Результат интеллектуальной деятельности: ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ, ОБЛАДАЮЩИЙ ПРЕВОСХОДНОЙ ФОРМУЕМОСТЬЮ, И СПОСОБ ЕГО ПРОИЗВОДСТВА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к холоднокатаному стальному листу, обладающему превосходной формуемостью, подходящему в качестве материала для конструкционных элементов, применяемых в автомобилях, зданиях, мебели, приборных щитах, бытовой электронике и т.п. Настоящее изобретение также относится к способу производства такого холоднокатаного стального листа.
Уровень техники
Благодаря хорошей формуемости холоднокатаные стальные листы применяются в качестве материала для различных элементов конструкций. Как правило, стальной лист, который является двухмерным объектом, преобразуется прессованием в трехмерную структуру, а затем полученные таким образом трехмерные структуры свариваются в более сложные конструкции. Соответственно, холоднокатаный стальной лист должен обладать хорошей формуемостью.
Применительно к описанному выше холоднокатаному стальному листу JP-A 61-124533 раскрывает способ производства холоднокатаного стального листа, который является превосходным как в отношении формуемости, так и стойкости к старению посредством снижения содержания в нем С, Mn, Al и N, выполнения холодной прокатки со степенью обжатия по меньшей мере 50% и последующего отжига с заданием определенных условий охлаждения и перестаривания после отжига, а также заданием определенной степени обжатия при дрессировке.
Однако, хотя получаемый стальной лист имеет относительно хорошую стойкость к старению, способ JP-A 61-124533 имеет недостаток, связанный с обязательной необходимостью высокой степени обжатия при дрессировке, которая значительно ухудшает формуемость стального листа.
JP-A 02-267227 раскрывает способ производства обладающего хорошей формуемостью холоднокатаного стального листа посредством задания показателей содержания в стали С, Mn, S, О и В, непрерывной разливки стали под определенными уникальными условиями, горячей прокатки, холодной прокатки и непрерывного отжига в указанном порядке.
Однако способ JP-A 02-267227 имеет недостаток, связанный с тем, что для обеспечения контроля размеров MnS, осуществляемого посредством образования большого количества оксидных включений, содержание кислорода в стали должно быть по меньшей мере 60 ч./млн, при том что эти оксидные включения вызывают в процессе штамповки растрескивание.
JP-A 07-216459 раскрывает технологию производства холоднокатаного стального листа, обладающего превосходными показателями как стойкости к старению, так и формуемости вследствие задания определенных величин содержания в стали С, Si, Mn, Р, Al и N горячей прокатки стали, холодной прокатки и непрерывного отжига в указанном порядке, так, чтобы в процессе непрерывного отжига эта сталь быстро нагревалась и быстро охлаждалась.
Однако способ JP-A 07-216459 имеет недостаток, заключающийся в том, что тепло не может равномерно передаваться по всему участку стали, вследствие чего формуемость получаемого стального листа улучшается лишь частично.
Сущность изобретения
Проблемы, решаемые изобретением
Как указано выше, стабильное с точки зрения промышленного применения создание холоднокатаного стального листа, обладающего хорошей формуемостью, при использовании обычных способов оказывается трудной задачей. Настоящее изобретение направлено на эффективное решение вышеупомянутых проблем известного уровня техники, и его цель состоит в создании холоднокатаного стального листа, стабильно демонстрирующего хорошую формуемость, и предпочтительного способа производства такого холоднокатаного стального листа.
Пути решения проблемы
Формуемость холоднокатаного стального листа обычно улучшали главным образом снижением содержания растворенного в стали углерода и, в качестве вспомогательного средства, оптимизацией условий перестаривания и дрессировки в процессе производства стального листа.
Однако в настоящее время приходит общее понимание трудности дальнейшего улучшения формуемости холоднокатаного стального листа с помощью такого подхода, который описан выше, то есть рассчитывая в основном на снижение содержания растворенного в стали углерода.
С учетом данной ситуации авторы настоящего изобретения исследовали и другие факторы, влияющие на улучшение формуемости стального листа, помимо простого сокращения содержания растворенного углерода (в частности, удлинение) и в результате обнаружили, что: для успешного улучшения формуемости стального листа необходимо одновременно контролировать диаметр ферритного зерна, локализацию цементита, а также содержание растворенного углерода; композиция стали, имеющая относительно низкое содержание Mn, предпочтительна в отношении возможности надлежащего управления диаметром ферритного зерна и локализацией цементита; отношение содержания Mn в качестве образующего аустенит элемента к содержанию Аl в качестве элемента, образующего феррит, должно находиться в определенном диапазоне для обеспечения надлежащего управления диаметром ферритного зерна, локализацией цементита и т.п.
Настоящее изобретение было осуществлено на основе этих вышеприведенных открытий, и его основными признаками являются следующие.
(1) Холоднокатаный стальной лист, обладающий превосходной формуемостью, содержащий композицию, включающую в массовых процентах:
С: от 0,010% до 0,035% (исключая 0,010%);
Si: 0,1% или менее;
Мn: 0,35% или менее;
Р: 0,035% или менее;
S: 0,02% или менее;
N: 0,0060% или менее;
Аl: от 0,005% до 0,1%;
и Fe и случайные примеси - остальное,
в котором отношение [% Мn]/[% Аl]<20, где [% М] представляет содержание в стали элемента М в масс.%; диаметр ферритного зерна в стали не превышает 5 мкм; и по меньшей мере 50% цементита находится на границах ферритных зерен.
(2) Обладающий превосходной формуемостью холоднокатаный стальной лист согласно вышеприведенному пункту (1), композиция которого включает, кроме того, в массовых процентах 0,0035% или менее В.
