СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТОНКОСЛОЙНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ
Вид РИД
Изобретение
Область изобретения
Настоящее изобретение относится к созданию тонких полимерных пленок, а более конкретно, к термической обработке тонких полимерных пленок.
Предпосылки к созданию изобретения
Растягивающуюся пленку изготавливают из полученной при помощи экструзии тонкой полимерной пленки, которую затем растягивают для изменения ее прочностных свойств. Таким пленкам могут быть приданы свойства "липкости" за счет добавления вещества для повышения клейкости (липкости) к полимеру, из которого получена растягивающаяся пленка. В некоторых случаях, содержащие вещество для повышения клейкости пленки растягивают ранее наматывания в рулон, а в других случаях пленки наматывают в рулон безо всякого растягивания, а растягивание производят, когда пленка размотана и обернута вокруг своего груза (такого как несколько коробок, уложенных друг на друга на поддоне).
Существенной проблемой, связанной с традиционным изготовлением растягивающейся пленки, обладающей свойствами липкости, полученными за счет добавления вещества для повышения клейкости, является то, что обычно необходимо производить "старение" тонкой полимерной пленки ранее ее растягивания (ранее предварительного растягивания до намотки в рулон или до обертывания), в терморегулируемой среде, чтобы позволить веществу для повышения клейкости "блумировать" (мигрировать) к поверхности тонкой полимерной пленки. Полагают, что если пленка была растянута ранее блумирования вещества для повышения клейкости к ее поверхности, например, когда полотно тонкой полимерной пленки пропускают через механизм растягивания вскоре после ее изготовления, то свойства липкости пленки обычно теряются.
Сущность изобретения
В соответствии с первым аспектом настоящего изобретения, время, необходимое для старения тонкой полимерной пленки, пока не произойдет блумирование вещества для повышения клейкости, и связанные с этим расходы могут быть исключены за счет активизации блумирования вещества для повышения клейкости к поверхности, преимущественно вскоре после изготовления тонкой полимерной пленки. В частности, за счет приложения соответствующего количества теплоты к содержащей вещество для повышения клейкости, неблумированной тонкой полимерной пленке, содержащая вещество для повышения клейкости, неблумированная тонкая полимерная пленка может быстро блумировать. Тонкой полимерной пленкой может быть, без ограничения, однослойная пленка, соэкструдированная многослойная пленка, многослойная пленка, содержащая множество слоев индивидуальных пленок, или слоистый материал с покрытием, наносимым методом экструзии.
В соответствии с первым аспектом настоящего изобретения, предлагается способ обработки тонкой полимерной пленки. Способ предусматривает нагревание полотна содержащей вещество для повышения клейкости, неблумированной тонкой полимерной пленки до температуры, достаточной для блумирования вещества для повышения клейкости ранее перехода полотна на следующую операцию поточного процесса, так что полотно содержащей вещество для повышения клейкости, неблумированной тонкой полимерной пленки становится полотном содержащей вещество для повышения клейкости, блумированной тонкой полимерной пленки, ранее перехода полотна на следующую операцию поточного процесса. Тонкая полимерная пленка может быть нагрета ранее растягивания, после растягивания, или в процессе, который не предусматривает никакого растягивания (кроме растягивания при производстве тонкой полимерной пленки). Таким образом, следующей операцией в процессе, после нагревания содержащей вещество для повышения клейкости, неблумированной тонкой полимерной пленки, чтобы вызвать блумирование, может быть операция растягивания или может быть операция намотки.
В соответствии с вариантом осуществления настоящего изобретения, полотно нагревают за счет пропускания через нагревательное устройство. Нагревательное устройство может иметь по меньшей мере один нагретый ролик, а также может представлять собой инфракрасное нагревательное устройство или печь с электрическим сопротивлением.
При необходимости, способ может содержать более раннюю операцию первоначального изготовления полотна содержащей вещество для повышения клейкости, неблумированной тонкой полимерной пленки. В таком варианте осуществления, полотно содержащей вещество для повышения клейкости, неблумированной тонкой полимерной пленки может быть изготовлено, например, при помощи технологического процесса выдувания пленки или при помощи технологического процесса литья пленки. Кроме того, способ может содержать факультативную операцию растягивания полотна содержащей вещество для повышения клейкости, неблумированной тонкой полимерной пленки (например, за счет пропускания полотна через механизм растягивания), ранее нагревания полотна. Способ также может содержать факультативную операцию растягивания полотна содержащей вещество для повышения клейкости, блумированной тонкой полимерной пленки (например, за счет пропускания полотна через механизм растягивания), после нагревания полотна и, таким образом, после блумирования пленки. Также факультативно, полотно содержащей вещество для повышения клейкости, неблумированной тонкой полимерной пленки может быть растянуто, нагрето, чтобы вызвать блумирование вещества для повышения клейкости, и затем вновь растянуто.
В соответствии с некоторыми вариантами осуществления, полотно содержащей вещество для повышения клейкости, растянутой, неблумированной тонкой полимерной пленки может быть изготовлено и затем нагрето вскоре после его изготовления (то есть пропущено через нагревательное устройство в следующей операции поточного процесса), минуя любую операцию пропускания содержащей вещество для повышения клейкости, неблумированной тонкой полимерной пленки через механизм растягивания.
В соответствии с другим аспектом настоящего изобретения, предлагается способ нанесения рисунка на тонкую полимерную пленку. Способ предусматривает пропускание ориентированного полотна тонкой полимерной пленки через роликовый механизм, содержащий по меньшей мере один нагретый ролик. По меньшей мере один нагретый ролик имеет по меньшей мере участок рисунка, гравированного на его поверхности, так что имеются лицевые области и заглубленные области на поверхности, причем лицевые области и заглубленные области совместно образуют рисунок. Когда полотно контактирует с поверхностью по меньшей мере одного ролика, участки полотна, расположенные поверх заглубленных областей, получают относительно меньше теплоты по меньшей мере от одного ролика, чем участки полотна, расположенные поверх лицевых областей по меньшей мере одного ролика, за счет чего соответствующие участки полотна подвергаются различной, вызванной теплотой, усадке, переносящей рисунок на тонкую полимерную пленку. Рисунком может быть совокупность (схема расположения) линий, или это могут быть аналогичные или разные геометрические фигуры, или же он может содержать слова, изображения или их комбинации, такие как товарный знак, название корпорации или логотип корпорации. В соответствии с одним из вариантов осуществления, может быть использован нагретый ролик со сменной литерой, который может быть использован для нанесения срока годности на тонкую полимерную пленку, которую используют для обертывания скоропортящихся товаров.
В соответствии с другим аспектом настоящего изобретения, предлагается способ обработки растягивающейся пленки и нанесения на нее рисунка. Способ предусматривает пропускание полотна тонкой полимерной пленки по меньшей мере через один нагретый ролик. По меньшей мере один нагретый ролик имеет рисунок, гравированный на его поверхности, так что имеются лицевые области и заглубленные области на поверхности, причем лицевые области и заглубленные области совместно образуют рисунок. Когда полотно контактирует с поверхностью по меньшей мере одного ролика, участки полотна, расположенные поверх заглубленных областей, получают относительно меньше теплоты по меньшей мере от одного ролика, чем участки полотна, расположенные поверх лицевых областей по меньшей мере одного ролика, за счет чего соответствующие участки полотна подвергаются различной, вызванной теплотой, усадке, переносящей рисунок на тонкую полимерную пленку.
В соответствии с одним из вариантов осуществления, полотно содержит вещество для повышения клейкости, и полотно является неблумированным, когда оно проходит через первый по меньшей мере один нагретый ролик, причем участки полотна, расположенные поверх лицевых областей по меньшей мере одного ролика, нагреваются до температуры, достаточной для того, чтобы вызвать блумирование вещества для повышения клейкости ранее поступления полотна к намоточному устройству.
Полотно содержащей вещество для повышения клейкости, неблумированной тонкой полимерной пленки может быть пропущено по меньшей мере через один нагретый ролик до растягивания, после растягивания, между двумя операциями растягивания, или в процессе, который не предусматривает никакого растягивания.
В соответствии с другими аспектами настоящего изобретения, предлагается устройство для осуществления описанных здесь выше способов, и предлагаются изделия, полученные при помощи описанных здесь выше способов.
Краткое описание чертежей
Указанные ранее и другие характеристики изобретения будут более ясны из последующего детального описания, приведенного со ссылкой на сопроводительные чертежи.
На фиг.1 схематично показано первое устройство для обработки тонкой полимерной пленки, в соответствии с аспектом настоящего изобретения.
