СПОСОБ ПОЛУЧЕНИЯ УГЛЕВОДОРОДНЫХ ПРОПЕЛЛЕНТОВ
Вид РИД
Изобретение
Область техники
Данное изобретение относится к химической промышленности, конкретно к технике получения экологически чистых углеводородных газов - пропеллентов, применяемых в качестве газа вытеснителя для аэрозольных упаковок. Газ вытеснитель представляет собой сжиженный углеводородный газ в виде фракций и (или) их смесей (композиций) и различается по давлению насыщенных паров и фракционному составу. Качество осушки и очистки газа вытеснителя определяет его использование в тех отраслях, где очень высоки требования к газу по содержанию меркаптанов и влаги (парфюмерно-косметическая продукция, медицинские аэрозоли, производство автокосметики, монтажной пены, лакокрасочной продукции).
Уровень техники
Наиболее близким по своей технической сущности и достигаемому техническому результату является изобретение «Способ получения углеводородных пропеллентов» [1], [патент RU №2115684, C1, дата публикации 20.07.1998 г.]. Согласно данному изобретению в способе получения углеводородных пропеллентов, включающем ректификацию углеводородного сырья, очистку, дезодорацию и осушку, в процессе ректификации выделяют смесь углеводородов заданного композитного состава с избыточным давлением насыщенных паров, соответствующим избыточному давлению насыщенных паров углеводородных пропеллентов и подвергают ее предварительной очистке и дезодорации на активированном угле, а осушку осуществляют на синтетических цеолитах. Причем осушку и очистку осуществляют путем пропускания смеси углеводородов через размещенные последовательно слои цеолитов NaA, CaA и NaX. При этом регенерацию осуществляют азотом или осушенным углеводородным газом.
В качестве сырья для получения пропеллентов используется углеводородная смесь С3+8.
Основными недостатками прототипа являются:
- применение послойной засыпки цеолитов NaA, CaA и NaX в адсорберах приводит к перемешиванию слоев в процессе адсорбционной осушки и очистки, что ухудшает селективность процесса и, соответственно, чистоту товарного пропеллента;
- применение угольных адсорберов увеличивает технологическую сложность и стоимость установки;
- использование в качестве газа регенерации чистого азота и адсорбционных блоков приводит к высокой себестоимости продукции.
Задача предлагаемого способа заключается в создании экологически чистой технологии получения углеводородных пропеллентов, которая позволит получить продукцию высокого качества с низким содержанием влаги и сернистых до 0,0001% и значительно снизить эксплуатационные и капитальные затраты на реализацию и проведение процесса.
Раскрытие изобретения
Поставленная задача достигается тем, что в способе получения углеводородных пропеллентов, включающий осушку и очистку углеводородного сырья, выделение композиции углеводородного пропеллента, в отличие от прототипа, в качестве углеводородного сырья используют пропан бутановую фракцию, или изобутан, или н-бутан, или пропан, осушку и очистку осуществляют путем пропускания сырья в жидкой фазе через сорбенты в трех последовательно расположенных адсорберах. Первый по ходу технологического процесса адсорбер заполнен оксидом алюминия, второй по ходу технологического процесса адсорбер заполнен цеолитом NaA, а третий по ходу технологического процесса адсорбер заполнен цеолитом NaX. Заданные композиции пропеллентов получают после третьего по ходу адсорбера или смешиванием полученных композиций н-бутана и пропана в массовом отношении 0,96.
