Результат интеллектуальной деятельности: СПОСОБ ВОССТАНОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ
Вид РИД
Изобретение
Изобретение относится к способу восстановления изделий из титановых сплавов с помощью лазерной наплавки и может быть использовано в машиностроительных отраслях для восстановления изношенных деталей, залечивания трещин в деталях, работающих на усталость и износ.
Из уровня техники известен способ ремонта трещин металлоконструкций, включающий последовательное заваривание трещины путем локального точечного нагрева и переплава основного металла вдоль нее с помощью контактной точечной или шовной сварочной машины с формированием монолитного ядра. В течение всего цикла заварки в зону трещины вводят ультразвуковые колебания, обеспечивающие ускоренную очистку и удаление окисных пленок с трещин, получение однородной структуры сварного шва, снижение сварочных напряжений и повышение прочности и качества заваренного шва (Патент РФ №2444425, В23Р 6/04, В23К 11/00, 2012 г.).
Недостатками известного технического решения являются значительная сложность, низкая производительность, необходимость устранения возникающих в процессе заварки трещин остаточных напряжений, а также неудовлетворительные прочностные свойства заваренного шва при использовании титановых сплавов.
Все это ограничивает технологические возможности известного способа.
Наиболее близким решением по технической сути и достигаемому результату является способ восстановления лопаток компресссора газотурбинного двигателя из титановых сплавов, включающий подготовку поверхности торца лопатки, газотермическое напыление на него порошкового материала на никелевой основе и последующее оплавление торца с покрытием сканирующим лазерным лучом (Патент РФ №1822047, В23К 26/00, 1996 г.).
Недостатком известного технического решения является то, что данный способ не технологичен, поскольку предполагает использование многочисленных операций и оборудования, а также при его использовании нет возможности получить однородный, качественный, с высокими механическими характеристиками материал шва в зоне трещины.
Технический результат заявленного способа заключается в обеспечении возможности структурно-фазовых превращений, протекающих в зоне обработки и оптимальном распределении напряжений сжатия в оплавленной зоне и в зоне термического влияния, что в итоге позволяет расширить технологические возможности по сравнению с известным способом.
Поставленный технический результат достигается посредством того, что в способе восстановления изделий из титановых сплавов, заключающемся в подаче порошкового присадочного материала на основе титана и дальнейшем его оплавлении лазерным лучом, согласно изобретению, подачу порошкового материала осуществляют коаксиально непосредственно в зону воздействия лазерного луча, при следующем соотношении технологических параметров:
- мощность лазерного излучения 4800-5000 Вт;
- скорость наплавки 800-1000 мм/мин;
- расход присадочного материала 45-51 г/мин.
Заявленный способ восстановления деталей из титановых сплавов поясняется фиг.1, где схематично изображен технологический процесс, который осуществляется следующим образом.
На имеющийся дефект 1 восстанавливаемой детали 2 через сопло 3 наносят слой 4 порошкового присадочного материала на основе титана, при этом поток частиц порошкового материала 5 подают непосредственно в зону 6 воздействия лазерного луча 7. Процесс происходит с использованием защитного газа 8, что обеспечивает защиту от окисления.
При этом присадочный порошковый материал подается к изделию коаксиально лазерному лучу. Частицы присадочного материала, доставляемые к изделию, имеют высокую температуру вследствие взаимодействия с лазерным лучом. Под воздействием лазерного излучения происходит переплавление материала изделия и присадочного материала и залечивание дефекта. Режимы, заявленные в формуле изобретения, получены экспериментальным путем, что подтверждено таблицей, и обеспечивают процессу следующий фактор - материал изделия расплавляется минимально, но в объеме, достаточном для прочного сцепления присадочного материала с материалом восстанавливаемого изделия. Структурно-фазовые превращения, протекающие в зоне обработки по заявленным режимам, обеспечивают оптимальное распределение напряжений сжатия в оплавленной зоне и в зоне термического влияния. Следствием этого являются высокие прочностные характеристики изделия.
