Результат интеллектуальной деятельности: СПОСОБ ДЛЯ УСТАНОВКИ ПРИВОДНОЙ НАГРУЗКИ ДЛЯ МНОЖЕСТВА ПРИВОДОВ ПРОКАТНОГО СТАНА ДЛЯ ПРОКАТКИ ПРОКАТЫВАЕМОГО МАТЕРИАЛА, УСТРОЙСТВО УПРАВЛЕНИЯ И/ИЛИ РЕГУЛИРОВАНИЯ, НОСИТЕЛЬ ИНФОРМАЦИИ, ПРОГРАММНЫЙ КОД И ПРОКАТНАЯ УСТАНОВКА
Вид РИД
Изобретение
Изобретение относится к способу для установки приводных нагрузок для множества приводов прокатного стана для прокатки прокатываемого материала, причем прокатный стан содержит несколько прокатных клетей, и с каждой прокатной клетью сопоставлен по меньшей мере один привод для приведения в действие рабочих валков, содержащихся в соответствующей прокатной клети, причем приводные нагрузки устанавливаются на основе работы прокатной клети согласно первой таблице прокатки, по существу, на первое заданное значение. Кроме того, изобретение относится к устройству управления и/или регулирования для прокатной установки, а также к прокатной установке. Также изобретение относится к носителю информации и машиночитаемому программному коду.
Настоящее изобретение относится к технической области технологии прокатки. Прокатка металлических материалов служит, как правило, для изготовления полуфабрикатов, которые затем используются в металлообрабатывающей промышленности, например, в автомобильной промышленности.
Прокатная установка должна, как правило, иметь возможность изготавливать самые различные металлические полуфабрикаты, которые различаются, например, по обрабатываемому металлу, по свойствам текстуры обрабатываемой стали и пространственным размерам, в особенности, по толщине.
В этом отношении, требуется, чтобы работа прокатной установки могла таким образом перестраиваться, чтобы, например, полосы с самыми различными свойствами могли изготавливаться одна за другой по возможности быстро, так чтобы достигалась высокая производительность установки. Это требуется как для горячей прокатки, так и для холодной прокатки.
Подобная перестройка режима прокатки, в частности, оказывает влияния на распределение приводных нагрузок для приводов прокатного стана. Приводные нагрузки зависят от осуществляемых в прокатных клетях уменьшений толщины (обжатий) прокатываемого материала, температуры прокатываемого материала, типа прокатываемого материала, такого как сталь, медь и т.д.
В выложенной заявке Кореи KR 2003004835-А описан способ автоматической установки распределения нагрузки для прокатной установки непрерывной прокатки. При этом задаются заданные значения для распределения нагрузки, которые должны реализовываться при достижении желательной выпускной толщины.
Задачей настоящего изобретения является создать усовершенствованный способ для выполнения перераспределения приводных нагрузок в прокатном стане, а также соответствующее устройство управления и/или регулирования, программный код, носитель записи и прокатную установку для этого.
В части способа указанная задача решается посредством способа вышеописанного типа, причем во время прокатки приводные нагрузки устанавливаются в направлении второго заданного значения, основанного на второй таблице прокатки, отличающейся от первой таблицы прокатки, причем по меньшей мере во время установки вторых заданных значений устанавливается скорость на входе прокатываемого материала в прокатный стан в зависимости от скорости на выходе прокатываемого материала агрегата, размещенного перед прокатным станом в направлении массового потока.
Как правило, второе заданное значение для приводной нагрузки для соответствующего привода отличается от первого заданного значения для приводной нагрузки этого привода. Однако, при обстоятельствах, часть приводов прокатного стана получает второе заданное значение на основе второй таблицы прокатки, которое не существенно отличается от величины первого заданного значения. Это особенно имеет место для приводов прокатных клетей, которые находятся в начале прокатного стана и, соответственно, не должны испытывать никакого изменения приводной нагрузки.
Подлежащая установке скорость на входе служит в качестве постоянного, не подгоняемого произвольным образом, входного параметра для прокатного стана, который, в частности, не подвергается влиянию посредством процессов после первой в направлении массового потока прокатной клети прокатного стана. Напротив, скорость на входе прокатываемого материала в прокатную клеть зависит от скорости на выходе прокатываемого материала одного или более агрегатов, которые предпочтительно расположены в направлении массового потока исключительно перед прокатным станом.
В качестве скорости на выходе предпочтительно применяется фактическая скорость на выходе прокатываемого материала агрегата, расположенного в направлении массового потока перед прокатным станом. В качестве альтернативы, может применяться заданная скорость на выходе прокатываемого материала агрегата, расположенного в направлении массового потока перед прокатным станом. Предпочтительным образом применяется скорость на выходе того агрегата прокатной установки, который имеет наименьшую динамику во времени и поэтому при изменениях в его процессе реагирует более инерционно, чем другие агрегаты при изменениях процессов, возникающих в этих агрегатах. Этот агрегат с наименьшей динамикой во времени представляет, как правило, ограничение в отношении изменения скорости на входе прокатного стана, так как он не может технически отслеживать, соответственно, относительно быстро происходящие изменения скорости на входе прокатного стана.
Агрегат представляет собой устройство, обрабатывающее или перерабатывающее или создающее прокатываемый материал в прокатной установке, которое находится в косвенном или прямом взаимодействии с прокатным станом. Примерами этого являются моталка, печь, прокатная клеть, разливочная машина, ножницы, удалитель окалины, участок охлаждения и т.д.
В известных способах для распределения нагрузок в прокатном стане скорость на входе, как правило, является переменным регулирующим воздействием, с помощью которого, например, реагируют на колебания массового потока или колебания натяжения полосы в прокатном стане, обусловленные перестройкой режима работы прокатного стана. Тем самым обусловленные изменением приводных нагрузок отклонения в параметрах процесса, например, массовом потоке, могут корректироваться.
Однако изменение скорости на входе распространяется, при обстоятельствах, на агрегаты, расположенные в направлении массового потока перед прокатным станом. В зависимости от конструкции прокатной установки, это может привести к существенным проблемам при управлении процессами, протекающими на агрегатах, расположенных в направлении массового потока перед прокатным станом. Это может привести к нежелательным замедлениям процесса, чтобы сформировать времена ожидания во избежание коллизий для прокатываемого материала, например, в «пакетном режиме», вплоть до прерываний процесса для агрегатов, расположенных в направлении массового потока перед прокатным станом.
