Результат интеллектуальной деятельности: СПОСОБ ФРИКЦИОННОЙ СВАРКИ ПЕРЕМЕШИВАНИЕМ
Вид РИД
Изобретение
Изобретение относится к технологии получения неразъемного соединения деталей, а именно технологии фрикционной сварки перемешиванием (ФСП) вращающимся сварочным инструментом, более конкретно к способу сварки, обеспечивающему получение качественных высокопрочных соединений из сплавов алюминия и других твердых материалов, типа стали, меди, никеля, титана и их сплавов.
Изобретение может быть использовано в различных областях машиностроения для сварки соединений при изготовлении каркасно-панельных конструкций, и конструкций типа тел вращения - различных баков и обечаек.
Известен способ сварки трением для соединения «в стык» листовых элементов (Авторское свидетельство СССР №195846, кл. B23K 20/12 9.11.1965 г. и его аналог РСТ/GB - 92/02203 GB Patent Application on №9125978. 8. Dec. 1991), по которому вращающийся сварочный инструмент, содержащий опорный бурт и сварочный стержень, погружают вертикально в стык соединяемых элементов и перемещают его вдоль линии стыка, перенося нагретый фрикционной теплотой материал в зону, освобождаемую позади движущегося инструмента.
Известен также другой, улучшенный, способ сварки трением с перемешиванием, который позволяет получить сварное соединение с меньшим количеством дефектов (патент РФ №2126738, кл. B23K 20/12, 05.01.1995 г.).
В отличие от предыдущего способа, вводимый в зону соединения вращающийся сварочный инструмент наклонен к нормали так, что указывает направление его перемещения. В результате материал, вязкопластифицированный в зоне соединения теплом трения, в большей степени подвергается давлению задней кромкой инструмента.
Наиболее близким по технической сущности к заявляемому способу является, выбранный в качестве прототипа, способ фрикционной сварки перемешиванием, включающий перемещение по линии стыка соединяемых деталей вращающегося, предварительно погруженного в свариваемый стык, сварочного инструмента и перемешивание материала, нагретого фрикционной теплотой до пластичного состояния, а процесс сварки осуществляют на опорном элементе из материала более твердого, чем свариваемый материал с низким коэффициентом теплопроводности (патент РФ №2412034 кл. B23K 20/12, 14.09.2007).
Прототип, аналоги и другие более поздние изобретения по данному аспекту решают только две задачи: обеспечить наибольший эффект перемешивания вязкопластифицированного материала и максимально интенсифицировать массоперенос материала вдоль оси инструмента в направлении корневой зоны стыка. Тем не менее, при этих способах в корневой зоне сварного шва может образоваться непровар, регламентируемый величиной промежутка между торцом сварочного инструмента и опорным элементом, на котором ведется процесс сварки.
Для создания условий образования качественного сварного соединения и исключения поломки сварочного инструмента, в случае его врезания в опорный элемент, длину сварочного стержня выбирают меньше толщины свариваемого материала на ~0,2 мм. Тем не менее не исключена вероятность врезания сварочного инструмента в опорный элемент, его поломка, а также образование неизбежного непровара, который носит название «технологического», однако его наличие существенно влияет на усталостную прочность сварного соединения.
Из детального рассмотрения процесса образования сварного соединения при ФСП следует, что тепло трения, являющееся результатом взаимодействия сварочного инструмента и соединяемых кромок, перераспределяется между сварочным инструментом, свариваемыми кромками и опорном элементом.
Путем управления температурой металла корневой зоны, расположенной между торцом сварочного инструмента и опорным элементом, можно изменять пластичность металла корневой зоны и тем самым создавать условия для полного перемешивания материала корневой зоны и исключения «технологического» корневого непровара. Такие условия наиболее рационально осуществлять изменением теплопроводности опорного элемента. Однако это является необходимым, но не достаточным условием получения качественного сварного соединения. Это особенно проявляется при фрикционной сварке коррозионностойких алюминиевых сплавов.
Техническим результатом, на достижение которого направлено данное изобретения является получение более однородного по составу бездефектного сварного соединения свободного от корневого непровара.
