Результат интеллектуальной деятельности: УСТАНОВКА ДЛЯ НАПЫЛЕНИЯ ПОКРЫТИЙ НА ПРЕЦИЗИОННЫЕ ДЕТАЛИ УЗЛОВ ГИРОПРИБОРОВ
Вид РИД
Изобретение
Изобретение относится к технологии формообразования тонкопленочных покрытий способом магнетронного распыления и может быть использовано в точном приборостроении при разработке и изготовлении прецизионных газодинамических подшипников поплавковых гироскопов.
В двухстепенном поплавковом гироскопе, разработанном в ОАО «Концерн «ЦНИИ «Электроприбор», основными узлами являются выполняющий функцию кинетического момента ротор, жестко связанный с фланцами двух обращенных газодинамических подшипников, которые ориентируют ротор и задают входную ось чувствительности гироскопа. Технология изготовления деталей газодинамического подшипника включает формирование на окончательно выполненных с точностью в десятые доли микрометра рабочих полусферических поверхностях износостойкого покрытия нитрида титана TiN толщиной единицы микрометра. Наиболее эффективным методом получения покрытия является магнетронное напыление.
Точность гироскопа и стабильность его технических характеристик напрямую зависят от геометрии и качества рабочих поверхностей деталей газодинамических подшипников, и к покрытию TiN предъявляются жесткие требования по трибологическим свойствам, структурной однородности, а также по геометрии - по толщине слоя и допустимым отклонениям от ее номинального значения - на уровне десятых и сотых долей микрометра. Очевидно, что возможность получения указанного уровня точности во многом связана с конструктивным оформлением используемого оборудования и средств оснащения процесса магнетронного напыления. Важной характеристикой износостойкого покрытия TiN является идентичность его размерных параметров и свойств на рабочих поверхностях всего комплекта опор и фланцев подшипников, используемых в одном изделии. Это достигается созданием максимально равнозначных условий напыления для всех деталей комплекта, что осуществляется напылением этого комплекта за один технологический цикл, т.е. конструкция установки должна предусматривать многопозиционное напыление. Кроме того, одинаковые условия в значительной мере обеспечиваются строго симметричным расположением деталей относительно потока напыляемого материала, а также за счет вращения как обоймы (или блока редукции), на которой размещены штоки с деталями, так и самих штоков. Вращение усредняет возможное различие условий напыления, поскольку все детали равное время находятся во всех зонах напыления.
Известна установка для напыления покрытий [заявка Японии №63-65071], включающая вакуумную камеру, магнетронные распылители-мишени, устройства подачи газа, привод вращения держателей подложек в одну сторону и привод вращения приспособления, на котором крепятся подложки, в другую сторону. Недостатком в данном случае является невозможность получения покрытий с точностью десятые доли микрометра на полусферических и криволинейных поверхностях, поскольку различные участки напыляемой поверхности ориентированы к потоку испаряемого с мишеней материала под разными углами, что определяет неоднородность покрытия по толщине и по свойствам.
Известна установка для напыления покрытий [патент РФ №2214477], включающая вакуумную камеру, распылители мишеней-катодов с анодными блоками, устройства регулирования подачи газа, держатели для подложек, вращающиеся в одном направлении, приспособление, на котором крепят указанные держатели, вращающееся в другом направлении, и устройство для вращения приспособления. Распылители-мишени числом не менее двух расположены таким образом, что их осевые линии образуют угол не более 90° и смещены по высоте друг относительно друга. Это позволяет улучшить условия напыления на поверхности сложной формы, в том числе и сферические. Однако обеспечить указанную выше, требуемую для газодинамических подшипников поплавкового гироскопа, точность и однородность покрытия представленная установка не позволяет. Кроме того, недостатком в данном случае является и сложность процесса многопозиционного напыления, что важно для комплекта деталей подшипника, куда входят два фланца и две опоры, которые в условиях одновременного напыления дают возможность получать покрытие, одинаковое по основным характеристикам. В установке приведенной конструкции сложность внутрикамерной конфигурации (два магнетрона) приводит к взаимному экранированию напыляемых деталей, и эффективность одновременного напыления не реализуется.
В качестве близких технических решений можно привести патенты РФ №2098511 и №2411304, где для повышения однородности напыляемых покрытий используется взаимное перемещение испарителя и подложек, а также патент Японии №6099803, в котором также применено вращение держателя подложек. Однако приведенные технические решения не решают задачи обеспечения однородности и качества получаемых покрытий на уровне, необходимом в гироскопических приборах.
По наибольшему числу общих существенных признаков в качестве прототипа принята установка магнетронного напыления [С.Н.Беляев, