ВТУЛКА ДЛЯ БАЛЛОНОВ ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Настоящее изобретение относится к втулке для баллонов высокого давления (и способу ее изготовления), составленная из различных металлических элементов, которые могут быть устойчиво соединены друг с другом, которые могут быть объединены в единую массу самого контейнера, который образован из композитного материала, металлического сплава, синтетического материала, смол и армирующих волокон.
Горловина состоит из нескольких элементов, изготовленных из металла или металлического сплава, которые устойчиво скреплены друг с другом посредством резьбовых и/или сварного и/или адгезивного соединений и соединены с концом сердцевины (футеровки), закрепленной одновременно на двух ее сторонах, внутренней и внешней. Такая группа имеет внешнюю полигональную форму для того, чтобы способствовать ее компоновке в единую конструкцию из композитного материала, который составляет баллон, исключая возможность вращения вокруг себя, когда она подвергается завинчиванию (в случае вставки пробки или клапана), и гарантируя, в то же время, превосходное уплотнение даже при высоких давлениях.
В частности, изобретение применимо и преимущественно в производстве баллонов, изготовленных из композитного материала, различного объема и при высоком давлении на сердцевинах, изготовленных либо из синтетического материала, либо из металла (листовой стали, алюминия или металлических сплавов).
Уровень техники
В текущем состоянии уровня техники известно - производство баллонов или контейнеров высокого давления, футерованных на наружной стороне несколькими слоями армирующих волокон и/или синтетических смол - различные типы крепежных втулок для пробок и/или защитных клапанов.
Известны контейнеры давления, которые изготовлены полностью из стали или алюминиевого сплава с помощью различных последовательных фаз горячего формования начального материала, которые формируют горловину непосредственно в массу этого материала, используя резьбу, пригодную для крепления пробки или уплотняющего клапана. Эти технологии гарантируют контейнерам непроницаемость газов или текучих сред, содержащихся в них, но такие технические решения дороги, требуют больших инвестиций в оборудование и территорию, а конечный продукт является тяжелым и непрактичным для перемещения. В связи с этим, сперва предлагали преодолевать эти проблемы выполнением обматывания армирующими волокнами и/или смолами, уменьшая толщину металлической структуры приблизительно на половину; далее, во вторую очередь, выполнением периферийной обмотки в осевом направлении дополнительно, уменьшая толщину и вес металлической структуры; наконец, с помощью сердцевины, изготовленной из неструктурного термопластика, армированного на наружной стороне с обматыванием во всех направлениях.
Первое решение, несмотря на преимущество с экономической точки зрения, приводит к очень тяжелым объектам; другие случаи представляют собой компромиссы между стоимостью изготовления и уменьшением веса. Последний пример является наиболее легковесным, но он имеет недостаток, заключающийся в частичной проницаемости газа. Это недопустимо для некоторых типов газа, такого как метан, водород, гелий и в общем различных токсичных смесей. Важное значение для этих изделий имеет сердцевина и соединение ее же между коническим ниппелем и выпускным отверстием. Выпускное отверстие должно быть выполнено в металлическом материале для того, чтобы гарантировать безупречное размещение клапана с резьбой; на границе между пластиковым материалом и поверхностью выпускного отверстия, газ стремится проникать и производить со временем эффект расслоения с возникающей в результате утечкой газа.
Для преодоления таких недостатков, известен способ изготовления горловин контейнеров высокого давления, предложенный патентом по WO2006/034439 A2, где обеспечено внутреннее кольцо упругого типа, которое относится к разборному типу для обеспечения его расширения. Такое внутреннее кольцо не позволяет вставлять уплотнение между сердцевиной (футеровкой) и материалом горловины; дополнительно, за счет своей упругости такое внутреннее кольцо не закрепляется аксиально; в частности, оно может опускаться внутрь контейнера и терять свою функциональность. Это кольцо не может быть конического типа, так как эта геометрическая форма не будет позволять фиксирование его в положении, но, наоборот, будет увеличивать осевую неустойчивость. Применяемая технология должна обеспечивать по меньшей мере два уплотнения: одно между внешней обмоткой и конструкцией втулки, а другое между внешней обмоткой горловины и внутренней сердцевиной (футеровкой). В дополнение, эта система не позволяет заменять внешнее уплотнение между обмоткой горловины и сердцевиной контейнера, так как они обе объединены в одной и той же обмотке.
Ссылаясь далее на патент по WO2007/079971 A1: применяемая система не позволяет разбирать и заменять уплотнение, так как внешняя обмотка горловины объединена с армированием, что предотвращает уплотнительное кольцо от удаления, которое раскроет гнездо самого уплотнения.
Ссылаясь далее на патенты по WO2005/0993313 A1, ЕР 1228862 А1 и WO 96/99142: три предложенные системы по существу эквивалентны: они представляют металлическую структуру горловины, объединенную с сердцевиной контейнера посредством плавления и/или заполнения пластикового материала сердцевины внутренней области соответственных полостей, обеспеченных различным образом в металлической структуре самой горловине.