Однако это может быть устранено с помощью настоящего изобретения за счет того, что скорость на входе прокатываемого материала в прокатный стан определяется, устанавливается и поддерживается таким образом, что согласование скорости на выходе прокатываемого материала агрегата, расположенного в направлении массового потока перед прокатным станом, со скоростью на входе прокатного стана не требуется или требуется лишь в малой степени. В этой связи «в малой степени» означает, что на процесс агрегата, расположенного в направлении массового потока перед прокатным станом, посредством изменения скорости на входе оказывается влияние лишь таким образом, что агрегат это влияние на процесс выдерживает, и оно не приводит к прерыванию процесса или ошибке процесса на этом агрегате.
В частности, агрегаты, расположенные в направлении массового потока перед прокатным станом, могут, согласно их заданным значениям, эксплуатироваться, не требуя коррекции заданных значений на основе процессов, являющихся последующими в направлении массового потока, например, на основе распределения нагрузки в прокатном стане.
Иными словами, с помощью изобретения, обусловленные перераспределением приводной нагрузки возмущения массового потока в прокатном стане полностью могут быть отработаны. То есть не требуется обязательным образом отработка противоположно направлению массового потока, как это является обычным в настоящее время.
Однако возможно применять также смешанную каскадную отработку колебаний массового потока в прокатном стане во время перевода в направлении массового потока и против направления массового потока. Например, скорость на входе прокатываемого материала в прокатный стан во время изменения приводных нагрузок изменяется, таким образом воздействуя на предшествующие в направлении массового потока процессы, что они не могут достаточно быстро отслеживать изменение скорости на входе в прокатный стан техническими средствами регулирования, то есть происходит существенное возмущение процесса в агрегатах, расположенных в направлении массового потока перед прокатным станом. Для этого дополнительно к скорости на выходе учитывается динамика во времени самого инерционного агрегата, расположенного в направлении массового потока перед прокатным станом, то есть как быстро и в каком объеме этот агрегат может реагировать на изменения процесса, чтобы не возникали необратимые возмущения процесса.
Помимо этого требуемые коррекции массового потока затем отрабатываются каскадно в направлении массового потока. Это имеет преимущество, заключающееся в том, что исполнительные элементы при перераспределении приводных нагрузок в задних прокатных клетях при смешанной прямой и обратной отработке каскадирования возмущений процесса в прокатном стане подвергаются менее сильным напряжениям, так как за счет уменьшенной скорости на входе прокатываемого материала в прокатный стан также снижается скорость прокатки прокатываемого материала в задних прокатных клетях прокатного стана. Особенно для установочных перемещений, а также для ускорений на отдельных прокатных клетях это может иметь значение.
Предложенное изобретение применимо как для горячей прокатки, так и для холодной прокатки металлических полос.
В частности, является предпочтительным, при выполнении соответствующего изобретению способа, выключать на время автоматическое управление толщиной (AGC) для соответствующей прокатной клети прокатного стана, чтобы избежать ошибочных регулирующих вмешательств при перераспределении приводных нагрузок прокатываемого материала.
Предпочтительным также является, что скорость на входе устанавливается в зависимости от скорости на выходе прокатываемого материала агрегата, расположенного в направлении массового потока перед прокатным станом, по существу постоянной. В частности, для медленно изменяющихся, предшествующих прокатному стану процессов, тем самым особенно просто могут быть достигнуты соответствующие изобретению преимущества. Это является особенно предпочтительным в установках непрерывного литья многослойных слитков, так как скорость отливки, как правило, постоянна, и разливочный агрегат, как правило, является агрегатом с наименьшей динамикой во времени. В частности, это также является предпочтительным в прокатных установках, агрегаты которых в процессе изготовления посредством прокатываемого материала связаны друг с другом, то есть прокатываемый материал выполнен сплошным от разливочного агрегата до наматывающего устройства для намотки горячей полосы.
В частности, изобретение позволяет гарантировать постоянный массовый поток со стороны входа в прокатную установку. Это приводит к соответствующей надежности планирования и плавному ходу процессов, предшествующих прокатному стану в направлении массового потока.
Таблица прокатки воспроизводит, как правило, сокращения толщины и окружные скорости рабочих валков для соответствующих прокатных клетей рабочих валков. Если снижение толщины для прокатной клети переустанавливается, то принудительным образом вся таблица прокатки изменяется. Либо необходимо учитывать изменение снижения толщины в прокатной клети за счет следующих за ней прокатных клетей, чтобы обеспечить постоянную толщину на выходе из прокатного стана, либо посредством изменения таблицы прокатки осуществляется целенаправленное изменение толщины на выходе из прокатного стана. В обоих случаях это непосредственно воздействует на приводные нагрузки приводов, соотнесенных с соответствующими прокатными клетями.
В предпочтительном варианте осуществления изобретения прокатываемый материал при работе прокатного стана согласно первой таблице прокатки и при работе согласно второй таблице прокатки прокатывается на одинаковую толщину на выходе. Это означает, что посредством соответствующего изобретению способа при текущем процессе прокатки толщина на выходе прокатываемого материала из прокатного стана поддерживается и одновременно распределение нагрузки приводов для прокатных клетей прокатного стана может оптимизироваться без нежелательного обратного воздействия на агрегаты, расположенные в направлении массового потока перед прокатным станом.
Особенно предпочтительным является, что способ выполняется во времени после предпринятого перевода в ходе прокатки прокатываемого материала в прокатном стане от первой толщины на выходе прокатного стана к второй толщине на выходе прокатного стана, отличающейся от первой толщины на выходе.
Под толщиной на выходе понимается толщина после последней прокатной клети прокатного стана, а под толщиной на входе понимается толщина прокатываемого материала перед первой прокатной клетью прокатного стана. Способ, таким образом, пригоден для перевода как от более тонкой толщины на выходе к более толстой толщине на выходе, так и наоборот.
При переводе прокатываемого материала от первой толщины на выходе из прокатного стана к отличающейся от первой, второй толщине на выходе из прокатного стана, как правило, предпринимаются изменения таблицы прокатки, которые учитывают технические ограничения установки, такие как предотвращение продолжительных перегрузок приводов. При изменении режима работы прокатного стана согласно первой таблице прокатки на режим работы прокатного стана согласно второй таблице прокатки, во время прокатки краевые условия, ввиду возмущений массового потока в прокатном стане, определяются иным образом, чем при стационарном режиме работы прокатного стана.
