Результат интеллектуальной деятельности: СПОСОБ КОВКИ ТЕРМОМЕХАНИЧЕСКОЙ ДЕТАЛИ, ВЫПОЛНЕННОЙ ИЗ ТИТАНОВОГО СПЛАВА
Вид РИД
Изобретение
Настоящее изобретение относится к способу ковки термомеханической детали, выполненной из бета- или альфа/бета-титанового сплава.
Настоящее изобретение относится также к способу изготовления термомеханической детали, включающему способ ковки.
Настоящее изобретение относится также к термомеханической детали, полученной способом ковки или способом изготовления, причем термомеханическая деталь является поковкой из псевдо-бета альфа/бета-сплава, имеющей мелкозернистую и однородную микроструктуру с размером зерна порядка от 50 микрометров (мкм) до 100 мкм.
Настоящее изобретение относится также к турбомашине, содержащей такую термомеханическую деталь.
Более конкретно, но не ограничиваясь этим, изобретение относится к деталям вращения турбомашин, таким как диски, цапфы и рабочие колеса и, в частности, диски компрессоров высокого давления, в частности роторов с цельнофрезерованными лопатками (РЦЛ). Такие детали вращения обычно имеют толщину более 10 миллиметров (мм) или даже 20 мм, или 30 мм.
Настоящее изобретение относится ко всем типам термостабилизированного титанового сплава: титановым сплавам бета-класса и альфа/бета-класса (здесь эти термины относятся к структуре готовой детали).
Более конкретно, настоящее изобретение относится к титановым сплавам, известным как «псевдо-бета альфа/бета» сплавы, где термин «альфа/бета» соответствует микроструктуре детали, то есть сосуществованию альфа- и бета-фаз титана, когда деталь изготавливается способом ковки. Способ ковки включает, в частности, окончательный этап деформации титанового сплава в области бета путем ковки.
Следует отметить, что область бета титанового сплава соответствует температурам выше, чем температура Tβ превращения в бета-фазу, где температуры ниже, чем температура Tβ бета-фазы, соответствуют области альфа/бета.
В настоящее время в технологии, используемой заявителем для изготовления дисков компрессора высокого давления, включая РЦЛ, способ ковки соответствует диаграмме, показанной на фиг.1 и описанной ниже.
Сначала отливка из титанового сплава, полученная путем литья, превращается в слиток любой требуемой формы, которая обычно бывает цилиндрическая.
Такой слиток представляет собой полуфабрикат и получается путем расплавления промежуточного сплава один или более раз и затем отливания отливки, которая подвергается ковке на установке точного термомеханического цикла (который не соответствует способу ковки настоящего изобретения), что производится в целях уменьшения сечения отливки и получения слитка с контролируемыми металлургическими и размерными характеристиками.
В качестве примера, процесс(ы) плавки производится с использованием одного из следующих способов: вакуум-дугового переплава (ВДП), электронно-лучевого рафинирования с холодным подом (ЭЛРХП) или плазменно-дуговой плавки (ПДП).