Все эти хорошо известные системы имеют недостатки, связанные с когезией между металлическими поверхностями и пластиковыми полимерными поверхностями футеровки, которые, при воздействии высоких давлений газа стремятся разделяться со временем и позволяют большему и большему количеству газа вытекать через эти границы. В дополнение, к тому же отсутствует возможность попадания на горловину, для нормального обслуживания, без неминуемого повреждения футеровки. Также, в случае патентов WO2006/034439 A2 и WO2007/079971 A1, которые уже показаны, плановое обслуживание уплотнений для их возможной замены невозможно (гарантия эффективности контейнера уменьшается со временем и использованием).
Задача изобретения
Тем самым, задачей изобретения является исправление недостатков, обнаруженных в известных технологиях, выполняющих втулку или горловину для армированных баллонов высокого давления (из композитного материала) и способ изготовления, который имеет следующие отличия:
- горловина, выполненная и соединяемая с возможностью уплотняющей защиты в равной степени для сердцевин (футеровок) из металлического материала и/или пластикового материала,
- внутреннее уплотнительное кольцо цельного, неупругого сборного типа, конического типа, способное содержать тороидальное уплотнение между указанным кольцом и сердцевиной баллона;
- уплотнительное кольцо, которое может быть коническим для того, чтобы увеличивать адгезию внутренней и внешней поверхностей сердцевины с внешней поверхностью кольца и внутренней поверхностью внешней обмотки горловины, соответственно;
- внутреннее кольцо, которое является вполне устойчивым в положении и завинчиваемое во внешнюю обмотку горловины;
- внутренняя форма уплотнительного кольца, которое имеет гексагональное гнездо для облегчения ее сборки и разборки;
- внешняя часть горловины, которая представляет полигональную (например, октагональную) форму, на которую намотаны армирующие волокна со смолой, образующие цельную конструкцию, включающую ее: это определяет необычный момент затяжки для завинчивания клапана или пробки во внутреннюю часть горловины, причем такой момент исчезает на горловине и на внешней обмотке, и не на сердцевине баллона;
- избежание напряжений, нормально расположенных на конце сердцевины, распределяющей их на большей поверхности, касающейся и внутреннего и внешнего участка ее же: на внутреннем участке посредством кольца в прямом контакте с гладкой и/или резьбовой цилиндрической и/или конической поверхностью и на внешнем участке посредством конструкции горловины с гладкой и/или резьбовой цилиндрической и/или конической поверхностью.
Сущность изобретения
Задачи изобретения достигаются согласно отличиям главного пункта и/или любого другого пункта формулы изобретения, представленных в этом патенте выполнением втулки для баллонов высокого давления - футерованных несколькими слоями армирующих волокон и смол - и пояснением примера соответственного способа изготовления.
Предлагается выполнение втулки (или прикрепляемых элементов, изготовленных из металлического материала), которая пригодна для соединения с сердцевиной (футеровкой, состоящей из тонкого стального листа или легкого сплава алюминия или пластикового материала), образуя, таким образом, выпускное отверстие, включенное во внешнюю футерующую синтетическим армированием массу, в которую успешно принимается газоподающий клапан, исключающий утечки через границу соединения между сердцевиной и самим выпускным отверстием.
В первом решении внутренняя часть выпускного отверстия состоит из кольца трубчатой цилиндрической формы из металлического материала и имеет первую верхнюю внутреннюю часть, оснащенную резьбой и выполненную с возможностью принимать клапан посредством завинчивания; вторая часть заметно перфорирована и имеет форму (в поперечном сечении) шестигранника, так что она может быть извлечена шестигранным ключом для ее обслуживания; и завинчена на второй элемент, наружный по отношению к выпускному отверстию. В первой внешней части кольца имеется резьба для завинчивания второго элемента выпускного отверстия. На нижнем участке внешняя поверхность безупречно гладкая и прерывается кольцеобразной канавкой, пригодной для приема тороидального уплотнения; эта поверхность будет прилипать к сердцевине баллона (из металлического или пластикового листа).
Внешняя конструкция выпускного отверстия, также изготовленная из металла, или второй элемент, формирующий выпускное отверстие, образован следующим образом: в первой верхней внутренней части имеется резьба для завинчивания на внутреннее кольцо; во второй части имеется цилиндрическое гнездо с гладкой поверхностью для приема сердцевины баллона, прерывающуюся кольцеобразной канавкой для приема кольцеобразного уплотнения. Эта внутренняя часть заканчивается в соединении по направлению к наружной стороне, сопровождая сердцевину, и в последующем и достаточном расширении утоненного материала, таким образом образуя расширенную опорную поверхность на самой сердцевине. Во внешней части этого элемента обеспечен первый только цилиндрический участок, который расширяется, образуя конфигурацию с полигональной (например, октагональной) секцией с выступающими зубьями, которые далее сужаются, пока не достигнут концевой части этого элемента.
Это решение позволяет выполнять извлечение элемента внутреннего кольца для выполнения обслуживания и управления и/или замены внутреннего уплотнения.