То есть, изобретение может, в особенности, предпочтительно использоваться, если сначала используется толщина на выходе согласно первой таблице прокатки, затем выполняется изменение толщины на выходе прокатного стана на основе второй таблицы прокатки во время прокатки. Вторая таблица прокатки вычисляется таким образом, что без проблем может осуществляться перевод от первой толщины на выходе ко второй толщине на выходе. Если вторая толщина на выходе установлена, то предпочтительным образом осуществляется непосредственно последующее изменение таблицы прокатки таким образом, что приводные нагрузки приводов прокатного стана для стационарного режима работы прокатного стана оптимизируются при толщине на выходе согласно второй таблице прокатки. Для этого вторая таблица прокатки переводится в третью таблицу прокатки. В этом примере вторая таблица прокатки соответствует упомянутой в пункте 3 первой таблице прокатки, а третья таблица прокатки - упомянутой в пункте 3 второй таблице прокатки.
В особенности комбинация способов «изменения толщины на выходе из прокатного стана во время прокатки» и последующей «оптимизации таблицы прокатки в отношении приводных нагрузок во время прокатки при постоянной толщине на выходе» повышает надежность работы установки и позитивно воздействует на срок службы приводов.
Особенно предпочтительно способ применим, если прокатный стан и по меньшей мере один агрегат, расположенный перед прокатным станом в направлении массового потока, связаны технологически посредством прокатываемого материала. При этом обратное действие при изменении скорости на входе из-за перераспределения нагрузки привода в прокатном стане особенно значительно. Посредством прокатываемого материала изменение скорости на входе непосредственно переносится на агрегат, расположенный в направлении массового потока перед прокатным станом, и тем самым создаются помехи процессу, выполняемому на этом агрегате.
В особенности, если агрегат, расположенный в направлении массового потока перед прокатным станом, является разливочным агрегатом, то слишком большое или слишком быстрое изменение скорости на входе в прокатный стан может привести к возмущениям процесса разливки вплоть до прерывания разливки. Тем самым предложенное изобретение является особенно предпочтительным для установки непрерывного литья многослойных слитков, которая предпочтительно эксплуатируется в «бесконечном режиме», то есть осуществляется непрерывная разливка и прокатка.
Касающаяся устройства часть задачи изобретения решается с помощью устройства управления и/или регулирования для прокатной установки, содержащей прокатный стан с множеством клетей, с машиночитаемым программным кодом, который включает в себя управляющие команды, при выполнении которых устройство для управления и/или регулирования побуждается к выполнению способов по любому из пунктов 1-4.
Кроме того, задача решается посредством машиночитаемого программного кода, для устройства управления и/или регулирования для прокатной установки, причем программный код включает в себя управляющие команды, которые побуждают устройство для управления и/или регулирования выполнять способ по любому из пунктов 1-4.
Кроме того, задача решается посредством носителя информации с сохраненным на нем машиночитаемым программным кодом согласно пункту 6.
Наконец, задача решается посредством прокатной установки с многоклетьевым прокатным станом, для прокатки металлического прокатываемого материала, с устройством управления и/или регулирования по пункту 5, с устройством для подачи скорости на выходе прокатываемого материала агрегата, расположенного в направлении массового потока перед прокатным станом, на устройство управления и/или регулирования по пункту 5, причем прокатные клети прокатного стана функционально связаны с устройством управления и/или регулирования. Под прокатной установкой при этом понимается любая установка, которая содержит прокатный стан, предпочтительно для обработки металлического прокатываемого материала, в частности, установки непрерывного литья многослойных слитков.
В другом предпочтительном выполнении прокатной установки прокатный стан является прокатным станом с высокой степенью обжатия и/или чистовым прокатным станом, расположенным за разливочным агрегатом в направлении массового потока. Прокатный стан с высокой степенью обжатия является в данном случае прокатным станом, состоящим из нескольких прокатных клетей, который прокатывает прокатываемый материал с сильным уменьшением толщины, когда он еще является очень горячим. При этом можно проводить различие между уменьшением толщины (обжатием) при жидком ядре (двухфазного потока) и обжатием при мягком ядре. Как правило, обжатие при жидком ядре не применяется в прокатном стане с высокой степенью обжатия, а применяется только обжатие при мягком ядре. При обжатии при мягком ядре, ядро прокатываемого материала является уже сплошным, но ввиду высокой температуры от примерно 1200о до 1300оС, еще очень мягкое. Если бы прокатываемый материал в прокатном стане с высокой степенью обжатия еще имел бы жидкое ядро, то ввиду высоких усилий в прокатном стане с высокой степенью обжатия следовало бы ожидать значительных возмущений процесса. С помощью прокатного стана с высокой степенью обжатия в случае обжатия при мягком ядре при сравнительно низких усилиях прокатки могут быть реализованы большие уменьшения толщины прокатываемого материала. Для подобного многоклетьевого прокатного стана с высокой степенью обжатия соответствующий изобретению способ может применяться предпочтительным образом. Кроме того, прокатный стан, альтернативно или дополнительно, может быть выполнен как многоклетьевой чистовой прокатный стан, который прокатывает прокатываемый материал до желательных конечных размеров.