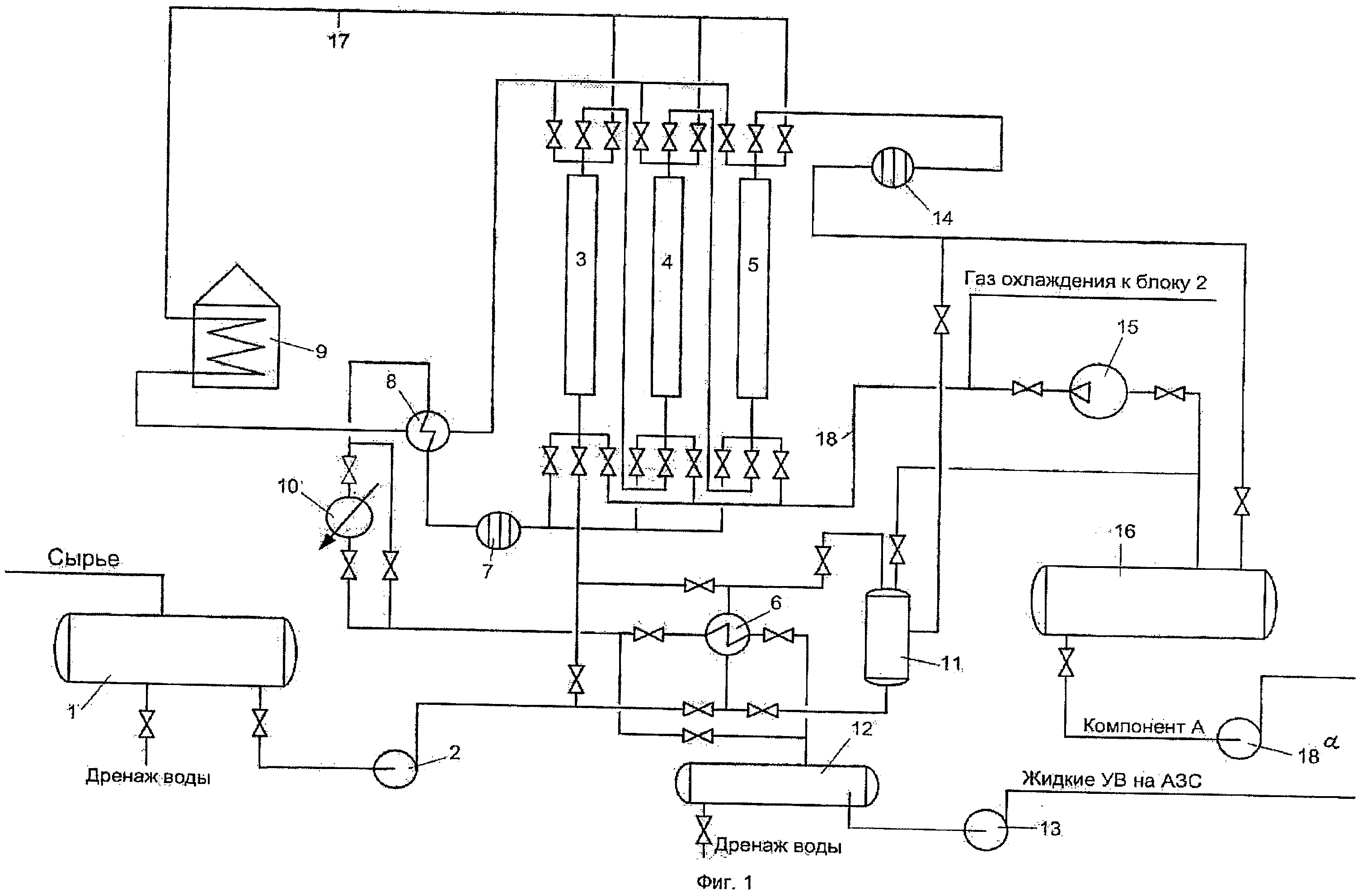
Предлагаемый способ получения углеводородных пропеллентов осуществляется на установке, которая представлена на чертежах, где на фиг.1 приведена принципиальная схема узла осушки и очистки, а на фиг.2 принципиальная схема узла получения композиции пропеллента.