Способ крепления выпускного отверстия к сердцевине баллона представляет собой следующее: сначала, внешнее тороидальное уплотнение размещают внутри соответствующего гнезда внешнего элемента выпускного отверстия; указанный внешний элемент подводят ближе к сердцевине баллона и выполняют с возможностью отличного приклеивания; другое внутреннее уплотнение вставляют в соответствующее гнездо внутреннего кольцевого элемента; его же навинчивают полностью на внешнюю конструкцию выпускного отверстия, заключая сердцевину между прикрепляемыми элементами; наконец, выполняют внешнюю армирующую обмотку несколькими слоями волокон и смол, заключая - в частности - внешнюю часть с большей полной толщиной вблизи от внешнего элемента выпускного отверстия, вдобавок покрывая полигональную форму.
Продукт, полученный таким образом технически идеален: выпускное отверстие, которое избегает расслаивание газом к тому же при высоком давлением между сердцевиной баллона и контактными стенками самого выпускного отверстия, а также за счет двух тороидальных уплотнений, внутреннего и внешнего в самой сердцевине, и достаточной толщины обмотки армирующими волокнами и смолами вблизи области крепления выпускного отверстия с сердцевиной баллона.
Во втором решении внутренняя часть выпускного отверстия отличается от его нижней внутренней формы: вместо цилиндрического завершения она расширяется, увеличивая диаметр и повторяя соединение сердцевины баллона, представляющее два гнезда для приема уплотнения (одно в цилиндрической секции, а другое, которое имеет больший диаметр, в концевой секции для поверхностного контакта). В этом случае, уплотнение на наружной стороне сердцевины не предусмотрено; в остальном идентично с первым случаем, проиллюстрированном выше. Это решение не может быть разобрано; в связи с этим, его обслуживание невозможно; рекомендуется, во всяком случае, баллоны выполнять с соединением сердцевины вдоль продольной части самого баллона.
Следовательно, крепление выпускного отверстия к сердцевине отличается от предыдущего примера, так как внутренний элемент выпускного отверстия, оборудованный двумя тороидальными уплотнениями, вставлен из внутренней части баллона (и больше не может извлекаться) и выполнен с возможностью прилипания к концевой части сердцевины; далее он завинчивается на наружной стороне на второй внешний участок выпускного отверстия, который не имеет гнезд для уплотнения. Как только два прикрепляемых элемента выпускного отверстия закрепляют, концевая часть сердцевины баллона одновременно заключается между ними. Далее широкую внешнюю обмотку всей крепежной зоны выпускного отверстия и всего баллона выполняют армирующими волокнами и смолой.
Другой вариант настоящего изобретения относится к возможности обеспечения на концевом участке сердцевины баллона, изготовленном или из металла, или пластиков, и обеспеченном достаточной толщиной, внутреннюю и внешнюю резьбу. Внешняя резьба используется для завинчивания на него внешнего элемента выпускного отверстия (таким образом, другое уплотнение не требуется); в то время как внутренняя резьба используется для завинчивания на него (после вставки в соответственное гнездо во внутреннем уплотнении) внутреннего кольца, образующего выпускное отверстие. Таким образом, концевая часть сердцевины баллона заключается между двумя элементами выпускного отверстия; далее выполняется внешняя обмотка (достаточной толщины) армирующими волокнами и/или синтетическими смолами, покрывая полностью область соединения горловины и сердцевины.
Другой вариант настоящего изобретения состоит в том, что две резьбы - внешняя и внутренняя - концевой части сердцевины баллона относятся к коническому типу, таким образом, к тому же, соответствуя внешнему кольцевому элементу и внутреннему кольцевому элементу, образующим выпускное отверстие. Эта техническая особенность улучшает герметичность и эффективность использования рабочего времени баллона.
Это изобретение решает предложенные задачи, которые заключаются в: преодолении недостатков, известных в этой области техники; гарантировании герметичности в течение продолжительного времени посредством применения сборной горловины из двух металлических частей, которые заключают концевую часть сердцевины баллона, избегая расслоения газом даже при высоком давлении; позволении выполнения баллонов высокого давления при достаточном снижении их веса, таким образом облегчая обращение с ними и их транспортировку; обеспечении, в некоторых описанных решениях, взаимозаменяемости внутренней кольцевой части, облегчая обслуживание и делая возможным заменять внутреннее уплотнение.