Другие преимущества изобретения следуют из примера выполнения, который поясняется ниже более подробно со ссылками на последующие схематично представленные чертежи, на которых показано следующее:
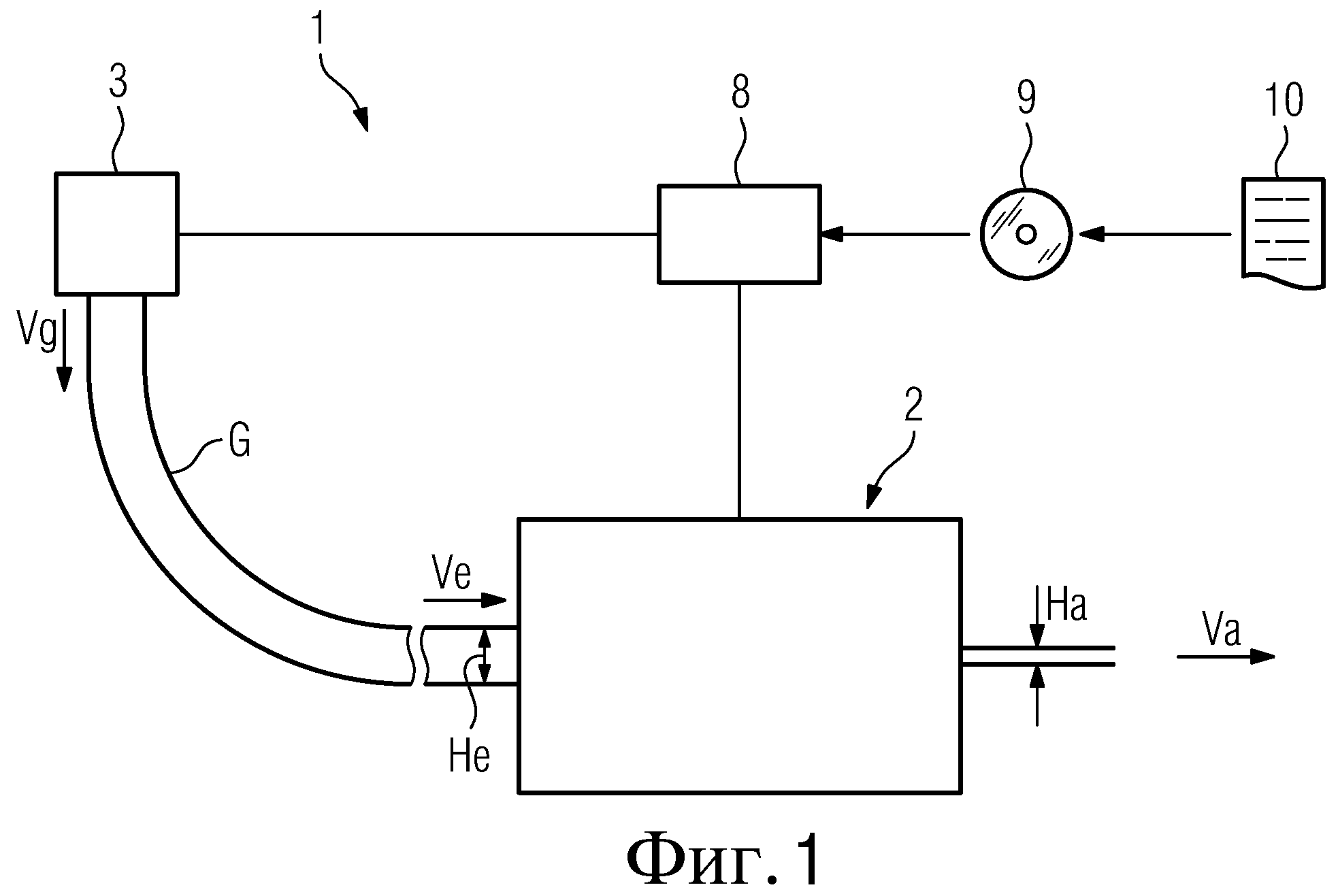
Фиг. 1 - схематичное представление установки непрерывного литья многослойных слитков в кокиль,
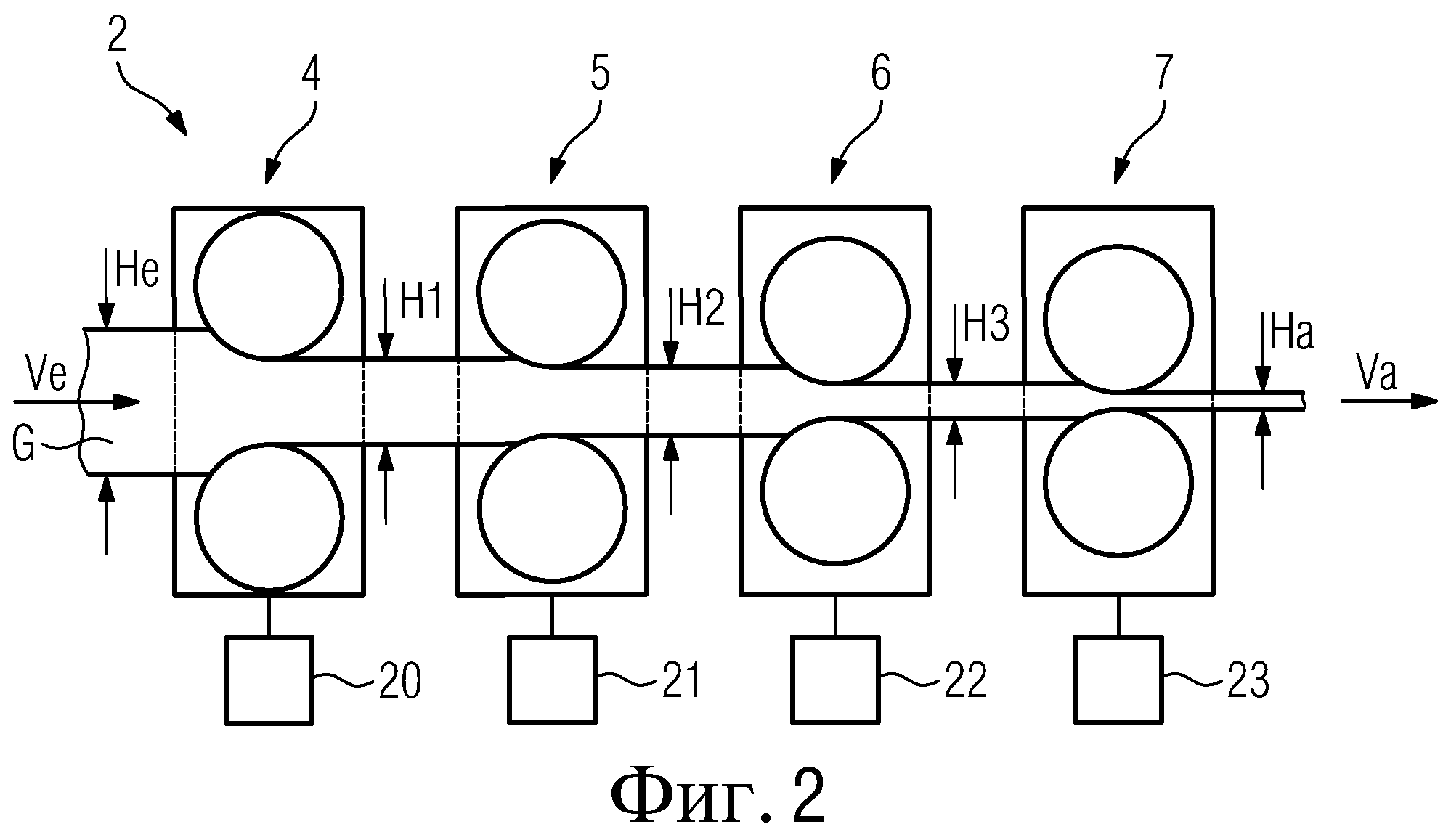
Фиг. 2 - схематичное представление прокатного стана с четырьмя прокатными клетями, который эксплуатируется согласно первой таблице прокатки,
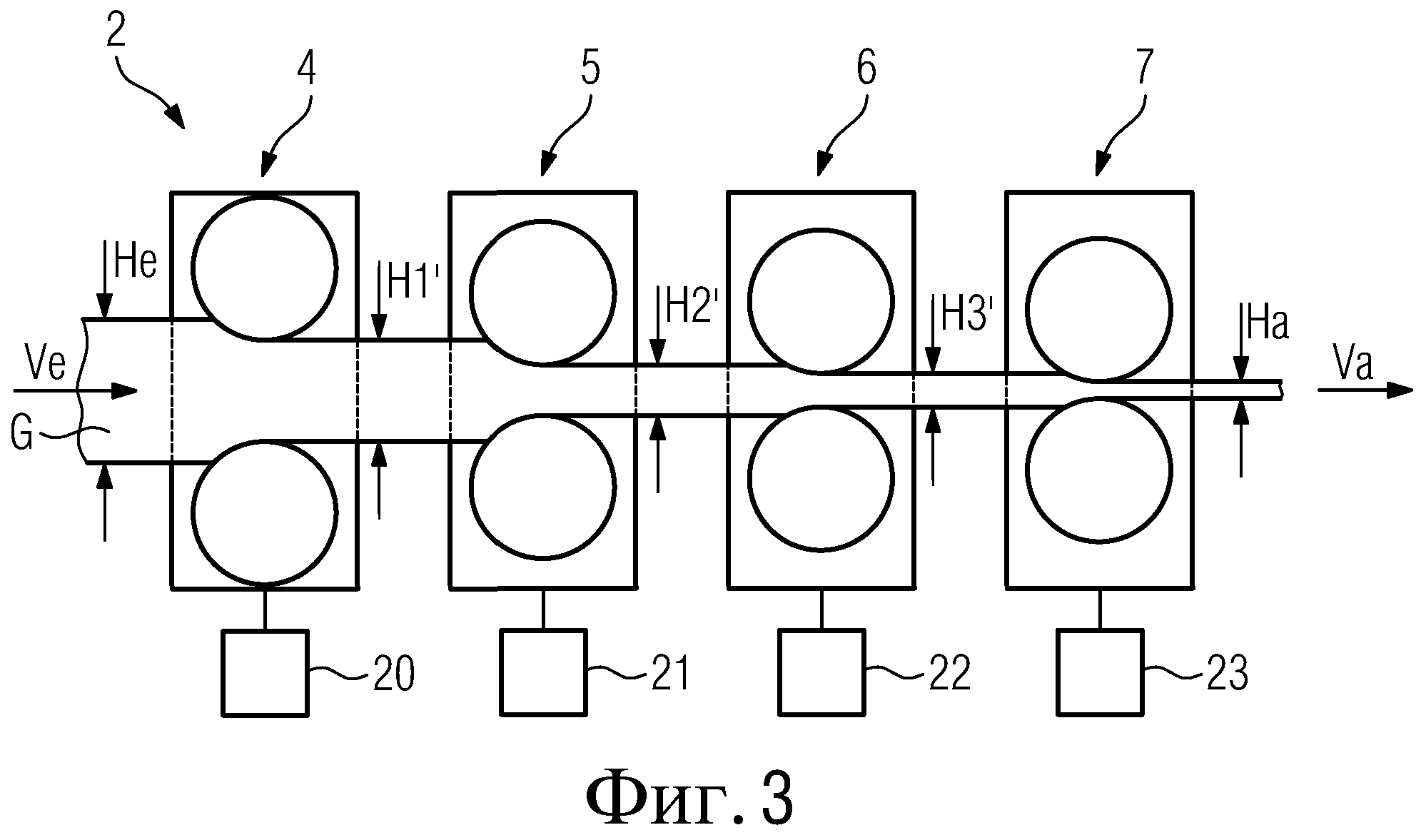
Фиг. 3 - схематичное представление прокатного стана по фиг. 2, который эксплуатируется согласно второй таблице прокатки,
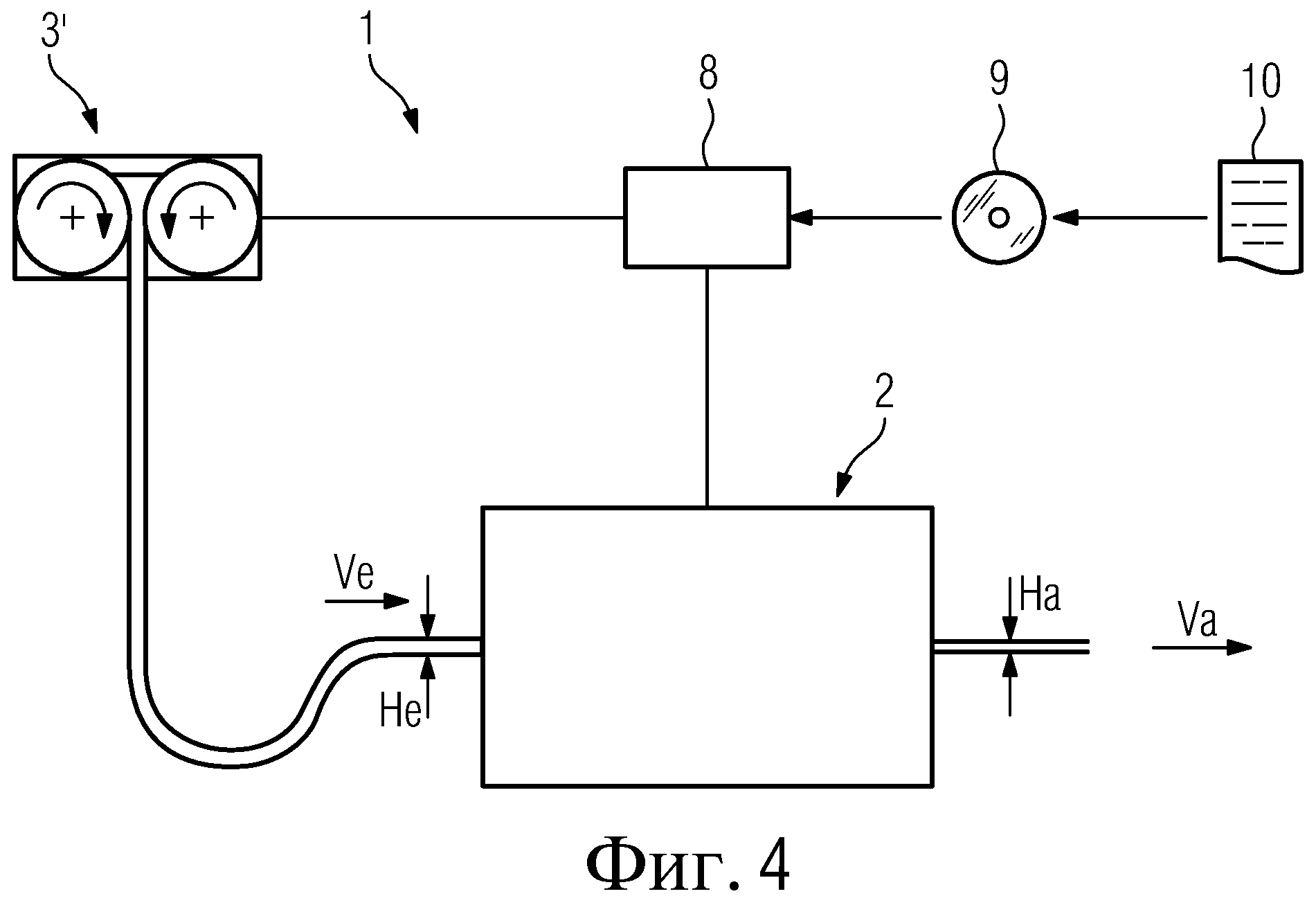
Фиг. 4 - схематичное представление установки непрерывного литья многослойных слитков, которая включает в себя двухроликовую разливочную машину.
Фиг. 1 показывает схематичное представление установки 1 непрерывного литья многослойных слитков. Она содержит схематичное представление прокатного стана 2, который включает в себя множество прокатных клетей.
Способ может применяться для любых многоклетьевых прокатных станов, в особенности, трехклетьевых, четырехклетьевых, пятиклетьевых, шестиклетьевых и семиклетьевых прокатных станов и, в частности, не ограничивается установками непрерывного литья многослойных слитков.
Кроме того, фиг. 1 показывает разливочный агрегат 3, здесь выполненный как кокиль, который разливает со скоростью Vg разливки прокатываемый материал G, который затем прокатывается в прокатном стане 2. Этот прокатываемый материал G непрерывно обрабатывается, то есть не происходит никакого резания