Результат интеллектуальной деятельности: СПОСОБ КОНТРОЛЯ И КОРРЕКЦИИ ОРИЕНТАЦИИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к автоматизации производства и может быть использовано для ориентации деталей, имеющих форму прутка с плющением на одном конце, в частности, при упаковке контакт-деталей герконов в контейнеры для термической обработки, а также при сборке герконов.
Известен способ [1] ориентации деталей в виде плоской пластины, имеющей форму равнобедренной трапеции, согласно которому детали транспортируют с помощью вращающегося наклонного диска. При транспортировании правильно ориентированная деталь под действием собственного веса попадает в отводящий лоток. Неправильно ориентированные детали опрокидываются и поступают в отводящий лоток в правильно ориентированном положении.
Однако этот способ ориентирован на детали в виде плоской пластины, имеющей форму равнобедренной трапеции и не может быть использован для малоразмерных деталей типа контакт-деталей герконов, имеющих форму прутка с плющением на одном из концов.
Наиболее близким к предлагаемому является способ [2] ориентирования осесимметричных деталей типа колпачков крышек и пробок с глухим отверстием на одном из торцов, включающем перемещение детали по лотку и воздействие на нее струи сжатого воздуха. Согласно изобретению детали перемещают по наклонному лотку и осуществляют воздействие на них направленной под углом к стенке лотка струей с возможностью сбрасывания в вырез на дне лотка неверно ориентированных деталей -торцом с глухим отверстием к этой струе, а струей с противоположной стороны лотка и направленной под углом по направлению движения деталей - с возможностью продолжения движения по каналу верно ориентированных деталей - торцом с глухим отверстием к этой струе. Реализующее этот способ устройство содержит сопла для подачи воздуха, лоток для перемещения детали, снабжено дополнительным соплом. Лоток расположен наклонно с возможностью перемещения по нему деталей под действием силы тяжести и выполнен с вырезом в нижней части. Сопла установлены на стенках лотка, при этом одно из них установлено под углом к стенке лотка с возможностью обеспечения сбрасывания струей воздуха в вырез деталей, неверно ориентированных - по отношению к данному соплу глухим торцом, а второе сопло установлено с противоположной стороны под углом к стенке лотка по направлению движения с возможностью обеспечения продолжения движения верно ориентированных деталей.
Однако этот способ и реализующее его устройство ориентированы на осесимметричные детали типа колпачков крышек и пробок с глухим отверстием на одном из торцов и не может быть использован для деталей, не обладающих такими признаками, в частности, для малоразмерных контакт-деталей герконов, имеющих форму прутка с плющением на одном из концов.
Техническим результатом, достигаемым в результате применения предлагаемого изобретения, является формирования потока одинаково ориентированных деталей из потока, включающего как правильно ориентированные, так и неправильно ориентированные (развернутые на 180°) детали (фиг.1).
Технический результат достигается тем, что по предлагаемому способу контроля и коррекции ориентации деталей, включающему последовательную подачу деталей на наклонную плоскость транспортного лотка, выполняют видеосъемку очередной перемещающейся по наклонной плоскости детали и передачу изображения на компьютер для обработки, включающей в себя сегментацию, параметризацию бинарного изображения, обнаружение детали и построение тестовых прямоугольников на концах выделенного сегмента изображения, принятие решения об ориентации детали на основе анализа тестовых прямоугольников по правилу: если в первый по ходу перемещения детали тестовый прямоугольник попало больше точек, чем во второй, расположенный на другом конце изображения, то деталь ориентирована плющением вперед, иначе деталь ориентирована плющением назад, и разворот детали в случае ее неправильного положения.
Возможность применения разнообразных алгоритмов видеообработки, учитывающих особенности получаемых с видеокамеры изображений обеспечивает высокую надежность принимаемых решений и требуемое качество контроля и ориентирования деталей.
Сущность изобретения поясняется следующими чертежами.
На Фиг.1 показаны правильно ориентированные (а) и неправильно ориентированные (б) контакт-детали.
На Фиг.2 приведена схема устройства, реализующего предлагаемый способ контроля и коррекции ориентации деталей.