На фиг.2 показан вид в перспективе участка первого варианта устройства для нанесения рисунка на тонкую полимерную пленку, в соответствии с аспектом настоящего изобретения.
На фиг.2А показан вид в перспективе участка второго варианта устройства для нанесения рисунка на тонкую полимерную пленку, в соответствии с аспектом настоящего изобретения.
На фиг.3 схематично показано второе устройство для обработки тонкой полимерной пленки и для нанесения рисунка на нее, в соответствии с аспектом настоящего изобретения.
На фиг.4 схематично показано третье устройство для обработки тонкой полимерной пленки, в соответствии с аспектом настоящего изобретения.
На фиг.5 схематично показано четвертое устройство для обработки тонкой полимерной пленки, в соответствии с аспектом настоящего изобретения.
На фиг.6 схематично показано пятое устройство для обработки тонкой полимерной пленки, в соответствии с аспектом настоящего изобретения.
На фиг.7 показан вид в перспективе рулона тонкой полимерной пленки, полученной в соответствии с аспектом настоящего изобретения.
Подробное описание изобретения
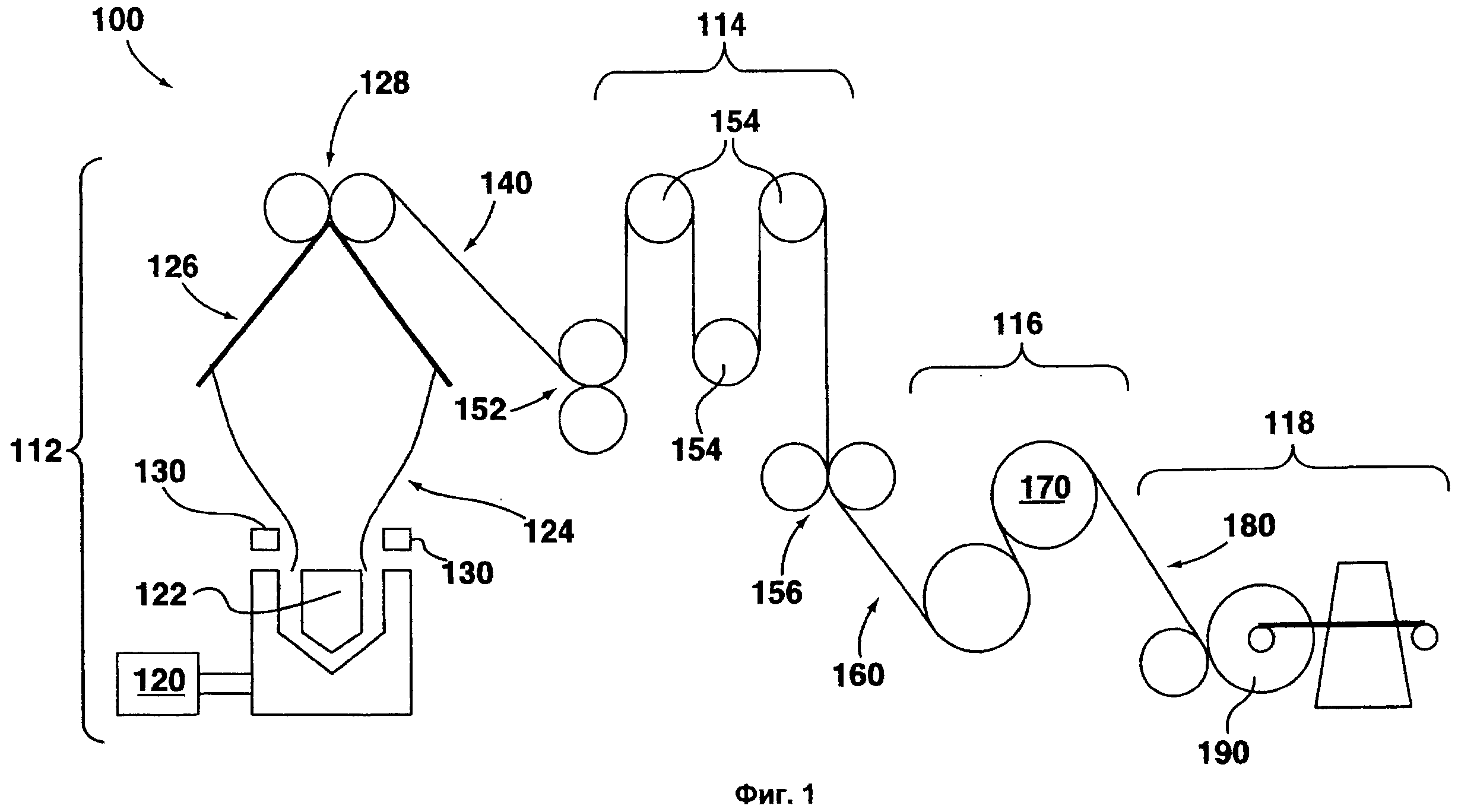
Обратимся теперь к рассмотрению фиг.1, на которой показан примерный вариант устройства 100, которое содержит установку И 2 для производства пленки, механизм 114 растягивания, нагревательное устройство 116 и намоточное устройство 118, расположенные последовательно, В показанном варианте, установка 112 для производства пленки представляет собой известную установку для производства пленки выдуванием, содержащую экструдер 120, который подает расплавленный полимер к пресс-форме 122, из которой выходит выдутый пузырь 124 тонкой полимерной пленки. Блоки 130 охлаждения производят охлаждение выдутого пузыря 124 с использованием продувки воздухом, что само по себе известно. В альтернативном варианте (не показан) блоки охлаждения могут быть расположены ниже по ходу от установки 112 для производства пленки. В варианте, показанном на фиг.1, когда тонкая полимерная пленка экструдируется, она становится по меньшей мере частично ориентированной в результате процесса экструзии. Это называют первичным ориентированием.
Установка 112 для производства пленки дополнительно содержит раму 126 сплющивания, предназначенную для сплющивания пузыря 124, и первый набор тянущих роликов 128, так что, в рабочем состоянии, полотно 140 содержащей вещество для повышения клейкости, неблумированной тонкой полимерной пленки выходит из установки 112 для производства пленки у первого набора тянущих роликов 128. Полотно 140 можно считать "нерастянутым", несмотря на то, что некоторое растягивание может происходить в процессе производства тонкой полимерной пленки. Кроме того, использованный здесь термин "неблумированная" пленка не следует понимать как полное отсутствие блумирования, но скорее как достаточно низкое блумирование, так что соответствующее полотно имеет низкие свойства липкости вещества для повышения клейкости или вообще их не имеет. Таким образом, полотно, которое имеет некоторое пренебрежимо малое блумирование, следует считать "неблумированным" в том понимании, в котором этот термин здесь используется.
После изготовления, полотно 140 содержащей вещество для повышения клейкости, неблумированной тонкой полимерной пленки растягивают. Более конкретно, полотно 140 пропускают при помощи второго набора 152 тянущих роликов через механизм 114 растягивания, который, в показанном варианте, содержит набор растягивающих роликов 154. Механизм 114 растягивания осуществляет операцию растягивания, так что полотно 140 содержащей вещество для повышения клейкости, неблумированной, нерастянутой тонкой полимерной пленки становится полотном 160 неблумированной, растянутой тонкой полимерной пленки. За счет этой операции растягивания получают моно" или би-аксиально ориентированную пленку (то есть пленку, ориентированную в одном или двух направлениях). Третий набор 156 тянущих роликов взаимодействует со вторым набором 128 тянущих роликов, чтобы повысить скорость полотна при его перемещении через механизм 114 растягивания, за счет чего полотно растягивается. Этот третий набор тянущих роликов 156 также поддерживает постоянную скорость полотна 160 неблумированной, растянутой тонкой полимерной пленки, когда она выходит из механизма 114 растягивания и проходит в нагревательное устройство 116. В специфическом показанном варианте осуществления, нагревательное устройство 116 содержит нагретый ролик 170. Также может быть использовано множество нагретых роликов или других подходящих элементов нагревания. Нагревательное устройство 116 выполнено таким образом, что при проходе полотна через нагревательное устройство оно нагревается до температуры, достаточной для того, чтобы вызывать блумирование вещества для повышения клейкости на поверхности полотна, до того, как полотно поступит на следующую операцию поточного способа, показанного на фиг.1, которой в данном случае является намотка при помощи намоточного устройства 118. Указанная температура может быть выбрана на основании нескольких факторов, в том числе типа тонкой полимерной пленки, расстояния от нагревательного устройства 116 до намоточного устройства 118 и скорости перемещения полотна. Типично, такая температура будет существенно выше обычной комнатной температуры. Например, полотно 160 может быть нагрето до температуры, близкой к температуре Vicat размягчения соответствующего полимера. Таким образом, полотно 160 неблумированной, растянутой тонкой полимерной пленки превращается, за счет приложения теплоты от нагревательного устройства 116, в полотно 180 блумированной, растянутой тонкой полимерной пленки, которое, после выхода из нагревательного устройства 116, проходит в намоточное устройство 118 и наматывается в рулон 190.