плоского слитка (сляба) или подобного. Через прокатываемый материал G части или агрегаты прокатной установки 1, оказывающие влияние на прокатываемый материал G, технологически связаны друг с другом. То есть они больше не эксплуатируются независимо друг от друга, а, как правило, должны эксплуатироваться с учетом расположенных перед и после прокатного стана 1 в направлении массового потока агрегатов прокатной установки 1, в особенности, с учетом агрегатов с наименьшей динамикой во времени или с наибольшей реакционной инертностью при изменениях процесса.
Разливочный агрегат 3, а также прокатный стан 2, при обстоятельствах, кроме того, другие, не показанные на фиг. 1 агрегаты установки 1 непрерывного литья многослойных слитков операционно связаны с устройством 8 управления и/или регулирования.
Устройство 8 управления и/или регулирования выполнено с возможностью осуществления формы выполнения соответствующего изобретению способа. Для этого на устройство 8 управления и/или регулирования подается машиночитаемый программный код 10, например, на носителе 9 информации. Программный код 10 содержит управляющие команды, которые, при их исполнении, побуждают устройство 8 управления и/или регулирования осуществлять форму выполнения соответствующего изобретению способа. Предпочтительным образом программный код 10 сохранен в устройстве 8 управления и/или регулирования, так что он может без труда вызываться.
В особенности, на устройство 8 управления и/или регулирования может подаваться мера скорости на выходе прокатываемого материала G из агрегата, расположенного перед прокатным станом в направлении массового потока, или разливочного агрегата 3. В данном примере мерой скорости на выходе является скорость Vg разливки.