В узел осушки и очистки включены четыре блока адсорберов. Блок №1 предназначен для осушки и очистки пропан бутановой фракции. Блок №2 предназначен для осушки и очистки изобутана. Блок №3 предназначен для осушки и очистки н-бутана. Блок №4 предназначен для осушки и очистки пропана. Схемой обвязки трубопроводов предусмотрено отключение любого адсорбера для проведения процесса регенерации. Процесс регенерации адсорберов в каждом блоке проводится поочередно. Для проведения регенерации используется паровая фаза очищенного углеводородного сырья (пропан бутановой фракции (ПБФ), изобутана, н-бутана или пропана). Паровая фаза отбирается из емкости хранения очищенного компоненна пропеллента, компремируется до давления 0,6 МПа и подается в отрегенерированый адсорбер для проведения процесса охлаждения. Паровая фаза компонента пропеллента, проходя через охлаждаемый адсорбер, частично нагревается и поступает в рекуперативный теплообменник. Рекуперативный теплообменник предназначен для утилизации тепла газа регенерации. После рекуперативного теплообменника паровая фаза компонента пропеллента нагревается в печи до регламентной температуры и поступает в верхнюю часть регенерируемого адсорбера. Газ регенерации после регенерируемого адсорбера, проходя по трубной части рекуперативного теплообменника частично охлаждается, отдавая тепло газу, поступающему на регенерацию. В зимнее время для подогрева до 20°C подаваемой на адсорбцию углеводородного компонента используется рекуперативный теплообменник, где происходит нагрев за счет охлаждения газа регенерации. В летнее время подогрев углеводородного компонента перед адсорбцией не требуется, теплообменник используется для окончательного охлаждения газа регенерации за счет испарения углеводородного компонента в межтрубном пространстве. Теплообменник включается в работу совместно с сепаратором. Охлажденный, содержащий влагу и десорбированные примеси газ регенерации поступает в специальную емкость для сбора газа регенерации. Отстоявшаяся вода из емкости сбора газа регенерации периодически дренируется. Осушенные и очищенные компоненты пропеллентов подаются насосами в узел получения композиции углеводородного компонента, который состоит из приемных емкостей насосов и смесителя. В качестве смесителя для получения товарной композиции пропеллента из отдельных компонентов - пропана и бутана использован турбосмеситель.
Компоненты углеводородного сырья дозируются в смеситель насосами, необходимое количество компонента подаваемого на смешение устанавливается по массовому расходомеру. В результате смещения образуется композиция пропеллента с определенным давлением насыщенных паров.
Узел осушки и очистки содержит емкость 1, слив с которой соединен с насосом 2, нагнетательный патрубок которого через теплообменник 6 связан с входом в нижнюю часть адсорбера 3. Выход адсорбера 3, соединен с входом в верхнюю часть адсорбера 4. Выход адсорбера 4, соединен с входом в нижнюю часть адсорбера 5. Адсорберы 3, 4, 5 работают последовательно для глубокой осушки и тонкой очистки компонентов углеводородных пропеллентов с размещенными в них адсорбентами. Адсорбер 3 заполнен активным оксидом алюминия. Адсорбер 4 заполнен цеолитом NaA. Адсорбер 5 заполнен цеолитом NaX. Выходы углеводородной смеси из адсорберов 3, 4, 5 соединены с фильтром 14 тонкой очистки компонентов пропеллентов от цеолитной пыли, выход из которого соединен с трубопроводом готовой продукции - углеводородного пропеллента, который направляется в емкость 16. Схемой предусмотрено четыре блока адсорбционной очистки, состоящих из адсорберов 3, 4, 5 с целью отключения любого блока или адсорбера для проведения процесса регенерации. При этом один из блоков продолжает работать в режиме осушки и очистки углеводородной смеси. Трубопровод 17, подводящий газ регенерации к верхней части адсорберов 3, 4, 5, соединен с узлом подготовки газа регенерации. В качестве газа регенерации используется паровая фаза углеводородного пропеллента из