Описание чертежей
Четыре решения согласно настоящему изобретению представлены для предпочтительных примерных целей, но без ограничения, в пяти приложенных чертежах, в которых:
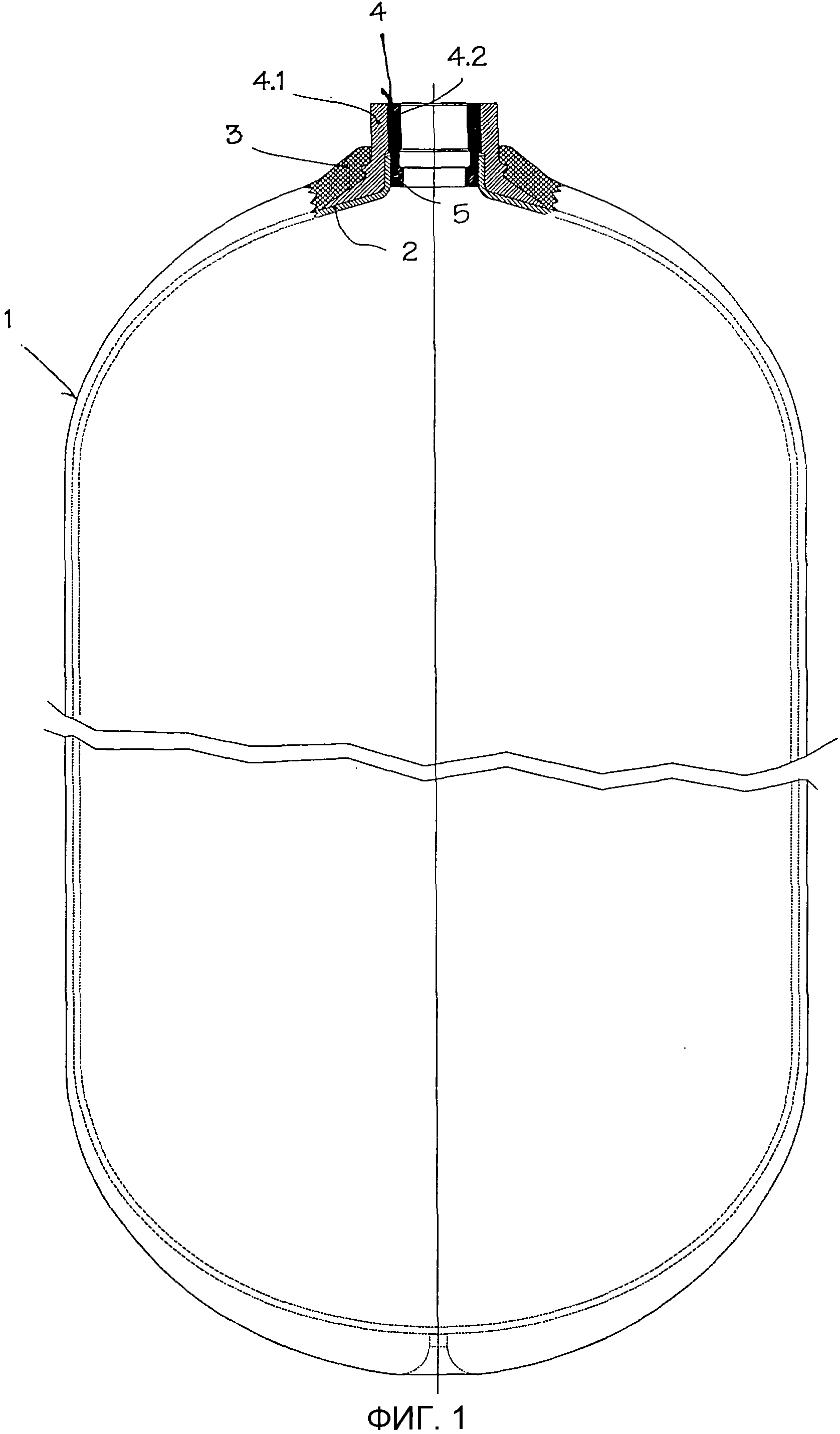
- Фиг.1 показывает на виде спереди в разрезе баллон высокого давления, состоящий из сердцевины, изготовленной из листового металла или футерованной пластиком и/или армирующими волокнами и смолами, указывающий область втулки или сборной горловины, оборудованной только одним уплотнением во внутренней части и извлекаемым кольцевым компонентом;