Фиг. 1 показывает схематично представленный прокатный стан 2 в процессе работы, причем разливаемый разливочным агрегатом 3 со скоростью Vg разливки прокатываемый материал G прокатывается от толщины Не на входе до толщины На на выходе. При этом прокатываемый материал G имеет скорость Ve на входе в прокатный стан 2, а также имеет скорость Va на выходе из прокатного стана 2.
Посредством соответствующего изобретению способа теперь возможно перераспределение нагрузки приводов 20, 21, 22 или 23, приводящих в действие прокатные клети 4, 5, 6 или 7 (см. фиг. 2 или фиг. 3) прокатного стана 2, осуществлять во время прокатки прокатываемого материала G таким образом, что скорость Ve на входе и скорость Va на выходе остаются постоянными, не приводя при этом к браку прокатываемого материала, обусловленному перераспределением приводных нагрузок.
Если режим работы прокатного стана 2 переустанавливается с первой толщины На на выходе на вторую, отличающуюся от первой, толщину На на выходе, то распределение нагрузок приводов оптимизируется таким образом, что перевод режима работы с первой толщины На на выходе прокатного стана на вторую, отличающуюся от первой, толщину На на выходе прокатного стана осуществляется по возможности без проблем.
Однако для этого случая приводные нагрузки приводов 20, 21, 22 или 23 прокатного стана 2 оптимизируются не на стационарный режим работы прокатного стана для новой второй толщины на выходе прокатного стана, а по возможности на не создающее проблем изменение толщины На на выходе из прокатного стана 2.