(3) Обладающий превосходной формуемостью холоднокатаный стальной лист согласно вышеприведенным пунктам (1) или (2), композиция которого включает, кроме того, по меньшей мере один элемент, выбранный из группы, состоящей из Сu, Sn, Ni, Ca, Mg, Co, As, Cr, Mo, Sb, W, Nb, Ti, Pb, Та, REM (редкоземельные металлы), V, Cs, Zr и Hf, таким образом, что их общее содержание в стали составляет в массовых процентах 1% или менее.
(4) Обладающий превосходной формуемостью холоднокатаный стальной лист согласно любому из вышеприведенных пунктов (1)-(3), на поверхность которого нанесен слой покрытия.
(5) Способ производства обладающего превосходной формуемостью холоднокатаного стального листа, содержащий стадии: приготовления стального материала, имеющего композицию компонентов согласно любому из вышеприведенных пунктов (1)-(3); горячей прокатки, включая чистовую прокатку стального материала, для получения стального листа; и после чистовой прокатки намотки в рулон стального листа, травления, холодной прокатки, непрерывного отжига и перестаривающей обработки в указанном порядке, отличающийся:
нагреванием стального материала при горячей прокатке до температуры однофазной области аустенита и завершением горячей прокатки при температуре чистовой прокатки в диапазоне от 820°С до 930°С (включая 820°С и исключая 930°С);
выполнением намотки в рулон при температуре в диапазоне от 540°С до 740°С (включая 540°С и исключая 740°С);
удалением окалины с поверхностей стального листа травлением;
выполнением холодной прокатки со степенью обжатия по меньшей мере 55%;
проведением отжига при температуре нагрева при отжиге, равной или выше 680°С;
охлаждением отожженного таким образом стального листа от 680°С до температуры перестаривания при скорости охлаждения по меньшей мере 20°С/с; и
проведением перестаривающей обработки при температуре, равной или превышающей 360°С.
(6) Способ производства обладающего превосходной формуемостью холоднокатаного стального листа, содержащий стадии: приготовления стального материала, имеющего композицию компонентов согласно любому из вышеприведенных пунктов (1)-(3); горячей прокатки стального материала, включая чистовую прокатку, для получения стального листа; и после чистовой прокатки намотки в рулон стального листа, травления, холодной прокатки и отжига в контейнерах в указанном порядке, отличающийся:
нагреванием стального материала при горячей прокатке до температуры однофазной области аустенита и завершением горячей прокатки при температуре чистовой прокатки в диапазоне от 820°С до 930°С (включая 820°С и исключая 930°С);
выполнением намотки в рулон при температуре в диапазоне от 540°С до 740°С (включая 540°С и исключая 740°С);
удалением окалины с поверхностей стального листа травлением;
выполнением холодной прокатки со степенью обжатия по меньшей мере 55%; и
проведением отжига в контейнерах при температуре нагрева при отжиге в диапазоне от 600°С до 750°С (включая 600°С и 750°С).
(7) Способ производства обладающего превосходной формуемостью холоднокатаного стального листа согласно вышеприведенным пунктам (5) или (6), содержащий, кроме того, нанесение покрытия на стальной лист после перестаривающей обработки или отжига в контейнерах.
Эффект изобретения
Согласно настоящему изобретению оказывается возможным создание холоднокатаного стального листа, стабильно демонстрирующего хорошую формуемость, и создание эффективного способа производства такого холоднокатаного стального листа.
Осуществление изобретения
Далее настоящее изобретение будет описано более подробно.
Холоднокатаный стальной лист, обладающий превосходной формуемостью.
Прежде всего, будут пояснены причины, по которым композиции компонентов холоднокатаного стального листа ограничиваются в настоящем изобретении вышеприведенными диапазонами. В настоящем изобретении показатели «%» и «ч./млн» приведенных ниже композиций компонентов представляют соответственно массовые проценты и массовые соотношения частей на миллион, если не указывается иного.
С: от 0,010% до 0,035% (исключая 0,010%).
Углерод существует в стали либо в форме цементита, либо в состоянии растворенного углерода. Содержание углерода в стали 0,010% или менее снижает движущую силу осаждения растворенного углерода, тем самым затрудняя осаждение углерода в виде цементита. Соответственно, содержание углерода в стали должно превышать 0,010% и предпочтительно составляет по меньшей мере 0,015%.
Однако содержание углерода в стали, превышающее 0,035%, приводит к слишком высокому содержанию цементита, увеличивая, таким образом, количество участков образования пор, появляющихся на границе между цементитом и ферритом в процессе штамповки и тем самым ухудшающих удлинение стального листа. Соответственно, содержание углерода в стали должно быть 0,035% или менее, предпочтительно 0,03% или менее и более предпочтительно 0,025% или менее.
Si: 0,1% или менее.
Кремний является элементом, который препятствует образованию цементита, подавляя превращение в цементит карбидов. Содержание в стали кремния, превышающее 0,1%, может вызвать ситуацию, при которой цементит не выделяется в надлежащих положениях, что может способствовать образованию цементита в ферритной матрице. Соответственно, содержание Si в стали должно быть 0,1% или менее и предпочтительно 0,05% или менее.
Mn: 0,35% или менее.
Марганец, хотя и не реагирует с углеродом с образованием соединений, физически взаимодействует с углеродом в стали; подавляя равномерную диффузию углерода, таким образом в конечном счете препятствуя образованию цементита на границах зерна и ухудшая формуемость получаемого стального листа. Соответственно, содержание Mn, как и содержание Si, в настоящем изобретении предпочтительно снижается. Более конкретно, содержание Mn в стали должно быть в настоящем изобретении 0,35% или менее и предпочтительно 0,30% или менее.
