Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОЙ ДЕТАЛИ ТРЕХМЕРНЫМ ТКАНЬЕМ И ФАСОННАЯ ДЕТАЛЬ, ПОЛУЧЕННАЯ ТАКИМ СПОСОБОМ
Вид РИД
Изобретение
Изобретение относится к способу изготовления фасонной детали трехмерным тканьем (называемым тканьем 3D) весьма прочных нитей утка и нитей основы, например, изготовленных из углеродных волокон, для получения заготовки, пропитываемой далее смолой. В особенности оно касается усовершенствования, позволяющего создавать полости в упомянутой фасонной детали.
Для изготовления фасонных деталей с высокой механической прочностью, в частности, по отношению к ударам известно использование углеродных волокон, покрытых термоотверждаемой смолой.
Например, можно изготовить любую деталь путем разрезания вытканных из углеродных нитей предварительно пропитанных полотен, складывания их для получения черновой заготовки заданной детали, расплавляя их при температуре и под давлением.
Такая слоистая структура не является оптимальной, в частности, для сопротивления ударам, которые могут привести к расслаиванию.
В документе ЕР 177763 описан более совершенный способ изготовления фасонной детали, в данном случае лопатки турбомашины, посредством трехмерного тканья нитей утка и нитей основы. Этот способ позволяет получить детали с чрезвычайно высокой прочностью, в частности очень высокой ударопрочностью без риска расслаивания.
Изобретение направлено на усовершенствование этого типа способа изготовления детали любой формы, когда необходимо сделать ее более легкой или выполнить в ней проход.
Точнее, изобретение, таким образом, касается способа изготовления фасонной детали, заключающегося в изготовлении заготовки трехмерным тканьем путем сплетения уточных нитей поперек пучка нитей основы, выполненных в виде различных полотен и путем пропитки этой заготовки отверждаемой смолой, отличающегося тем, что в процессе тканья осуществляют частичное рассоединение двух слоев нитей основы, растягивание упомянутой заготовки, создавая в ней полость желаемой формы с помощью упомянутого рассоединения, и пропитку выполненной таким образом заготовки упомянутой смолой.
Рассоединение является особенностью тканья, которая заключается в том, что отсутствует пересечение некоторой плоскости пучка нитей основы (точнее говоря, части этой плоскости) какой-либо уточной нитью.
Например, предпочтительное рассоединение в рамках изобретения осуществляется таким образом, что, начиная, по меньшей мере, с некоторой стадии тканья, каждая уточная нить нормально вплетается по бокам заготовки, но никогда не пересекает центральную плоскую зону, заданную между двумя слоями нитей основы.
Если вариант трехмерного тканья с рассоединением продолжать до края тканой заготовки, получают своего рода открытый доступный карман, то есть имеющий возможность растягиваться в процессе изготовления детали и во время пропитки для получения желаемой полости.
Если речь идет об облегчении фасонной детали, в карман можно ввести твердый материал меньшей плотности, чем плотность нитей, например пенистый материал типа пенопласта. Эта часть материала с малой плотностью имеет форму и размеры желаемой полости. Затем осуществляют финишную обработку и пропитку заготовки.
Если, напротив, речь идет о создании рабочего прохода, задании трубчатой структуры и т.д., операция, заключающаяся в создании упомянутой полости, осуществляется путем введения надуваемой детали в заготовку на место размещения упомянутого рассоединения и заполнения этой надуваемой детали средой для придания ей формы и размеров желаемой полости. После пропитки среда и, при необходимости, надуваемая деталь удаляются из создаваемой таким образом полости.
Изобретение касается также любой фасонной детали, получаемой трехмерным тканьем заготовки и пропиткой этой заготовки отверждаемой смолой, отличающейся тем, что содержит полость, которая сформирована растягиванием упомянутой заготовки в результате рассоединения в процессе трехмерного тканья.
В качестве примера фасонная деталь может являться судовым рулем или килем корабля.