емкости 16, которая из ее верхней части поступает на компрессор 15, сжимается до 0,6 МПа и поступает по трубопроводу 18 в нижнюю часть адсорберов 3, 4, 5 для проведения процесса охлаждения адсорбента, прошедшего высокотемпературную регенерацию. Паровая фаза углеводородного пропеллента частично нагревается и охлаждает горячий адсорбент в адсорберах 3, 4, 5 и поступает из верхней части адсорберов в рекуперативный теплообменник 8. Рекуперативный теплообменник соединен трубопроводом с печью 9, в которой газ регенерации нагревается до режимной температуры и по трубопроводу 17 поступает в верхнюю часть адсорберов 3, 4, 5. Выход газа регенерации из нижней части адсорберов 3, 4, 5 соединен с фильтром 7, предназначенным для очистки от цеолитной пыли. Очищенный газ регенерации по трубопроводу соединен с рекуперативным теплообменником 8 для частичного охлаждения и направляется в воздушный холодильник 10 для окончательного охлаждения. Выход из воздушного холодильника соединен трубопроводом с емкостью 12, предназначенной для сбора газа регенерации. В зимнее время газ регенерации с нижней части адсорберов 3, 4, 5 направляется в рекуперативный теплообменник 6 для утилизации тепла и подогрева углеводородной смеси, поступающей на адсорбцию. Выход из теплообменника 6 соединен трубопроводом с емкостью 12, которая соединена линией слива с насосом 13. Трубопровод с нагнетания насоса 13 предназначен для откачки жидкого углеводородного влажного и загрязненного компонента пропеллента для нужд автозаправочной станции. Теплообменник 6 соединен трубопроводами с сепаратором 11.
Узел получения композиции углеводородного компонента содержит емкости 19, 21, 23 и 25 в которые с нагнетания насосов 18а адсорбционных блоков узлов осушки и очистки 1, 2, 3 и 4 по трубопроводам поступают очищенные и осушенные компоненты для приготовления композиций. В емкость 19 поступает пропан бутановая фракция из блока №1, слив емкости 19 соединен с насосом 20, нагнетательный патрубок которого связан трубопроводом с входом емкость 28 для сбора товарного пропеллента марки №1, с давлением насыщенных паров 0,3-0,4 МПа. В емкость 21 поступает Изобутан из блока №2, слив емкости 21 соединен с насосом 22, нагнетательный патрубок которого связан трубопроводом с входом емкость 29 для сбора товарного пропеллента марки №2, с давлением насыщенных паров 0,21-0,26 МПа. В емкость 23 поступает Н-бутан из блока №3, слив емкости 23 соединен с насосом 24, нагнетательный патрубок которого связан трубопроводом с входом емкость 30 для сбора товарного пропеллента марки №3, с давлением насыщенных паров 0,11-0,16 МПа. В емкость 25 поступает пропан из блока №4, слив емкости 25 соединен с насосом 26, нагнетательный патрубок которого связан трубопроводом с входом емкость 32 для сбора товарного пропеллента марки №4, с давлением насыщенных паров 0,72-0,83 МПа. На вход смесителя 27 по трубопроводу с нагнетания насоса 24 подается бутан, а после насоса 26 пропан. Выход из смесителя 27 соединен с емкостью 31 для сбора товарного пропеллента марки №5, с давлением насыщенных паров 0,43-0,47 МПа.
Установка работает следующим образом.
Жидкий компонент углеводородного пропеллента принимается в емкость 1 и насосом 2 подается в нижнюю часть адсорбера 3, который заполнен активным оксидом алюминия общего назначения, предназначенной для первичной осушки пропан бутановой фракции. С верхней части адсорбера углеводородный компонент поступает в адсорбер 4, который заполнен цеолитом NaA для глубокой осушки. В адсорбере 5, заполненном цеолитом NaX происходит глубокая очистка компонента от сероводорода, меркаптанов и других примесей. Полученный углеводородный компонент из адсорбера 5 очищается в фильтре тонкой очистки 14 от цеолитной пыли и поступает в емкость 16, предназначенной для сбора углеводородного компонента. Схемой предусмотрено четыре блока адсорбционной очистки, состоящих из адсорберов 3, 4, 5, с целью отключения любого блока или адсорбера для проведения процесса регенерации.
