Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТОНКОСТЕННЫХ КОНИЧЕСКИХ ОБЕЧАЕК С РЕБРАМИ ЖЕСТКОСТИ
Вид РИД
Изобретение
Изобретение относится к области сварочного производства и может быть использовано в процессах изготовления тонкостенных обечаек с ребрами жесткости методами сварки, которые используются, например, в качестве тепловых экранов сопла ГТД.
Известен процесс изготовления конических обечаек, включающий размещение свариваемой обечайки в коническом обжимном каркасе, поперечное сжатие обечайки с совмещением свариваемых кромок, выравнивание ее торцов и фиксацию в требуемом положении с последующей сваркой стыков (SU 1747247, В23К 37/04, 1992 г.).
Известны также различные способы изготовления обечаек с ребрами жесткости, содержащие, например, установку обечайки в ложемент, ее фиксацию, размещение внутрь обечайки ребер жесткости и их приварку к поверхности обечайки (SU 343814, В23Р 19/02, 1972 г.); намотку на кольца жесткости тонкостенного листового материала и их приварку (SU 841880, В23К 37/04, 1981 г.); необходимое формообразование тонкостенной обечайки и приварку к ней ребер жесткости (RU 2082529, В23К 37/04, 1997 г.).
Недостатками известных технических решений являются, как правило, достаточная сложность технологического процесса, громоздкость и сложность необходимого производственного оборудования, а также дополнительное негативное влияние на конструкцию приварки ребер жесткости к обечайке
Задачей предлагаемого изобретения является значительное упрощение процесса изготовления тонкостенных обечаек с ребрами жесткости при сохранении требуемого качества получаемой конструкции.
Решение указанной задачи достигается тем, что производят формирование сегментов обечайки, отгибают продольные кромки сегментов, образуя ребра жесткости, а затем размещают сегменты на