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
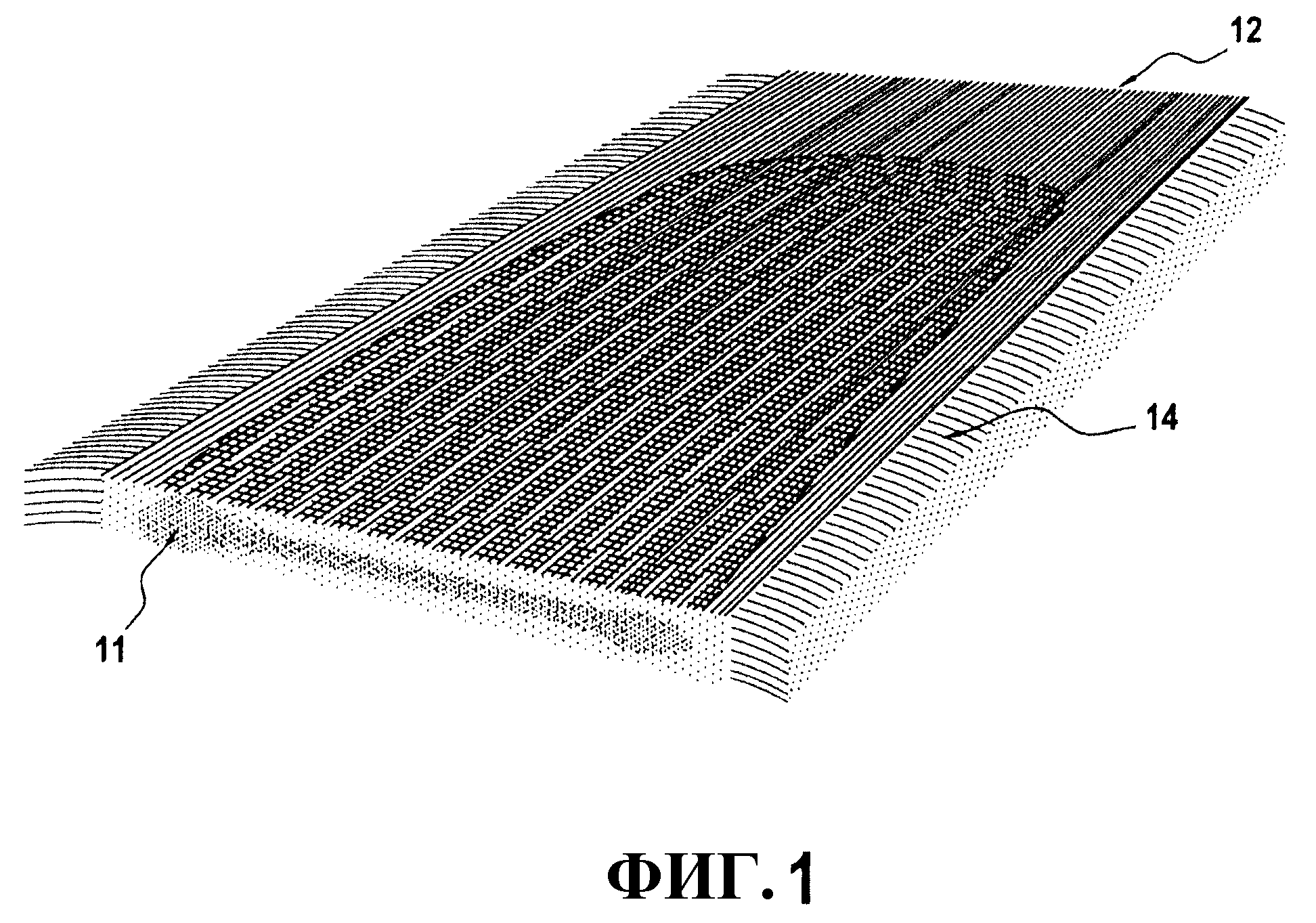
- фиг. 1 изображает схематичный вид трехмерного тканья заготовки для изготовления фасонной детали, такой как судовой руль или киль корабля;
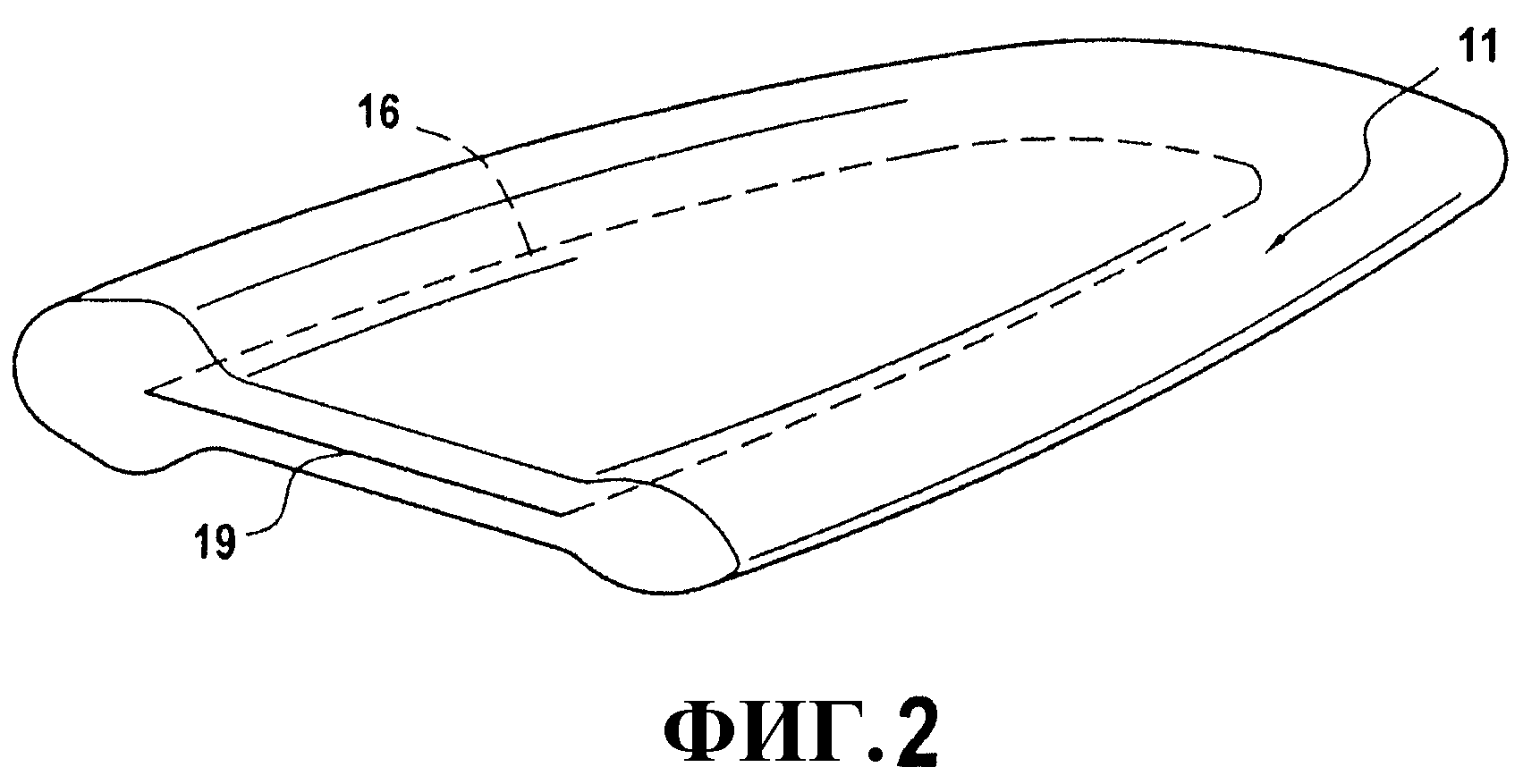