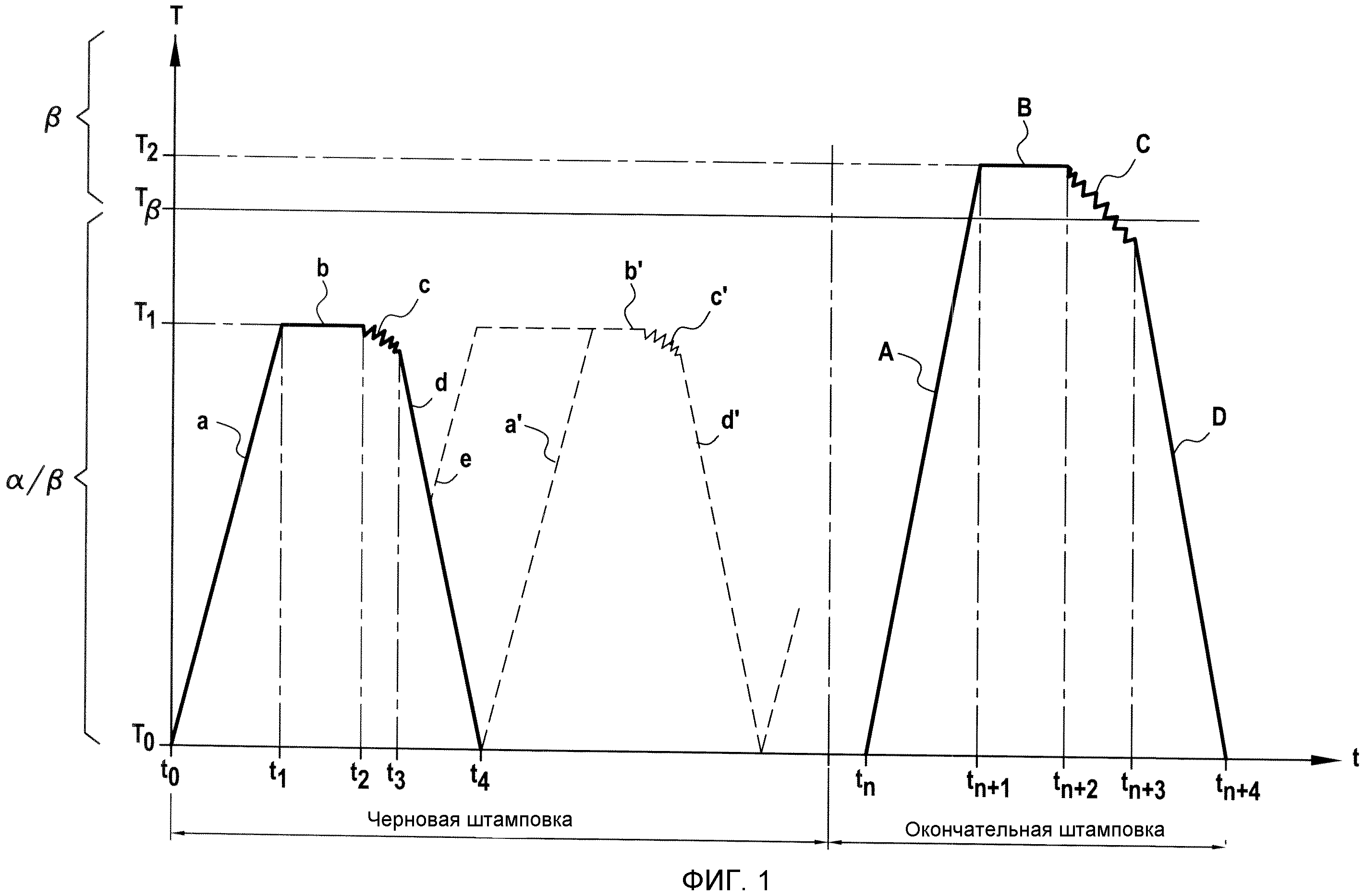
Затем слиток подвергается способу ковки, показанному на фиг.1 в виде графика зависимости температуры, которой подвергается слиток, от времени.
Как правило, но не всегда, сначала выполняют первый этап ковки, который состоит из одной или более промежуточных операций ковки или «черновой ковки».
В течение такой черновой ковки слиток сначала нагревают (условное обозначение а) в промежутке времени от t0 до t1 от температуры T0 до температуры T1, что ниже температуры Tβ превращения в бета-фазу. Обычно эта температура T1 является примерно температурой превращения в бета-фазу минус шестьдесят градусов (Tβ-60°C), и это повышение температуры, что зависит от массы слитка, происходит примерно в течение 2 часов, например, для слитка диаметром 200 мм.
