Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ ПАРЫ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
Вид РИД
Изобретение
Изобретение относится к области обработки металлов резанием и может быть использовано в производстве цилиндрических зубчатых колес с круговыми зубьями.
Известен способ обработки круговых зубьев колес цилиндрической передачи, при котором зубья в станочном зацеплении формируются за счет обката заготовки по производящей рейке (см. журнал «СТИН» №4. - 2005. - с.26-29. - статья Васина В.А., Бобкова М.Н., Шейнина Г.М. «Обработка арочных зубьев цилиндрических колес»).
Основным недостатком этого способа обработки является невозможность профильной модификации нарезаемых зубьев, а, следовательно, локализации зоны касания по высоте зубьев в рабочем зацеплении.
Наиболее близким по технической сущности (прототипом) является способ обработки цилиндрических зубчатых колес инструментом чашечной формы в условиях обката заготовки по производящему колесу, при котором оси симметрии производящих контуров, формирующих выпуклые и вогнутые стороны зубьев шестерни, расположенные под углом к оси симметрии впадины производящего колеса, пересекают ось производящего колеса, а ось вращения инструмента располагают параллельно оси симметрии впадины производящего колеса и скрещивают с осью производящего колеса под прямым углом (пат. РФ№2352439, МПК B23F 9/02, B23F 9/08).
Основным недостатком этого способа также является невозможность локализации зоны касания по высоте зубьев.
Задачей предлагаемого изобретения является расширение технологических возможностей способа за счет локализации зоны касания зубьев в рабочем зацеплении.
В предложенном способе обработки цилиндрических зубчатых колес инструментом чашечной формы зубья парного колеса формируют в условиях обката заготовки по производящей рейке, профиль зуба которой совпадает с профилем впадины производящего колеса, формирующего зубья шестерни, при касании начальной плоскости производящей рейки и начального цилиндра производящего колеса.
Сущность предлагаемого изобретения поясняется чертежом, где на фиг.1 показана схема расположения режущих инструментов и обрабатываемых парных зубчатых колес соответственно относительно производящей рейки и производящего колеса, вид сбоку.
В состав наладки на обработку зубьев шестерни 1 входят режущий инструмент 2 (например, двухвитковая торцовая зуборезная головка) и воображаемое производящее колесо 3, зубья которого материализованы инструментом 2.
В состав другой наладки на обработку зубьев парного колеса 4 входят режущий инструмент 5 (торцовая зуборезная головка) и производящая рейка 6, зуб которой материализован инструментом 5.
Обработка зубьев шестерни 1 и колеса 4 осуществляется раздельно за две операции следующим образом.
Инструменту 2 сообщают главное движение резания DГ - вращение вокруг оси O3, а заготовке 1 - два вращательных движения  и
и  соответственно вокруг оси O1 заготовки 1 и оси O0 производящего колеса 3, согласованных таким образом, что ее начальный цилиндр станочного зацепления радиуса
соответственно вокруг оси O1 заготовки 1 и оси O0 производящего колеса 3, согласованных таким образом, что ее начальный цилиндр станочного зацепления радиуса  катится без скольжения по неподвижной центроиде - начальному цилиндру производящего колеса 3 радиуса
катится без скольжения по неподвижной центроиде - начальному цилиндру производящего колеса 3 радиуса  . Ось O1 заготовки 1 при этом перемещается по дуге окружности с радиусом, равным межосевому расстоянию
. Ось O1 заготовки 1 при этом перемещается по дуге окружности с радиусом, равным межосевому расстоянию  станочного зацепления. В процессе обката резцы наружного витка инструмента 2 формируют выпуклую сторону зуба шестерни 1, а резцы внутреннего витка - вогнутую сторону зуба. По окончании формообразования зуба заготовку 1 отводят в исходное положение, осуществляют деление на зуб и цикл обработки повторяют.
станочного зацепления. В процессе обката резцы наружного витка инструмента 2 формируют выпуклую сторону зуба шестерни 1, а резцы внутреннего витка - вогнутую сторону зуба. По окончании формообразования зуба заготовку 1 отводят в исходное положение, осуществляют деление на зуб и цикл обработки повторяют.
Поскольку при такой обработке производящие контуры Ki и Ke наружного и внутреннего витков инструмента 2 имеют трапецеидальный, а не эвольвентный, профиль, зубья шестерни 1 также не будут иметь эвольвентный профиль. Таким образом, будет иметь место профильная модификация зубьев шестерни 1 за счет срезания части зуба у его головки и ножки. При этом положение начальной точки профильной модификации по высоте зуба и глубина профильной модификации будут определяться значениями радиуса  начального цилиндра производящего колеса 3 и углом
начального цилиндра производящего колеса 3 и углом  станочного зацепления.
станочного зацепления.
При обработке зубьев колеса 4 инструменту 5 сообщают главное движение резания DГ - вращение вокруг оси O4, а заготовке 4 - вращение  вокруг оси O2 и согласованное с ним поступательное перемещение
вокруг оси O2 и согласованное с ним поступательное перемещение  вдоль производящей рейки 6. Вращение заготовки 4 и ее поступательное перемещение согласованы так, что начальный цилиндр станочного зацепления радиуса
вдоль производящей рейки 6. Вращение заготовки 4 и ее поступательное перемещение согласованы так, что начальный цилиндр станочного зацепления радиуса  катится без скольжения по начальной плоскости 7 производящей рейки 6. В процессе обката резцы инструмента 5 формируют впадину заготовки 4. По окончании формообразования заготовку 4 отводят в исходное положение и после деления на зуб цикл обработки повторяют.
катится без скольжения по начальной плоскости 7 производящей рейки 6. В процессе обката резцы инструмента 5 формируют впадину заготовки 4. По окончании формообразования заготовку 4 отводят в исходное положение и после деления на зуб цикл обработки повторяют.
