Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ХЛАДОСТОЙКОГО ЧУГУНА
Вид РИД
Изобретение
Изобретение относится к области металлургии, в частности к способу получения хладостойкого высокопрочного чугуна при производстве литых заготовок в условиях массового производства.
Известен высокопрочный чугун [1] марки ВЧ40 (ГОСТ 7293-85), обладающий повышенной ударной вязкостью по сравнению с чугунами более высоких марок. Рекомендуемый химический состав этого чугуна для отливок с толщиной стенки до 100 мм включает, мас.%:
|
Железо и примеси, остальное.
В качестве примесей в составе чугуна содержатся, мас.%: фосфор до 0,05, сера до 0,02, хром до 0,1. Сфероидизация графита осуществляется обычно путем обработки жидкого чугуна магнийсодержащими присадками или комплексными модификаторами. В качестве термической обработки - ферритизирующий отжиг при 680-800°С.
Недостатком данного чугуна является низкая ударная вязкость.
Известен также высокопрочный чугун [2], при производстве которого делается графитизирующее модифицирование в 2 этапа. Отжиг не применяется.
Недостатком данного чугуна является резкое падение ударной вязкости при низких температурах (начиная с -40°С и ниже) более чем в 2 раза.
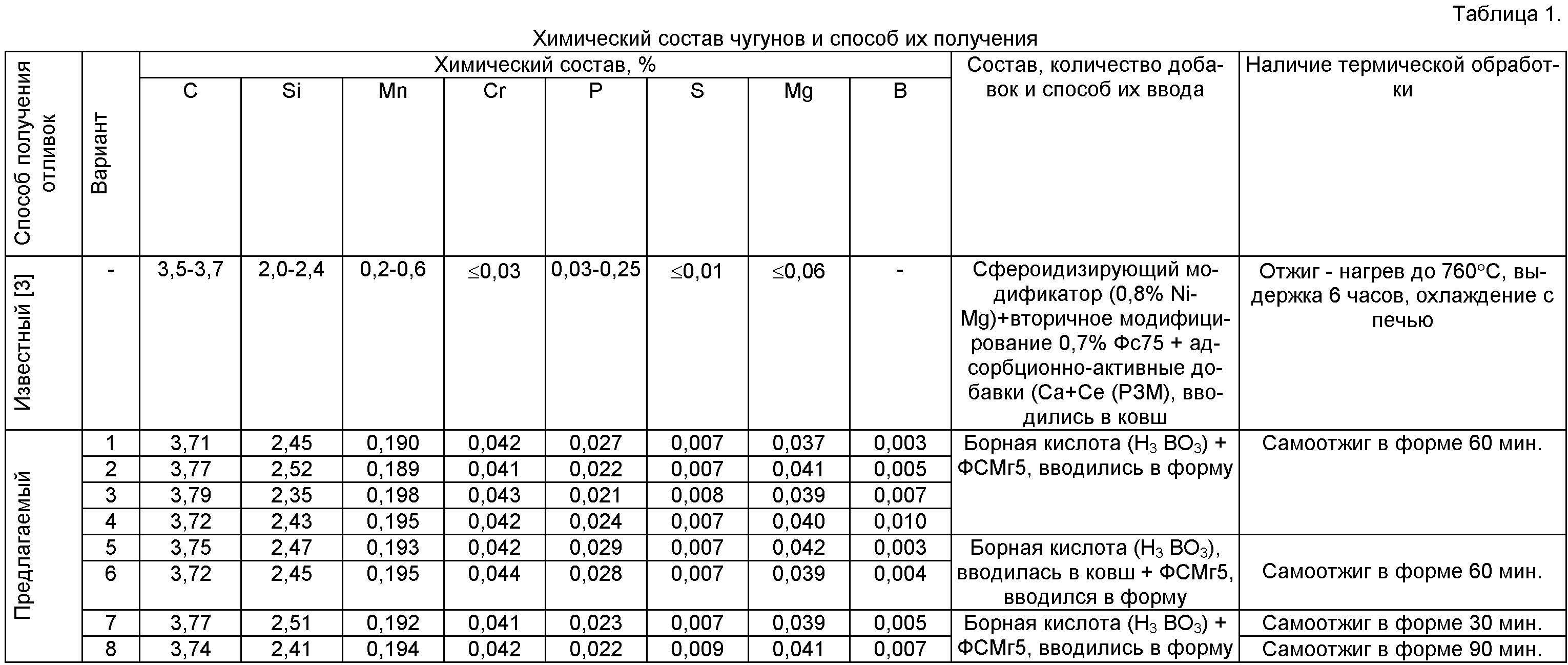
Наиболее близким к предлагаемому чугуну и способу получения является чугун [3]. Химический состав указан в табл.1. Технология получение чугуна заключается в том, что расплав обрабатывается в 50-кг ковшах добавлением модифицирующей лигатуры (0,8% Ni-Mg) и адсорбционно-активных добавок (Са+Се) с вторичным модифицированием 0,6-0,8% ферросилиция ФС75; также проводится термообработка - отжиг по режиму: нагрев до 760°С, выдержка 6 часов, охлаждение с печью.