- фиг. 2 схематично изображает тканую заготовку;
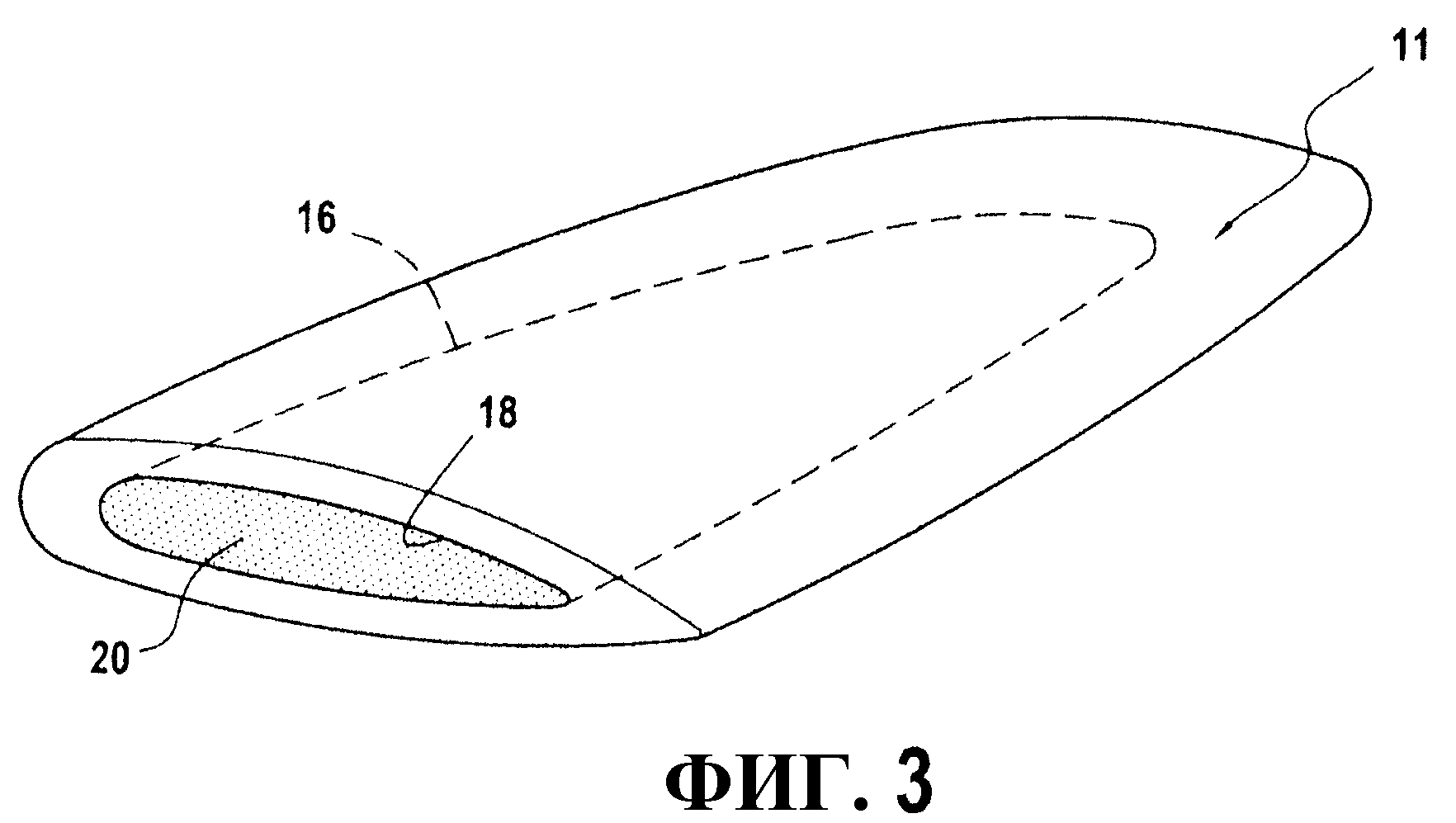
- фиг. 3 схематично изображает заготовку, сформированную расширением полости, заполненной твердым материалом меньшей плотности;
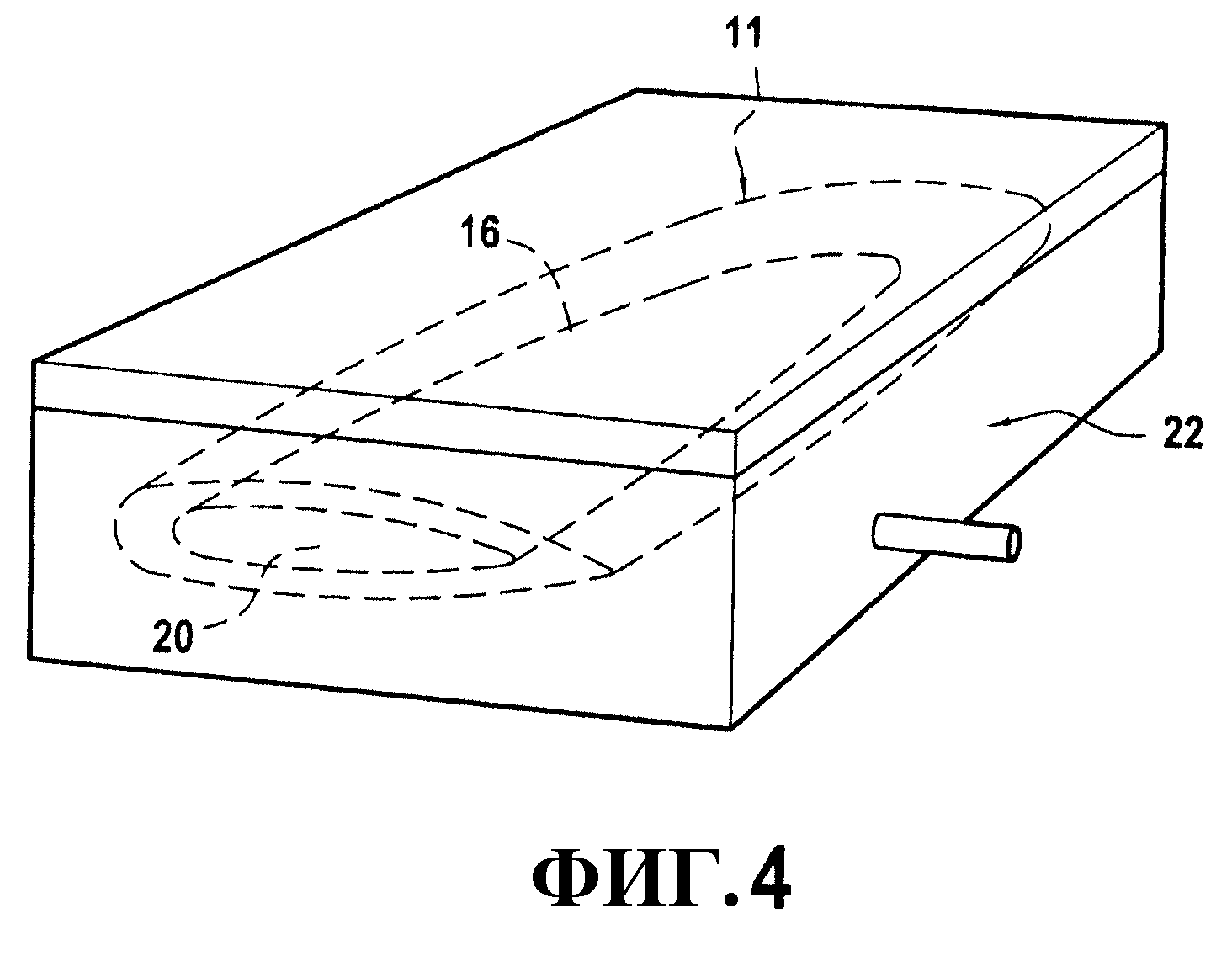