После этого слиток выдерживают при температуре T1 (условное обозначение b) в промежутке времени от t1 до t2, соответствующем продолжительности примерно 1 час или более, чтобы обеспечить, что весь материал, составляющий слиток, достиг температуры T1, до перехода непосредственно к операции ковки (условное обозначение с), то есть пластической деформации в горячем состоянии, выполняемой с помощью пресса (штамповка), молота, прокатного стана, … и действующей на слиток в течение времени t2 и t3, соответствующем нескольким десятым секунды, таким образом получая заготовку. В течение этой операции ковки заготовка находится в условиях окружающего воздуха, и поэтому поверхность детали естественно охлаждается на несколько десятых градуса, а внутренняя часть детали охлаждается немного или даже разогревается на несколько градусов в зависимости от массы детали и условий ковки и, в частности, от скорости деформации.
Наконец, для завершения ковки заготовки заготовке дают остыть (условное обозначение d) до температуры окружающей среды T0 в промежутке времени t3 и t4, соответствующем продолжительности приблизительно в несколько десятых минуты.
Начиная со времени t4 или заготовка остается при температуре окружающей среды T0 до времени tn, при котором начинается второй этап ковки или окончательная ковка, или же выполняются операции второй или дополнительной другой черновой ковки (условные обозначения а', b', с', d' для второй черновой ковки), которые аналогичны первой черновой ковке (условные обозначения а, b, c, d), как описано выше. Таким образом, когда выполняется вторая или дополнительная другая черновая операция до выполнения второго или окончательного этапа ковки, непосредственно операция ковки всегда выполняется при температуре T1, ниже, чем температура Tβ превращения в бета-фазу, и, в частности, при такой же температуре, которая была использована для первой черновой ковки.
При этом альтернатива заключается в более быстром начале второй операции черновой ковки путем повторного нагрева заготовки (условное обозначение е) между временем t3 и t4 первой операции черновой ковки, то есть не дожидаясь полного остывания заготовки до температуры окружающей среды T0 (условное обозначение d для первой черновой ковки). При этом вторую операцию черновой ковки начинают повторением повышения температуры заготовки (условное обозначение е) до температуры T1 и затем продолжают поддерживать температуру (условное обозначение b') до непосредственной операции ковки (условное обозначение с'). Эта альтернатива помогает сократить время, затрачиваемое на способ ковки, и избежать риска появления в микроструктуре слитка изменения во время полного остывания и последующего повышения температуры (условные обозначения d и а').
Для второго или окончательного этапа ковки, которая начинается во время tn, выполняемые этапы аналогичны операции черновой ковки, за исключением величины температуры, до которой разогревают заготовку перед выполнением непосредственной операции ковки, так как температура теперь соответствует температуре T2, которая выше температуры Tβ превращения в бета-фазу. Обычно эта температура Т2 находится в пределах температуры превращения в бета-фазу плюс двадцать пять градусов (Tβ+25°C).
Более конкретно, окончательная ковка включает нагрев заготовки (условное обозначение А) между временем tn и tn+1 от температуры окружающей среды T0 до температуры T2 и затем ее выдержку при температуре Т2 (условное обозначение В) между временем tn+1 и tn+2 до выполнения непосредственно операции ковки (условное обозначение С) на заготовке между временем tn+2 и tn+3. Эта операция ковки заготовки (условное обозначение С) выполняется при температуре Т2 в области бета (температура выше, чем Tβ) с постепенным охлаждением заготовки во время этой операции ковки и возможным воздействием на часть заготовки, которая подвергается операции ковки, так что она будет иметь температуру, которая ниже, чем Tβ, и, таким образом, также будет подвергнута ковке при температуре, которая соответствует области альфа/бета. Наконец, поковку, полученную таким способом, охлаждают (условное обозначение D), при этом эту кованую заготовку или поковку охлаждают до температуры окружающей среды T0 между временем tn+3 и tn+4.
Другие ковочные параметры этапов черновой ковки и этапа окончательной ковки и, в частности, скорость ковки, время перехода между нагревательной печью и ковочным оборудованием, время перехода между ковочным оборудованием и системой охлаждения детали после ковки определяются как функция формы и массы поковки, а также как функция применяемого промышленного оборудования.