Регенерация адсорбентов в адсорберах 3, 4, 5 осуществляется паровой фазой углеводородного компонента из емкости 16, которая из ее верхней части сжимается компрессором 15 до 0,6 МПа и подается в нижнюю часть адсорберов 3, 4, 5 для проведения процесса охлаждения адсорбента, прошедшего высокотемпературную регенерацию. Паровая фаза углеводородного компонента пропеллента частично нагревается и охлаждает горячий адсорбент в адсорберах 3, 4, 5 и поступает из верхней части адсорберов в рекуперативный теплообменник 8. Рекуперативный теплообменник предназначен для утилизации тепла газа регенерации. После рекуперативного теплообменника паровая фаза углеводородного компонента пропеллента нагревается в печи 9, до режимной температуры 150-300°C и поступает в верхнюю часть адсорберов 3, 4, 5. Газ регенерации после регенерируемых адсорберов направляется в фильтр 7, предназначенный для очистки от цеолитной пыли и далее направляется в рекуперативный теплообменник 8 частично охлаждается, отдавая тепло газу, поступающему на регенерацию. После рекуперативного теплообменника газ регенерации окончательно охлаждается в воздушном холодильнике 10 и поступает в емкость 12 для сбора и утилизации. В зимнее время для подогрева подаваемой на адсорбционный блок газ регенерации после воздушного холодильника 10 направляется в рекуперативный теплообменник 6, где происходит нагрев его за счет охлаждения газа регенерации. Теплообменник 6 включается в работу совместно с сепаратором 11.
Охлажденный, содержащий влагу и десорбированные примеси газ регенерации поступает в специальную емкость 12 для сбора газа регенерации. Отстоявшаяся вода из емкости 12 периодически дренируется. Жидкий углеводородный компонент насосом 13 откачивается для нужд автозаправочной станции.
Осушенные и очищенные углеводородные компоненты: пропан бутановая фракция, изобутан, н-бутан и пропан поступают на узел получения композиции углеводородного компонента в емкости 19, 21, 23 и 25 с адсорбционных блоков узлов осушки и очистки 1, 2, 3 и 4 для приготовления композиций. В емкость 19 поступает пропан бутановая фракция из блока №1 и насосом 20 подается в емкость 28 для сбора товарного пропеллента марки №1. В емкость 21 поступает изобутан из блока №2 и насосом 22 подается в емкость 29 для сбора товарного пропеллента марки №2. В емкость 23 поступает н-бутан из блока №3 и насосом 24 подается в емкость 30 для сбора товарного пропеллента марки №3. В емкость 25 поступает пропан из блока №4 и насосом 26 подается в емкость 32 для сбора товарного пропеллента марки №4. На вход смесителя 27 по трубопроводу с нагнетания насоса 24 подается бутан, а после насоса 26 пропан. Выход из смесителя 27 соединен с емкостью 31 для сбора товарного пропеллента марки №5.
При использовании в качестве смесителя для приготовления композиции пропеллента турбосмесителя применяют смеситель фирмы «Sulzer» S-4000.
Примеры 1-5 показывают реализацию настоящего изобретения по способу получения углеводородных пропеллентов с использованием различных вариантов композиции пропеллента из компонентов углеводородного сырья.
Пример 1. Данный пример иллюстрирует реализацию по способу получения углеводородного пропеллента на основе углеводородного сырья -пропан бутановой фракции (ПБФ).
Для получения углеводородного пропеллента, с избыточным давлением насыщенных паров 0,3-0,4 МПа, необходимого для аэрозольных упаковок, пропан бутановую фракцию осушают и очищают от сернистых примесей.
Способ получения углеводородных пропеллентов реализован на установке (фиг.1 и фиг.2).