каркасе. Каркас содержит основание и установленные на нем съемные опорные пластины, образующие коническую поверхность и расположенные с зазорами между боковыми кромками смежных опорных пластин по образующей конической поверхности. Сегменты размещают на каркасе отогнутыми кромками в зазоры между опорными пластинами каркаса, производят поперечное сжатие сегментов до соединения отогнутых кромок смежных сегментов. Затем осуществляют фиксацию сегментов на каркасе в таком положении и сварку смежных сегментов друг с другом по линии продольных кромок с наружной стороны. Производят демонтаж съемных опорных пластин каркаса, полученную обечайку снимают с каркаса и производят ее последующую необходимую механическую обработку.
Изобретение поясняется чертежами, на которых:
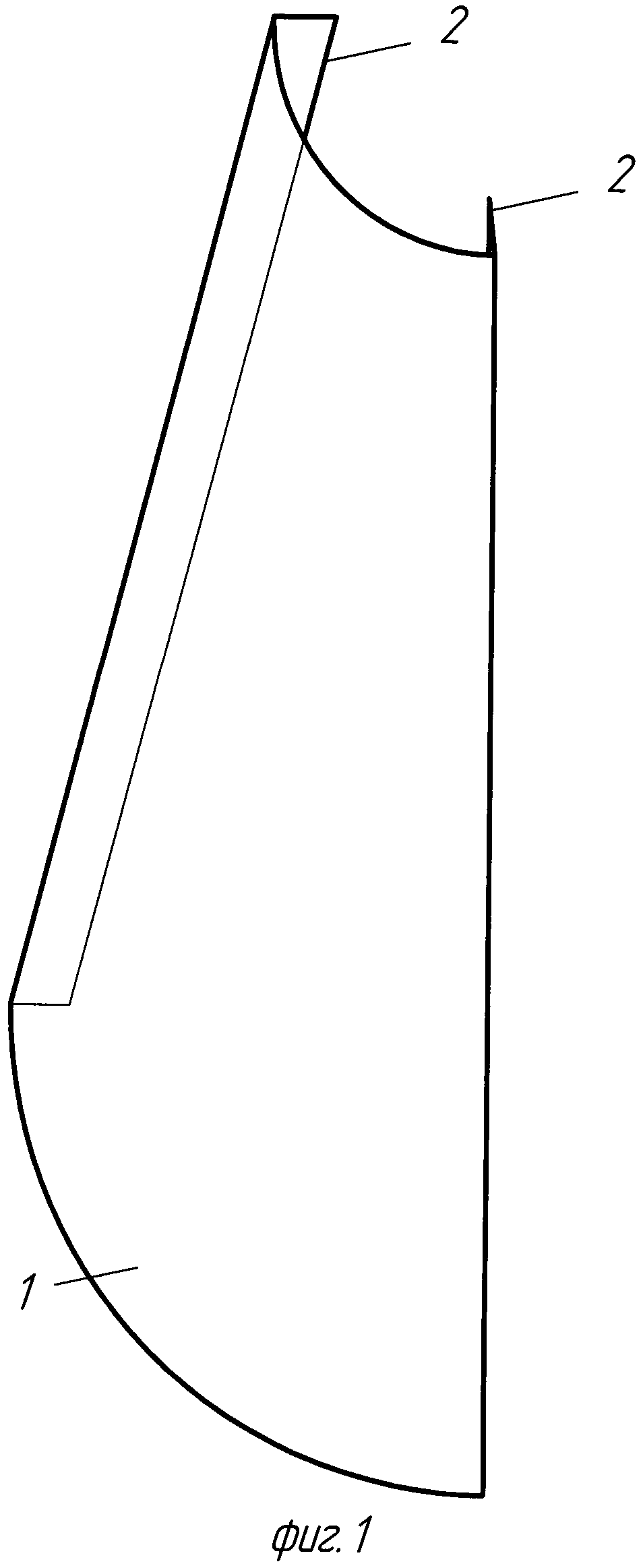
фиг.1 - сегмент конической обечайки;
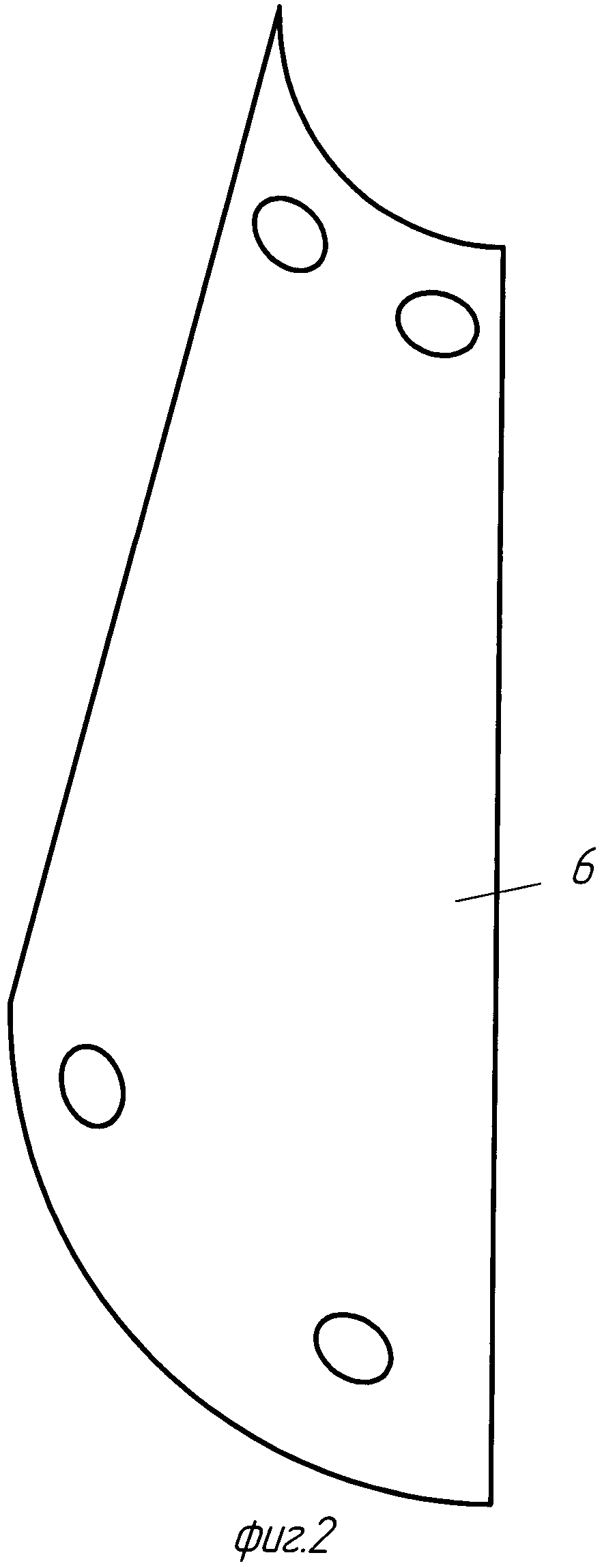
фиг.2 - съемная опорная пластина основания;
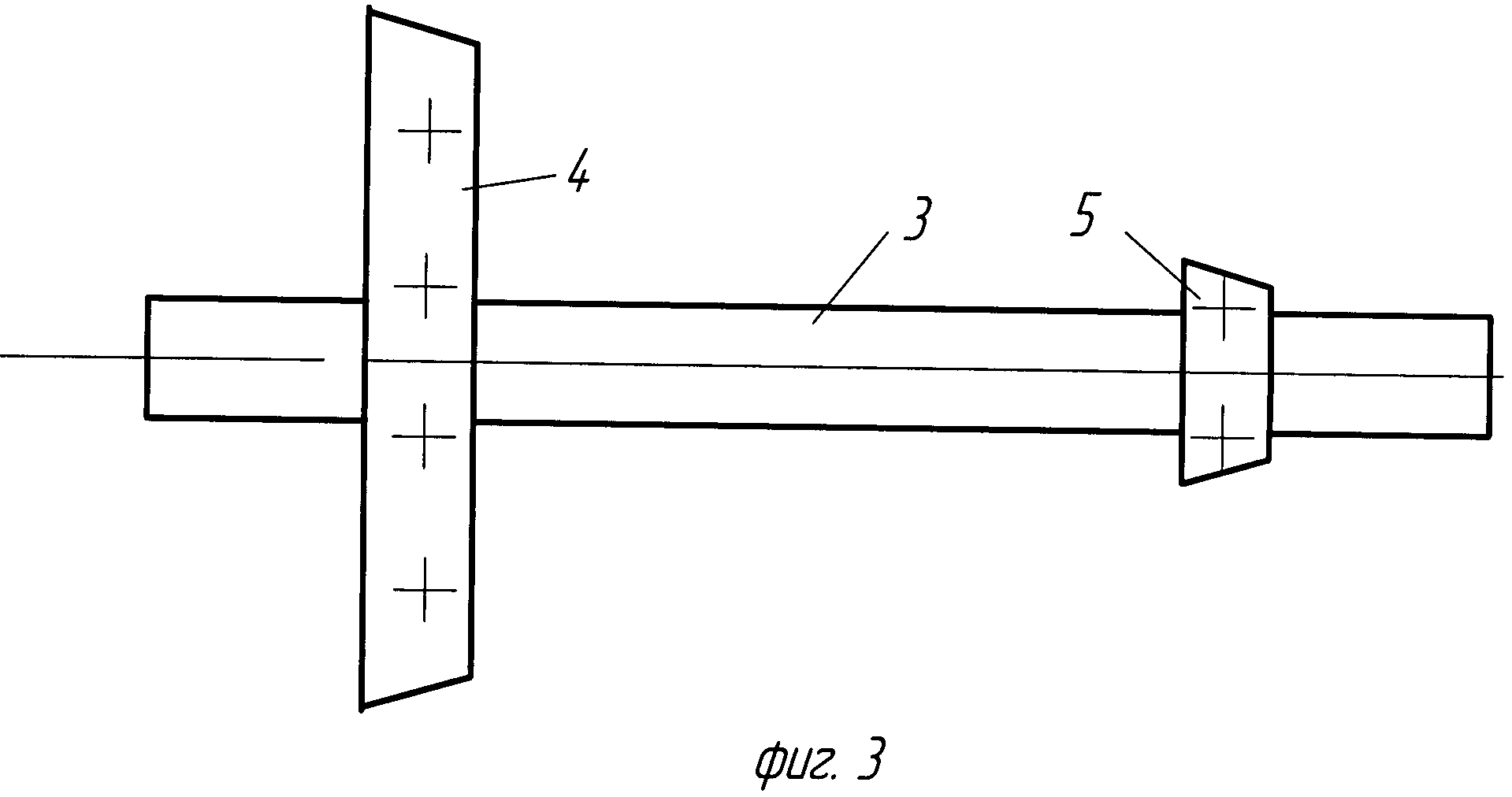
фиг.3 - основание;
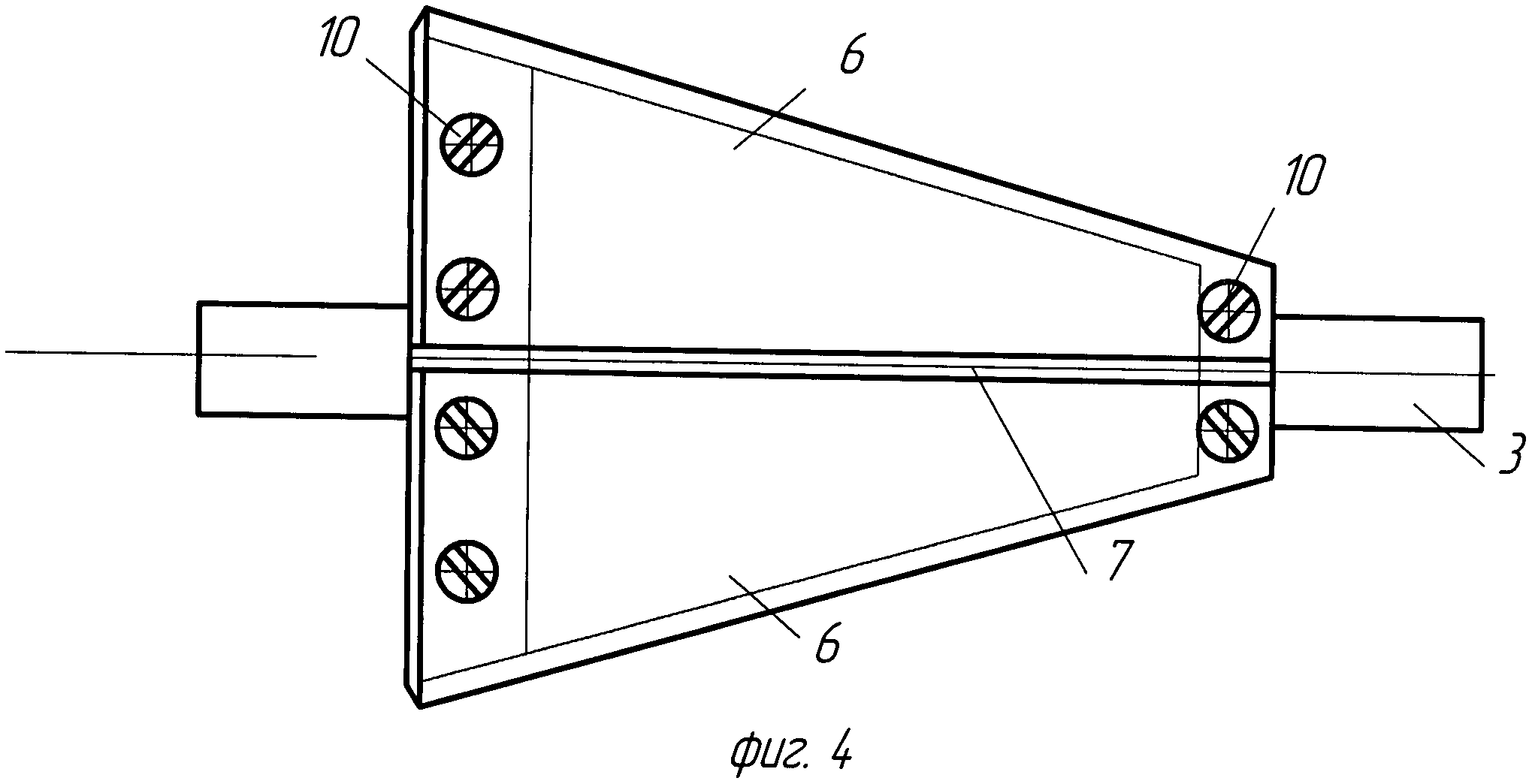
фиг.4 - основание со съемными опорными пластинами;
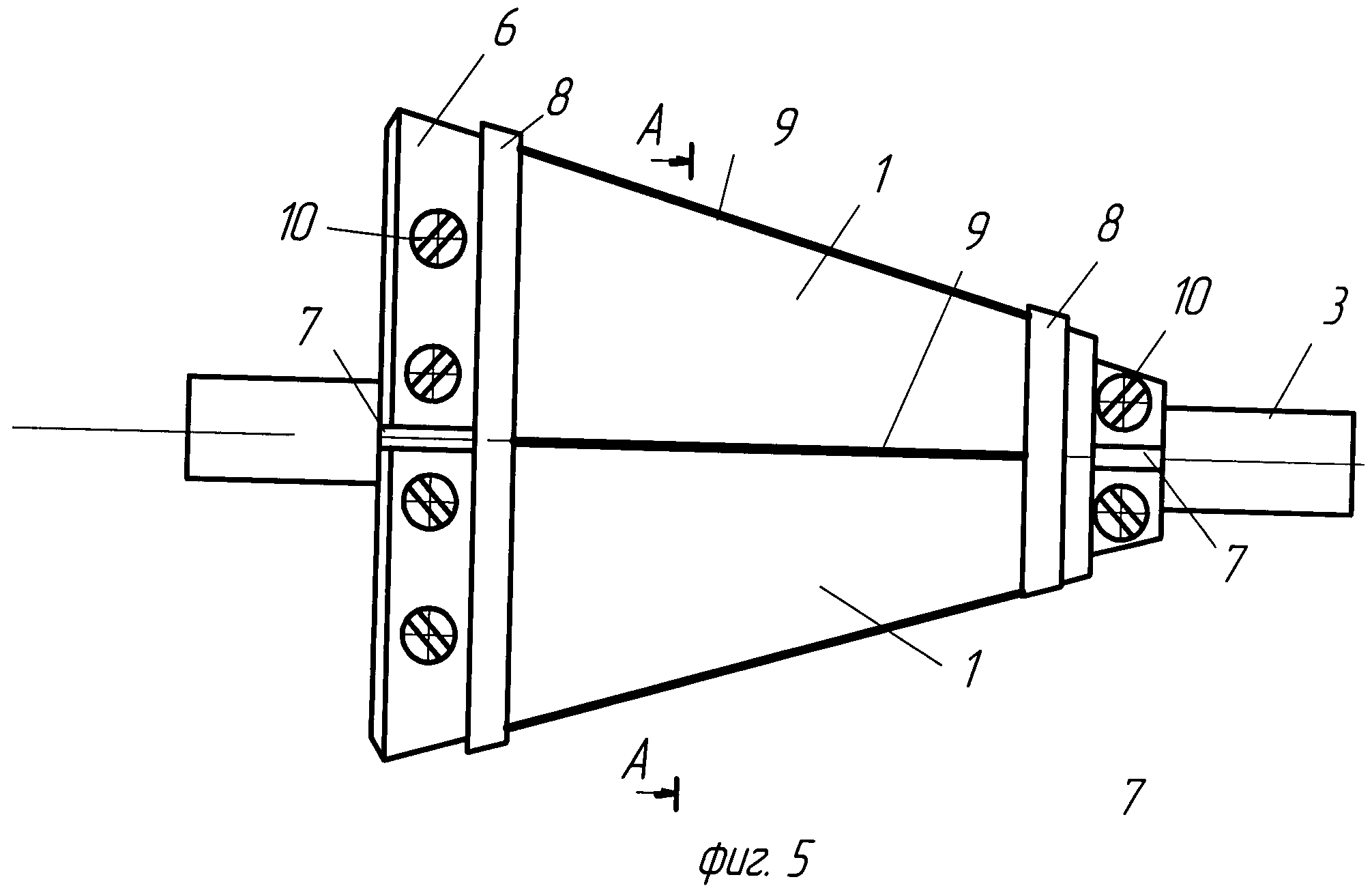
фиг.5 - коническая обечайка, собранная на основании;
фиг.6 - сечение А-А, фиг.5.