Количество операций черновой ковки, а также характеристики непосредственно каждой операции ковки (условные обозначения с, с', …, С) на этапе черновой ковки и на этапе окончательной ковки и, в частности, применяемое ковочное оборудование (гидравлический пресс, механический винтовой пресс, молот, прокатный стан), положение слитка/заготовки относительно ковочного оборудования, прилагаемое усилие и его продолжительность, а также количество повторов, все это определяется для каждого вида детали в зависимости от ее формы и массы, в применении заранее установленной процедуры, которая позволяет слитку и затем заготовке постепенно деформироваться с тем, чтобы превратиться, в конце способа ковки, в кованую поковку с необходимыми геометрическими характеристиками.
Во время непосредственно каждой операции ковки (условные обозначения с, с', …, С) на этапе черновой ковки и этапе окончательной ковки деталь подвергается деформации как макроскопического, так и микроскопического характера.
В конце окончательной операции ковки получается поковка, которая представляет собой продукцию, которую можно назвать готовым изделием в том смысле, что оно больше не подвергается последующим операциям ковки и/или операциям пластической деформации; это изделие в последующем подвергается механической обработке и дополнительной обработке, в частности зачистке поверхности в зависимости от условий его использования, в частности, в двигателе турбомашины.
Известный способ изготовления поковки обычно является удовлетворительным. Тем не менее, при определенных условиях имеется риск создания поковки, которая не будет точно соответствовать всем критериям для обеспечения ее ожидаемых механических свойств.
Несмотря на все меры предосторожности, которые приняты во внимание при ее разработке, иногда может случиться, что слиток титанового сплава, который подвергается описанному выше способу изготовления путем ковки, изначально имеет микроструктуру, которая не является однородной, а гетерогенной. В частности, может иметь место микроструктура, которая содержит одно или более крупных зерен титана с возможным размером в несколько миллиметров или даже порядка сантиметра, в частности зерна бета-титана. Эти крупные зерна, которые не рекристаллизировались в более мелкие зерна, образуют изолированные участки, которые из-за их большого размера не могут видоизмениться, то есть они не превращаются в рекристаллизованные зерна меньшего размера путем описанного выше способа ковки.
Такая ситуация встречается особенно в случае большого размера обрабатываемых деталей, в частности их значительной высоты, которая может быть порядка от 100 мм до 200 мм или даже 250 мм, или когда сами исходные слитки (или заготовки) имеют большие размеры, например диаметр порядка 250 мм.
Задачей настоящего изобретения является создание способа ковки, который помогает преодолеть недостатки известного уровня техники и, в частности, позволяет устранить в заготовке любую неоднородную микроструктуру и, в частности, устранить в исходном слитке любые крупные зерна с тем, чтобы обеспечить поковку с однородной микроструктурой.
Для этого в настоящем изобретении предлагается способ ковки термомеханической детали из бета- или альфа/бета-титанового сплава, включающий этапы, на которых:
обеспечивают слиток, выполненный из титанового сплава, имеющего температуру Tβ превращения в бета-фазу;
выполняют по меньшей мере один этап черновой ковки слитка, на котором слиток нагревают до температуры T1 ниже температуры Tβ превращения в бета-фазу до выполнения непосредственно операции ковки, во время которой слиток подвергают пластической деформации с получением заготовки, а затем охлаждают заготовку; и
выполняют этап окончательной ковки заготовки, на котором заготовку нагревают до температуры Т2 выше температуры Tβ превращения в бета-фазу до выполнения непосредственно операции ковки, во время которой заготовку подвергают пластической деформации с получением поковки, а затем поковку охлаждают.
Согласно изобретению данный способ отличается тем, что операция ковки на этапе черновой ковки обеспечивает во всех точках слитка локальную деформацию, которая больше минимального коэффициента деформации.