Распределение нагрузки приводов прокатного стана 2 для стационарного режима работы прокатного стана 2 после незадолго до этого проведенной на ходу смены толщины на выходе сначала является неоптимальным. Поэтому предпочтительным является, приводные нагрузки приводов прокатного стана 2 по завершении переустановки толщины На на выходе из прокатного стана 2 таким образом перераспределять, что существует незначительная вероятность для перегрузки или других ограничений, причем одновременно достигается желательная толщина на выходе, и поэтому стационарный режим работы прокатного стана 2 оптимизируется.
Для этого прежде всего определяется новая оптимизированная таблица прокатки для стационарного режима работы прокатного стана 2. Вычисления таблицы прокатки в принципе являются известными, например, из DE 37 21 744 А1 или из DE 44 21 005 В4. Новая таблица прокатки далее упоминается как вторая таблица прокатки. Та таблица прокатки, согласно которой прокатный стан 2 работает непосредственно после изменения на ходу толщины На на выходе, чтобы формировать новую толщину На на выходе, упоминается далее как первая таблица прокатки.
С определением второй таблицы прокатки связано определение заданных значений приводных нагрузок для приводов 20, 21, 22 или 23 рабочих валков прокатных клетей 4, 5, 6 или 7. Вторая таблица прокатки определяется таким образом, что достигается желательная толщина На на выходе, и одновременно оптимизируются приводные нагрузки приводов 20, 21, 22 или 23 прокатного стана 2, то есть они эксплуатируются с максимально возможным расстоянием от критических предельных значений.
В данном случае толщина На на выходе прокатного стана 2 остается постоянной в режиме работы согласно первой таблице прокатки и в режиме работы согласно второй таблице прокатки, то есть непосредственно перед, во время и после перераспределения приводных нагрузок приводов 20, 21, 22 или 23 прокатного стана 2 осуществляется прокатка с одинаковой толщиной На на выходе прокатного стана 2.
В соответствии с изобретением, при установке приводной нагрузки приводов 20, 21, 22 или 23, скорость Ve на входе прокатываемого материала G в прокатный стан 2 устанавливается в зависимости от скорости Va на выходе прокатываемого материала G расположенного перед прокатным станом в направлении массового потока агрегата 3. Тем самым обеспечивается то, что во время переустановки приводных нагрузок приводов 20, 21, 22 или 23 прокатного стана 2 процессы расположенного перед прокатным станом 2 в направлении массового потока агрегата или разливочного агрегата 3 не нарушаются.
Предпочтительным образом скорость Ve на входе в прокатный стан 2 во время переустановки приводных нагрузок приводов 20, 21, 22 или 23 прокатного стана 2 поддерживается постоянной. Как правило, массовый поток через установку 1 непрерывного литья многослойных слитков является постоянным, так как скорость Vg разливки разливочного агрегата 3 пытаются поддерживать постоянной. По этой причине подобное выполнение решения является технически простым.
Чтобы использовать это преимущество, также является особенно предпочтительным скорость Ve на входе прокатываемого материала G в прокатный стан устанавливать на постоянное значение, величина которого определяется в зависимости от скорости Vg разливки разливочного агрегата 3. Тем самым, простым способом гарантируется, что на процессы перед прокатным станом 2 в направлении массового потока не оказывается возмущающего воздействия.
При перераспределении приводных нагрузок для приводов 20, 21, 22 или 23 прокатного стана 2, как правило, также происходит перераспределение уменьшения толщины (обжатия) соответствующих прокатных клетей 4, 5, 6 или 7 прокатного стана 2.
С этим связана, как правило, клиновидность толщины, которая возникает из-за изменения толщины Н1, Н2, Н3 на выходе (см. фиг. 2 и 3) во время прокатки.
Поэтому перед проведением перераспределения приводных нагрузок приводов 20, 21, 22 или 23 определяется участок перераспределения прокатываемого материала G, при прокатке которого в соответствующей прокатной клети 4, 5, 6 или 7 осуществляется перераспределение приводных нагрузок соответствующих приводов 20, 21, 22 или 23 прокатного стана 2. Приводные нагрузки во время прокатки участка перераспределения изменяются от их фактического значения в направлении их нового заданного значения согласно второй таблице прокатки. Это происходит предпочтительно, как только участок перераспределения входит в соответствующую прокатную клеть 4, 5, 6 или 7. Соответствующие заданные значения приводных нагрузок достигаются при выходе участка перераспределения из соответствующей прокатной клети 4, 5, 6 или 7.
Участок перераспределения во время всего процесса перераспределения приводных нагрузок приводов 20, 21, 22 или 23 прокатного стана 2 предпочтительно имеет длину, которая не больше, чем расстояние между двумя прокатными клетями прокатного стана 2. За счет этого перераспределение приводных нагрузок возможно особенно просто, так как имеющаяся во время перераспределения клиновидность толщины прокатываемого материала G не прокатывается одновременно в двух прокатных клетях 4, 5, 6 или 7.
Толщина На на выходе остается во время всего перераспределения нагрузок приводов 20, 21, 22 или 23 постоянной. То есть обусловленные перераспределением приводных нагрузок возмущения массового потока посредством по меньшей мере одной последующей прокатной клети 4, 5, 6 или 7 компенсируется таким образом, что желательная толщина На на выходе сохраняется.
На фиг. 2 и фиг. 3 показан тот же самый прокатный стан 2, содержащий прокатные клети 4, 5, 6 или 7, которым сопоставлены приводы 20, 21, 22 или 23.
Приводы 20, 21, 22 или 23 служат для приведения в действие не показанных детально рабочих валков прокатных клетей 4, 5, 6 или 7 прокатного стана 2. Приводы 20, 21, 22 или 23 нагружаются соответствующей приводной нагрузкой, так что достигается желательное уменьшение толщины на соответствующей прокатной клети 4, 5, 6 или 7 или желательная мощность прокатки на соответствующей прокатной клети 4, 5, 6 или 7.
На фиг. 2 прокатный стан 2 работает согласно первой таблице прокатки. На фиг. 3 этот же прокатный стан 2 работает согласно второй таблице прокатки. Толщина На на выходе из прокатного стана 2 в обоих случаях одинакова.