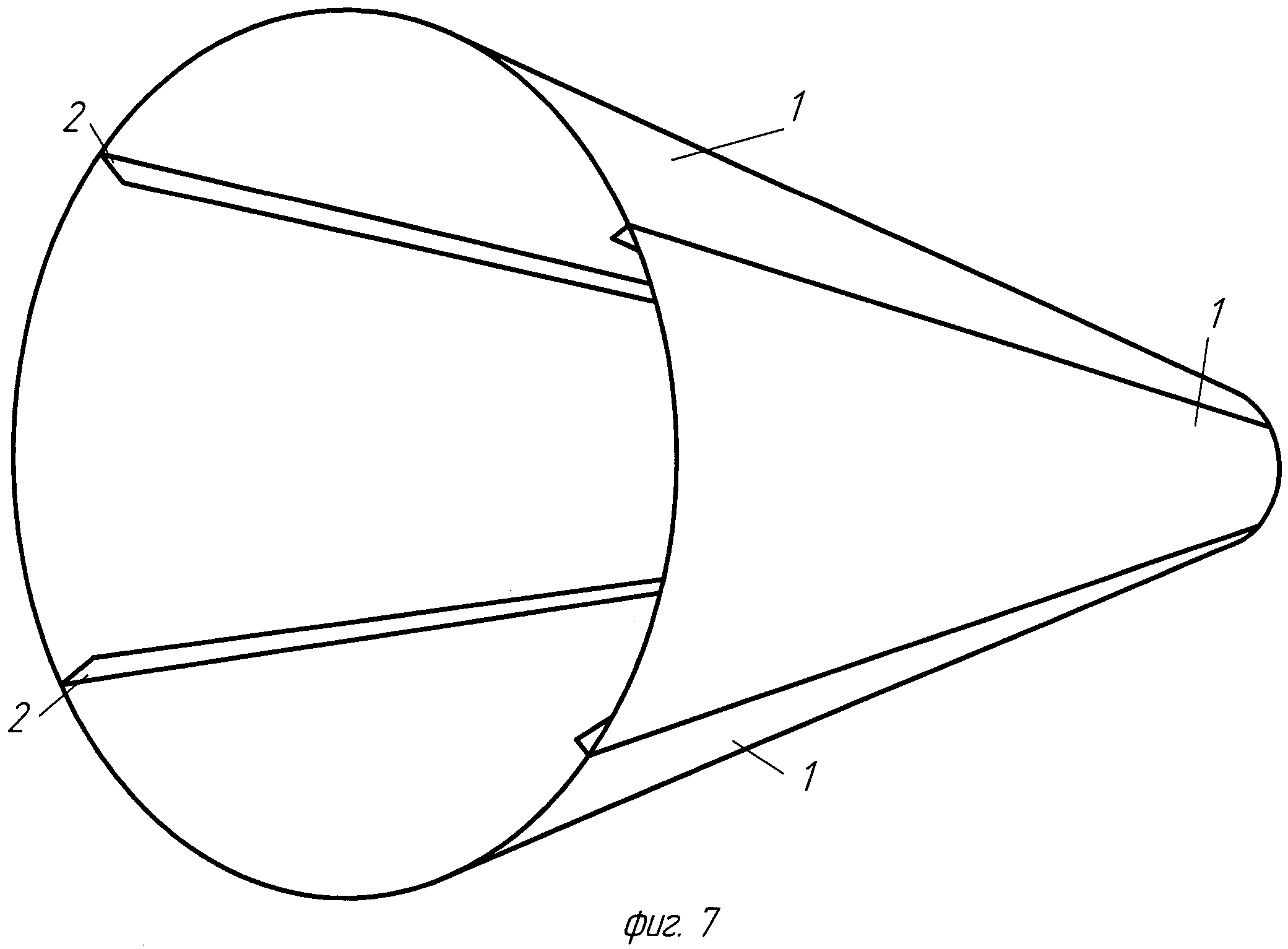
фиг.7 - готовая коническая обечайка
Пример выполнения способа
По заданным размерам формируют сегменты 1 конической обечайки. Производят отгибание продольных кромок 2 сегментов на требуемую величину для последующего образования ребер жесткости в конической обечайке. Затем размещают сегменты 1 конической обечайки на каркасе. Каркас содержит основание 3 с опорными элементами 4 и 5, например, коническими. Основание 3 имеет возможность установки своими концами в поворотное устройство (условно не показано). На опорные элементы 4 и 5 основания 3 устанавливают съемные опорные пластины 6 с боковыми зазорами 7 между ними по образующим конической поверхности. Опорные пластины 6 закрепляют винтами 10. Сегменты 1 конической обечайки размещают на каркасе отогнутыми кромками 2 в зазоры 7 между съемными опорными пластинами 6, после этого производят поперечное сжатие и фиксацию сегментов 1, например, хомутами 8 до стыковки отогнутых кромок 2 смежных сегментов 1 конической обечайки. Затем осуществляют сварку (любым возможным способом) смежных сегментов 1 конической обечайки друг с другом по линии продольных кромок 2 с наружной стороны. После сварки производят демонтаж съемных опорных пластин 6 с