Таким образом, получают тонкую полимерную пленку, имеющую свойства липкости, вызванные веществом для повышения клейкости, за счет первоначального изготовления полотна 140 содержащей вещество для повышения клейкости, нерастянутой, неблумированной тонкой полимерной пленки, за счет растягивания полотна 140 при пропускании полотна 140 через механизм растягивания (такой как механизм 114 растягивания), чтобы получить полотно 160 содержащей вещество для повышения клейкости, неблумированной, растянутой тонкой полимерной пленки, и затем за счет нагревания полотна 160 при пропускании полотна 160 через нагревательное устройство (такое нагревательное устройство 116), так что полотно 160 нагревается до температуры, достаточной для того, чтобы вызвать блумирование вещества для повышения клейкости ранее поступления полотна в намоточное устройство, в результате чего полотно становится полотном 180 содержащей вещество для повышения клейкости, растянутой, блумированной тонкой полимерной пленки, когда оно доходит до намоточного устройства (такого как намоточное устройство 118), где оно наматывается в рулон.
В соответствии с другим аспектом настоящего изобретения, на тонкую полимерную пленку может быть нанесен рисунок. Тонкой полимерной пленкой может быть, без ограничения, однослойная пленка, соэкструдированная многослойная пленка, многослойная пленка, содержащая множество слоев индивидуальных пленок, или слоистый материал с покрытием, наносимым методом экструзии. Более того, тонкая полимерная пленка, на которую должен быть нанесен рисунок, может (но не обязательно) содержать вещество для повышения клейкости. Например, могут быть использованы растянутые пленки, имеющие внешний слой из липкого полимера, такого как EVA или металлоцен.
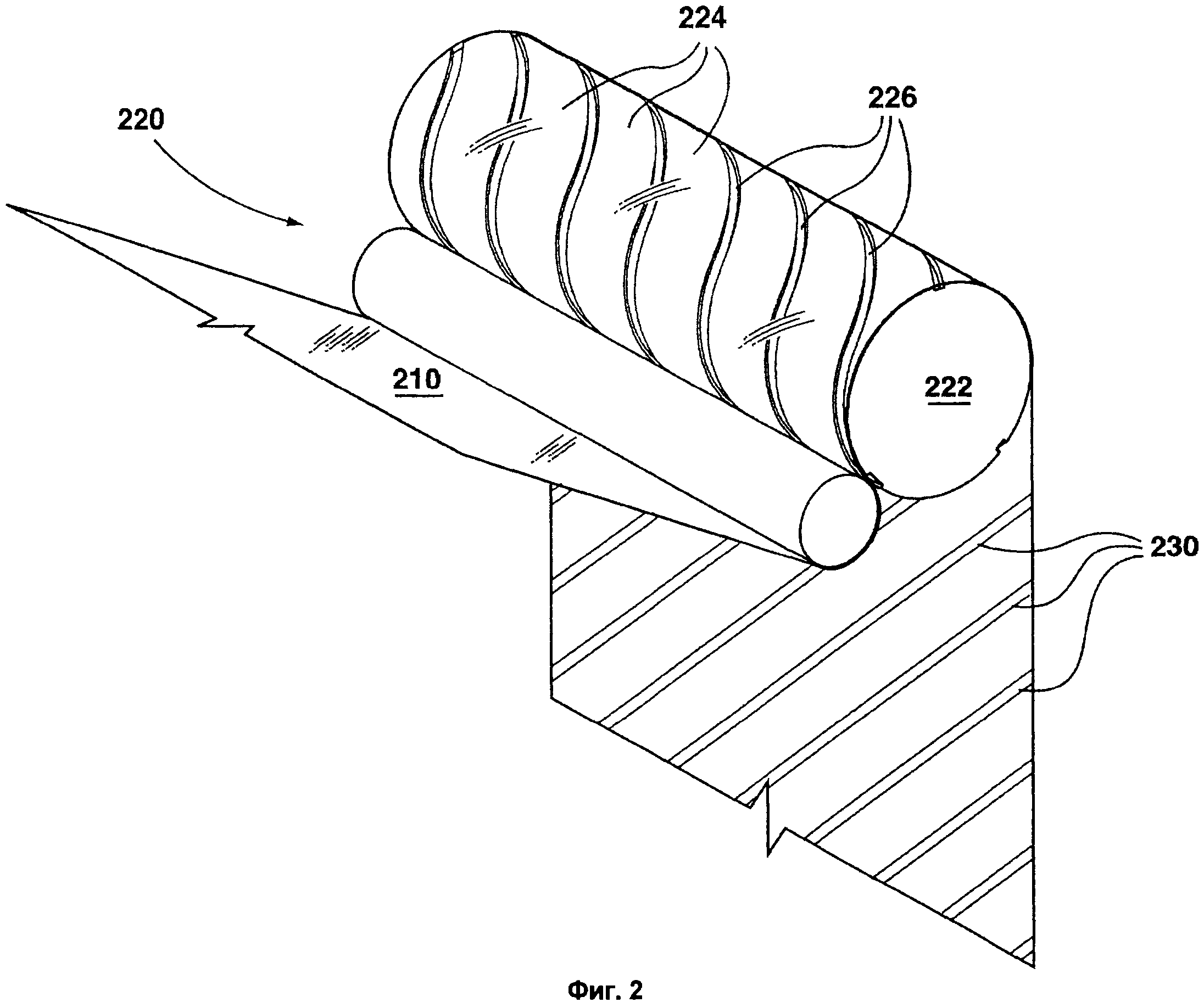
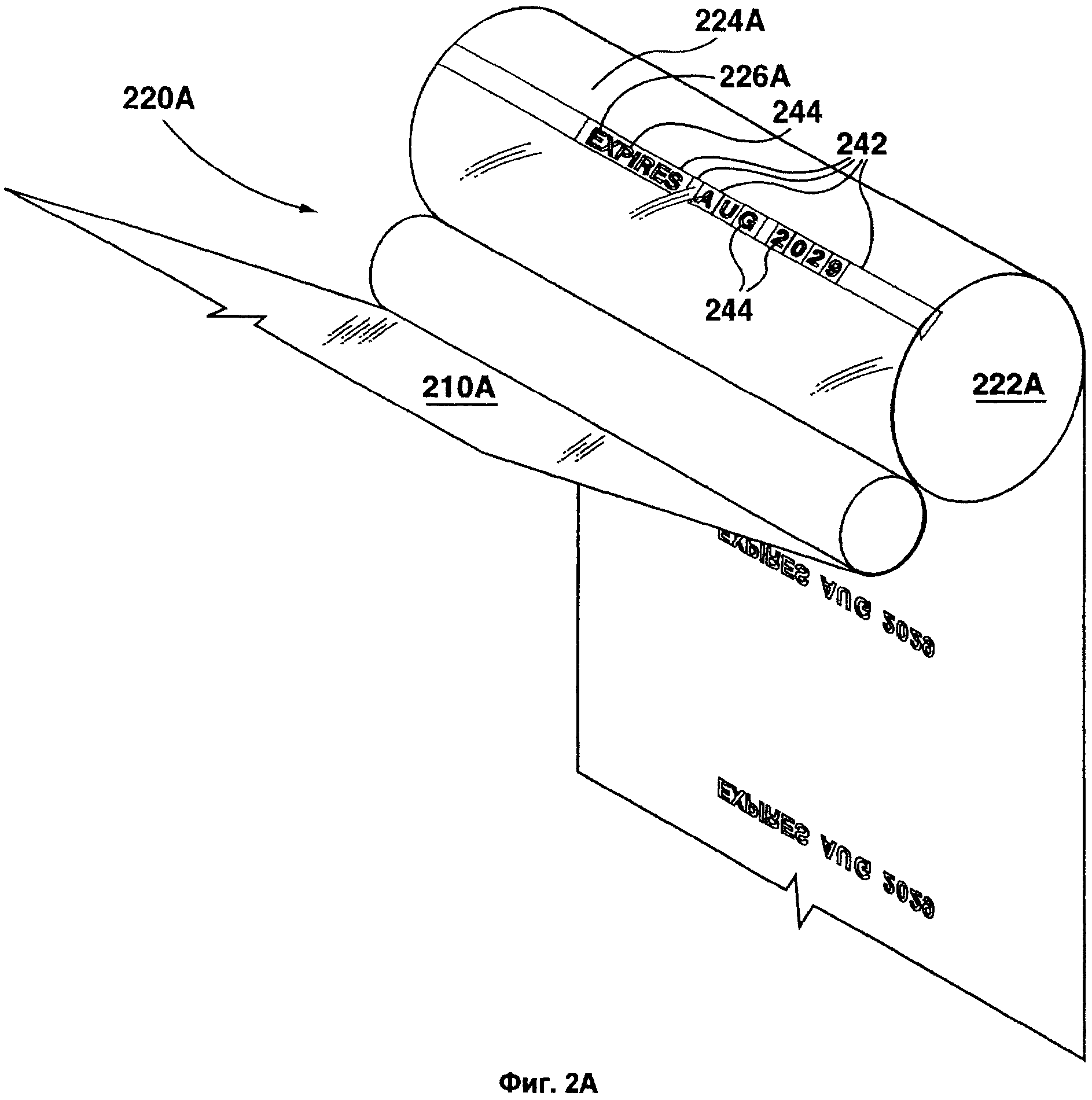
Теперь со ссылкой на фиг.2 будет описан способ в соответствии с аспектом настоящего изобретения, в котором ориентированное полотно 210 тонкой полимерной пленки пропускают через роликовый механизм, содержащий по меньшей мере один нагретый ролик 222, имеющий по меньшей мере участок рисунка, гравированного на его поверхности. Полотно 210 тонкой полимерной пленки может быть ориентированно по одной оси или по двум осям. Рисунком может быть, например, но безо всякого ограничения, совокупность (схема расположения) линий, как это показано на фиг.2, или это могут быть аналогичные или разные геометрические фигуры, или же он может содержать слова, изображения или их комбинации, такие как товарный знак, название корпорации или логотип корпорации. В соответствии с одним из вариантов осуществления, как это показано на фиг.2А, может быть использован нагретый ролик со сменной литерой, который может быть использован для нанесения срока годности на тонкую полимерную пленку, которую используют для обертывания скоропортящихся товаров. На фиг.2А показаны компоненты, в основном идентичные показанным на фиг.2, за исключением того, что нагретый ролик имеет несколько другой внешний вид. Таким образом, показанные на фиг.2А детали, аналогичные показанным на фиг.2, имеют такие же позиционные обозначения, но с добавлением буквы А.
