой конструктивной структуре
Узел лопаток турбины, газовая турбина, содержащая такой узел, и способ сборки узла лопаток турбины
Топливная форсунка
Узел лопатки турбины
Узел деталей работающей на текучей среде энергомашины, способ монтажа
Устройство с ходовой частью
Инжекционное охлаждение роторных лопаток и статорных лопаток газовой турбины