Р: 0,035% или менее.
Фосфор из-за его сегрегации на границах ферритного зерн, препятствует осаждению на границах ферритных зерен цементита и таким образом ухудшает формуемость стального листа. Соответственно, содержание фосфора в стали должно быть 0,035% или менее и предпочтительно 0,030% или менее.
S: 0,02% или менее.
Сера в настоящем изобретении является элементом, который присоединяется к Mn с образованием MnS. Слишком большое содержание серы в стали приводит к образованию чрезмерно большого количества MnS, которое замедляет рост ферритных зерен, приводит к уменьшению размеров ферритных зерен и, таким образом, ухудшает формуемость получаемого стального листа. Соответственно, содержание в стали серы должно быть в настоящем изобретении 0,02% или менее и предпочтительно 0,015% или менее.
N: 0,0060% или менее.
Азот связывается с алюминием с образованием AlN, и в случаях когда к стали добавляется бор, соединяется с бором с образованием BN. Поэтому слишком высокое содержание в стали азота приводит к образованию чрезмерно большого количества нитрида, тем самым нарушая однородность роста зерен феррита, уменьшая размер ферритных зерен и таким образом ухудшая формуемость получаемого стального листа. Соответственно, содержание азота в стали должно быть в настоящем изобретении 0,0060% или менее и предпочтительно 0,0045% или менее.
Al: от 0,005% до 0,1%.
Алюминий является важным элементом для настоящего изобретения. Хотя сам алюминий не реагирует с углеродом с образованием карбида, алюминий выводит углерод из ферритной матрицы и способствует образованию цементита на границах ферритных зерен. Для достижения этого эффекта и, таким образом, достаточного улучшения формуемости получаемого стального листа необходимо, чтобы содержание Al в стали составляло по меньшей мере 0,005% и предпочтительно по меньшей мере 0,01%. Однако содержание в стали Al, превышающее 0,1%, приводит к образованию тонкодисперсного AlN и из-за реакции алюминия с кислородом - тонкодисперсного оксида алюминия в виде случайной примеси, тем самым приводя к уменьшению размеров ферритных зерен. Соответственно, содержание Al в стали должно составлять 0,1% или менее.
В дополнение к вышеупомянутым основным компонентам композиция стального листа настоящего изобретения может также в зависимости от потребности включать элементы, описанные ниже.
В: 0,0035% или менее.
В случаях когда к композиции добавляется бор, он связывается с азотом с образованием BN и вследствие этого подавляет осаждение тонкодисперсного AlN. Кроме того, при своем осаждении BN включает MnS в качестве зародышей и таким образом уменьшает содержание в стали тонкодисперсного MnS. Благодаря этому бор способствует росту ферритных зерен.
Однако содержание бора в стали, превышающее 0,0035%, ведет к сегрегации избытков бора на границах ферритных зерен, вследствие чего растворенный бор замедляет осаждение на границах ферритного зерна карбида, и формуемость получаемого стального листа ухудшается. Соответственно, содержание добавленного к стали бора должно составлять 0,0035% или менее.
По меньшей мере один элемент, выбранный из группы, состоящей из Cu, Sn, Ni, Са, Mg, Co, As, Cr, Sb, W, Mo, Pb, Та, REM, Ti, Nb, V, Cs, Zr и Hf, при их суммарном содержании в 1% или менее.
Cu, Sn, Ni, Са, Mg, Co, As, Cr, Sb, W, Mo, Pb, Та, REM, Ti, Nb, V, Cs, Zr и Hf соответственно являются элементами, полезными в отношении улучшения коррозионной устойчивости стали. Однако общее содержание этих элементов в стали, превышающее 1%, приводит к их сегрегации на границах зерна, тем самым подавляя осаждение на границах зерен цементита. Соответственно, как в случае индивидуального добавления этих элементов, так и в случае добавления в виде комбинаций, их общее содержание в стали должно составлять 1% или менее и предпочтительно 0,5% или менее.
Следует отметить, что остальная часть или компоненты композиции стального листа, помимо описанных выше, представлены Fe и случайными примесями.
Однако простого регулирования композиций компонентов стального листа настоящего изобретения до вышеупомянутых диапазонов для достижения требуемого в настоящем изобретении эффекта не достаточно. Критически важным в настоящем изобретении является надлежащий контроль величин отношения содержания Мn к содержанию Аl, диаметра ферритного зерна и доли выделившегося на границах ферритных зерен цементита соответственно.
Более конкретно, в настоящем изобретении существенно, что отношение [% Мn]/[% Аl]<20, где [% М] представляет содержание в стали элемента М в масс.%; диаметр ферритного зерна в стали не превышает 5 мкм; и по меньшей мере 50% выделившегося цементита находится на границах ферритных зерен.
[% Мn]/[% Аl]<20, где [% М] представляет содержание в стали элемента М, масс.%.
Это очень важное требование к компонентам в настоящем изобретении.
Марганец является элементом, участвующим в образовании аустенита. Кроме того, Мn физически взаимодействует с углеродом в стали, препятствуя равномерной диффузии углерода и таким образом подавляя осаждение цементита на границах ферритных зерен. К тому же, Мn сам растворяется в цементите, делая его более тонкодисперсным. С другой стороны, алюминий является образующим феррит элементом и замедляет образование цементита в ферритной матрице. Принимая во внимание эти факты, содержанием алюминия в стали в настоящем изобретении управляют таким образом, чтобы нивелировать вышеупомянутые эффекты Mn.