Примеры реализации способа
Заявленный способ использовался при залечивании трещин в образцах из титанового сплава ВТ23, после чего были проведены экспериментальные исследования прочности соединения - испытания на разрыв и определение предела прочности образцов - по стандартной методике ГОСТ 1497-84 на универсальной испытательной машине. На образцах имитировали трещину путем надреза фрезой глубиной 1 мм и длиной 10 мм. Образец фиксировался в зажимах, подавалась возрастающая с равномерной скоростью нагрузка, значения которой отражались на мониторе. В ходе эксперимента фиксировалась разрушающая нагрузка, а также максимальная нагрузка, которую способен выдержать данный образец.
Порошковый материал наплавлялся таким образом, чтобы «залечить» трещину. Для выявления реальных значений предела прочности для данного материала, использовали образцы без трещин.
Заявленные значения интервалов технологических режимов, указанные в формуле изобретения, были получены экспериментальным путем и являются необходимыми и достаточными для решения поставленного технического результата, что доказано примерами, представленными в таблице.
|
Таким образом, проведенные испытания показали, что способ восстановления по заявленным режимам позволяет «залечивать» трещины на изделиях из титановых сплавов и обеспечивает высокие прочностные свойства восстановленного изделия, что подтверждается значениями разрушающей нагрузки и предела прочности при растяжении.
Заявленная совокупность признаков, изложенная в формуле изобретения, позволяет расширить технологические возможности предложенного способа по сравнению с известным способом.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестных на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- способ, воплощающий заявленное техническое решение, при его осуществлении предназначен для восстановления изделий из титановых сплавов лазерной наплавкой и может быть использован для залечивания трещин в деталях, работающих в условиях интенсивной усталости и износа;