Для достижения указанного результата предлагается способ фрикционной сварки перемешиванием, включающий перемещение вращающегося, предварительно погруженного в свариваемый стык, сварочного инструмента по линии стыка соединяемых деталей и перемешивание материала, нагретого фрикционной теплотой до пластичного состояния, а процесс сварки осуществляют на опорном элементе из материала более твердого, чем свариваемый материал и низким коэффициентом теплопроводности, отличающийся тем, что коэффициент теплопроводности материала опорного элемента выбирают равным 0,1÷0,5 от теплопроводности свариваемого материала, а между опорным элементом и свариваемым стыком устанавливают подложку из материала аналогичного свариваемому, либо из материала на той же основе, но более твердого, чем свариваемый.
Опорный элемент может иметь как плоскую, так и цилиндрическую поверхность.
Длину сварочного стержня выбирают приблизительно равной толщине свариваемого материала. Наиболее приемлемы, в качестве материала опорного элемента, стали аустенитного или мартенситно-феритного классов, имеющие минимальное металлургическое взаимодействие с алюминиевыми сплавами.
Указанный результат достигается также тем, что на поверхности подложки со стороны, контактирующей со свариваемым стыком, устраивают барьерный слой, препятствующий металлургическому взаимодействию свариваемого материала и подложки в зоне их контакта.
В зависимости от выбранной технологии образования барьерного слоя, его размещение возможно как с одной, так и с двух сторон подложки.
Это способствует более легкому отделению подложки после сварки. В качестве барьерного слоя может быть использовано, например, оксидное покрытие.
В процессе сварки рабочая часть сварочного стержня проходит через всю толщину свариваемого материала, что гарантирует отсутствие непровара в корневой части соединения. Подложку после сварки удаляют.
Особое значение имеет применение в качестве подложки именно материала, твердость которого более или равна твердости свариваемого материала. Если это условие не соблюдается, то происходит проникновение материала подложки по линии соединения сварного ядра с основным материалом и резкое снижение прочности сварного соединения.
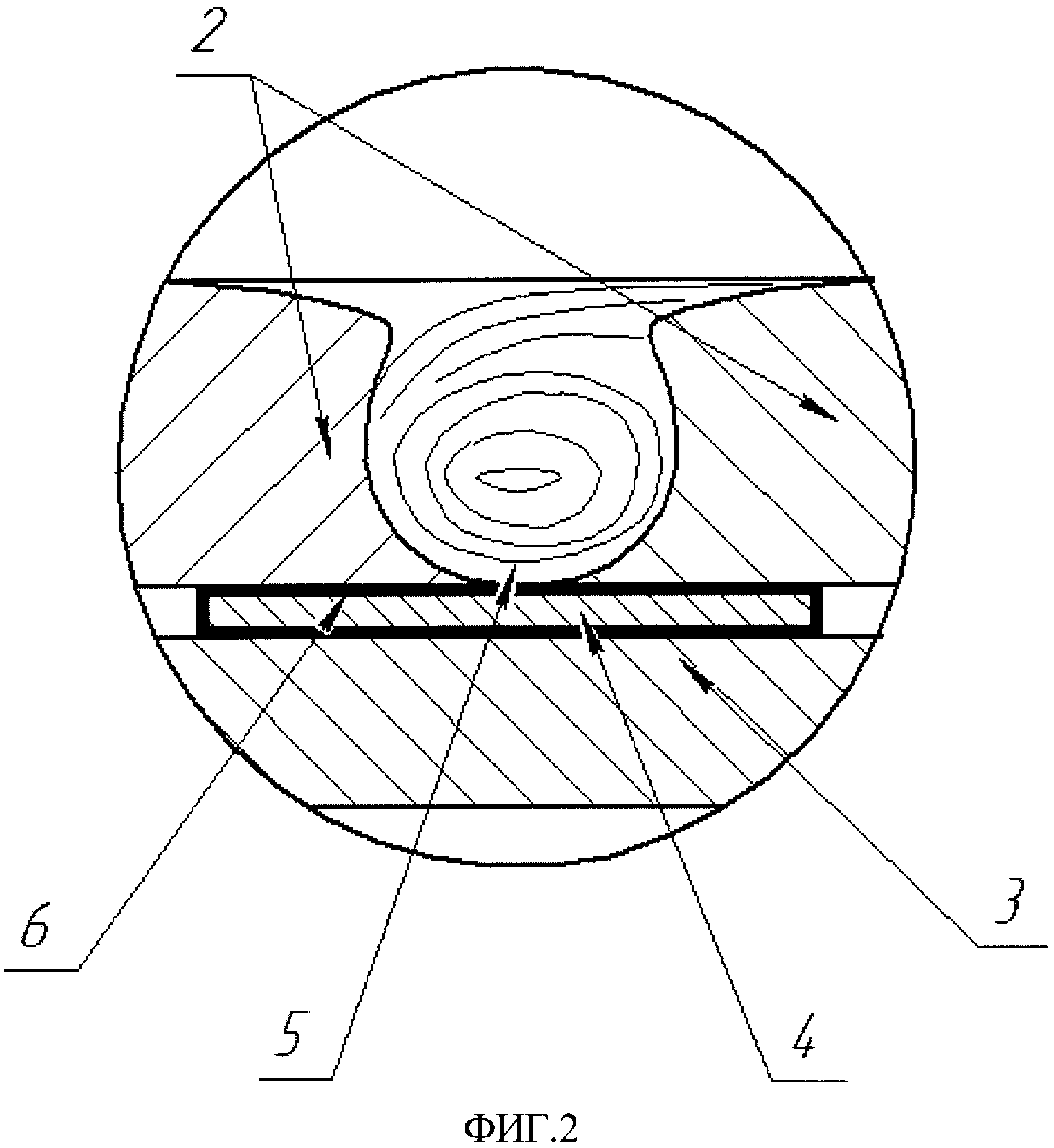
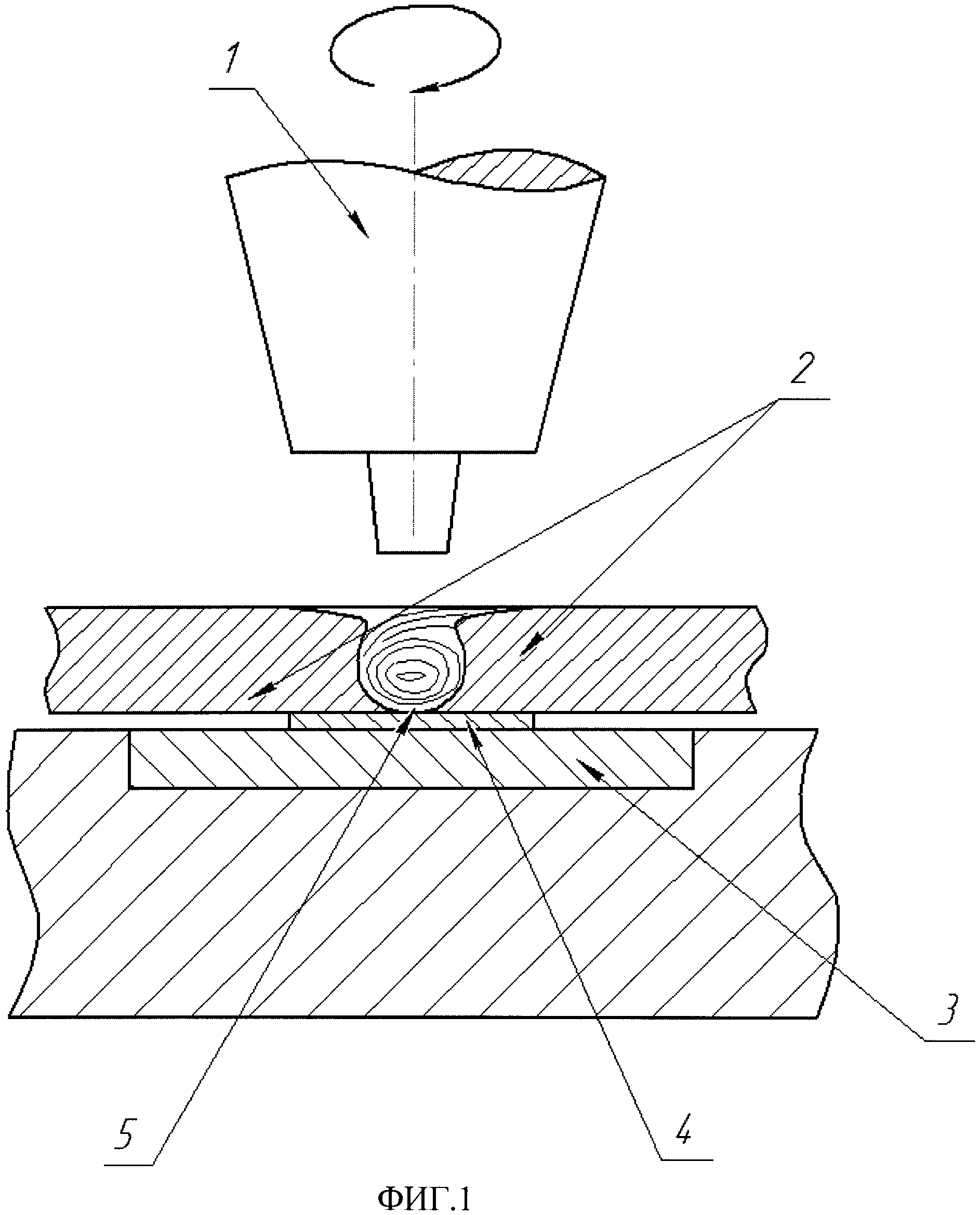
