Результат интеллектуальной деятельности: ШТАМП ДЛЯ ОТРЕЗКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, в частности к резке полых оболочек труб.
Из уровня техники известен штамп для резки труб, содержащий верхнюю плиту, несущую колонку с копиром, взаимодействующим с тягой, на которой закреплен нож для надрезки, тягу, размещенную в кронштейне и подпружиненную пружиной и перемещающуюся в горизонтальном направлении посредством копира, нижнюю плиту с механизмом зажима трубы (Авторское свидетельство СССР №780990, B23D 21/00, 1978). Недостаток штампа заключается в наличии узла зажима трубы и увеличенного хода верхней плиты вниз для перемещения ножа надрезки и ножа отрезки заготовки от трубы.
Наиболее близким техническим решением к заявленному устройству является штамп для резки труб, содержащий верхнюю плиту, на которой установлены отрезной нож и клинья, нижнюю плиту, на которой смонтирован механизм зажима, выполненный в виде подвижного и неподвижного прижимов. Надрезающий нож взаимодействует с клином через промежуточный элемент в виде поворотного кулака, а возвращение надрезающего ножа совершается пружинами (Авторское свидетельство СССР №816704, B23D 21/00, 1979). Недостатком известного штампа является сложная схема действия ножа надрезки, в которой работают два клина и пружины, фиксирующие положение ножа надрезки.
Техническим результатом заявленного изобретения является упрощение конструкции и увеличение производительности штампа.
Поставленный технический результат решается за счет того, что штамп для отрезки полых цилиндрических изделий содержит нижнюю плиту и верхнюю плиту с отрезным