Более конкретно, [% Мn]/[% Аl]>20 усиливает вышеупомянутые вызываемые Mn эффекты и может приводить к ситуациям, при которых цементит не осаждается в надлежащих положениях, тем самым ухудшая формуемость получаемого стального листа. Соответственно, величина [% Мn]/[% Аl] должна быть меньше 20. Однако слишком малые значения [% Мn]/[% Аl] способствуют тенденции к огрублению цементита с осаждением на границах зерен крупнодисперсного сферического цементита и, таким образом, уменьшают удлинение стального листа. Соответственно, величина [% Мn]/[% Аl] предпочтительно составляет по меньшей мере 1, хотя этот нижний предел специальным образом объем настоящего изобретения не ограничивает.
Диаметр ферритного зерна: по меньшей мере 5 мкм.
Диаметр ферритного зерна менее 5 мкм приводят к относительно высокому пределу текучести и уменьшает удлинение, таким образом ухудшая формуемость стального листа. Соответственно, в настоящем изобретении диаметр ферритного зерна в стали должен равняться по меньшей мере 5 мкм. Однако диаметр ферритного зерна, превышающий 30 мкм, приводит к образованию на поверхностях стального листа, когда он подвергается формованию, заметных нерегулярностей (именуемых «апельсиновыми корками»), которые ухудшают формуемость и качество внешнего вида стального листа. Соответственно, в настоящем изобретении диаметр ферритного зерна в стали должен составлять по меньшей мере 30 мкм.
Осаждение цементита: по меньшей мере 50% его должно быть представлено на границах ферритных зерен.
Доля цементита, выделившегося на границах ферритных зерен, важна для настоящего изобретения. Цементит, осажденный на границах ферритных зерен в достаточных количествах, эффективно уменьшает количество тонкодисперсного цементита, присутствующего в ферритной матрице, и способствует деформации ферритных зерен. В случаях когда доля осадившегося на границах ферритных зерен цементита составляет менее 50%, деформация феррита подавляется наличием тонкодисперсного цементита внутри ферритных зерен и формуемость получаемого стального листа ухудшается. Соответственно, по меньшей мере 50% выделившейся фазы цементита должно в настоящем изобретении находиться на границах ферритных зерен.
Доля цементита, выделившегося на границах ферритных зерен стали, может быть определена из поперечной структуры стали посредством приготовления поперечного сечения стального листа в направлении толщины листа, разрезанного параллельно направлению прокатки для рассмотрения его структуры; полировкой поперечного сечения до зеркального блеска; выявлением цементита с помощью травления пикралем; рассмотрением проявленного таким образом цементита под сканирующим электронным микроскопом (×1000); и определением отношения площади области цементита, представленного на границах ферритных зерен, к суммарной площади цементита, при этом такое соотношение площадей рассматривается как «доля цементита, находящегося на границах ферритных зерен».
Стальной лист настоящего изобретения может иметь на своей поверхности слой покрытия или плакирующую пленку. Слой покрытия, образованный на поверхности холоднокатаного стального листа, улучшает коррозионную устойчивость холоднокатаного стального листа. Примеры покрытий (слоев) включают цинковое покрытие, отожженное цинковое покрытие, покрытие, нанесенное методом электролитического цинкования в расплаве, электролитическое покрытие, такое как электролитическое покрытие из никель-цинкового сплава, и т.п.
Способ производства холоднокатаного стального листа, имеющего превосходную формуемость.
Далее описывается способ производства холоднокатаного стального листа настоящего изобретения.
В настоящем изобретении холоднокатаный стальной лист производится посредством приготовления стального материала, такого как предпочтительно полученный непрерывной разливкой сляб; подвергания этого стального материала горячей прокатке, включая чистовую прокатку, для получения стального листа; и подвергания этого стального листа после чистовой прокатки охлаждению, намотке в рулон, травлению, холодной прокатке, непрерывному отжигу или отжигу в контейнерах и перестаривающей обработке в указанном порядке.
В настоящем изобретении способ изготовления слитка стального материала специальным образом не ограничивается и подходящим образом может применяться любой известный способ приготовления металлических слитков, такой как приготовление с помощью конвертера, электропечи, индукционной электропечи и т.п. Способ литья также специальным образом не ограничивается. Подходящим образом может применяться непрерывная разливка. В том, что касается горячей прокатки сляба, такой сляб может быть горячекатаным либо после повторного нагрева сляба в нагревательной печи, либо после кратковременного нагревания в нагревательной печи для целей температурной компенсации.
Полученный таким образом стальной материал подвергается горячей прокатке. Горячая прокатка может включать черновую прокатку и чистовую прокатку или же состоять только из чистовой прокатки с пропуском этапа черновой прокатки. В любом случае температура нагревания сляба и температура чистовой прокатки являются критически важными.
Температура нагревания сляба: в пределах температурного диапазона, соответствующего однофазной области аустенита.
Установление температуры нагревания сляба в двухфазной области феррит-аустенит ниже однофазной области аустенита является неблагоприятным в связи с тем, что в процессе горячей прокатки в возбужденное состояние приводится только феррит с образованием крупных ферритных зерен. Поэтому необходимо нагревать сляб до температуры, соответствующей однофазной области аустенита (то есть температуры, равной или выше точки Ас3).
Температура чистовой прокатки: от 820°С до 930°С (включая 820°С и исключая 930°С).