- для заявленного способа в том виде, как он охарактеризован в независимом пункте нижеизложенной формулы, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- способ, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный способ соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Способ восстановления изделий из титановых сплавов, включающий подачу порошкового присадочного материала на основе титана и дальнейшее его оплавление лазерным лучом, отличающийся тем, что подачу порошкового присадочного материала осуществляют непосредственно в зону воздействия коаксиально лазерному лучу, при этом устанавливают мощность лазерного излучения 4800-5000 Вт, скорость наплавки 800-1000 мм/мин и расход присадочного материала 45-51 г/мин.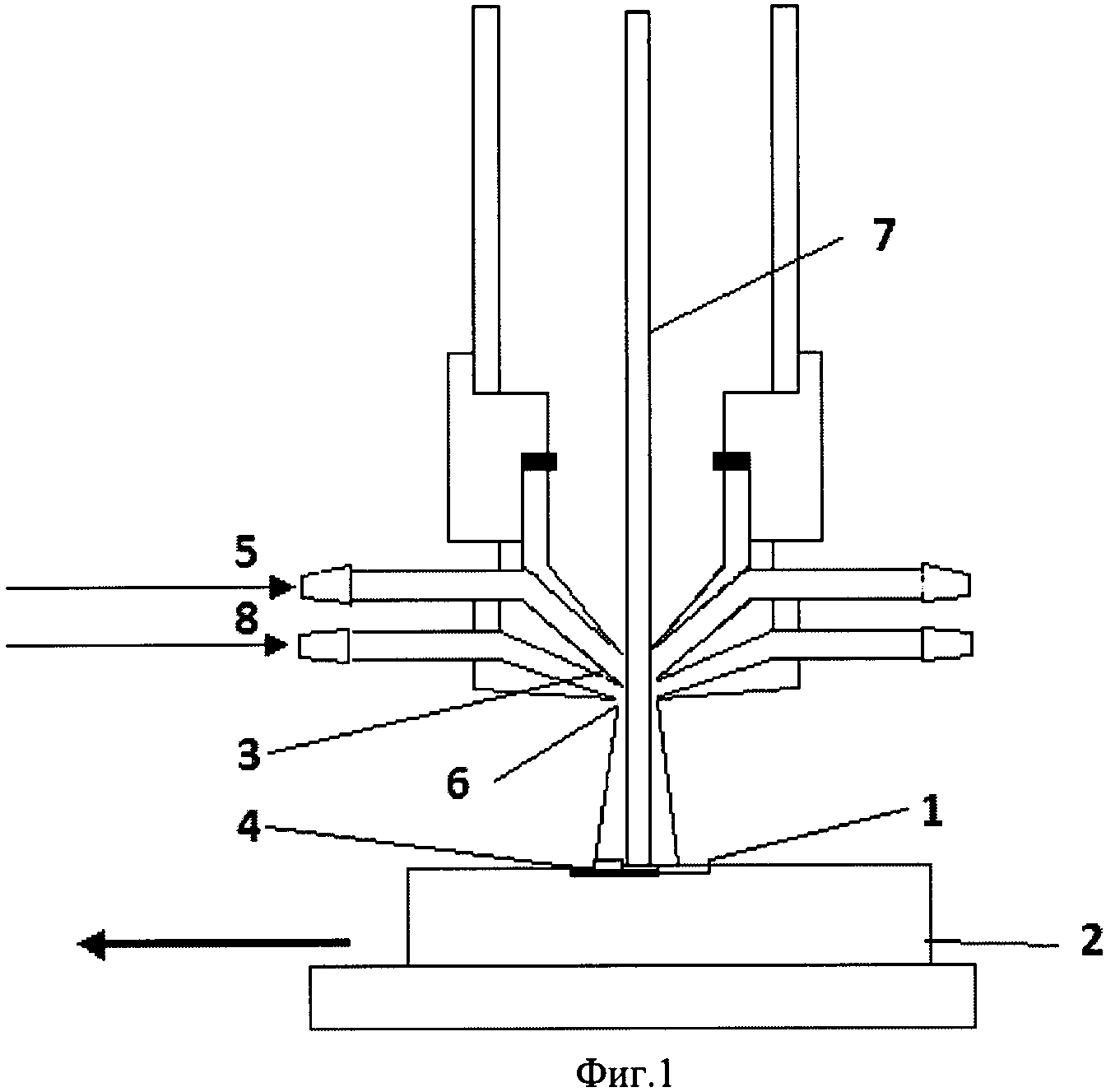
Способ химико-термической обработки изделия
Способ изготовления изделий из порошковой композиции на основе сверхтвердых материалов
Масса для изготовления абразивного инструмента с пониженным содержанием кубического нитрида бора
Способ изготовления медно-титанового токопроводящего элемента
Способ спекания изделий из порошков твердых сплавов группы wc-co
Устройство для синтеза наноструктурных покрытий
Состав абразивной массы для изготовления высокопористого инструмента
Коленно-рычажный привод механического пресса с двойным проходом крайнего рабочего положения ползуна
Устройство для управления исполнительным органом станка, имеющим не менее трех степеней свободы
Способ определения радиального и осевого износа зубьев фрез на станках с чпу
Способ изготовления изделий из порошковой композиции на основе сверхтвердых материалов
Масса для изготовления абразивного инструмента с пониженным содержанием кубического нитрида бора
Способ изготовления медно-титанового токопроводящего элемента
Способ спекания изделий из порошков твердых сплавов группы wc-co
Устройство для синтеза наноструктурных покрытий
Состав абразивной массы для изготовления высокопористого инструмента
Коленно-рычажный привод механического пресса с двойным проходом крайнего рабочего положения ползуна
Устройство для управления исполнительным органом станка, имеющим не менее трех степеней свободы
Способ определения радиального и осевого износа зубьев фрез на станках с чпу
Способ управления электроэрозионной обработкой детали на автоматизированном вырезном станке с системой чпу