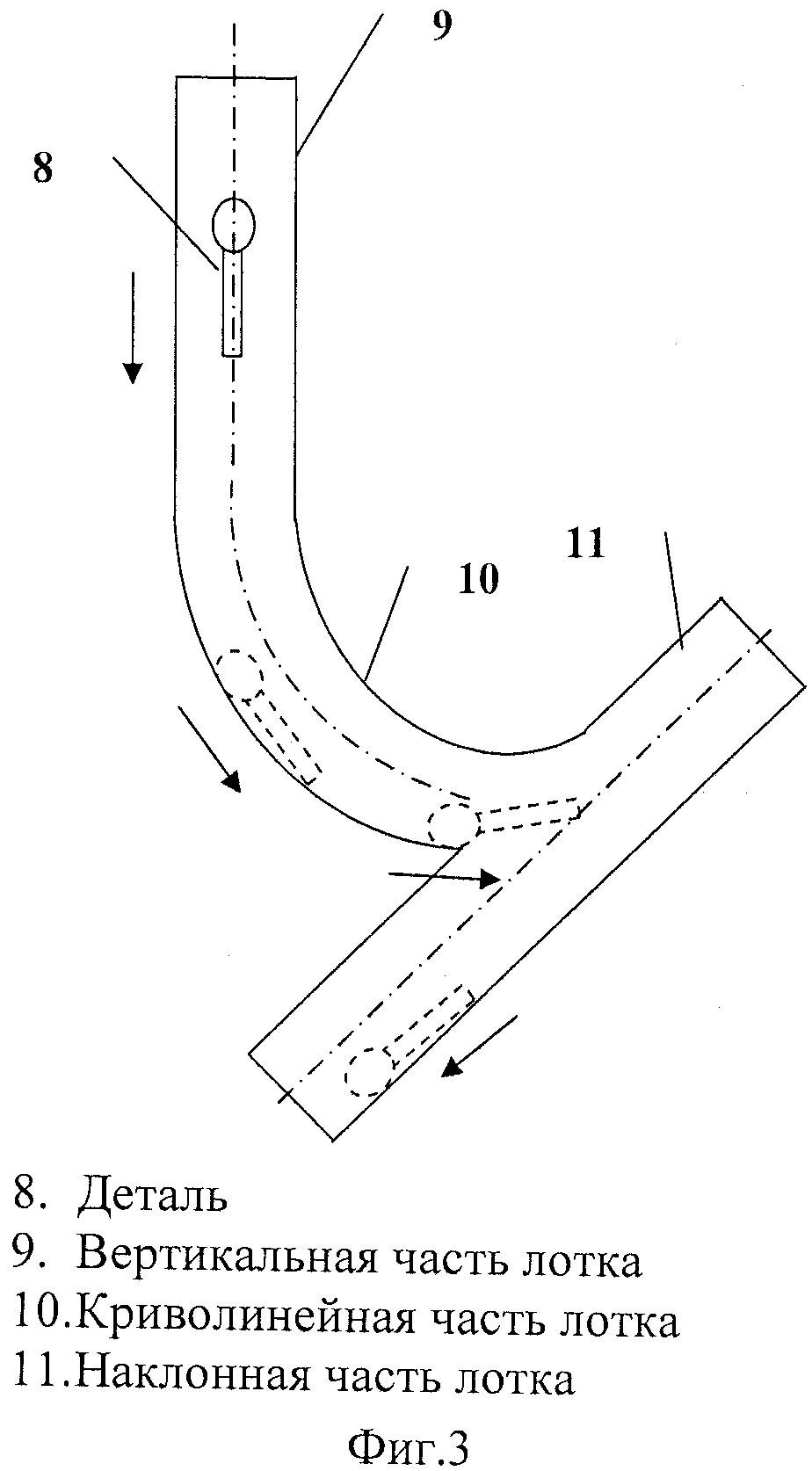
Фиг.3 представляет поворотное устройство для разворота неверно ориентированных деталей.
Устройство, реализующее предлагаемый способ контроля и коррекции ориентации деталей включает в себя транспортный лоток 1 для перемещения деталей 8, источник света 2, видеокамеру 3, компьютер 4, исполнительный механизм 5, управляемую заслонку 6, поворотное устройство 7. Выход видеокамеры 3 соединен со входом компьютера 4, подключенного своим выходом ко входу исполнительного механизма 5, выход которого соединен с управляемой заслонкой 6, расположенной на транспортном лотке 1, который имеет ответвление на поворотное устройство 7, соединенное своим выходом с конечной частью транспортного лотка 1. Контролируемые детали 8 освещаются источником света 2 в поле зрения видеокамеры 3.
Работа устройства протекает следующим образом.
Контролируемые детали 8 последовательно подаются на освещаемую от источника света 2 наклонную плоскость лотка 1, по которому скользят вниз в поле зрения видеокамеры 3. Получаемое видеокамерой изображение обрабатывается с помощью компьютера 4. Обработка включает в себя сегментацию, параметризацию бинарного изображения, обнаружение детали и построение тестовых прямоугольников на концах выделенного сегмента изображения, принятие решения об ориентации детали на основе анализа тестовых прямоугольников по правилу: если в первый по ходу перемещения детали тестовый прямоугольник попало больше точек изображения детали, чем во второй, расположенный на другом конце изображения, то деталь ориентирована плющением вперед, иначе деталь ориентирована плющением назад. В случае правильного положения деталь поступает через открытую заслонку 6 по лотку 1 на выход устройства. В противном случае компьютер 4 формирует сигнал, по которому исполнительный механизм 5, в качестве которого может быть использовано тяговое электромеханическое реле, переводит заслонку 6 в положение, перекрывающее лоток 1, направляя деталь через отводящую часть лотка на поворотное устройство 7, переворачивающее деталь на 180° по отношению к направлению ее движения. С выхода поворотного устройства 7 деталь поступает в нижнюю часть лотка 1 и далее на выход устройства.
Поворотное устройство 7, представленное на фиг.3, работает следующим образом.
Обратно-ориентированная по отношению к направлению движения деталь 8 разгоняется под действием своего веса через вертикальную часть 9 трубчатого лотка и попадает в его криволинейную часть 10, обеспечивающую изменение положения детали в пространстве. Из криволинейной части 10 лотка деталь в измененном положении попадает в наклонную часть 11 трубчатого лотка и скользит по нему под действием собственного веса в измененном на обратное по отношению к направлению движения положении.
Предлагаемый способ и устройство для его реализации, по сравнению с прототипом, обеспечивает:
- эффективный контроль положения малоразмерных деталей, имеющих форму прутка с плющением на одном конце, что обеспечивается за счет эффективного видео-контроля положения деталей с помощью технического зрения,
- надежную коррекцию положения контролируемой детали, обеспечиваемую с помощью простого в реализации поворотного устройства.


Способ определения показателей вариабельности сердечного ритма оператора в режиме реального времени и устройство для его осуществления
Электростатический энергоанализатор заряженных частиц
Изотраекторный масс-спектрометр
Электростатический анализатор энергий заряженных частиц
Устройство предварительной обработки электрокардиосигнала
Устройство для вентиляции воздуха
Способ обнаружения квантовых точек и устройство для его осуществления
Способ образования двумерного линейного электрического поля и устройство для его осуществления
Устройство для дистанционной регистрации процессов сердцебиения и дыхания пациента
Способ формирования магнитотерапевтического воздействия и устройство для его осуществления
Способ определения показателей вариабельности сердечного ритма оператора в режиме реального времени и устройство для его осуществления
Электростатический энергоанализатор заряженных частиц
Способ неразрушающего объемного измерения векторной функции магнитной индукции неоднородно распределенного в пространстве и периодически изменяющегося во времени магнитного поля
Изотраекторный масс-спектрометр
Электростатический анализатор энергий заряженных частиц
Способ корректировки межконтактного зазора геркона
Устройство предварительной обработки электрокардиосигнала
Устройство для вентиляции воздуха
Способ обнаружения квантовых точек и устройство для его осуществления
Способ образования двумерного линейного электрического поля и устройство для его осуществления