В варианте, показанном на фиг.2, весь рисунок гравирован на поверхности единственного ролика 222. В других вариантах (не показаны) могут быть использованы множество роликов, каждый из которых имеет соответствующий участок рисунка, гравированный на его поверхности, так что ролики могут взаимодействовать друг с другом при нанесении всего рисунка, например, когда площадь рисунка превышает площадь поверхности единственного ролика. В то время как полотно 210 должно быть ориентировано до контакта с нагретым роликом 222, следует иметь в виду, что ориентация, полученная за счет процесса экструзии, обычно является достаточной, и дополнительные операции растягивания, проводимые до контакта полотна 210 с нагретым роликом 222, несмотря на то, что они потенциально являются предпочтительными, обычно не являются необходимыми для нанесения рисунка на тонкую полимерную пленку в соответствии с примерным способом.
Рисунок гравирован на поверхности нагретого ролика 222 так, что он имеет по меньшей мере одну лицевую область 224 и по меньшей мере одну заглубленную область 226 на поверхности ролика, причем лицевая область (области) 224 и заглубленная область (области) 226 совместно образуют рисунок. В специфическом варианте, показанном на фиг.2, рисунок состоит из группы параллельных линий, причем этот рисунок гравирован на поверхности ролика 222 в виде спирали, соответствующей кривизне ролика 222. Таким образом, гравированная спираль образует единственную, непрерывную заглубленную область 226, а не гравированный участок (более широкая спираль) образует единственную, непрерывную лицевую область 224. Само собой разумеется, что число, конфигурация и расположение лицевых областей и заглубленных областей определяется рисунком. Например, как это показано на фиг.2А, рисунок на ролике 222А образован в виде гравированного слова "EXPIRES" (срок годности), вместе с индивидуальными частями подвижной литеры 242, имеющей гравированные буквы и числа 244, указывающими дату истечения срока годности. Легко понять, что подвижная литера позволяет производить изменения срока годности. Подвижная литера 242 может быть прикреплена к ролику 222А за счет установки со скольжением в канале или при помощи магнитов, или же при помощи любой другой подходящей техники, известной специалистам в данной области.
Кроме того, гравировка на ролике 222 выполнена так, чтобы исключить захват воздуха между роликом 222 и полотном 210 тонкой полимерной пленки. При захвате воздуха между полотном 210 роликом 222, полотно 210 может начать гидропланировать (глиссировать) и при некоторых скоростях может терять контакт с роликом 222 и сдвигаться в боковом направлении,
Как уже было указано выше, ролик 222 представляет собой нагретый ролик. Нагревание ролика 222 может быть осуществлено при помощи любых подходящих средств. Температуру нагретого ролика 222 выбирают с учетом типа полимера и скорости перемещения полотна 210 тонкой полимерной пленки, чтобы создать желательную степень усадки в соответствующих участках тонкой полимерной пленки.
В рабочем состоянии, когда полотно 210 контактирует с поверхностью ролика 222, те участки полотна 210, которые расположены поверх заглубленной области (областей) 226, получают относительно меньше теплоты от ролика, чем те участки полотна 210, которые расположены поверх лицевой области (областей) 224 ролика 222. В частности, участки полотна 210, которые расположены поверх заглубленной области (областей) 226, будут частично изолированы от нагретого ролика 222, в то время как участки полотна 210, которые расположены поверх лицевой области (областей) 224 ролика 222, будут находиться в прямом контакте с лицевой областью (областями) 224 и будут получать теплоту непосредственно от поверхности ролика 222. Так как участки полотна, которые расположены поверх заглубленной области (областей) 226, получают относительно меньше теплоты от ролика 222, чем те участки полотна 210, которые расположены поверх лицевой области (областей) 224 ролика 222, то соответствующие участки полотна 210 подвергаются различной, вызванной теплотой, усадке, а именно, участки полотна 210, которые расположены поверх лицевой области (областей) 224 ролика будут получать больше теплоты и, следовательно, будут иметь большую степень усадки, чем участки полотна 210, которые расположены поверх заглубленной области (областей) 226. Именно эта различная, вызванная теплотой усадка позволяет переносить рисунок на тонкую полимерную пленку, так как различная усадка создает на соответствующих участках тонкой полимерной пленки разные поверхностные текстуры. В результате получают рисунок в виде матовых участков, контрастирующих с другой несколько отражательной поверхностью полотна 210 тонкой полимерной пленки. Таким образом, можно видеть группы параллельных линий 230 (то есть рисунок) на той части полотна 210, которая имела прямой контакт с нагретым роликом 222. Следует иметь в виду, что рисунок может быть гравирован на нагретом ролике или роликах в виде позитива или негатива, так что полученная тонкая полимерная пленка будет иметь позитивное изображение рисунка, видимое с одной поверхности, и негативное изображение рисунка, видимое с противоположной поверхности.
Таким образом, в соответствии с настоящим изобретением предлагаются способ и устройство для изготовления тонкой полимерной пленки, имеющей нанесенный на нее рисунок, который получен за счет различной, вызванной теплотой, усадки соответствующих участков тонкой полимерной пленки. Следует иметь в виду, что, так как вызванная теплотой усадка изменяет прочностные свойства областей тонкой полимерной пленки, имеющих усадку, то тщательный выбор рисунков может быть использован для воздействия на прочностные свойства полученной тонкой полимерной пленки.