Температура чистовой прокатки, равная или превышающая 930°С, приводит к укрупнению части зерен в стали, приводя таким образом к нерегулярному и неустойчивому распределению ферритных зерен в стали. Соответственно, температура чистовой прокатки в настоящем изобретении должна быть ниже 930°С. При этом температура чистовой прокатки должна равняться или превышать 820°С с точки зрения препятствования образованию крупных зерен при горячей прокатке, выполняемой в температурной области, соответствующей ферритной фазе.
Стальной лист, полученный в результате вышеупомянутой горячей прокатки, подвергается охлаждению и намотке в рулон. Температура намотки в процессе намотки в рулон в настоящем изобретении также важна.
Температура намотки в рулон: от 540°С до 740°С (включая 540°С и исключая 740°С).
Температура намотки в рулон, равная или превышающая 740°С, укрупняет ферритные зерна, кроме того, замедляется или становится недостаточной диффузия углерода в границы ферритных зерен в ходе перестаривающей обработки, в результате чего формуемость получаемого стального листа ухудшается. Соответственно, температура намотки в рулон должна быть в настоящем изобретении ниже 740°С и предпочтительно равняться 700°С или ниже. Однако температура намотки в рулон менее 540°С подавляет осаждение нитридов в горячекатаном стальном листе, заставляет нитриды выделяться в тонкодисперсном состоянии в процессе отжига после холодной прокатки, и, таким образом, в конечном счете подавляет рост ферритных зерен. Соответственно, температура намотки в рулон составляет 540°С или выше.
Степень обжатия при холодной прокатке: по меньшей мере 55%.
Степень обжатия при холодной прокатке ниже 55% позволяют сохраняться в исходном состоянии крупнозернистому цементиту, выделившемуся на границах ферритных зерен горячекатаного стального листа, и этот крупнозернистый цементит, по-видимому, сохраняется в получаемом холоднокатаном и отожженном стальном листе внутри ферритных зерен. Соответственно, степень обжатия при холодной прокатке должна составлять по меньшей мере 55%.
Температура нагрева при отжиге: 680°С или выше.
Температура нагрева при отжиге в ходе непрерывного отжига, составляющая менее 680°С, приводит к неполной рекристаллизации. Соответственно, температура нагрева при отжиге должна быть 680°С или выше. Однако температура нагрева при отжиге, превышающая 900°С, вызывает образование аустенита и приводит в конце процесса к зернам смешанного размера. Соответственно, температура нагрева при отжиге предпочтительно составляет 900°С или ниже и более предпочтительно 850°С или ниже.
Скорость охлаждения от 680°С до температуры перестаривания: по меньшей мере 20°С/с.
Скорость охлаждения от температуры после отжига до температуры перестаривания должна составлять при непрерывном отжиге по меньшей мере 20°С/с. Скорость охлаждения менее 20°С/с уменьшает движущую силу осаждения цементита в ходе перестаривающей обработки, таким образом приводя к недостаточному осаждению цементита и тем самым ухудшая формуемость получаемого стального листа. Соответственно, скорость охлаждения должна быть по меньшей мере 20°С/с и предпочтительно по меньшей мере 50°С/с. Верхний предел скорости охлаждения, хотя он специальным образом и не ограничивается, подходящим образом может быть установлен около 350С°/с.
Перестаривающая обработка: 360°С или выше.
Температура перестаривания должна быть 360°С или выше, поскольку температура перестаривания менее 360°С способствует осаждению цементита внутри ферритных зерен. Однако температура перестаривания, превышающая 550°С, скорее препятствует осаждению цементита. Соответственно, температура перестаривания предпочтительно устанавливается равной 550°С или выше. Кроме того, перестаривающая обработка предпочтительно выполняется в течение по меньшей мере одной минуты, поскольку слишком короткое время перестаривания не обеспечивает достаточного осаждения цементита. Реализуемый в промышленных условиях верхний предел времени перестаривания, хотя он не слишком сильно влияет на эффект настоящего изобретения, может быть установлен приблизительно в 10 минут ввиду ограничений, налагаемых на производственную линию.
В качестве описанного выше способа отжига может осуществляться либо непрерывный отжиг, либо отжиг в контейнерах. При отжиге в контейнерах, в ходе которого стальной лист постепенно нагревается и постепенно охлаждается, перестаривающей обработки не требуется. Кроме того, в случае отжига в контейнерах стальной лист медленно, в течение относительно длительного времени охлаждается от температуры нагрева при отжиге, вследствие чего у углерода имеется достаточное время для того, чтобы диффундировать в границы ферритного зерна, и, таким образом, формуемость получающегося стального листа улучшается.
Температура отжига в контейнерах: от 600°С до 750°С (включая 600°С и 750°С).
В случаях когда проводится отжиг в контейнерах, температура отжига в контейнерах должна быть в диапазоне от 600°С до 750°С (включая 600°С и 750°С), поскольку температура отжига в контейнерах ниже 600°С позволяет сохраняться в исходном состоянии нерекристаллизованным участкам стали, а превышение температуры отжига в контейнерах величины в 750°С приводит к образованию крупных зерен.
Время отжига в контейнерах хотя каким-либо особым образом в настоящем изобретении не ограничивается, предпочтительно находится в диапазоне от 1 часа до 40 часов, поскольку время отжига в контейнерах короче 1 часа не способно обеспечить удовлетворительную выдержку внутреннего участка рулона, а время отжига в контейнерах более 40 часов позволяет углероду осаждаться на поверхностях получаемого стального листа и ухудшает качество поверхности стального листа.