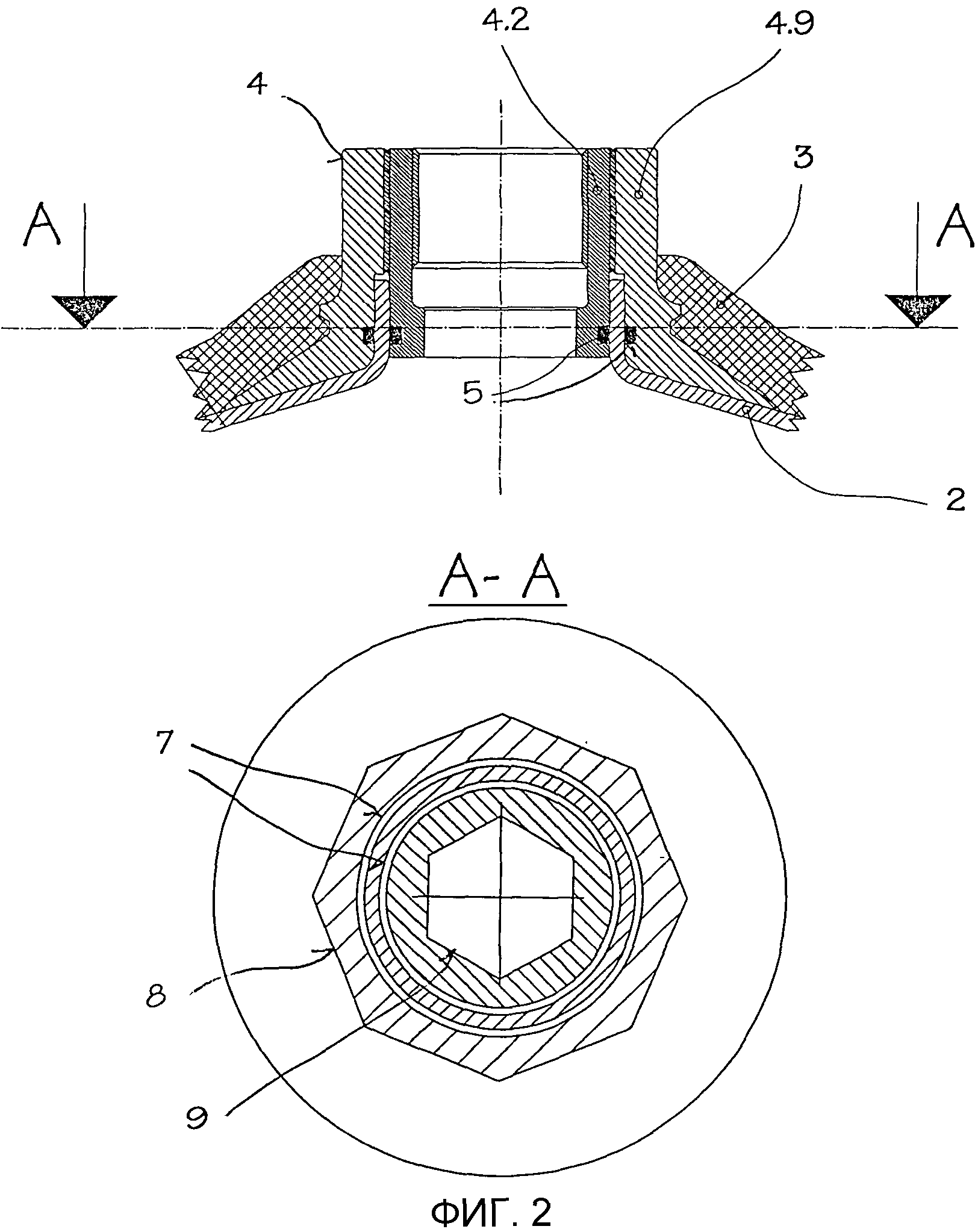
- Фиг.2 показывает на виде сверху и в поперечном сечении горловину с внутренним крепежным элементом, несущим уплотнение кольцеобразного и извлекаемого типа, имеющую два герметизирующих уплотнения (одно на внутренней стороне, а другое на внешней стороне концевой части сердцевины);
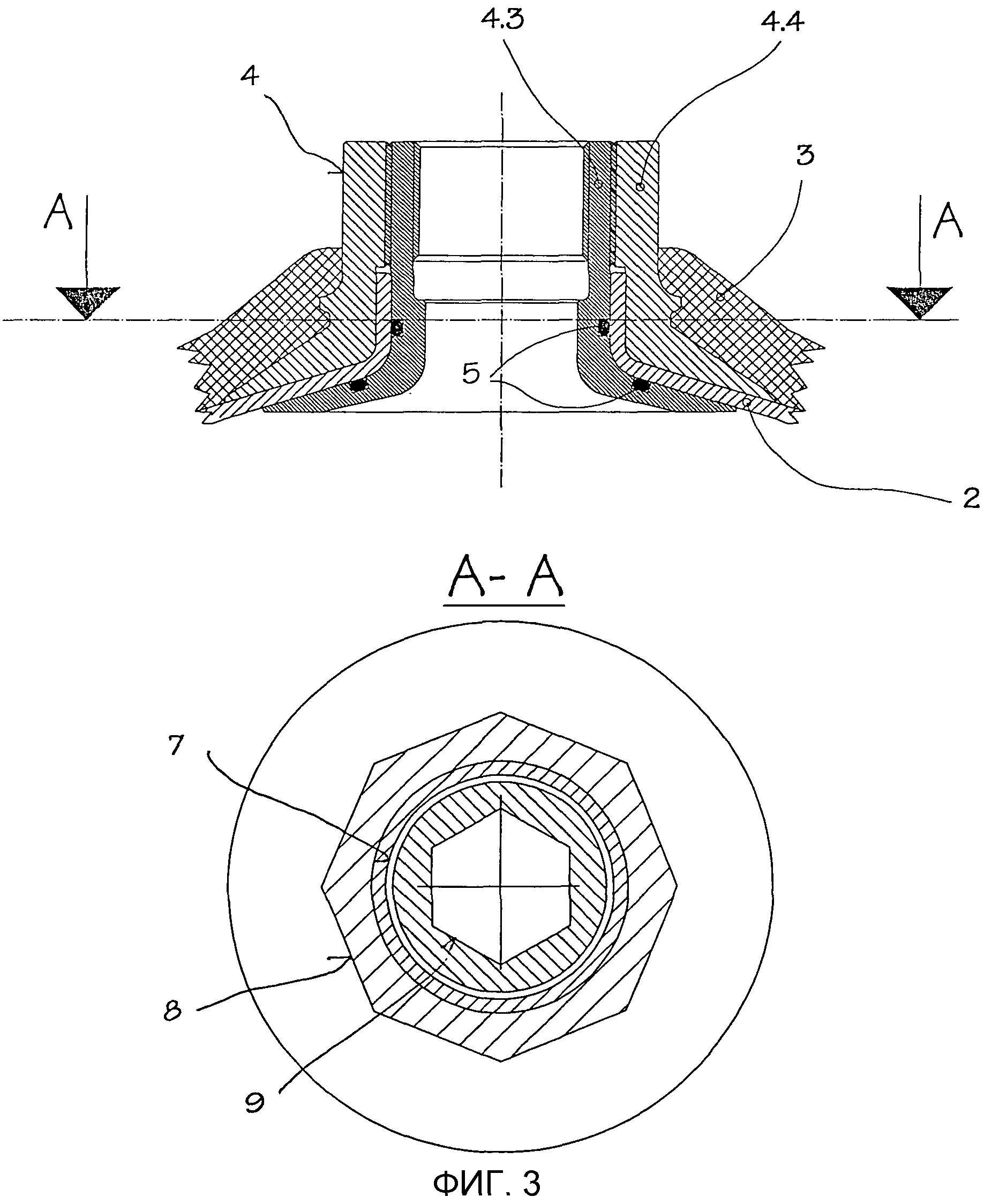
- Фиг.3 показывает на виде сверху и в поперечном сечении сборную горловину, обеспеченную внутренним элементом с двумя герметизирующими уплотнениями, относящимися к типу, который не может быть извечен, и вставляется только на стадии изготовления;