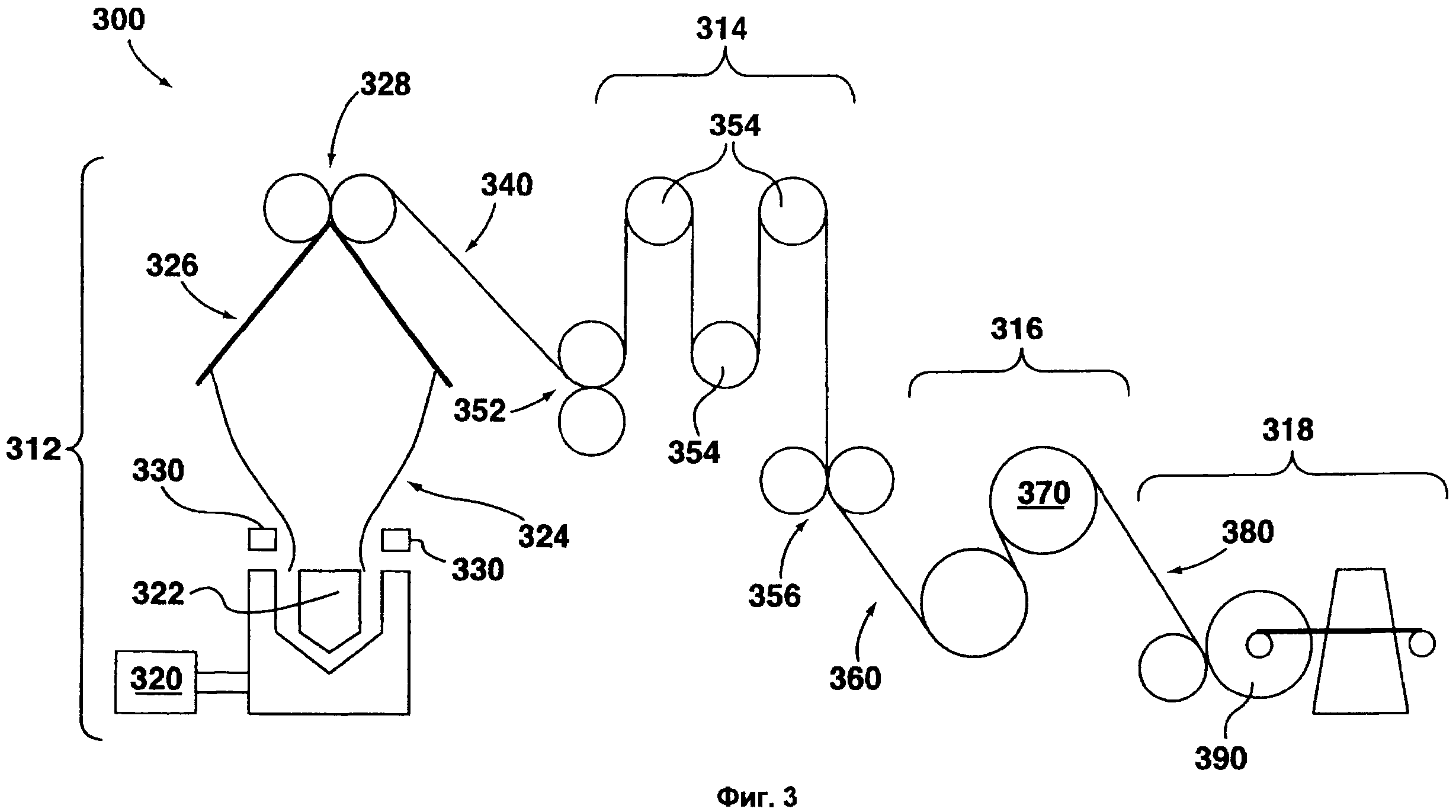
Описанный выше способ нанесения рисунка на тонкую полимерную пленку может быть использован как для тонких полимерных пленок, которые не содержат вещество для повышения клейкости, так и для тонких полимерных пленок, которые содержат вещество для повышения клейкости. Когда его используют для тонких полимерных пленок, которые содержат вещество для повышения клейкости, описанный здесь выше способ может быть объединен со способами изготовления растягивающейся пленки, имеющей свойства липкости, вызванные веществом для повышения клейкости. Обратимся теперь к рассмотрению фиг.3, на которой показано устройство, обозначенное в общем виде позицией 300, которое содержит установку для производства пленки, механизм растягивания, нагревательное устройство в виде нагретого ролика и намоточное устройств, Устройство, показанное на фиг.3, аналогично устройству, показанному на фиг.1, за исключением того, что нагретый ролик 370, показанный на фиг.3, имеет гравированный на нем рисунок. На фиг.3 соответственно использованы позиционные обозначения, начинающиеся с цифры "3" вместо цифры "1", для обозначения деталей устройства 300, аналогичных деталям устройства 100, показанного на фиг.1. Таким образом, установка 312 для производства пленки на фиг.3 соответствует установке 112 для производства пленки на фиг.1, механизм 314 растягивания на фиг.3 соответствует механизму 114 растягивания на фиг.1, и т.д.
В рабочем состоянии, полотно 340 неблумированной, нерастянутой тонкой полимерной пленки получают при помощи установки 312 для производства пленки и затем направляют на механизм 314 растягивания, в котором полотно подвергается операции растягивания и становится полотном 360 неблумированной, растянутой тонкой полимерной пленки, которое затем направляют в нагревательное устройство 316, которое в этом случае представляет собой нагретый ролик 370, который имеет гравированный на его поверхности рисунок в виде заглубленных областей и лицевых областей (на 4)иг.3 не показаны). Когда полотно 360 неблумированной, растянутой тонкой полимерной пленки проходит поверх нагретого ролика 370, участки полотна, расположенные поверх лицевых областей нагретого ролика 370, получают больше теплоты и, следовательно, подвергаются усадке на большую степень, чем участки полотна, которые расположены поверх заглубленных областей, за счет чего передается рисунок на тонкую полимерную пленку, как уже было описано здесь выше. Кроме того, температуру нагретого ролика 370 выбирают так, чтобы, по той причине, что участки полотна, которые расположены поверх заглубленных областей, получают меньше теплоты, чем участки полотна, которые расположены поверх лицевых областей, были блумированы только участки полотна, которые расположены поверх лицевых областей, в то время как участки полотна, которые расположены поверх заглубленных областей, оставались неблумированными. Таким образом, за счет соответствующего выбора рисунка, гравированного на нагретом ролике 370, можно управлять тем, какие области полотна тонкой полимерной пленки будут становиться клейкими, так что уровень липкости готовой растягивающейся пленки можно задавать в соответствии с конкретным применением, в котором будут использовать растягивающуюся пленку.
Когда полотно 380 по меньшей мере частично блумированной, растянутой тонкой полимерной пленки выходит из нагревательного устройства 316, оно поступает на намоточное устройство 318, где оно наматывается в рулон 390.
Таким образом, получают тонкую полимерную пленку, имеющую свойства липкости, вызванные веществом для повышения клейкости, и имеющую нанесенный на нее рисунок, полученный за счет различной, вызванной теплотой, усадки соответствующих участков тонкой полимерной пленки, за счет первоначального изготовления полотна 340 содержащей вещество для повышения клейкости, нерастянутой, неблумированной тонкой полимерной пленки, за счет растягивания полотна 340 при пропускании полотна 340 через механизм растягивания (такой как механизм 314 растягивания), чтобы получить полотно 360 содержащей вещество для повышения клейкости, неблумированной, растянутой тонкой полимерной пленки, и затем за счет нагревания полотна 360 при пропускании полотна 360 через нагревательное устройство 316, содержащее нагретый ролик 370, имеющий гравированный на нем рисунок, так что полотно 360 нагревается до температуры, достаточной для того, чтобы вызвать блумирование вещества для повышения клейкости по меньшей мере на некоторых участках полотна, и чтобы нанести рисунок на полотно за счет различной, вызванной теплотой, усадки пленки, ранее поступления полотна на намоточное устройство (такое как намоточное устройство 318), где оно наматывается в рулон 390.