Недостатком данного чугуна являются низкие значения ударной вязкости при отрицательных температурах (табл.2). Недостатком данного способа является длительная термическая обработка, что приводит к увеличению времени изготовления литых заготовок что в свою очередь недопустимо в условиях массового производства.
Технической задачей данного изобретения является повышение ударной вязкости хладостойкого чугуна при отрицательной температуре при снижении времени изготовления отливок в условиях массового производства.
Технический результат достигается тем, что модифицирование чугуна проводят в литейной форме путем подачи модифицирующей смеси, содержащей сфероидизирующую добавку в виде ферросиликомагния и графитизирующую добавку в виде борной кислоты, в количестве, обеспечивающем получение в готовых отливках 0,03-0,06% остаточного магния и 0,005-0,007% бора, с дальнейшим самоотжигом отливок в литейной форме в течение 60 мин.
Изменения в химический состав выплавляемого чугуна введены с целью стабильного получения максимальной ферритизации структуры чугуна в отливках и обеспечения необходимых свойств чугуна после термической обработки.
С понижением содержания углерода возрастает количество перлита, сохраняющегося после отжига. При этом вероятно также наличие структурного свободного цементита и графита не шаровидной формы. Поэтому необходимо иметь повышенное содержание углерода (3,6-3,9%), чтобы обеспечить более высокие литейные свойства и в тоже время не снизить механические свойства.
С точки зрения пластичности, наилучшим является содержание кремния в чугуне в пределах 2,4-2,7%. Во избежание отрицательного влияния на ударную вязкость и с целью снижения порога хладноломкости его содержание не должно превышать 2,8%.
Марганец оказывает влияние противоположное влиянию кремния, уменьшая количество феррита и увеличивая количество перлита, поэтому, с целью снижение порога хладноломкости, его содержание не должно превышать 0,3%.
Увеличение содержания фосфора до 0,25-0,3% вызывает снижение пластических свойств, прочность при растяжении понижается, а твердость возрастает. Для получения высокой ударной вязкости, верхний предел содержания фосфора должен быть ограничен 0,05%.
Содержание магния рекомендуется в пределах 0,03-0,06%. Если остаточное содержание магния менее 0,03%, то результаты модифицирования нестабильны. Увеличение содержания магния более 0,06% нецелесообразно, так как это не повышает свойства чугуна.
Дополнительно в состав чугуна введен бор в количестве 0,005-0,007%. Совместно с комплексным модификатором, бор оказывает влияние на процесс кристаллизации высокопрочного чугуна, приводящем к значительному измельчению зерен и повышению устойчивости аустенита к распаду при переохлаждении. Также бор обладает высокой химической активностью по отношению к кислороду и азоту. Более высокое содержание бора (>0,01%) приводит к карбидостабилизирующему эффекту и резкому снижению пластических характеристик, а небольшое содержание бора (<0,002%) не оказывает на сплав никакого влияния (табл.2).