Дрессировка может быть выполнена или после перестаривающей обработки при непрерывном отжиге, или после отжига в контейнерах, хотя наличие/отсутствие дрессировки не оказывает особенно сильного воздействия на эффект настоящего изобретения. Степень обжатия при дрессировке предпочтительно находится в диапазоне от 0,5% до 1,5% (включая 0,5% и 1,5%), поскольку степень обжатия ниже 0,5% не в состоянии эффективно воздействовать на удлинение, соответствующее пределу текучести, получаемого стального листа, а степень обжатия выше 1,5% приводит к увеличению твердости стального листа.
Полученный таким образом холоднокатаный стальной лист настоящего изобретения может быть подвергнут обработке по нанесению покрытия для образования на его поверхности слоя покрытия или плакирующей пленки. Примеры покрытий включают: цинковое покрытие, образованное на поверхности стального листа электролитическим способом, и отожженное цинковое покрытие, полученное подверганием оцинкованного таким образом стального листа отжигу. Цинкование и отжиг могут выполняться на одной и той же поточной линии. В качестве варианта плакирующая пленка может быть образована на поверхности стального листа электролитическим нанесением покрытия, например электролитического покрытия из никель-цинкового сплава и т.п. В случаях когда холоднокатаный стальной лист подвергается обработке по нанесению покрытия, дрессировка может выполняться после образования на стальном листе в результате такой обработки плакирующего покрытия.
Пример 1
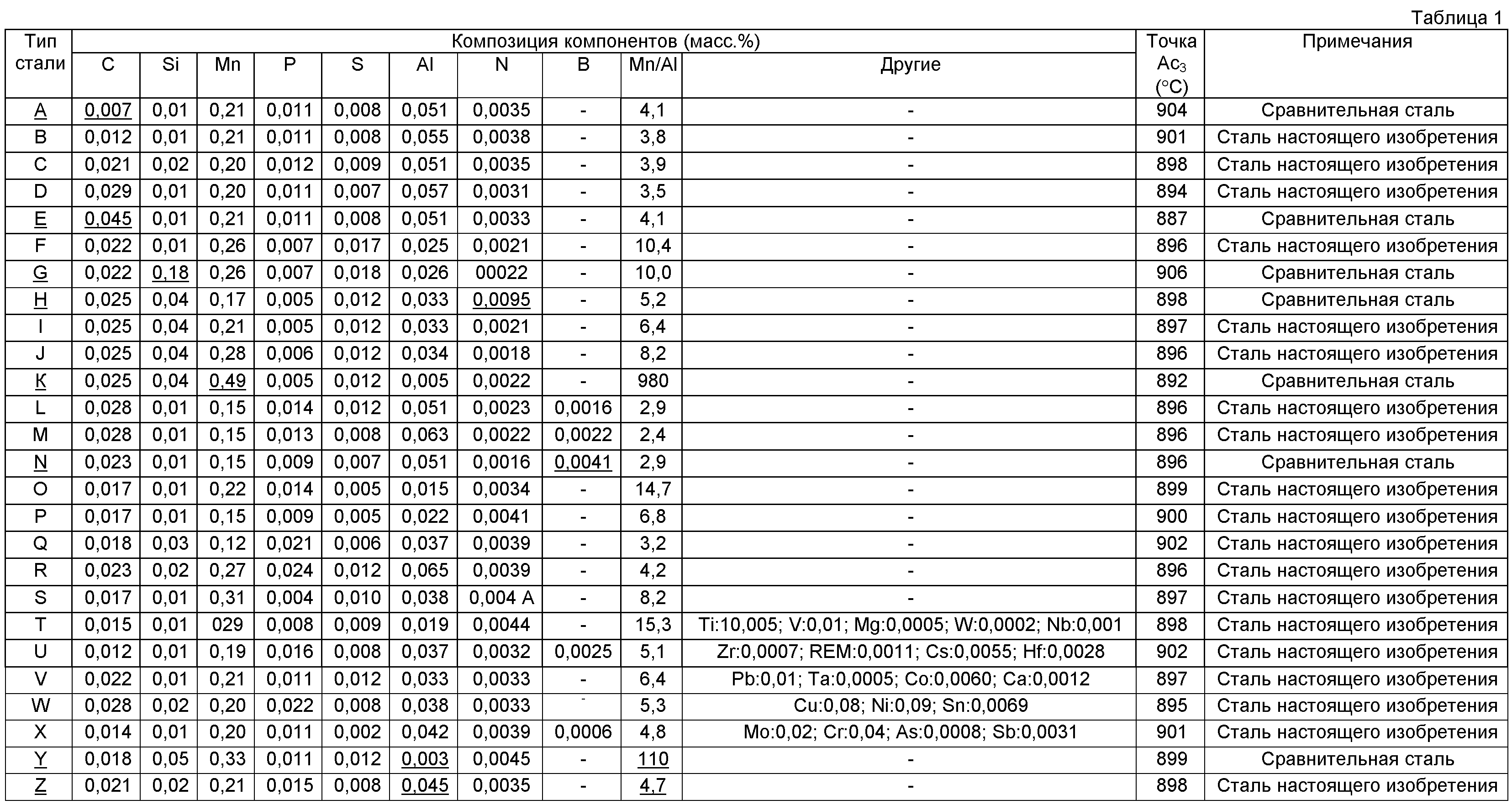
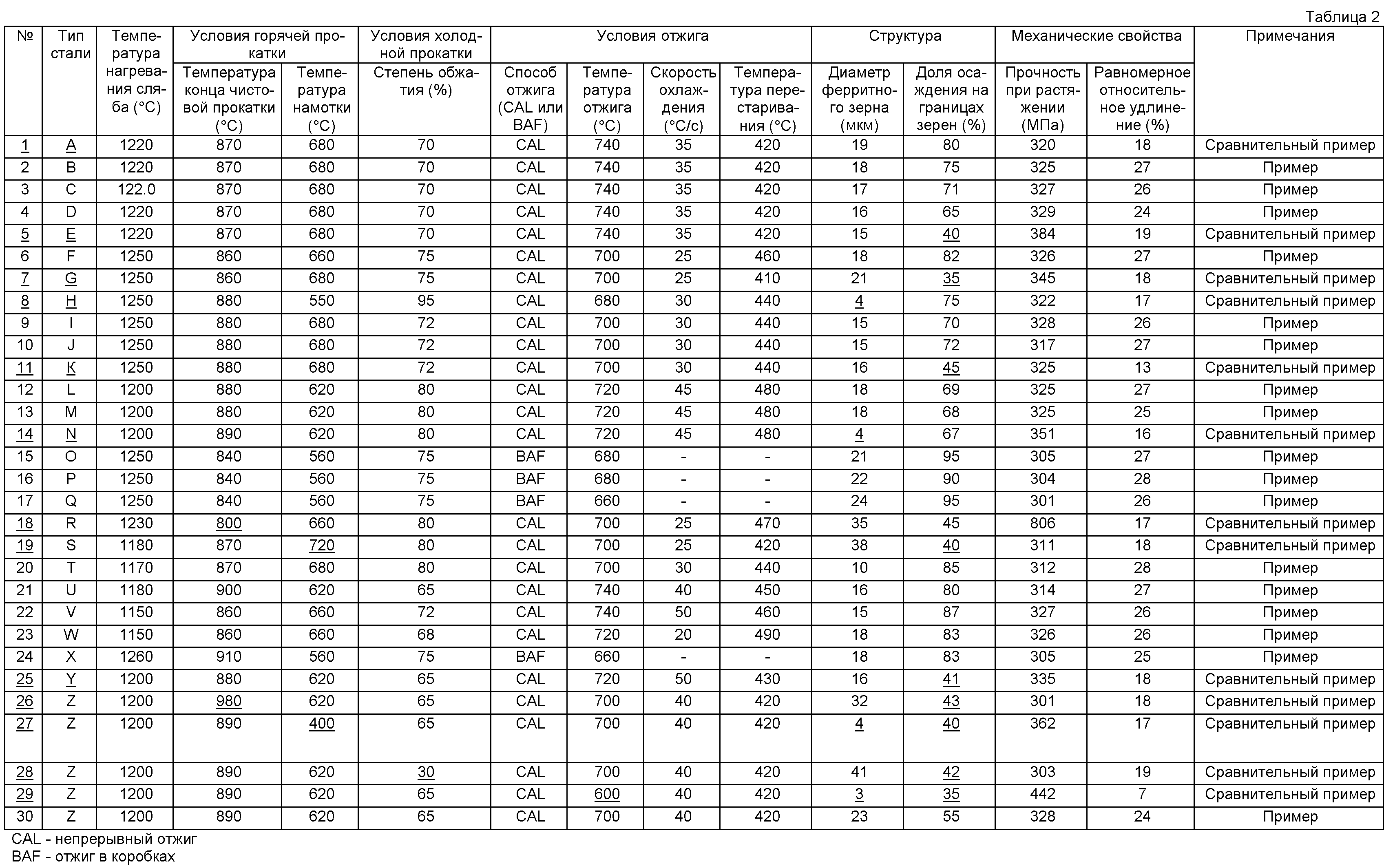
Образцы расплавов стали, имеющие представленную в таблице 1 композицию компонентов, были подвергнуты непрерывной разливке для получения слябов (стальные материалы), каждый из которых имел толщину 300 мм. Каждый из полученных таким образом слябов был нагрет до показанной в таблице 2 температуры нагревания сляба, соответствующей однофазной области аустенита, подвергнут чистовой прокатке при