Термин «коэффициент деформации», использованный здесь, подразумевает суммарную пластическую деформацию в точке детали, также известную как «эквивалентная деформация» возникающую на детали, которая подвергается операции черновой ковки.
Таким образом, смысл заключается в том, чтобы выполнить операцию ковки на этапе черновой ковки (или по меньшей мере во время одного этапа черновой ковки, если имеет место несколько таких этапов) так, чтобы некоторая минимальная величина локальной деформации была достигнута во всех точках слитка, то есть чтобы слиток был подвержен не только общей деформации, но, прежде всего, некоторой минимальной величине локальной деформации во всех точках.
Таким образом, решение настоящего изобретения сводится к изменению условий деформации, которой подвергается слиток в течение способа ковки во время непосредственной операции ковки (условное обозначение с и/или с') по меньшей мере на одном из этапов черновой ковки, то есть для операции(й) ковки, выполненной в области альфа/бета, то есть ниже температуры Tβ превращения в бета-фазу.
Следует отметить, во-первых, что решение данного изобретения относится к этапу черновой ковки и не относится к этапу окончательной ковки и, во-вторых, что решение изобретения основывается на обеспечении того, что некоторая минимальная величина деформации происходит локально, а не на обеспечении некоторой минимальной величины общей деформации детали.
Существуют способы ковки типа, описанного в вводной части, в которых заготовка подвергается некоторой минимальной величине деформации во время операции ковки С на этапе окончательной ковки в области бета, который выполняется при температуре Т2. Таким образом, в отдельных случаях применения заявитель применяет коэффициент деформации больше, чем 0,7 ко всем точкам детали в течение операции ковки, то есть каждая точка детали после операции окончательной ковки в области бета подвергается коэффициенту деформации больше, чем 0,7.
Эта минимальная величина локальной деформации, которой подвергается слиток во время этапа окончательной ковки в области бета, позволяет получить мелкозернистую микроструктуру, созданную из зерен, которые обычно являются бета-зернами.
В этих условиях и несмотря на то что температура детали является выше температуры Тβ превращения в бета-фазу, заявитель обнаружил, что этап окончательной ковки не позволяет получить мелкозернистую и однородную микроструктуру, несмотря на то что достигнут коэффициент локальной деформации, в частности, если заготовка (или слиток) имела ранее микроструктуру, которая была неоднородной, в частности микроструктуру с одиночными крупными зернами.
В данном изобретении неожиданно было обнаружено, что несмотря на то что операция ковки, во время которой минимальный коэффициент деформации распространяется на все точки слитка, происходит при температуре ниже, чем температура Тβ превращения в бета-фазу, в поковке достигается мелкозернистая и однородная микроструктура, даже если заготовка (слиток) имеет микроструктуру, которая является неоднородной, в частности микроструктуру с одиночными крупными зернами.
Такое решение также является дополнительным преимуществом, так как позволяет избежать изменения условий, в которых выполняется этап окончательной ковки, которую довольно трудно осуществить из-за достигнутой температуры (температура T2 больше температуры Тβ превращения в бета-фазу).
Минимальный коэффициент деформации обеспечивается во всех точках слитка в результате непосредственно операции ковки на этапе черновой ковки, коэффициент которой составляет по меньшей мере 0,2, а минимальный коэффициент деформации предпочтительно составляет 0,3, а лучше 0,4.
На практике подтверждено, что минимальный коэффициент локальной деформации действительно достигается во всех точках слитка с помощью вычислительных средств для численного моделирования собственно операции ковки.
Таким образом, используя такие вычислительные средства, можно обеспечить удовлетворительные критерии для минимальной величины деформации.
Предпочтительно, способ относится к альфа/бета-титановому сплаву.