- фиг. 4 схематично изображает пропитку заготовки;
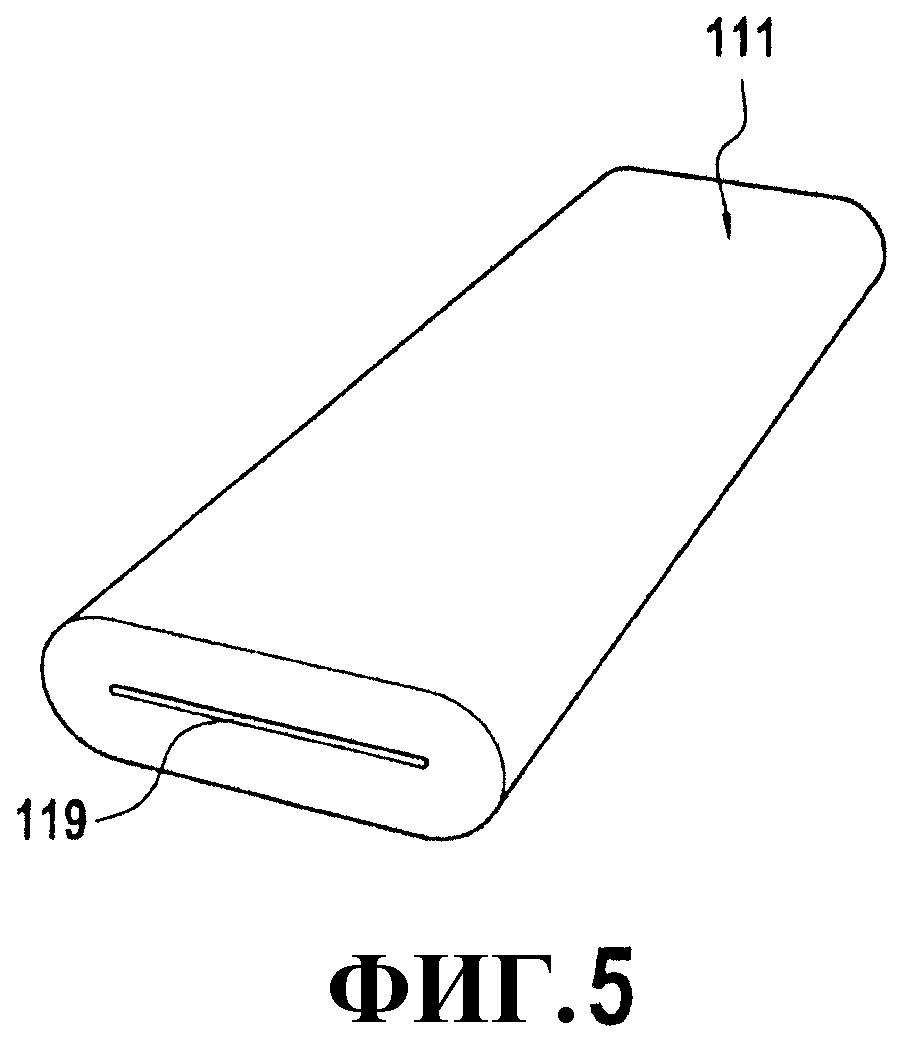
- фиг. 5 является вариантом фиг. 2, схематично изображающим другую тканую заготовку; и
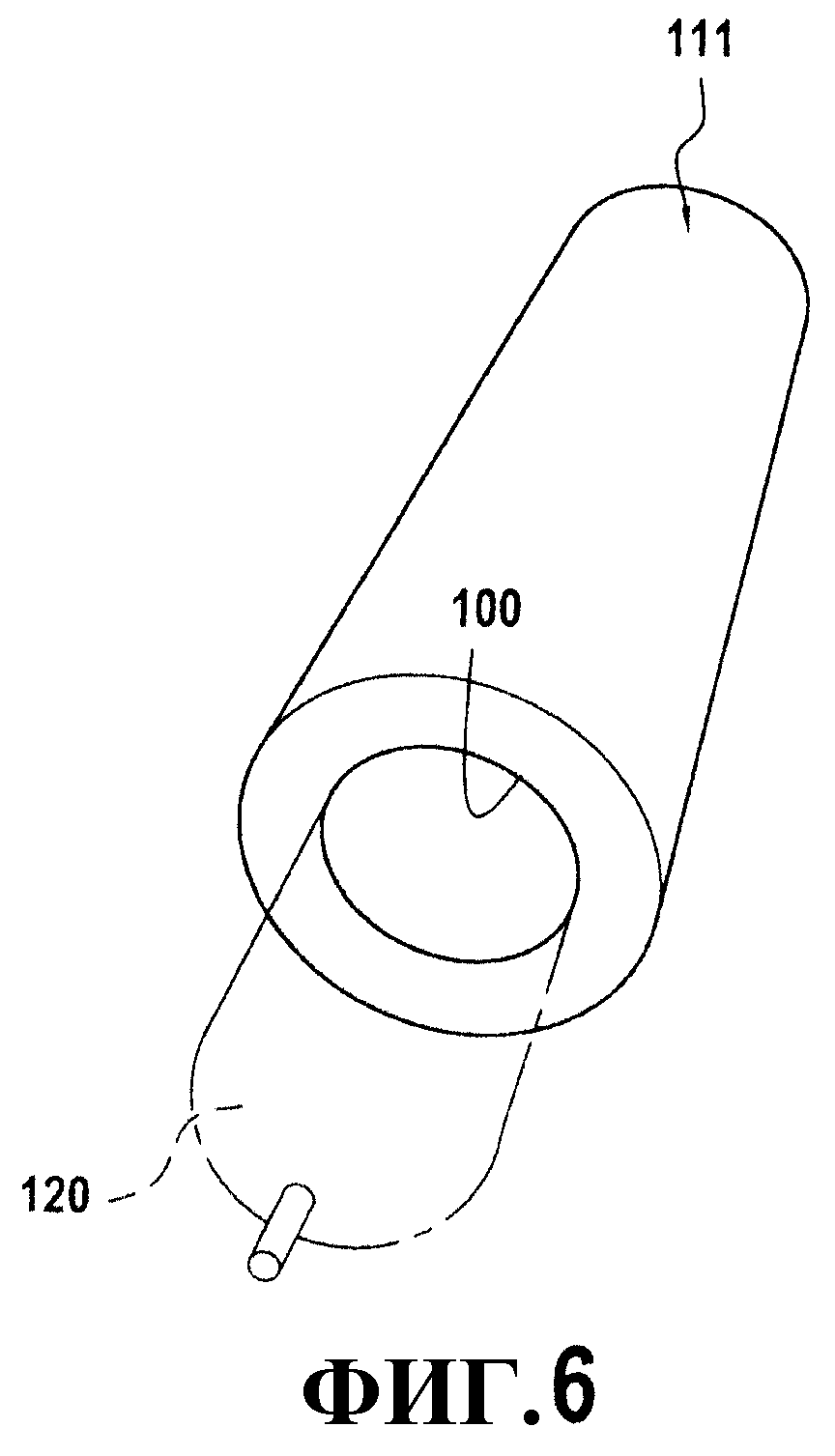
- фиг. 6 схематично изображает выполнение заготовки по фиг.5.
Фиг. 1 изображает тканье заготовки 11, предназначенной для преобразования в судовой руль. Используется ткацкий станок жаккардового типа, на котором размещают пучок 12 нитей основы или жгутов, содержащих некоторое количество слоев, каждый из которых состоит их многих сотен нитей. Механизм таков, что можно воздействовать на каждую из этих нитей поперечно относительно полотен нитей основы, как изображено, для введения уточных нитей 14. По мере тканья заготовки, толщина и ширина которой изменяется, некоторое количество нитей основы не вплетается, что позволяет задать контур и желаемую непрерывно изменяющуюся толщину упомянутой заготовки. В конце тканья отрезают нити основы и утка вытканной массы для извлечения заготовки 11. Последняя изображена на фиг. 2 такой, какой она выходит после трехмерного тканья и перед окончательным формированием.