Далее данный способ поясняется более подробно с использованием схемных чертежей. На фиг.1, 2 показана схема выполнения фрикционной сварки продольным швом на подложке и опорном элементе из материала с коэффициентом теплопроводности равным 0,1÷0,5 от теплопроводности свариваемого материала, где: 1 - сварочный инструмент, 2 - кромки свариваемого стыка, 3 - опорный элемент, 4 - подложка для бездефектного формирования корневой части 5 сварного шва, 6 - барьерный слой.
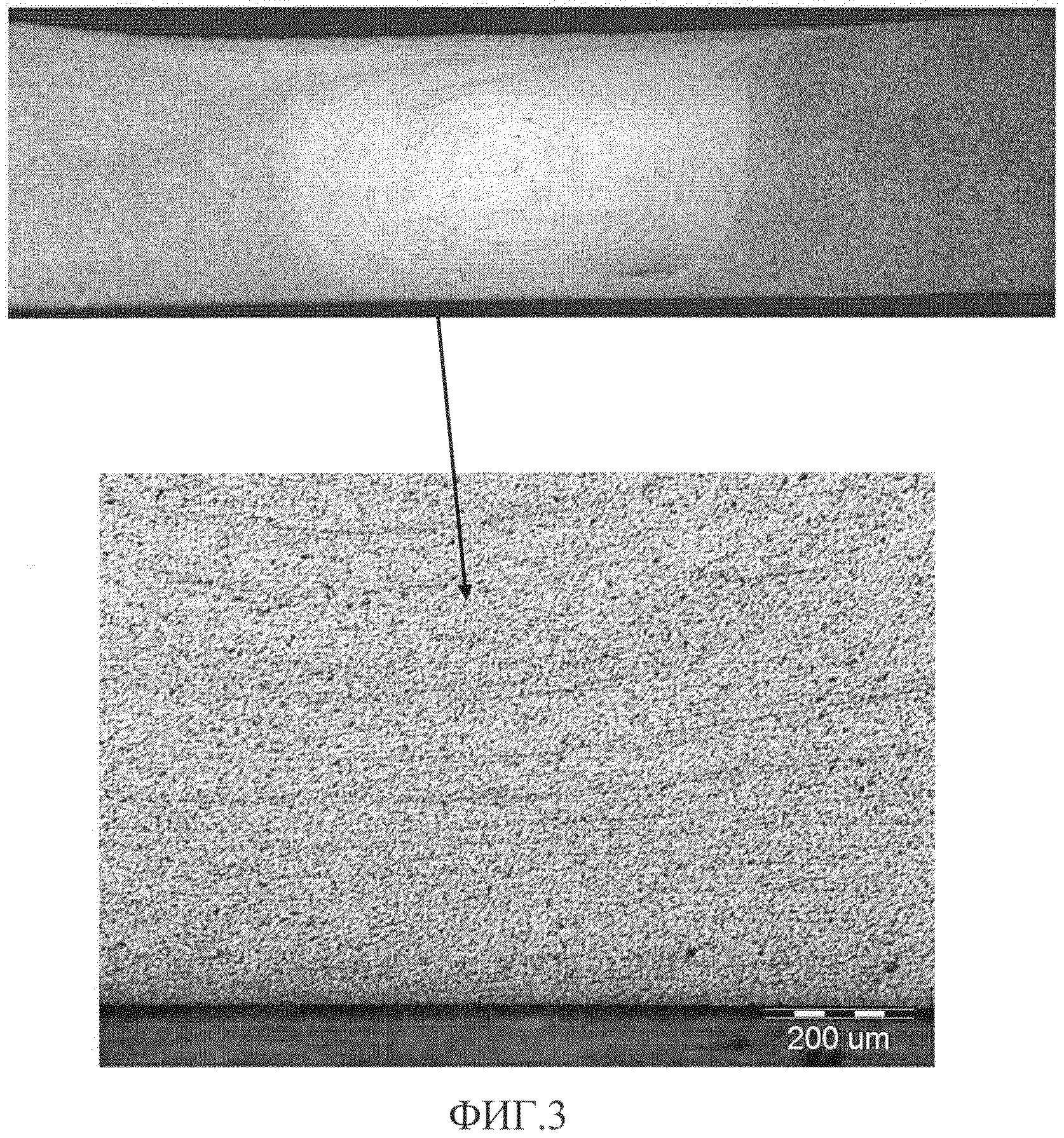
На фиг.3 показана микроструктура сварного соединения после удаления подложки.
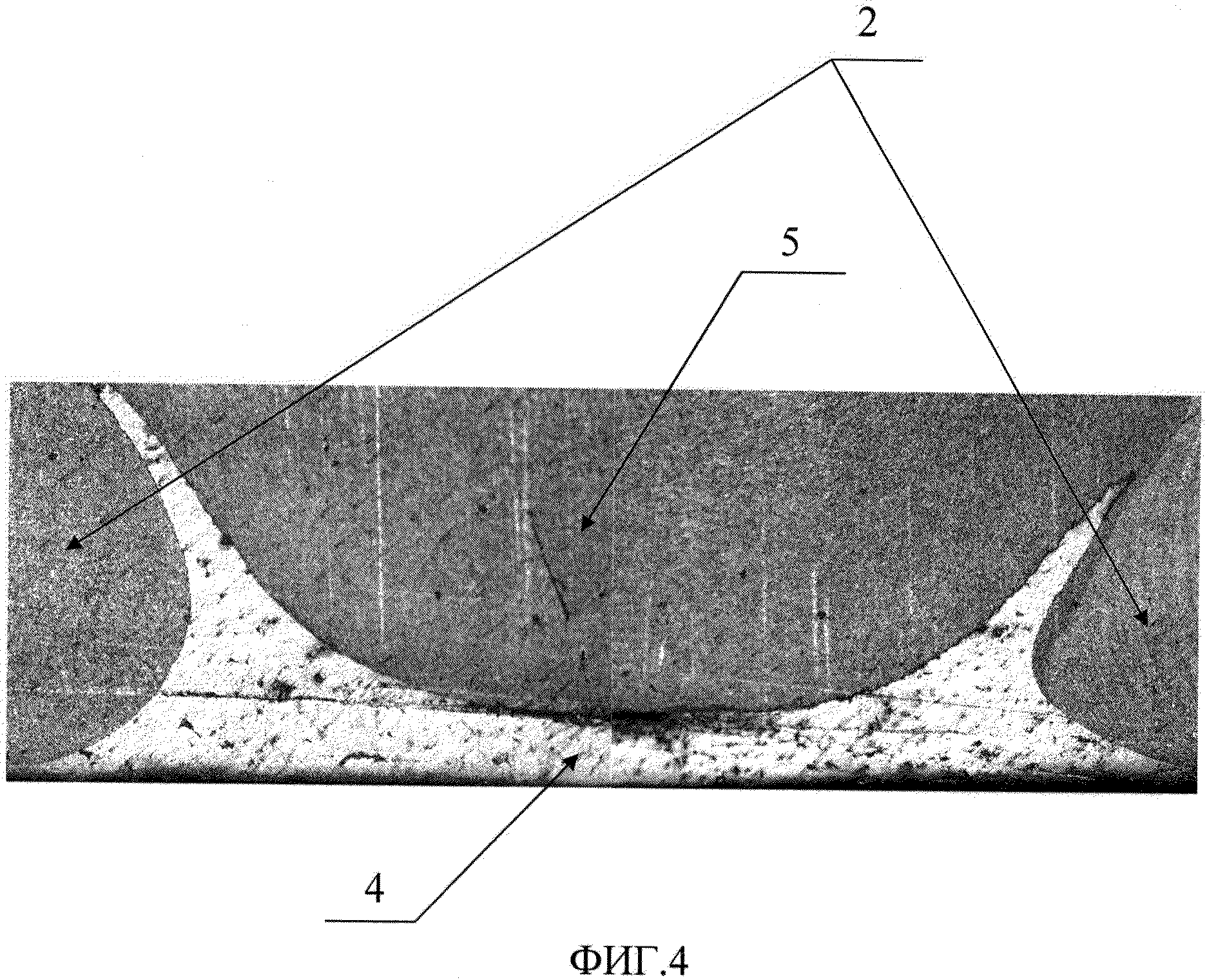
На фиг.4 показана микроструктура сварного соединения, выполненного на подложке из материала менее твердого, чем материал свариваемых кромок. Отмечается активное проникновение материала подложки по линии соединения сварного ядра с основным материалом.
Известна способность металлов и сплавов к образованию соединения при приложении к ним давления и температуры благодаря установлению межатомных связей в твердой фазе. Для однородных металлов эта температура, как правило, должна составлять 0,5-0,8 от температуры плавления металла или сплава, а при сварке разнородных - 0,5-0,7 температуры более легкоплавкого металла. При фрикционной сварке перемешиванием алюминиевых сплавов она составляет 450-470C°. Такая температура ускоряет взаимную диффузию атомов через поверхность стыка и облегчает устранение неровностей поверхности и пластическое деформирование металла. Именно это условие имеет место в корневой зоне соединения, образуемого фрикционной сваркой перемешиванием.
В частности, экспериментально подтверждено образование отдельных участков «слипания» в корневой зоне сварного соединения при сварке на опорном элементе, изготовленном из различных материалов. При фрикционной сварке алюминиевых сплавов на опорном элементе, изготовленном их латуни, углеродистой стали или легированной стали, величина коэффициента теплопроводности опорного элемента составляет 0,1÷0,5 от теплопроводности свариваемого материала. В сравнении со сваркой на опорном элементе из титанового сплава - материала с еще более низкой теплопроводностью - величина корневого непровара существенно не отличается и, в зависимости от типа сварочного стержня и толщины свариваемых кромок, составляет 0,2-0,3 мм. Из этого следует, что применение для опорного элемента материала с низкой теплопроводностью не является достаточным условием получения качественного бездефектного сварного соединения.
По технологии с использованием предлагаемого способа были выполнены сварные швы конструкции из алюминиевого сплава АМг6. Металлографическое исследование сварных соединений показало отсутствие дефектов в теле сварного ядра, в том числе корневого непровара, т.е достигается технический результат - получение более однородного по составу бездефектного сварного шва свободного от корневого непровара.
Блок предварительной расстыковки электроразъемов
Узел стыковки электрических цепей разъемного соединения
Способ разделения ступеней ракеты-носителя пакетной схемы
Способ защиты стартовых сооружений от газодинамического воздействия струй двигателей ракеты
Электросоединитель
Фланцевый точечный стык
Терморегулирующее покрытие
Идентификатор частотных характеристик
Блок электроразъемов летательного аппарата
Переносной герметичный контейнер
Адаптивная система управления высотой полета летательного аппарата
Способ формирования сигнала управления боковым движением летательного аппарата и устройство для его осуществления