В частности, предпочтительно использовать один из следующих двух сплавов:
титановый сплав, известный как Ti 6242 или Ti-6Al-2Sn-4Zr-2Мо, который включает примерно 6% алюминия, 2% олова, 4% циркония и 2% молибдена (сплав TA6Zr4DE в металлургической номенклатуре); или
титановый сплав, известный как Ti 17 или TACD4, или Ti-5Al-4Mo-4Cr-2Sn-2Zr, который имеет примерно 5% алюминия, 4% молибдена, 4% хрома, 2% олова и 2% циркония.
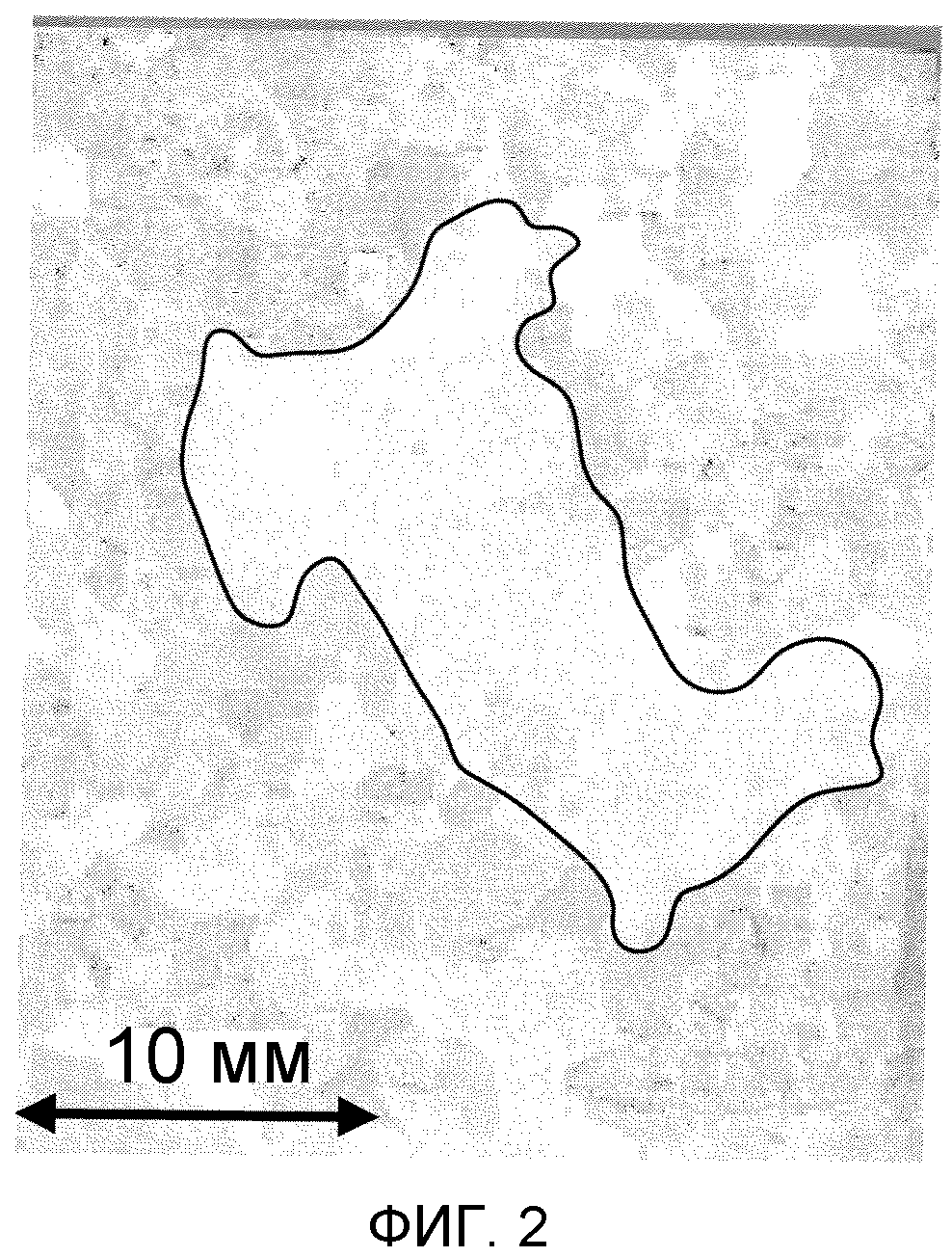
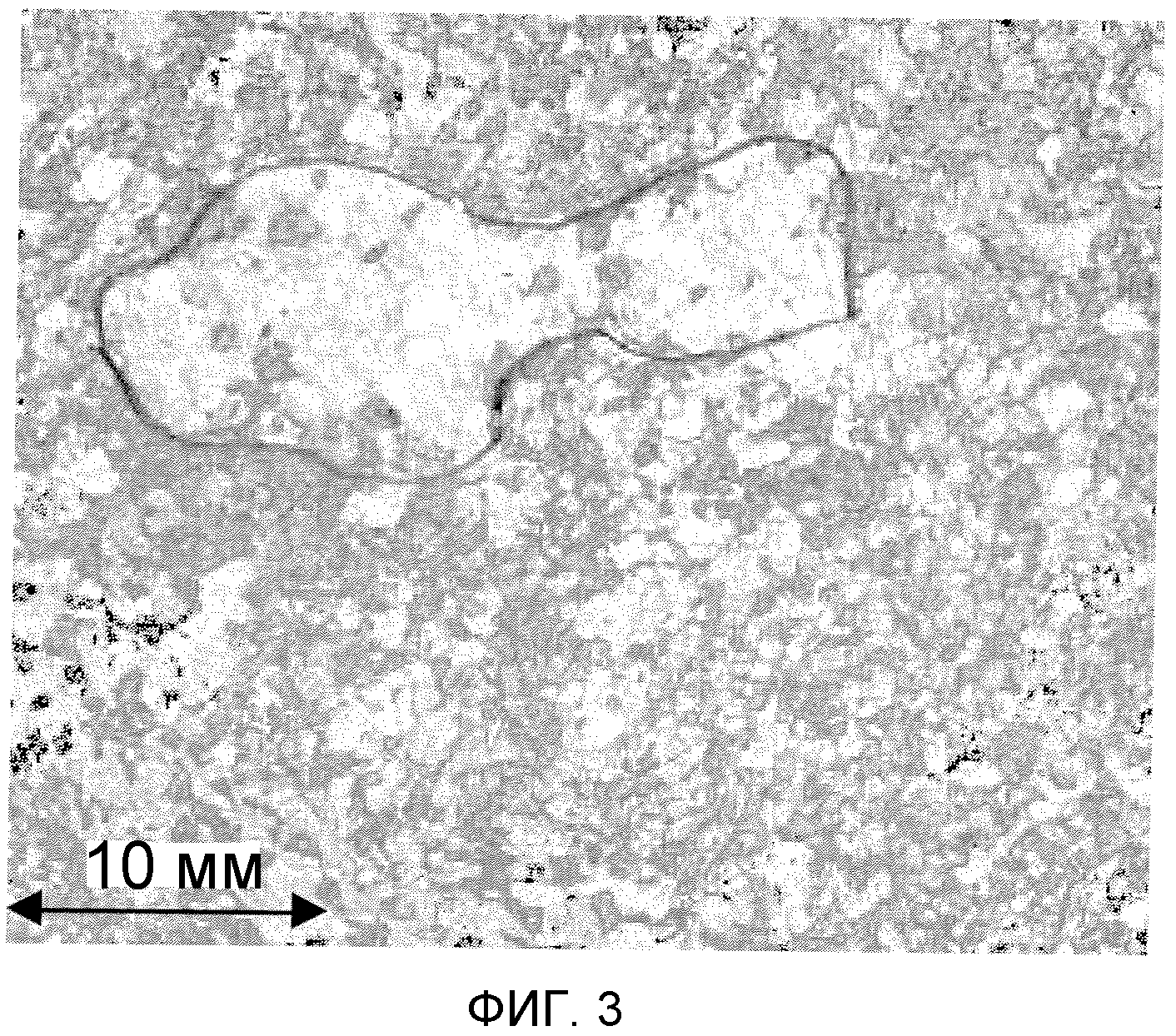
На фиг.2 и 3 показаны соответствующие фотографии микроструктур, которые относятся к ситуации до выполнения способа ковки согласно настоящему изобретению, и измененной микроструктуры, полученной в результате способа ковки согласно настоящему изобретению.