Жидкий компонент углеводородного пропеллента - пропан бутановая фракция (ПБФ) принимается в емкость 1 и насосом 2 подается в нижнюю часть адсорбера 3, который заполнен активным оксидом алюминия общего назначения, предназначенной для первичной осушки фракции ПБФ. С верхней части адсорбера углеводородный компонент поступает в адсорбер 4, который заполнен цеолитом NaA для глубокой осушки. В адсорбере 5, заполненном цеолитом NaX происходит глубокая очистка компонента от сероводорода, меркаптанов и других примесей. Полученный углеводородный пропеллент из адсорбера 5 очищается в фильтре тонкой очистки 14 от цеолитной пыли и поступает в емкость 16, предназначенной для сбора углеводородного компонента. Схемой предусмотрено четыре блока адсорбционной очистки, состоящих из адсорберов 3, 4, 5, с целью отключения любого блока или адсорбера для проведения процесса регенерации.
Регенерация адсорбентов в адсорберах 3, 4, 5 осуществляется паровой фазой углеводородного компонента из емкости 16, которая из ее верхней части сжимается компрессором 15 до 0,6 МПа и подается в нижнюю часть адсорберов 3, 4, 5 для проведения процесса охлаждения адсорбента, прошедшего высокотемпературную регенерацию. Паровая фаза углеводородного компонента пропеллента частично нагревается и охлаждает горячий адсорбент в адсорберах 3, 4, 5 и поступает из верхней части адсорберов в рекуперативный теплообменник 8. Рекуперативный теплообменник предназначен для утилизации тепла газа регенерации. После рекуперативного теплообменника паровая фаза углеводородного компонента пропеллента нагревается в печи 9, до режимной температуры 150-300°C и поступает в верхнюю часть адсорберов 3, 4, 5. Газ регенерации после регенерируемых адсорберов направляется в фильтр 7, предназначенный для очистки от цеолитной пыли и далее направляется в рекуперативный теплообменник 8 частично охлаждается, отдавая тепло газу, поступающему на регенерацию. После рекуперативного теплообменника газ регенерации окончательно охлаждается в воздушном холодильнике 10 и поступает в емкость 12 для сбора и утилизации. В зимнее время для подогрева подаваемой на адсорбционный блок газ регенерации после воздушного холодильника 10 направляется в рекуперативный теплообменник 6, где происходит нагрев его за счет охлаждения газа регенерации. Теплообменник 6 включается в работу совместно с сепаратором 11.
Охлажденный, содержащий влагу и десорбированные примеси газ регенерации поступает в специальную емкость 12 для сбора газа регенерации. Отстоявшаяся вода из емкости 12 периодически дренируется. Жидкий углеводородный компонент насосом 13 откачивается для нужд автозаправочной станции.
Осушенная и очищенная пропан бутановая фракция поступает на узел получения композиции углеводородного компонента в емкость 19 с адсорбционного блока №1 узла осушки и очистки и насосом 20 подается в емкость 28 для сбора товарного пропеллента марки 1.
Пример 2. Данный пример иллюстрирует реализацию по способу получения углеводородного пропеллента аналогично примеру 1, отличающийся тем, что в качестве сырья для получения углеводородного пропеллента, с избыточным давлением насыщенных паров 0,21-0,26 МПа, необходимого для аэрозольных упаковок, используют изобутан.
Осушенный и очищенный изобутан поступает на узел получения композиции углеводородного компонента в емкость 21, с адсорбционного блока №2 узла осушки и очистки и насосом 22 подается в емкость 29 для сбора товарного пропеллента марки 2.
Пример 3. Данный пример иллюстрирует реализацию по способу получения углеводородного пропеллента аналогично примеру 1, отличающийся тем, что для получения углеводородного пропеллента, с избыточным давлением насыщенных паров 0,11-0,16 МПа, необходимого для аэрозольных упаковок, используют н-бутан.