ножом, установленную с возможностью возвратно-поступательного перемещения относительно нижней плиты, средство позиционирования и фиксации обрабатываемого изделия и узел формирования предварительного паза в зоне внедрения отрезного ножа, при этом средство позиционирования и фиксации обрабатываемого изделия установлено между верхней и нижней плитой и во взаимосвязи с узлом формирования предварительного паза таким образом, что за один рабочий ход верхней плиты осуществляется предварительный надрез, фиксация обрабатываемого изделия с отрезкой, согласно изобретению, узел формирования предварительного паза закреплен в верхней плите перед отрезным ножом и выполнен в виде пластины с наклонным пазом и ножа -ползуна, установленного параллельно плоскости плит с возможностью горизонтального возвратно - поступательного перемещения по упомянутому пазу, при этом верхняя плита и узел формирования предварительного паза выполнены во взаимосвязи таким образом, что отрезной нож осуществляет фиксацию и отрезку обрабатываемого изделия в момент формирования предварительного паза.
Оптимально оснастить штамп дополнительным подпружиненным средством фиксации обрабатываемого изделия, установленным между отрезным ножом и узлом формирования предварительного паза.
Изобретение поясняется графическими материалами, где:
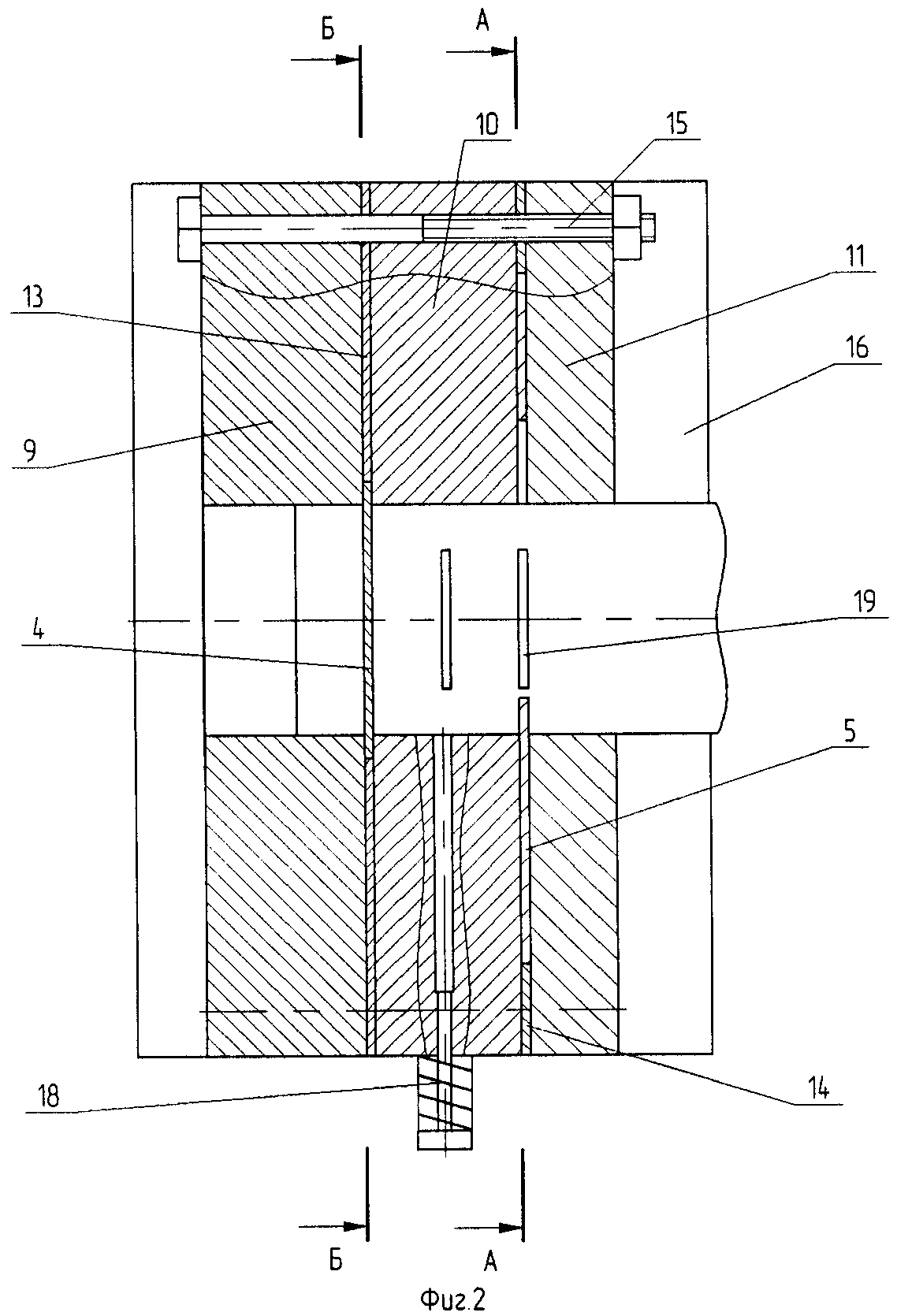
на фиг.1 показан штамп в сечении, проходящем через ось полого цилиндрического изделия,
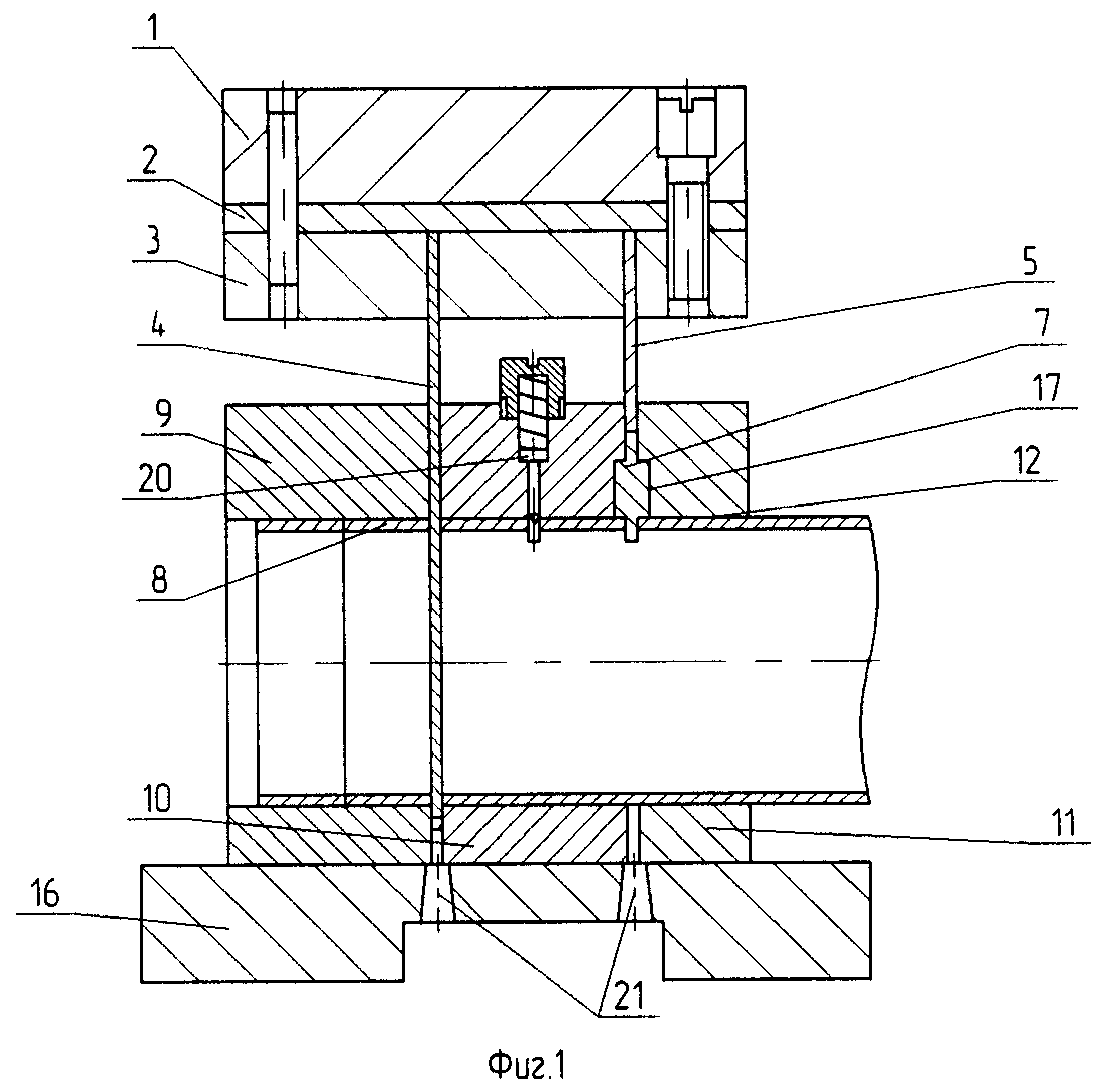
на фиг.2 - вид сверху,
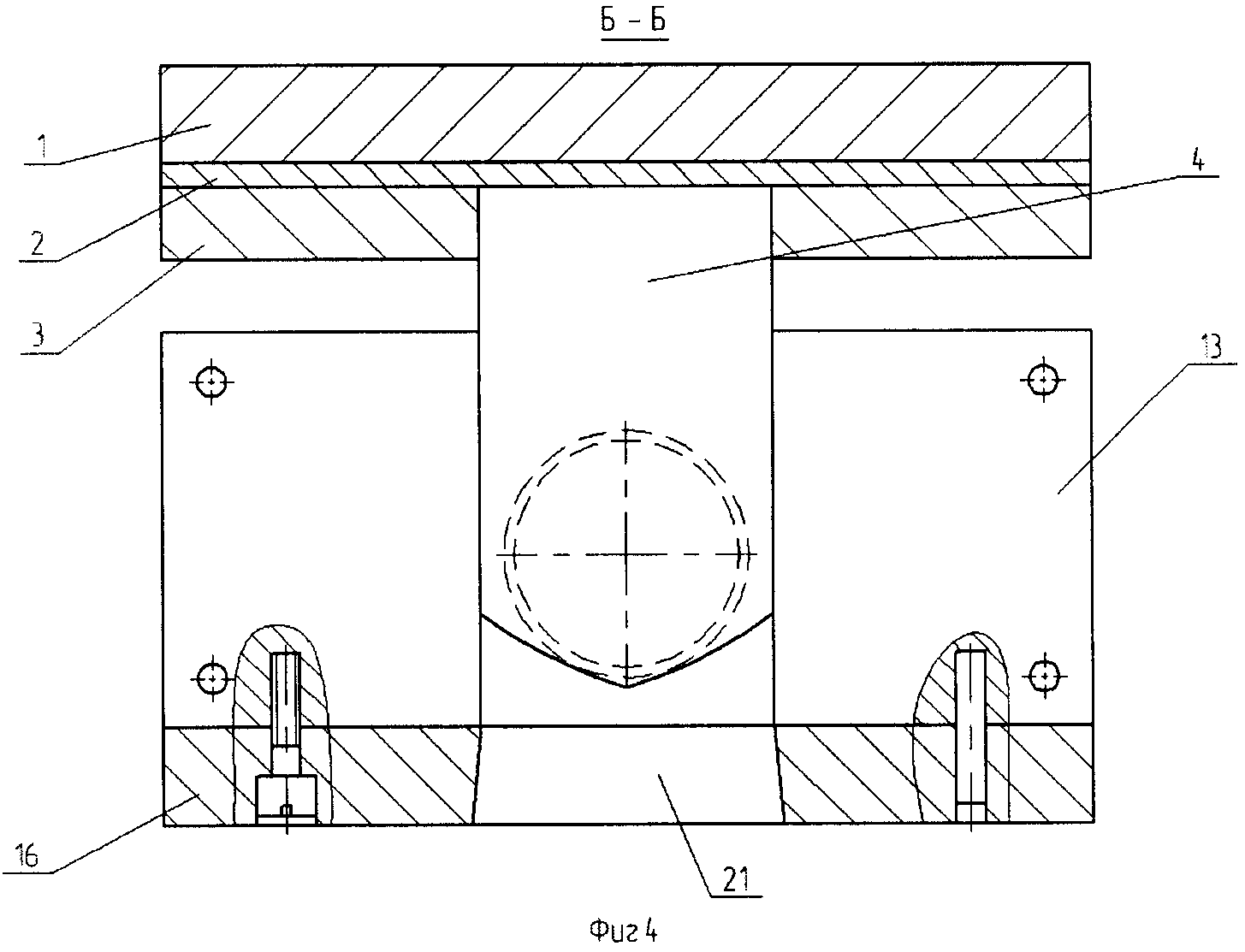
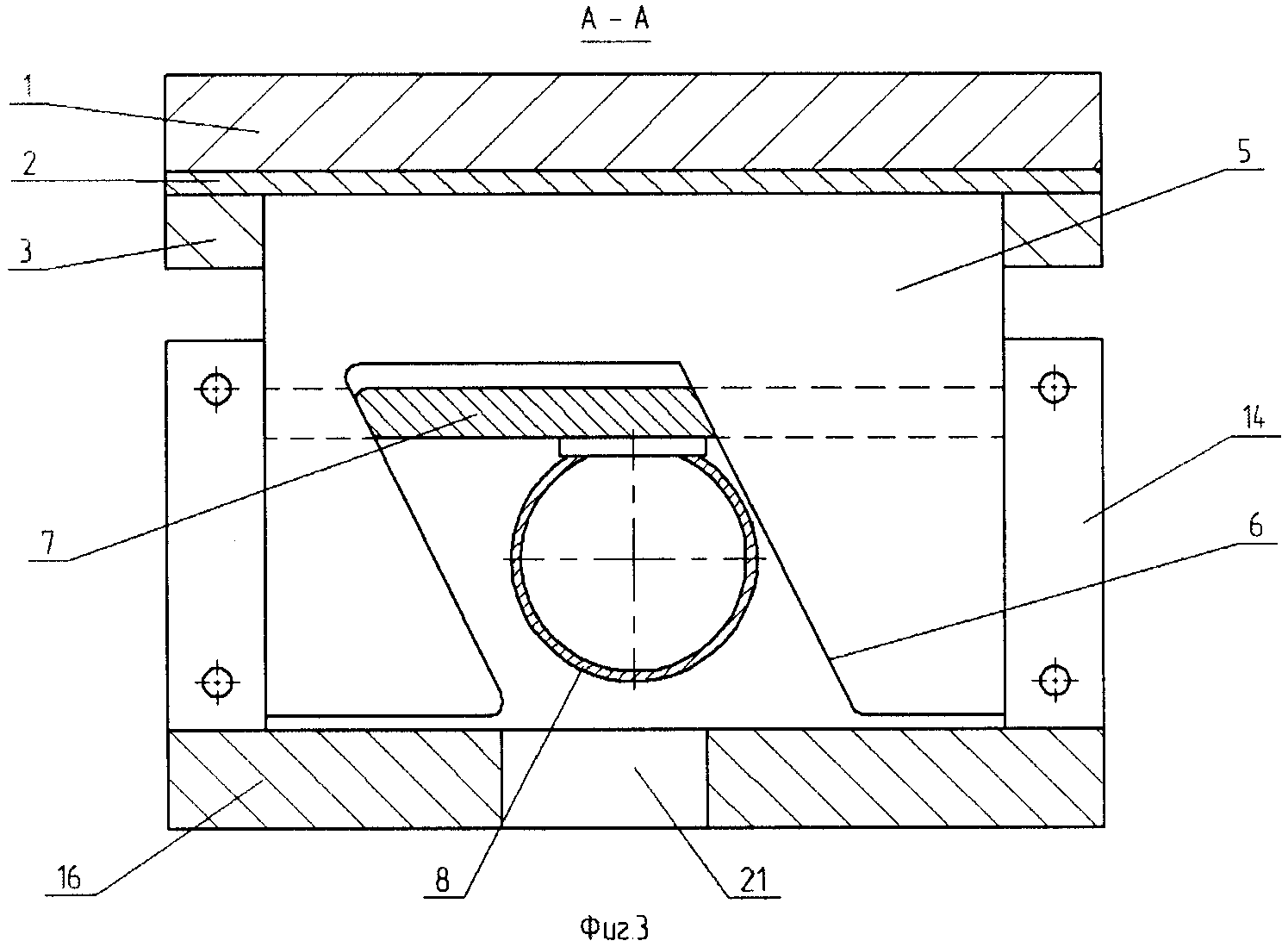
на фиг.3 и 4 - сечения А-А и Б-Б.