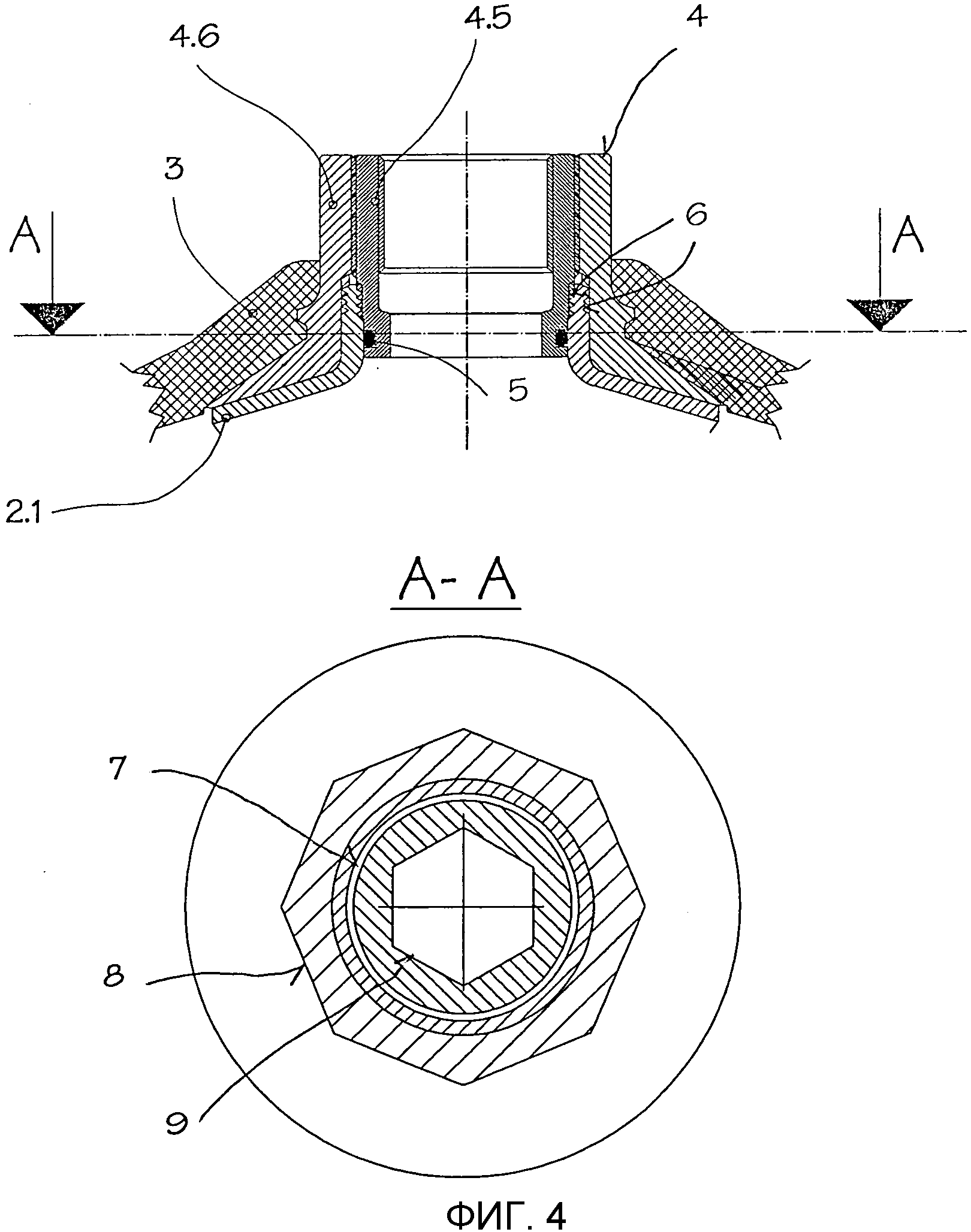
- Фиг.4 показывает вид сверху и в поперечном сечении сборную горловину с извлекаемым внутренним кольцевым элементом с концевой частью сердцевины баллона, обладающей резьбой и на наружной стороне, и на внутренней;
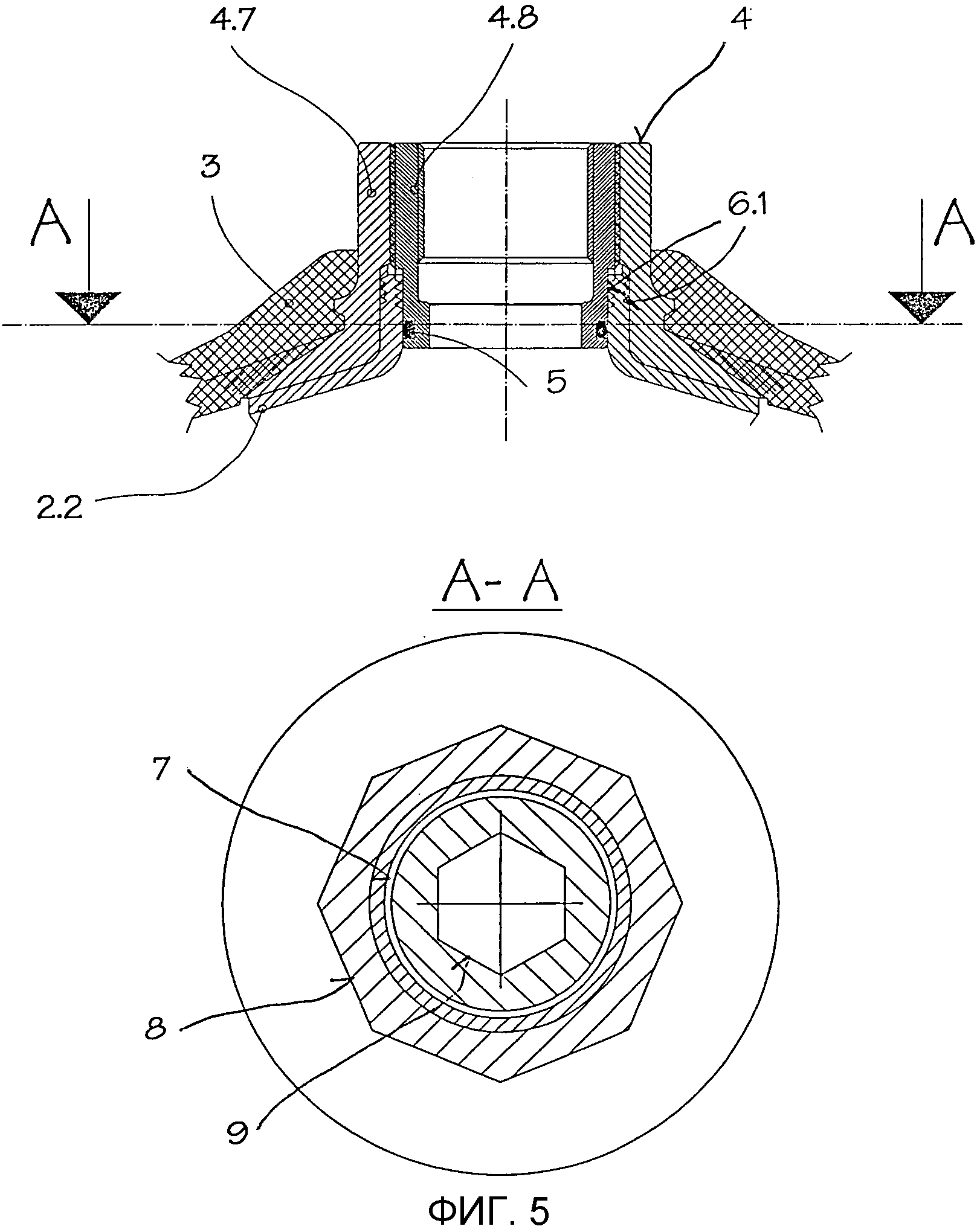
- Фиг.5 показывает вид сверху и в поперечном сечении модульную горловину, подобную предыдущей фигуре, где, однако, внешняя и внутренняя резьбы концевого участка сердцевины относятся к коническому типу, и имеющую аналогичные резьбы на соответственных поверхностях двух компонентов горловины.
Как может быть видно из различных фигур, втулка или горловина для баллонов высокого давления применяется к концевой части сердцевины (2) баллона (1), изготовленного из листового метала или легкого сплава или пластика или синтетического материала, армированного снаружи множеством слоев, изготовленных из композитного материала (3), такого как армирующие волокна, пропитанные синтетическими смолами, которые будут объединяться с горловиной (4) в единую массу, образующую баллон высокого давления.
Изобретение представлено в конструктивных решениях различных типов горловины (4), образованной из различных элементов, которые могут быть объединены друг с другом для того, чтобы гарантировать герметичность и избегать расслоение газом (давлением), содержащимся в самих баллонах.
Прежде всего, горловина (4) состоит из двух металлических частей, работающих в прецессии, внешней части (4.1) и внутренней части (4.2), коаксиальных и обе кольцевой формы, которые могут быть завинчены и соединены друг с другом за счет внутренней резьбы внешнего элемента и внешней резьбы внутреннего кольцеобразного элемента. Между этими частями остается незначительное пространство, пригодное для содержания, заключения и закрепления концевой части сердцевины (футеровки) (2) баллона.
На верхней внутренней части внутреннего кольца (4.2) обеспечена резьба для крепления клапана или пробки для подачи газа, содержащегося в баллоне (1). В дополнение, на нижней внешней части кольцевого элемента (4.2) обеспечено по меньшей мере одно кольцевое гнездо (7) для приема по меньшей мере одного тороидального уплотнения (5), которое приводится в прямой контакт с внутренней частью сердцевины (2) баллона. Это кольцо является удаляемым и может быть отвинчено, как требуется для выполнения обслуживания или замены уплотнения (5).
Для облегчения крепления этого кольца к внешнему корпусу (4.1) горловины и/или его удаления, на центральной перфорированной части обеспечено образуемое гнездо - например гексагональной формы (9) - так, что крутящий момент может быть приложен вставкой подходящего ключа. По той же причине внешний элемент горловины имеет на его верхнем внешнем участке на внешней поверхности двойное плоское гнездо, размещенное противоположно, параллельно и коаксиально для вставки ключа и далее получения большей эффективности при закреплении или откреплении этих двух элементов, которые образуют горловину. В центральной нижней части внешнего элемента (4.1) обеспечена полигональная конфигурация (8) (например, октагональная), цель которой состоит в обеспечении большей стойкости поверхности к осевому вращению после обмотки несколькими слоями армирующих волокон и смол.
Относительная процедура изготовления втулки и крепления ее к сердцевине баллона (изготовленного из металла или пластика) содержит этапы на которых: вставляют уплотнение (5) в гнездо (7) внутреннего элемента (4.2); далее его же размещают на внутреннем концевом участке сердцевины (2) баллона (1); далее внешний элемент (4.1) горловины (4) сильно завинчивают на внутренний элемент (4.2), таким образом заключая сердцевину баллона; при скреплении выполняется внешняя обмотка несколькими слоями армирующих волокон и смол, образуя достаточную толщину композитного материала (3), который покрывает и объединяется с внешней сформированной частью (8).
После этого решения варианта выполнения на Фиг.2 проиллюстрирован вариант выполнения, в котором альтернативно предусмотрена возможность обеспечения на внешнем элементе (4.9) горловины кольцевое гнездо (7) на внутреннем участке, размещенное противоположно гнезду, образованному во внутреннем элементе (4.2) горловины для того, чтобы иметь возможностью вставлять кольцеобразное уплотнение (5) также снаружи сердцевины (2). В этом случае также внутренний компонент (4.2) горловины относится к типу, который может быть извлечен для обслуживания.
В третьем представлении проиллюстрировано решении, отличное от предыдущих, в котором внутренний элемент (4.3) горловины не является извлекаемым и может быть применен только из внутренней части сердцевины баллона (в случае баллонов значительной длины, где предусмотрено сваривание двух частей, образующих сердцевину). Нижняя часть указанного элемента (4.3) расширяется круговым образом; в связи с этим, она не может быть извлечена через отверстие горловины. Она имеет два следующих друг за другом кольцеобразных гнезда (7) на стороне в контакте с сердцевиной (2) баллона, причем одно на цилиндрическом участке, а другое на наклонном участке указанной сердцевины. В этом случае, внешний элемент (4.4) идентичен элементу (4.1) в первом представлении.
Четвертое представление представляет собой вариант первого представления с одним отличием в концевой части сердцевины (2); оно имеет и на внутреннем участке и на внешнем участке резьбу (6) аналогично на соответственных участках двум элементам, образующим горловину (4), внутреннем участке (4.5) и внешнем участке (4.6).
Наконец, пятое представление подобно предыдущему лишь с одним отличием в том, что резьбы - и на концевых секциях сердцевины (6.1), и на двух компонентах горловины, внутреннем (4.8) и внешнем (4.7) - относятся к коническому типу, подобному главным образом используемым в гидравлической секции. В этом случае, герметизируется большее количество элементов в промежутке между ними (элементами горловины и сердцевины баллона), большее количество герметизирующихся частей, гарантируя максимальную герметизацию между частями и избегая таким образом расслоения содержащимся газом.
Разумеется, изобретение не ограничено примерами описанных выше вариантов выполнения, отклоняясь от которых другие формы и другие варианты выполнения могут быть обеспечены, при этом детали выполнения могут быть в любом случае изменены без отклонения от сущности изобретения, которая раскрыта и заявлена далее.
Усовершенствованный способ изготовления высокопрочных композиционных сосудов с внутренним металлическим лейнером и сосуды, изготовленные упомянутым способом