Осушенный и очищенный н-бутан поступает на узел получения композиции углеводородного компонента в емкость 23, с адсорбционного блока №3 узла осушки и очистки и насосом 24 подается в емкость 30 для сбора товарного пропеллента марки 3.
Пример 4. Данный пример иллюстрирует реализацию по способу получения углеводородного пропеллента аналогично примеру 1, отличающийся тем, что для получения углеводородного пропеллента, с избыточным давлением насыщенных паров 0,72-0,83 МПа, необходимого для аэрозольных упаковок, используют пропан.
Осушенный и очищенный пропан поступает на узел получения композиции углеводородного компонента в емкость 25, с адсорбционного блока №4 узла осушки и очистки и насосом 26 подается в емкость 32 для сбора товарного пропеллента марки 4.
Пример 5. Данный пример иллюстрирует реализацию по способу получения углеводородных пропеллентов аналогично примерам 3 и 4, отличающийся тем, что заданную композицию пропеллента с избыточным давлением насыщенных паров 0,43-0,47 МПа, получают в смесителе смешением пропана и н-бутана при массовом соотношении равном 0,96.
Осушенный и очищенный пропан поступает на узел получения композиции углеводородного компонента в емкость 25, с адсорбционного блока №4 узла осушки и очистки и насосом 26 подается в коллектор смесителя 27. Осушенный и очищенный н-бутан поступает на узел получения композиции углеводородного компонента в емкость 23, с адсорбционного блока №3 узла осушки и очистки и насосом 24 подается в коллектор смесителя 27. Расход пропана и бутана контролируются массовыми расходомерами. Массовое отношение пропана к бутану на входе в смеситель равно 0,96. Готовая композиция из смесителя 27 подаются в емкость 31 для сбора товарного пропеллента марки 5.
Качество углеводородных пропеллентов приведено в таблице 1.
|
Достигаемый технический результат
Преимуществом заявляемой установки перед прототипом являются:
- осушка углеводородного пропеллента высокого качества с низким содержанием воды до 0,0001%;
- очистка углеводородного пропеллента высокого качества с низким содержанием сернистых соединений до 0,0001%;
- реализация принципа комплексной глубокой осушки и очистки сырья. Осушка и очистка углеводородной смеси происходит трех адсорберах, соединенных последовательно;
- предложена схема загрузки в блоке адсорберов: первый по ходу адсорбер заполнен активным оксидом алюминия, предназначенным для первичной осушки углеводородной смеси; второй по ходу адсорбер заполнен цеолитом NaA, предназначенным для глубокой осушки углеводородной смеси; третий адсорбер заполнен цеолитом NaX, предназначенным для глубокой очистки углеводородной смеси от сероводорода, меркаптанов и других примесей.
Способ получения углеводородных пропеллентов, включающий осушку и очистку углеводородного сырья, выделение композиции углеводородного пропеллента, отличающийся тем, что в качестве углеводородного сырья используют пропан бутановую фракцию или изобутан, или н-бутан, или пропан, или смесь пропана и н-бутана, осушку и очистку осуществляют путем пропускания сырья в жидкой фазе через сорбенты в трех последовательно расположенных адсорберах, первый по ходу технологического процесса адсорбер заполнен оксидом алюминия, второй по ходу технологического процесса адсорбер заполнен цеолитом NaA, а третий по ходу технологического процесса адсорбер заполнен цеолитом NaX, заданную композицию пропеллента получают после третьего по ходу адсорбера, при этом в случае использования в качестве углеводородного сырья смеси пропана и н-бутана заданную композицию пропеллента получают в смесителе смешением пропана и н-бутана при массовом отношении, равном 0,96.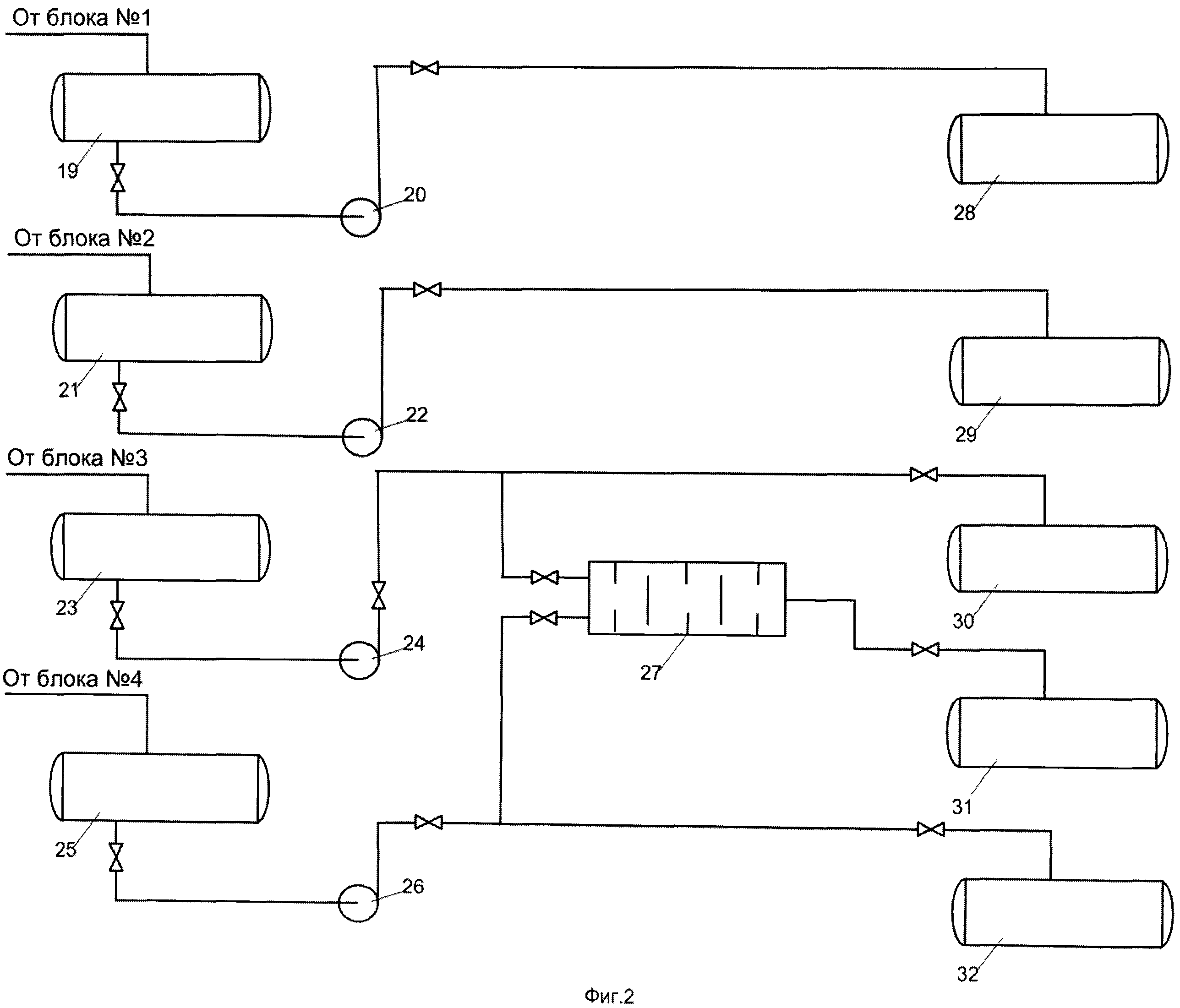
Способ осушки и очистки углеводородных пропеллентов
Установка получения углеводородных пропеллентов
Способ получения диметилового эфира из метанола
Способ осушки и очистки углеводородных пропеллентов
Установка получения углеводородных пропеллентов
Способ получения диметилового эфира из метанола