Штамп для отрезки полых цилиндрических изделий содержит верхнюю плиту 1, подкладку 2 и пуансонодержатель 3, в котором закреплен отрезной нож 4 и узел формирования предварительного паза, включающий пластину 5, в которой расположен наклонный паз 6, по которому перемещается в горизонтальной плоскости нож-ползун 7, обеспечивающий надрезку полого цилиндрического изделия (трубы 8). Неподвижная часть штампа состоит из трех плит 9, 10, 11, зоны 12 позиционированная трубы (в виде отверстий). Между 9, 10, 11 расположены вставки 13, 14, толщина которых равна толщине отрезного ножа 4 и пластины 5. Плиты 9, 10, 11 стянуты стяжными болтами 15 и закреплены на нижней плите 16. Отрезной нож 4 и пластина 5 перемещаются между плит 9, 10, 11. В плитах 10, 11 выполнен паз 17 для обеспечения возможности горизонтального перемещения ножа - ползуна 7. Упор 18 фиксирует трубу 8 в момент первой надрезки паза 19 на обрабатываемой детали. Дополнительное подпружиненное средство 20 фиксации обрабатываемого изделия определяет шаг подачи трубы 8, т.е определяет ширину отрезаемой заготовки.
Штамп для отрезки полых цилиндрических изделий работает следующим образом. После подачи трубы 8 до упора 18 верхняя плита 1 перемещается вниз, нож - ползун 7 прорезает паз 19 в трубе 8. Отрезной нож 4 совершает холостой ход. Аналогично совершается и второй шаг подачи трубы 8. Величину подачи определяет дополнительное подпружиненное средство 20 фиксации обрабатываемого изделия. После третьего шага подачи трубы 8 до дополнительного подпружиненного средства 20 фиксации обрабатываемого изделия, верхняя плита 1 совершает ход вниз. При внедрении отрезного ножа 4 в трубу 8 нож-ползун 7 имеет свободный ход до момента контакта с трубой 8. Верхняя плита и узел формирования предварительного паза выполнены с возможностью осуществления отрезным ножом фиксации обрабатываемого изделия до начала надрезки предварительного паза для исключения поворота обрабатываемого изделия в момент отрезки. При обратном ходе верхней плиты 1 отрезной нож 4 полностью выходит из трубы 8, а пластина 5 переводит нож-ползун 7 вправо, обеспечивая возможность подачи трубы 8 на новый шаг. В нижней плите 16 выполнены два паза 21 для удаления отходов из зоны надрезки и отрезки заготовки от трубы 8.
Таким образом, заявленная совокупность существенных признаков, изложенная в формуле изобретения, обеспечивает простую конструкцию, меньший ход верхней плиты и надежность в эксплуатации.
Анализ заявленного технического решения на соответствие требованиям условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном устройстве отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для использования в области металлообработки, в частности для резки полых оболочек труб;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям условиям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Способ детектирования электромагнитных волн в терагерцовом диапазоне
Способ определения твердости обрабатываемого материала в зоне контакта обрабатываемой детали с инструментом в процессе резания
Бесшаботный молот
Смазочно-охлаждающая жидкость для механической обработки металлов
Способ формирования переменного ключа для блочного шифрования и передачи шифрованных данных
Способ крепления концевых фрез с числом зубьев не менее трех в цанговом патроне
Способ детектирования электромагнитных волн в терагерцовом диапазоне
Способ определения твердости обрабатываемого материала в зоне контакта обрабатываемой детали с инструментом в процессе резания