температуре чистовой прокатки, представленной в таблице 2, и затем подвергнут намотке в рулон при температуре намотки в рулон, показанной в таблице 2, в результате чего был получен образец горячекатаного стального листа, имеющий определенную толщину листа. Полученный образец горячекатаного стального листа был подвергнут травлению для удаления с его поверхностей окалины и холодной прокатке при степени обжатия, показанной в таблице 2, для достижения толщины листа в 1 мм. Полученный таким образом образец холоднокатаного стального листа был подвергнут в указанном порядке непрерывному отжигу, охлаждению и перестаривающей обработке при соответствующих условиях, показанных в таблице 2. После перестаривающей обработки данный образец стального листа был подвергнут дрессировке при степени вальцевания 1,0%. Каждый из образцов стального листа, представленных в таблице 2 под №№15-17 и 24, был подвергнут вместо непрерывного отжига отжигу в контейнерах. Для этих подвергнутых отжигу в контейнерах образцов листовой стали №№15-17 и 24 перестаривающая обработка была пропущена, и они были непосредственно подвергнуты дрессировке при степени обжатия 1,0% соответственно, как и в случае с образцами листов стали, подвергнутых непрерывному отжигу.
Кроме того, каждый из образцов холоднокатаного стального листа с номерами в таблице 2 15-11 был подвергнут цинкованию электролитическим способом так, чтобы на каждой из передней и тыльной поверхностей стального листа образовался полученный электролитическим цинкованием плакирующий слой плотностью 30 г/м2 (сухая масса). Каждый из образцов стального листа, представленных в таблице 2 под номерами 22 и 23, был подвергнут горячему цинкованию погружением так, чтобы на каждой из передней и тыльной поверхностей стального такого листа образовался цинковый плакирующий слой плотностью 45 г/м2 (сухая масса). Образцы стального листа №№22 и 23 были подвергнуты дрессировке после процесса горячего цинкования погружением соответственно.
Значки подчеркивания под некоторыми величинами в таблицах 1 и 2 указывают, что эти величины находятся вне объема настоящего изобретения.
Из каждого из полученных таким образом образцов холоднокатаного стального листа были взяты образцы для испытаний, и с помощью этих образцов для испытания были выполнены испытания на растяжение.
Кроме того, была проанализирована формуемость каждого из полученных таким образом образцов холоднокатаного стального листа.
Способы испытаний и измерения были следующими.
(i) Исследование структуры.
Был определен диаметр ферритного зерна каждого полученного таким образом образца холоднокатаного стального листа посредством приготовления поперечного сечения стального листа в направлении толщины листа, разрезанного параллельно направлению прокатки, для рассмотрения его структуры; полировкой поперечного сечения до зеркального блеска; выявлением структуры поперечного сечения травлением раствором ниталя; фотографированием полученных с помощью оптического микроскопа изображений (×100) структуры поперечного сечения; нанесением на изображение сетки из 10 линий в направлении толщины листа и в ортогональном к нему направлении соответственно с интервалами между соседними линиями по меньшей мере в 100 мкм (в фактическом измерении); подсчетом количества пересечений между границами ферритного зерна и данными линиями; делением общей длины линий на количество пересечений для получения длины сегмента линии, приходящегося на одно ферритное зерно; умножением длины линейного сегмента в одном ферритном зерне на 1,13 и рассмотрением полученного таким образом результата вычислений в качестве «диаметра ферритного зерна согласно ASTM (Американское общество по испытанию материалов)».
(ii) Анализ выделения цементита.
Была определена доля цементита, выделившегося на границах зерен каждого полученного таким образом образца холоднокатаного стального листа посредством приготовления поперечного сечения образца стального листа в направлении толщины листа, разрезанного параллельно направлению прокатки; полировкой поперечного сечения до зеркального блеска; выявлением структуры поперечного сечения травлением раствором пикраля; фотографированием изображения поперечной структуры под электронным сканирующим микроскопом (×1000); рассмотрением локализаций выпадения цементита для десяти участков соответственно; определением общей площади выделения цементита на границах ферритных зерен и общей площади цементита в этих десяти участках; делением суммарной площади выделения цементита на границах ферритных зерен на величину общей площади цементита и рассмотрением вычисленного таким образом отношения в качестве «доли цементита, выделившегося на границах зерен».
(iii) Испытания на растяжение.
Из каждого из полученных таким образом образцов холоднокатаного стального листа были взяты образцы JIS №5 для испытаний на растяжение (JIS Z 2201), при которых направление растяжения исследуемого образца совпадало с направлением, параллельным направлению прокатки. После чего были выполнены испытания на растяжение согласно JIS Z 2241 с использованием исследуемого образца для измерения его прочности при растяжении. Формуемость каждого образца стального листа оценивалась по показателю его равномерного относительного удлинения. Равномерное относительное удлинение представляет удлинение, наблюдаемое при приложении к образцу предельно допустимой нагрузки. Равномерное относительное удлинение используется в настоящем изобретении в качестве показателя для оценки формуемости каждого образца стального листа, поскольку то, что называют «образованием шейки», при котором происходит локальное уменьшение толщины стального листа, рассматривается при штамповке мягкого стального листа как неудачная штамповка, и поэтому мягкий стальной лист при испытании может быть деформирован только до той степени, при которой лишь едва избегает локальной деформации или проявления локального уменьшения толщины мягкого стального листа.
Из таблицы 2 видно, что все образцы холоднокатаных стальных листов согласно настоящему изобретению показывают равномерное относительное удлинение по меньшей мере в 20%, то есть демонстрируют превосходную штампуемость.
Применимость в производственных условиях
Согласно настоящему изобретению оказывается возможным предоставление холоднокатаного стального листа, обладающего намного лучшей формуемостью, чем обычный холоднокатаный стальной лист, что является чрезвычайно полезным с точки зрения промышленного применения.
Способ изготовления торсионной балки и торсионная балка
Способ непрерывной разливки стали
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высоким равномерным относительным удлинением, и способ ее изготовления
Способ непрерывной разливки стали
Комбинированный способ сварки, использующий комбинацию газоэлектрической сварки металлическим электродом и дуговой сварки под флюсом, и машина комбинированного действия для дуговой сварки
Высокопрочный холоднокатаный стальной лист с превосходной формуемостью и способ его изготовления
Лист из текстурированной электротехнической стали и способ его производства
Горячепрессованный элемент и способ его получения
Высокопрочный горячекатаный стальной лист с хорошей усталостной прочностью и способ его изготовления
Способ контроля поверхности и устройство контроля поверхнояти для стального листа, покрытого смолой
Способ изготовления торсионной балки и торсионная балка
Способ непрерывной разливки стали
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высоким равномерным относительным удлинением, и способ ее изготовления
Способ непрерывной разливки стали
Комбинированный способ сварки, использующий комбинацию газоэлектрической сварки металлическим электродом и дуговой сварки под флюсом, и машина комбинированного действия для дуговой сварки
Высокопрочный холоднокатаный стальной лист с превосходной формуемостью и способ его изготовления
Лист из текстурированной электротехнической стали и способ его производства
Горячепрессованный элемент и способ его получения
Высокопрочный горячекатаный стальной лист с хорошей усталостной прочностью и способ его изготовления
Способ контроля поверхности и устройство контроля поверхнояти для стального листа, покрытого смолой