Чугун выплавляют в тигельных печах, обеспечивающих эффективный переплав шихты и перегрев расплава перед выпуском до температуры 1500-1550°С. Затем расплавленный метал передаточным ковшом подается в канальный миксер, где происходит перемешивание металла и усреднение его по химическому составу и температуре. Далее металл с температурой 1450-1490°С сливается в заливочный ковш, при помощи которого происходит заливка форм жидким металлом.
В качестве шихтовых материалов используют стальной лом, возврат собственного производства (литники, прибыли) высокопрочного чугуна, ферросилиций, графит измельченный.
Для получения в готовых отливках 0,03-0,06% остаточного магния расчетное количество модификатора составляет 0,8-1,2% от металлоемкости литейной формы. Для получения в готовых отливках 0,005-0,007% бора расчетное количество борной кислоты составляет 0,06-0,08% от металлоемкости литейной формы. Чугун в формы заливается при температуре 1380-1420°С.
Выбивка отливок из форм производилась через 60 мин. Механические свойства чугуна определялись на образцах, вырезанных непосредственно из отливок. Форма и размеры образцов для механических испытаний соответствуют требованиям соответствующих стандартов. Структура чугуна определяется на образцах, подвергнутых механическим испытаниям, со стороны, противоположной плоскости разрыва.
Химический состав известного и предлагаемого чугунов приведены в табл.1, а механические свойства - в табл.2.
Видно, что предлагаемое сочетание химического состава чугуна, способа его получения и способа термической обработки обеспечивает по сравнению с прототипом значительно более высокие значения ударной вязкости, в том числе и при отрицательной температуре. При выходе содержания бора за предлагаемые пределы (вар.1, 4) свойства чугуна существенно ухудшаются. Отклонение в способе ввода модификаторов от п.2 изобретения приводит к снижению усвоения бора, что в свою очередь приводит к снижению механических свойств (вар.5, 6). Отклонение способа термической обработки от п.3 изобретения (т.е. уменьшение времени самоотжига) также приводит к снижению механических свойств чугуна (вар.7), однако, увеличение времени самоотжига не приводит к значительным улучшениям (вар.8), что является не целесообразным.
Как следует из таблицы 2, заявленное изобретение позволяет повысить по сравнению с известным чугуном ударную вязкость: на 4-6% при +20°С, на 6-10% при -20°С, на 6-14% при -40°С, на 20-26% при -60°С.
|
1. Шерман А.Д., Жуков А.А. Чугун: Справ, изд. М.: Металлургия, 1991. - 576 стр.
2. Яковлев М.И., Петров Е.С., Андреев А.Д. Хладостойкий чугун с шаровидным графитом. Литейное производство №3, 2001. Стр.6-7.
3. Александров Н.Н. и др. Повышение хладостойкости высокопрочного чугуна. Литейное производство №1, 1981. Стр.4-5.
Способ получения отливок из хладостойкого чугуна, включающий выплавку чугуна, обработку расплава модифицирующей смесью, содержащей сфероидизирующую и графитизирующую добавки, с последующей термообработкой отливок, отличающийся тем, что обработку расплава чугуна проводят в литейной форме путем подачи модифицирующей смеси, содержащей сфероидизирующую добавку в виде ферросиликомагния и графитизирующую добавку в виде борной кислоты, в количестве, обеспечивающем получение в готовых отливках 0,03-0,06% остаточного магния и 0,005-0,007% бора, с дальнейшим самоотжигом отливок в литейной форме в течение 60 мин.Устройство для пространственной гибки стержневых заготовок
Привод стояночного тормоза
Способ изготовления полых деталей со ступенями на наружной поверхности и холодновысадочный инструмент для его осуществления
Холоднотвердеющая смесь для изготовления литейных стержней и форм
Шнековый пластикатор для литья под давлением полимеров
Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям
Брикет для производства чугуна в вагранке
Смесь для изготовления литейных форм и стержней
Способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям