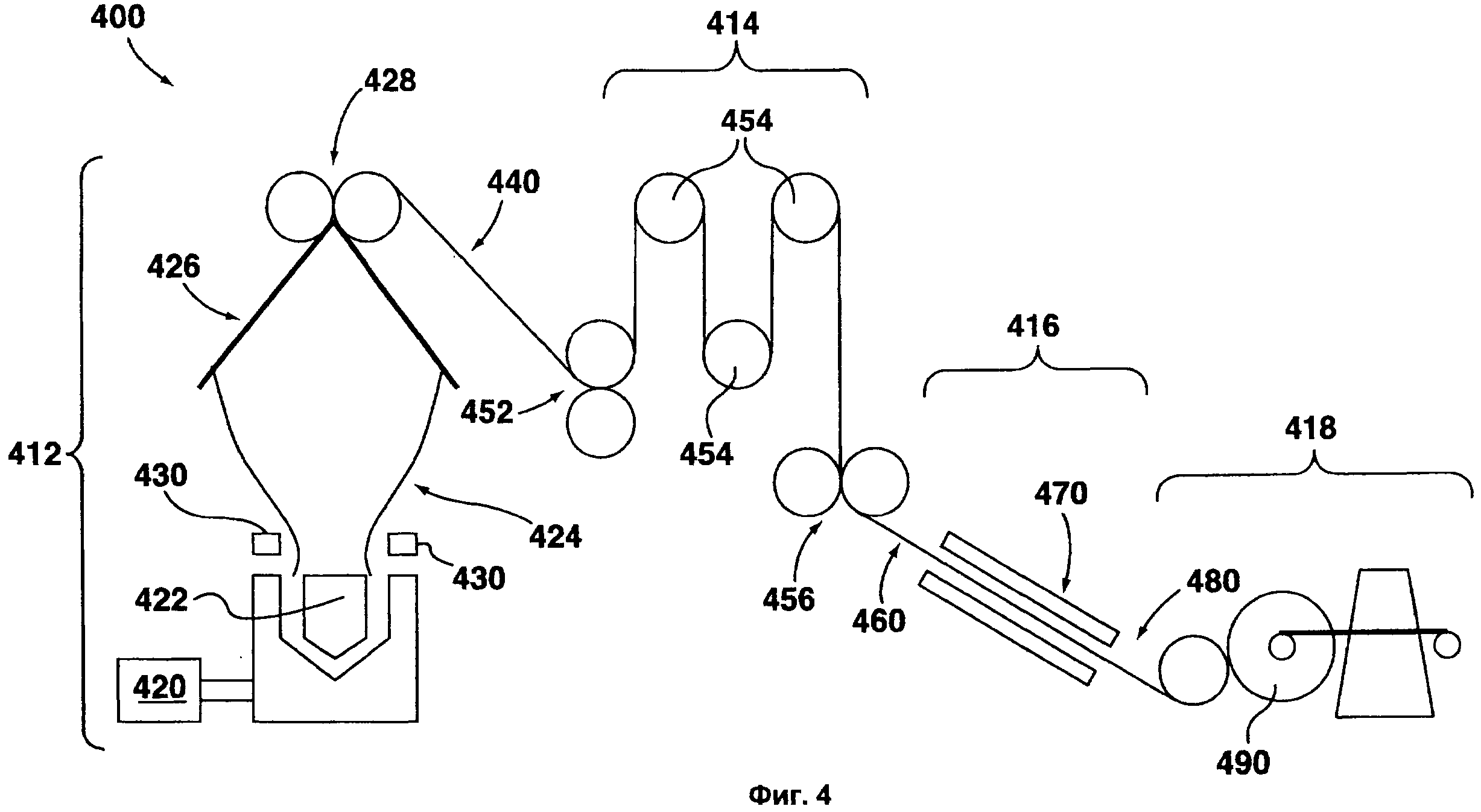
Обратимся теперь к рассмотрению фиг.4, на которой показано устройство, обозначенное в общем виде позицией 400, которое содержит установку 412 для производства пленки, механизм 414 растягивания, нагревательное устройство 416 и намоточное устройство 418. Устройство 400, показанное на фиг.4, в основном идентично устройству, показанному на фиг.1, за исключением того, что, вместо нагретого ролика, нагревательное устройство содержит печь 470, которой может быть, например, инфракрасная печь или обычная печь с электрическими сопротивлениями для получения теплоты. На фиг.4 соответственно использованы позиционные обозначения, начинающиеся с цифры "4" вместо цифры "1", для обозначения деталей устройства 400, аналогичных деталям устройства 100, показанного на фиг.1, Таким образом, установка 412 для производства пленки на фиг.4 соответствует установке 112 для производства пленки на фиг.1, механизм 414 растягивания на фиг.4 соответствует механизму 114 растягивания на фиг.1, и т.д.
Таким образом, получают тонкую полимерную пленку, имеющую свойства липкости, вызванные веществом для повышения клейкости, за счет первоначального изготовления полотна 440 содержащей вещество для повышения клейкости, нерастянутой, неблумированной тонкой полимерной пленки, за счет растягивания полотна 440 при пропускании полотна 440 через механизм растягивания (такой как механизм 414 растягивания), чтобы получить полотно 460 содержащей вещество для повышения клейкости, неблумированной, растянутой тонкой полимерной пленки, и затем за счет нагревания полотна 460 при пропускании полотна 460 через нагревательное устройство 416, в данном случае через печь 470, так что полотно 460 нагревается до температуры, достаточной для того, чтобы вызвать блумирование вещества для повышения клейкости, ранее поступления полотна на намоточное устройство (такое как намоточное устройство 418), в результате чего полотно становится полотном 480 содержащей вещество для повышения клейкости, блумированной, растянутой тонкой полимерной пленки, когда оно поступает на намоточное устройство 418, где оно наматывается в рулон 490.
Следует также иметь в виду, что в тех случаях, когда тонкую полимерную пленку изготавливают при помощи процесса экструзии, тонкая полимерная пленка может быть за счет самого процесса экструзии растянута и ориентирована в достаточной степени для того применения, в котором тонкая полимерная пленка должна использоваться. Другими словами, в таких случаях не требуется дополнительное растягивание для придания желательных прочностных свойств тонкой полимерной пленке, которая выходит из установки для производства пленки, причем такую пленку, несмотря на присущее растягивание, считают "нерастянутой". Альтернативно, в том случае, когда тонкая полимерная пленка должна быть растянута только при ее обмотке вокруг груза, дополнительное растягивание во время процесса производства также не требуется. В этих случаях не требуется включать никакой механизм растягивания в устройство для изготовления пленки. Типично, когда тонкая полимерная пленка имеет толщину меньше чем 10-20 мкм, тогда используют дополнительное растягивание, чтобы получить желательную толщину, а когда тонкая полимерная пленка имеет толщину больше чем 10-20 мкм, дополнительное растягивание не используют.
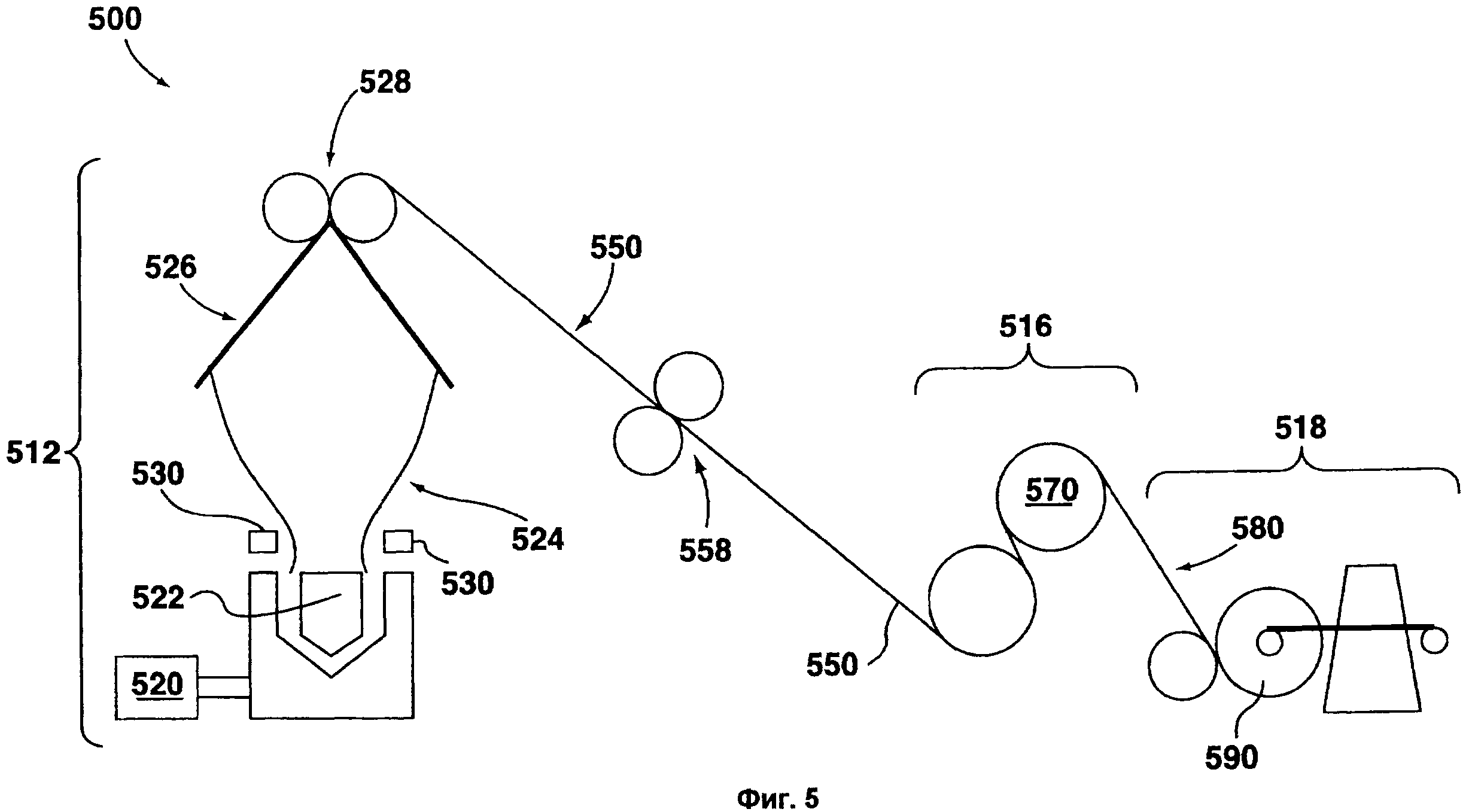
Обратимся теперь к рассмотрению фиг.5, на которой показано устройство, обозначенное в общем виде позицией 500, которое содержит установку 512 для производства пленки, нагревательное устройство 516 и намоточное устройство 518. Устройство 500, показанное на фиг.5, в основном идентично устройству, показанному на фиг.1, за исключением приведенных далее отличий. Устройство 500 не содержит никакого механизма растягивания, аналогичного механизму 114 растягивания, а второй и третий наборы 152, 156 тянущих роликов заменены соответственно единственным вторым набором 558 тянущих роликов. Кроме того, вместо полотна 140 содержащей вещество для повышения клейкости, неблумированной, нерастянутой тонкой полимерной пленки, выходящей из установки 112 для производства пленки и поступающей в механизм 114 растягивания, чтобы стать полотном 160 содержащей вещество для повышения клейкости, неблумированной, растянутой тонкой полимерной пленки, которая поступает в нагревательное устройство 116, полотно 550 содержащей вещество для повышения клейкости, неблумированной, нерастянутой тонкой полимерной пленки выходит из первого набора 528 тянущих роликов и поступает при помощи второго набора 558 тянущих роликов непосредственно в нагревательное устройство 516. Более того, нагревательное устройство 516 показано как устройство, содержащее нагретый ролик 570. Нагретый ролик 570 может факультативно иметь гравированный на нем рисунок, предназначенный для нанесения рисунка на тонкую полимерную пленку. Кроме отмеченных здесь выше различий, на фиг.5 соответственно использованы позиционные обозначения, начинающиеся с цифры "5" вместо цифры "1", для обозначения деталей устройства 500, аналогичных деталям устройства 100, показанного на фиг.1. Таким образом, установка 512 для производства пленки на фиг.5 соответствует установке 112 для производства пленки на фиг.1, нагревательное устройство 516 на фиг.5 соответствует нагревательному устройству 116 на фиг.1, и т.д.
Таким образом, получают тонкую полимерную пленку, имеющую свойства липкости, вызванные веществом для повышения клейкости, за счет первоначального изготовления полотна 550 содержащей вещество для повышения клейкости, нерастянутой, неблумированной тонкой полимерной пленки, за счет нагревания полотна 550 при пропускании полотна 550 через нагревательное устройство 516, в данном случае через нагретый ролик 570, так что полотно 550 нагревается до температуры, достаточной для того, чтобы вызвать блумирование вещества для повышения клейкости, ранее поступления полотна на намоточное устройство 518, в результате чего полотно становится полотном 580 содержащей вещество для повышения клейкости, блумированной, нерастянутой тонкой полимерной пленки, когда оно поступает на намоточное устройство 518, где оно наматывается в рулон. Когда нагретый ролик 570 имеет гравированный на нем рисунок, тогда получают тонкую полимерную пленку, имеющую нанесенный не нее рисунок, причем этот рисунок получают за счет различной, вызванной теплотой, усадки соответствующих участков тонкой полимерной пленки, при этом блумирование вещества для повышения клейкости можно производить только на некоторых участках тонкой полимерной пленки.
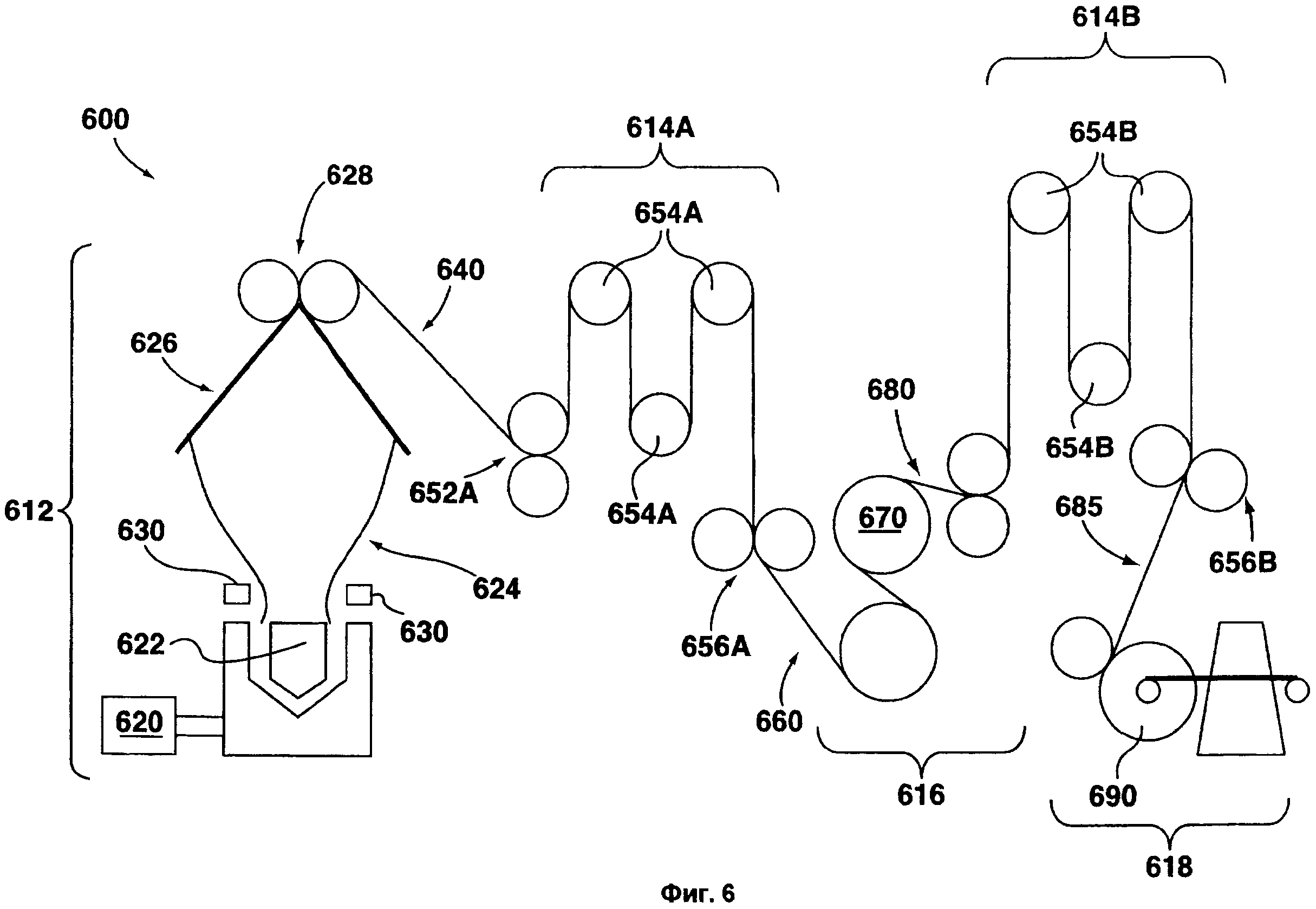
В некоторых случаях, может быть выгодно производить растягивание тонкой полимерной пленки как до, так и после блумирования вещества для повышения клейкости за счет нагревания. Обратимся теперь к рассмотрению фиг.6, на которой показано устройство, обозначенное в общем виде позицией 600, которое содержит установку 612 для производства пленки, первый механизм 614А растягивания, нагревательное устройство 616, второй механизм 614В растягивания и намоточное устройство 618. Устройство 600, показанное на фиг.6, в основном идентично устройству, показанному на фиг.1, за исключением добавления первого механизма 614А растягивания выше по ходу относительно нагревательного устройства 616, аналогичного механизму 114 растягивания, показанному на фиг.1, причем устройство 600 также содержит второй механизм 614В растягивания, расположенный ниже по ходу относительно нагревательного устройства 616. Таким образом, полотно 640 содержащей вещество для повышения клейкости, неблумированной, нерастянутой тонкой полимерной пленки выходит из установки 612 для изготовления пленки и поступает для растягивания на первый механизм 614А растягивания, в результате чего полотно становится полотном 660 содержащей вещество для повышения клейкости, неблумированной, растянутой тонкой полимерной пленки, затем это полотно 660 нагревается при проходе через нагревательное устройство 616 и становится полотном 680 содержащей вещество для повышения клейкости, блумированной, растянутой тонкой полимерной пленки, которое затем дополнительно растягивается при проходе через второй механизм растягивания 614В и становится полотном 685 содержащей вещество для повышения клейкости, блумированной, дополнительно растянутой тонкой полимерной пленки, которое затем наматывают при помощи намоточного устройства 618 в рулон 690. Нагревательное устройство 616 показано как содержащее нагретый ролик 670. Нагретый ролик 670 факультативно может иметь гравированный на нем рисунок, предназначенный для нанесения рисунка на тонкую полимерную пленку. Кроме отмеченных здесь выше различий, на фиг.6 соответственно использованы позиционные обозначения, начинающиеся с цифры "6" вместо цифры "1", для обозначения деталей устройства 600, аналогичных деталям устройства 100, показанного на фиг.1. Таким образом, установка 612 для производства пленки на фиг.6 соответствует установке 112 для производства пленки на фиг.1, нагревательное устройство 616 на фиг.6 соответствует нагревательному устройству 116 на фиг.1, и т.д. Компоненты первого механизма 614А растягивания имеют позиционные обозначения с добавлением буквы "А", а компоненты второго механизма 614В растягивания имеют позиционные обозначения с добавлением буквы "В".