Так, на фиг.2 видно очень крупное зерно нерекристаллизованной бета-фазы с размером порядка 20 мм×8 мм, замеченное в слитках.
В этом случае был осуществлен способ ковки с применением титанового сплава Ti17, включающий один этап черновой ковки, при котором, для этого этапа черновой ковки, операция ковки достигла деформации, большей, чем минимальный коэффициент деформации, равный 0,3, во всех точках слитка.
Результат, наблюдаемый на фиг.3, свидетельствует о том, что очень крупное зерно бета-фазы действительно рекристаллизовалось, так как на ней представлена микроструктура, которая является однородной и мелкозернистой, то есть с размером зерна порядка от 50 мкм до 100 мкм.
В целом, с помощью способа ковки согласно настоящему изобретению полученная в результате термомеханическая деталь представляет собой поковку из псевдо-бета альфа/бета-сплава с микроструктурой, которая более мелкозернистая или более измельченная, чем микроструктура исходного слитка, причем полученная мелкозернистая микроструктура имеет типичный размер зерна порядка нескольких сотен микрометра не более.
Среди других возможных вариантов способа ковки согласно настоящему изобретению имеются следующие:
способ ковки, включающий по меньшей мере два этапа черновой ковки и обеспечивающий то, что по меньшей мере для одного из двух последовательных этапов черновой ковки операция ковки обеспечивает во всех точках слитка деформацию больше минимального коэффициента деформации, составляющего 0,2; или
способ ковки, включающий по меньшей мере первый и второй этапы черновой ковки и в котором для одного из первого и второго этапов черновой ковки операция ковки обеспечивает во всех точках слитка деформацию, которая больше минимального коэффициента деформации, составляющего 0,3; или
способ ковки, включающий по меньшей мере два этапа черновой ковки и в котором для каждого этапа черновой ковки операция ковки обеспечивает во всех точках слитка деформацию, которая больше минимального коэффициента деформации, составляющего 0,2.
При таких условиях можно обеспечить два, три, четыре или более этапов черновой ковки.
Устройство уменьшения шума взаимодействия струи/пилона в турбореактивных двигателях
Способ и устройство для электролитического осаждения покрытия
Способ неразрушающего контроля и устройство для осуществления способа
Термическая обработка мартенситной нержавеющей стали после переплавки под слоем шлака
Способ изготовления никелевых суперсплавов типа inconel 718
Способ изготовления металлического элемента жесткости лопатки турбомашины
Компрессор и газотурбинный двигатель с оптимизированным коэффициентом полезного действия
Способ изготовления изделия из композиционного материала
Герметизирующее устройство для масляной камеры турбореактивного двигателя
Устройство перехода винта в реверс, содержащее приводной механизм, действующий на кривошип
Способ изготовления массивной детали
Устройство уменьшения шума взаимодействия струи/пилона в турбореактивных двигателях
Способ и устройство для электролитического осаждения покрытия
Способ неразрушающего контроля и устройство для осуществления способа
Термическая обработка мартенситной нержавеющей стали после переплавки под слоем шлака
Способ изготовления никелевых суперсплавов типа inconel 718
Способ изготовления металлического элемента жесткости лопатки турбомашины
Компрессор и газотурбинный двигатель с оптимизированным коэффициентом полезного действия
Способ изготовления изделия из композиционного материала
Герметизирующее устройство для масляной камеры турбореактивного двигателя