Режим работы прокатного стана 2 по фиг. 2 и фиг. 3 отличается только тем, что для прокатных клетей 4, 5 и 6 при работе прокатного стана 2 согласно первой или второй таблице прокатки осуществляется разное обжатие.
В то время как прокатная клеть 4, согласно первой таблице прокатки, то есть согласно фиг. 2, прокатывает прокатываемый материал G от толщины Не прокатываемого материала до толщины Н1 прокатываемого материала, та же самая прокатная клеть при работе прокатного стана 2 согласно второй таблице прокатки прокатывает прокатываемый материал G от толщины Не до толщины Н1'. Толщина Н1' в данном случае не равна толщине Н1. Толщина Н1' при этом выбирается таким образом, что приводная нагрузка приводов 20, сопоставленных прокатной клети 4, улучшается по сравнению с режимом работы согласно первой таблице прокатки.
Аналогичное положение имеет место для прокатной клети 5, которая согласно первой таблице прокатки, то есть согласно фиг. 2, прокатывает прокатываемый материал от толщины Н1 прокатываемого материала до толщины Н2 прокатываемого материала. Согласно второй таблице прокатки, та же прокатная клеть 5 осуществляет прокатку исходя из толщины Н1' прокатываемого материала со стороны на входе до толщины Н2' на выходе на второй прокатной клети 5. И здесь толщина Н2' определяется таким образом, что приводная нагрузка приводов 20, сопоставленных прокатной клети 4, улучшается по сравнению с режимом работы согласно первой таблице прокатки.
Также это осуществляется на прокатной клети 6, которая согласно первой таблице прокатки, то есть согласно фиг. 2, прокатывает прокатываемый материал от толщины Н2 прокатываемого материала до толщины Н3 прокатываемого материала. Согласно второй таблице прокатки, та же прокатная клеть 6 осуществляет прокатку исходя из толщины Н2' прокатываемого материала со стороны на входе до толщины Н3' на выходе на третьей прокатной клети 6 прокатного стана 2.
В качестве критерия оптимизации для приводных нагрузок приводов прокатного стана 2 может, например, минимизироваться сумма расстояний приводов прокатного стана от критических предельных значений, причем достигается соответствующая толщина На на выходе из прокатного стана 2.
Не должно обязательно производиться на каждой прокатной клети перераспределение приводной нагрузки и, тем самым, последующее изменение обжима. Перераспределение приводных нагрузок может осуществляться только на части прокатных клетей или приводах, сопоставленных прокатным клетям.
Отдельные прокатные клети переустанавливаются последовательно согласно второй таблице прокатки, а именно, соответственно, при прохождении участка перераспределения через соответствующую прокатную клеть.
На фиг. 3 обжатие на прокатных клетях устанавливается таким образом, что достигается толщина На на выходе и одновременно расстояние заданных значений приводных нагрузок отдельных приводов до предельных значений в стационарном режиме, которые не должны превышаться или не должен происходить спад ниже них, является максимальным.
Фиг. 4 показывает другую возможность для реализации изобретения для установки 1 непрерывного литья многослойных слитков, содержащей двухроликовую разливочную машину 3', причем разливаемый прокатываемый материал G затем проходит через многоклетьевой, то есть по меньшей мере двухклетьевой прокатный стан 2.
Посредством двухроликовой разливочной машины 3' производится, как правило, прокатываемый материал G в непрерывном режиме работы. Предпочтительным при этом типе установки является то, что он является более компактным, чем непрерывно работающая установка, которая осуществляет разливку в кокиль. Кроме того, дополнительно сокращается потребление энергии и ресурсов.
Компактность и сниженное использование ресурсов приводит в результате к тому, что посредством двухроликовой разливочной машины 3' можно выполнять разливку с еще большим сближением с конечными размерами желательного конечного продукта. То есть, прокатываемый материал, выходящий из двухроликовой разливочной машины 3', является, как правило, уже заметно более тонким, чем прокатываемый материал G, выходящий из кокиля (см. фиг. 1). За счет этого может отсутствовать обжимный (черновой) прокатный стан или прокатный стан с высокой степенью обжатия, который, как правило, размещается после разливочной машины, работающей с кокилем. Он служит для того, чтобы разлитый из кокиля прокатываемый материал подготовить к чистовой прокатке. В случае двухроликовой разливочной машины, подобная деформирующая подготовка, напротив, как правило, не требуется, а требуется только чистовая прокатка прокатываемого материала G в прокатном стане 2.
Также и в этом случае может быть желательным, выполнять перераспределение нагрузок для прокатных клетей прокатного стана, не показанных на фиг. 4, в текущем производстве.
Чтобы это реализовать, выкладки, приведенные выше со ссылками на фиг. 1-3, справедливы и для прокатной установки 1, содержащей двухроликовую разливочную машину 3'.
Охлаждение асинхронного ротора
Газовая турбина, содержащая тепловую защиту, и способ управления
Транспортное средство и способ кабельной передачи данных между двумя разъемно соединяемыми друг с другом единицами подвижного состава
Способ и устройство определения направленности дефекта, имеющегося внутри механического конструктивного элемента
Двухтактный усилитель с индуктивной синфазной развязкой
Редукторный двигатель для приводной системы мельницы
Радиальный магнитный подшипник для магнитной опоры ротора
Способ непрерывного магнитного разделения и/или обогащения руды.
Способ удаления увлеченного газа в системе генерирования мощности с комбинированным циклом
Определение степени измельчения измельчаемого материала, в частности руды, в дробилке
Способ реализуемого компьютером управления электрическим потреблением энергии множества потребителей энергии в электрической энергосети
Устройство и способ для измерения многофазного потока флюида
Встроенная гидроаккумулирующая установка
Устройство для преобразования электрического параметра, имеющее реактор с нулевой точкой
Разрядник защиты от перенапряжений с изолирующей формованной оболочкой
Способ разрядки промежуточного конденсатора двухзвенного вентильного преобразователя напряжения
Способ и устройство для очистки загрязненного щелочного раствора соли аминокислоты
Сеть управления для рельсового транспортного средства
Компрессорная рабочая лопатка для осевого компрессора
Устройство энергоснабжения, устройство и система с таким устройством, а также способ для энергоснабжения по меньшей мере одного элемента участка пути, связанного с колеей транспорта