Таким образом, получают тонкую полимерную пленку, имеющую свойства липкости, вызванные веществом для повышения клейкости, за счет первоначального изготовления полотна 640 содержащей вещество для повышения клейкости, нерастянутой, неблумированной тонкой полимерной пленки, за счет растягивания полотна 640 при пропускании полотна 640 через первый механизм 614А растягивания, чтобы получить полотно 660 содержащей вещество для повышения клейкости, неблумированной, растянутой тонкой полимерной пленки, за счет нагревания полотна 660 при пропускании полотна 660 через нагревательное устройство 616 (в этом случае через нагретый ролик 670), так что полотно 660 нагревается до температуры, достаточной для того, чтобы вызвать блумирование вещества для повышения клейкости, ранее поступления полотна на следующую операцию поточного процесса, в результате чего полотно становится полотном 680 содержащей вещество для повышения клейкости, блумированной, растянутой тонкой полимерной пленки. Полотно 680 содержащей вещество для повышения клейкости, блумированной, растянутой тонкой полимерной пленки затем поступает на следующую операцию процесса, а в данном случае поступает на второй механизм 614В растягивания, который дополнительно растягивает полотно, в результате чего полотно становится полотном 685 содержащей вещество для повышения клейкости, блумированной, дополнительно растянутой тонкой полимерной пленки, которое затем поступает на намоточное устройство 618, где оно наматывается в рулон 690. Когда нагретый ролик 670 имеет гравированный на нем рисунок, тогда получают тонкую полимерную пленку, имеющую нанесенный не нее рисунок, причем этот рисунок получают за счет различной, вызванной теплотой, усадки соответствующих участков тонкой полимерной пленки, при этом блумирование вещества для повышения клейкости можно производить только на некоторых участках тонкой полимерной пленки.
В то время как в примерах, описанных здесь выше со ссылкой на фиг.1, 3, 4, 5 и 6 было использовано только одно нагревательное устройство, специалисты в данной области легко поймут, что могут быть использованы множество нагревательных устройств на множестве стадий поточного процесса. Например, тонкая полимерная пленка может быть нагрета для того, чтобы вызвать блумирование вещества для повышения клейкости, затем может быть растянута (что снижает свойства липкости пленки), и затем вновь нагрета, чтобы вызвать блумирование дополнительного вещества для повышения клейкости. Все такие варианты не выходят за рамки настоящего изобретения.
В примерных вариантах, описанных здесь выше со ссылкой на фиг.1, 3, 4, 5 и 6, было указано, что исходное полотно неблумированной, нерастянутой тонкой полимерной пленки получают за счет процесса выдувания пленки. Однако специалисты в данной области легко поймут, что при соответствующей адаптации для этого могут быть использованы технологии литья пленки, что также не выходит за рамки настоящего изобретения.
Следует иметь в виду, что устройство в соответствии с настоящим изобретением не обязательно должно содержать установку для производства пленки, причем оно может иметь или не иметь механизм растягивания. Например, неблумированная тонкая полимерная пленка может быть произведена и намотана в рулон (с предварительным растягиванием или без него) в первом местоположении, и транспортирована во второе местоположение. Во втором местоположении, неблумированная тонкая полимерная пленка может быть введена в устройство, приспособленное для приема полотна неблумированной тонкой полимерной пленки и содержащее нагревательное устройство и намоточное устройство, так что полотно неблумированной тонкой полимерной пленки вводят в указанное устройство, нагревают в достаточной степени для того, чтобы вызвать блумирование вещества для повышения клейкости, за счет пропускания через нагревательное устройство, в результате чего полотно становится полотном блумированной тонкой полимерной пленки, и затем направляют в намоточное устройство, для намотки в рулон. Факультативно, такое устройство может иметь механизм растягивания выше по ходу от нагревательного устройства, ниже по ходу от нагревательного устройства, или выше и ниже по ходу от нагревательного устройства, так что могут быть проведены одна или несколько операций растягивания, причем блумирование вещества для повышения клейкости вызывают ранее поступления полотна на следующую стадию поточного процесса.
Таким образом, тонкая полимерная пленка, имеющая свойства клейкости, вызванные веществом для повышения клейкости, может быть изготовлена за счет приема полотна содержащей вещество для повышения клейкости, неблумированной тонкой полимерной пленки, за счет нагревания полотна при пропускании полотна через нагревательное устройство, так что полотно нагревается до температуры, достаточной для того, чтобы вызвать блумирование вещества для повышения клейкости, ранее следующей стадии поточного процесса (в которой может быть использован механизм растягивания или намоточное устройство), в результате чего полотно становится полотном содержащей вещество для повышения клейкости, блумированной тонкой полимерной пленки, когда оно поступает на следующую стадию процесса.
Тонкой полимерной пленкой для использования в соответствии с различными аспектами настоящего изобретения может быть, без ограничения, однослойная пленка, соэкструдированная многослойная пленка, многослойная пленка, содержащая множество слоев индивидуальных пленок, или слоистый материал с покрытием, наносимым методом экструзии. Примерный рулон, обозначенный в общем виде позицией 700, тонкой полимерной пленки, полученной в соответствии с аспектом настоящего изобретения, показан на фиг.7.
Типично, тонкая полимерная пленка является достаточно тонкой и движется с достаточной скоростью, так что не требуется дополнительное охлаждение после прохода пленки через нагревательное устройство, содержащее нагретые ролики 170, 222, 370, 570 и 670 или представляющее собой печь 470. Однако, при необходимости, устройство охлаждения может быть установлено ниже по ходу от нагревательного устройства.
По той причине, что описанные выше способы и устройства исключают необходимость старения содержащей вещество для повышения клейкости тонкой полимерной пленки, ранее ее использования или ее растягивания, становится возможным изготовление в одном поточном процессе рулона готовой растягивающейся пленки, имеющей свойства липкости, вызванные веществом для повышения клейкости. Это может быть осуществлено за счет изготовления тонкой полимерной пленки и затем за счет ее нагревания, или за счет нагревания тонкой полимерной пленки, изготовленной на другом устройстве. В частности, так как блумирование, вызванное нагреванием, делает тонкую полимерную пленку липкой относительно быстро, пленка может быть намотана в режиме зазора, что облегчает образование мягких рулонов. Таким образом, процесс старения, то есть хранение на складе с регулируемой температурой, может быть исключено. Кроме того, рисунки могут быть нанесены на тонкую полимерную пленку.
В качестве подходящих полимеров для изготовления тонких полимерных пленок можно привести полиолефины, такие как полиэтилен и его сополимеры, а также пластифицированный поливинилхлорид. Также могут быть использованы подходящие биополимеры, такие как полимолочная кислота (PLA), и подходящие термопластические смолы. Подходящие пленки имеют толщину ориентировочно от 0.2 мкм до 50 мкм. В качестве подходящих веществ для повышения клейкости можно привести полиолефины с низкой молекулярной массой, такие как полиизопропилен, и органические мономерные соединения с большой молекулярной массой, такие как гликоль и фталаты.
Несмотря на то, что были описаны предпочтительные варианты осуществления изобретения, совершенно ясно, что в него специалистами в данной области могут быть внесены различные изменения и дополнения, которые не выходят однако за рамки приведенной далее формулы изобретения.