основания 3 совместно со сваренной обечайкой. Из полости обечайки последовательно извлекают съемные опорные пластины 6. В обечайке отогнутые кромки 2 сегментов 1, приваренные между собой, образуют ребра жесткости. Затем производят последующую необходимую механическую обработку - зачистку сварных швов 9 обечайки, подрезание ее торцов и т.д. В результате сварная обечайка с ребрами жесткости, выполненными за одно целое с материалом сегментов, обретает требуемые прочностные свойства, а потому повышается и надежность ее в эксплуатации также и за счет сварки сегментов обечайки друг с другом по отогнутым кромкам.
Способ изготовления сварных тонкостенных конических обечаек с ребрами жесткости, отличающийся тем, что осуществляют формирование сегментов обечайки, образование на них ребер жесткости путем отгибания продольных кромок сегментов, размещение сегментов на съемных опорных пластинах каркаса, установленных на основании каркаса с образованием конической поверхности и с зазорами между боковыми кромками смежных опорных пластин, при этом сегменты размещают отогнутыми кромками в зазоры между опорными пластинами каркаса, осуществляют их поперечное сжатие до соединения отогнутых кромок смежных сегментов, их фиксацию на каркасе в таком положении и сварку смежных сегментов друг с другом по линии продольных кромок с наружной стороны, затем осуществляют демонтаж съемных опорных пластин с основания каркаса вместе с полученной обечайкой и ее последующую механическую обработку.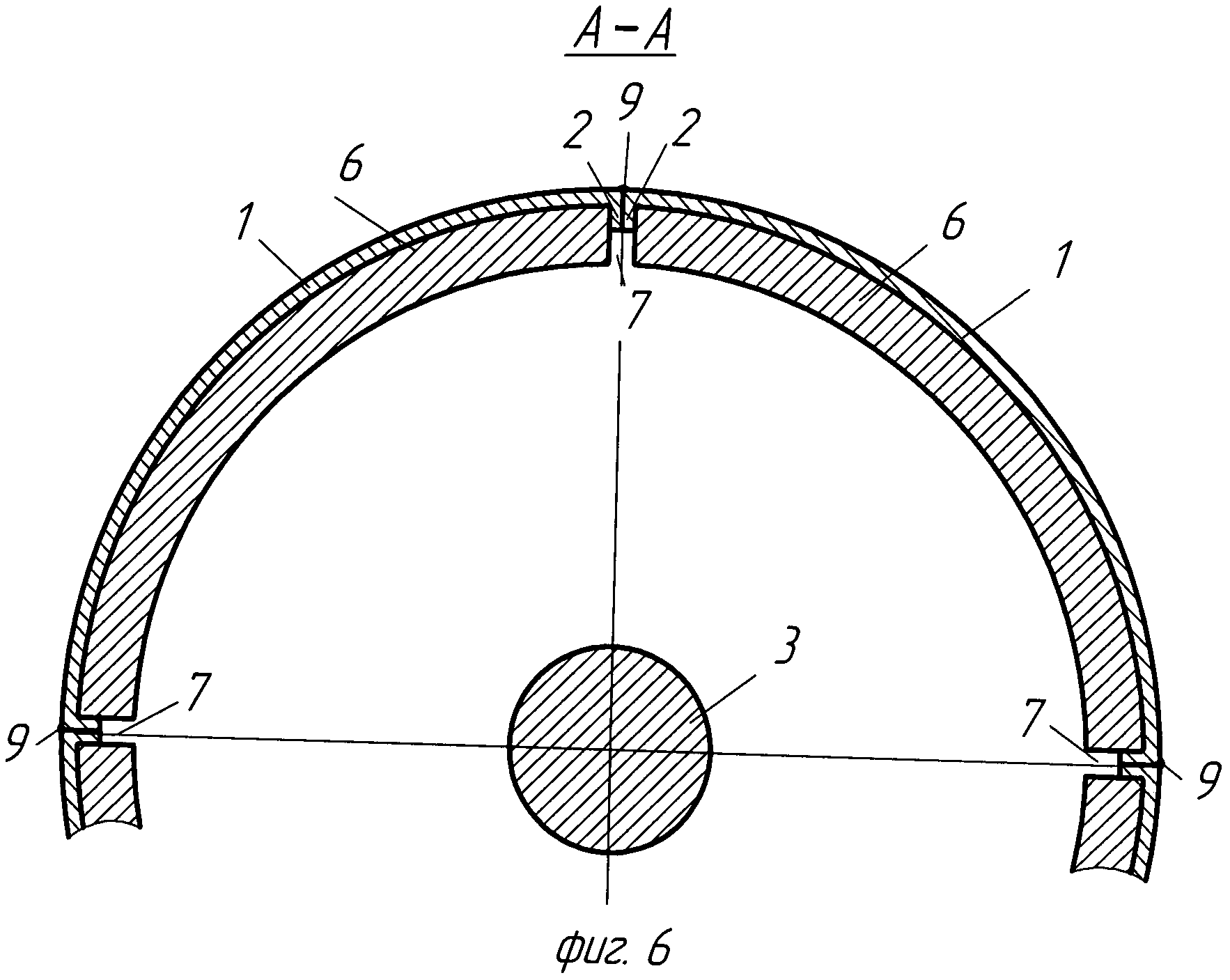
Способ изготовления моноколеса гтд из заготовки с обнаруженными при её обработке дефектами
Способ получения покрытия на имплантатах из титана и его сплавов
Способ восстановления бандажных полок лопаток компрессора газотурбинных двигателей (гтд)
Способ нанесения износостойкого покрытия на бандажную полку лопатки турбомашин из никелевых сплавов
Способ изготовления блинга газотурбинного двигателя электронно-лучевой сваркой
Смеситель для приготовления раствора реагента
Состав литейного жаропрочного сплава на основе никеля
Способ получения литого сплава в режиме горения
Способ получения литого оксидного материала и материал, полученный этим способом
Смесь для изготовления литейных керамических стержней
Способ ремонта гребешков лабиринтных уплотнений рабочих лопаток турбины газотурбинного двигателя
Двигатель для летательного аппарата
Устройство для электроэрозионной обработки глубоких отверстий малого диаметра
Способ изготовления полой лопатки