Технический результат в виде улучшения эксплуатационных характеристик тяжелонагруженных и быстроходных зубчатых передач достигается за счет локализации зоны касания по высоте зубьев и устранения тем самым кромочного контакта в рабочем зацеплении.
Способ обработки пары цилиндрических зубчатых колес, осуществляемый инструментом чашечной формы в условиях обката заготовки шестерни по производящему колесу, при котором оси симметрии производящих контуров, формирующих выпуклые и вогнутые стороны зубьев шестерни, расположенные под углом к оси симметрии впадины производящего колеса, пересекают ось производящего колеса, а ось вращения инструмента располагают параллельно оси симметрии впадины производящего колеса и скрещивают с осью производящего колеса под прямым углом, отличающийся тем, что зубья парного колеса формируют в условиях обката заготовки по производящей рейке, профиль зуба которой совпадает с профилем впадины производящего колеса, формирующего зубья шестерни, при касании начальной плоскости производящей рейки и начального цилиндра производящего колеса.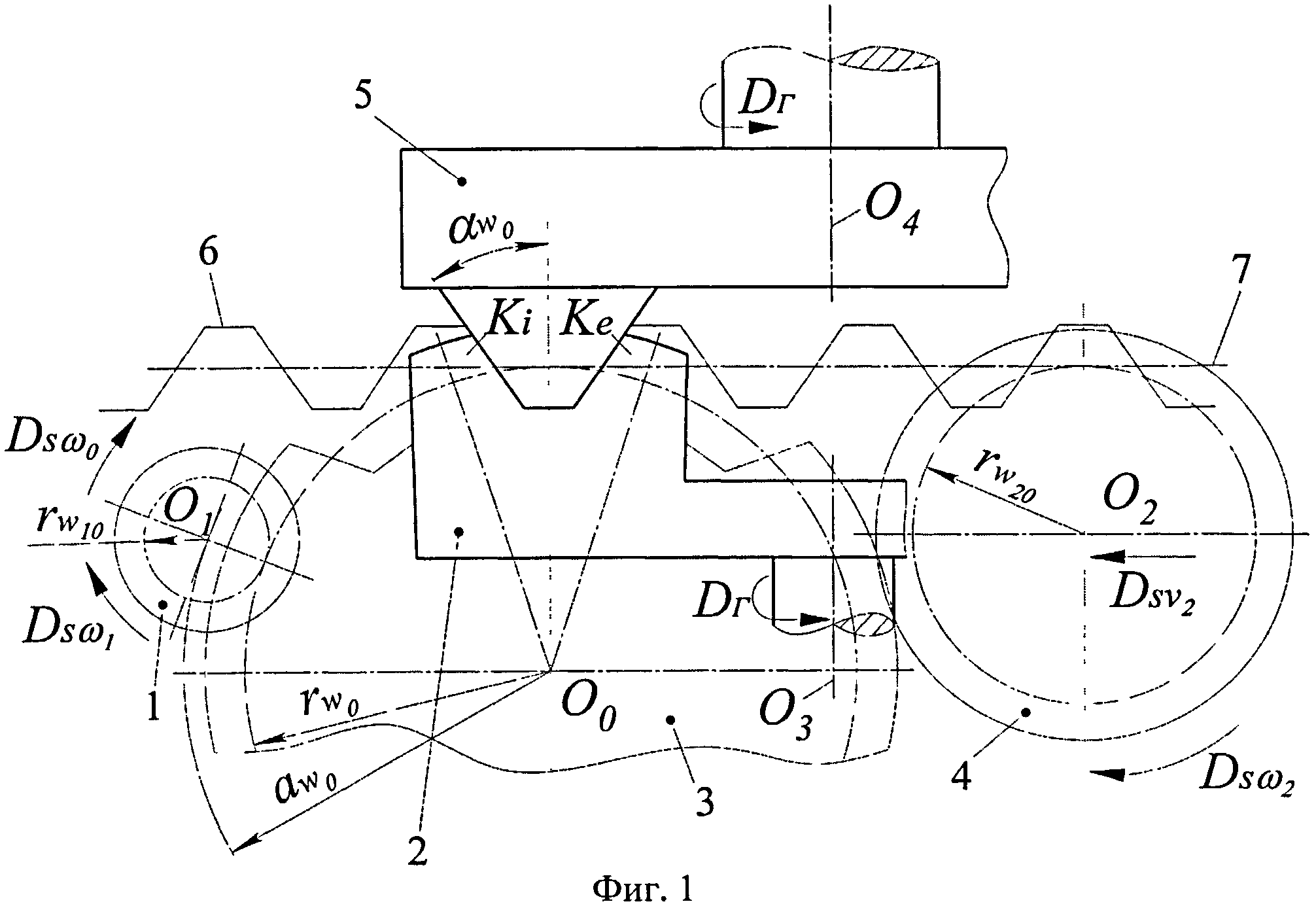
Устройство для компенсации размерного износа инструмента
Способ чистовой зубообработки цилиндрических зубчатых колес
Сборная гребенчатая фреза
Устройство для выгрузки кускового материала из бункера
Способ компенсации движения в цифровых динамических видеоизображениях
Компенсационный акселерометр
Устройство для ротационной вытяжки тонкостенных малогабаритных деталей
Способ определения длительности этапов эксплуатации циклически нагруженных поверхностей деталей машин
Устройство для управления точностью зубообработки цилиндрических колес
Наномодифицированный бетон и способ его получения
Установка для динамических испытаний кольцевых образцов материалов на растяжение
Устройство для компенсации размерного износа инструмента
Газовый привод с экономичным клапанным распределителем