В соответствии с важной характеристикой тканье сопровождается частичным рассоединением 19 между двумя полотнами нитей основы и внутри плоской зоны, обозначенной контуром 16 на фиг. 2.
Как указано выше, вследствие такого рассоединения образуется карман 18, открытый, в данном случае, с одного края вытканной массы, выполненный с возможностью растягиваться в процессе последующей операции придания формы перед пропиткой термоотверждаемой смолой.
Заготовка 11 будущего судового руля изготавливается введением в этот карман 18 блока 20 из материала с малой плотностью, имеющего, по существу, форму и размеры желаемой полости. Результатом этой операции является придание заготовке формы, более близкой к заданной форме судового руля. Эта форма изображена на фиг. 3.
Операция, проиллюстрированная фиг. 4, при необходимости следующая за горячим прессованием, является классической операцией пропитки заготовки термоотверждаемой смолой. Заготовка, формование которой производят введением блока 20 из материала с малой плотностью, помещается в форму 22, образующую термостат, для нагнетания термоотверждаемой смолы. По окончании этой операции пропитки руль проходит финишную механическую обработку и скрепляется одним из своих концов с валом управления. Следует отметить, что этот вал также может быть, в частности, изготовлен тканьем на одном конце заготовки. Можно также предусмотреть соединение такого элемента с одним концом заготовки перед или после пропитки.
Фиг. 5 и 6 изображают вариант изготовления полой фасонной детали, являющейся частью какой-либо конструкции. Например, в данном случае получают фасонную трубчатую деталь, содержащую рабочий проход 100. Для этого ткут заготовку 111 требуемых размеров подобным описанному выше образом, то есть выполняя в ней частичное рассоединение 119. В процессе формирования заготовки после тканья в щель, полученную рассоединением, можно ввести надуваемую деталь 120 и заполнить ее средой (газом или жидкостью) для придания заготовке формы и размеров полости или желаемого прохода. Эта надуваемая деталь 120, образующая своего рода маленький баллон, удерживается растянутой в процессе всей операции пропитки. Когда фасонная деталь обретает свои окончательные форму и размеры, среда удаляется и баллон может быть удален или разрушен на месте, чтобы образовать рабочий проход 100.
Лопасть вентилятора турбореактивного двигателя, вентилятор турбореактивного двигателя и турбореактивный двигатель
Способ сварки и наплавки металлических деталей из алюминия способом дуговой сварки металлическим электродом в среде инертного газа с импульсным током и импульсной подачей проволоки
Оснастка для изготовления литейного сердечника для лопатки турбомашины
Контур текучей среды в турбомашине
Исполнительное устройство с электрическим приводом, включающее в себя термостатическую функцию, клапан
Способ определения порога нераспространения усталостных трещин на высокой частоте
Редуктор с эпициклоидной передачей, вентиляторный модуль двухконтурного турбореактивного двигателя и двухконтурный турбореактивный двигатель
Способ механической обработки задней кромки лопатки турбомашины
Узел пера лопатки и полки для сверхзвукового потока
Способ и устройство для выполнения отверстий в детали при помощи лазерных импульсов
Обечайка камеры сгорания турбомашины
Лопасть вентилятора турбореактивного двигателя, вентилятор турбореактивного двигателя и турбореактивный двигатель
Способ сварки и наплавки металлических деталей из алюминия способом дуговой сварки металлическим электродом в среде инертного газа с импульсным током и импульсной подачей проволоки
Оснастка для изготовления литейного сердечника для лопатки турбомашины
Контур текучей среды в турбомашине
Исполнительное устройство с электрическим приводом, включающее в себя термостатическую функцию, клапан
Способ определения порога нераспространения усталостных трещин на высокой частоте
Редуктор с эпициклоидной передачей, вентиляторный модуль двухконтурного турбореактивного двигателя и двухконтурный турбореактивный двигатель
Способ механической обработки задней кромки лопатки турбомашины
Узел пера лопатки и полки для сверхзвукового потока

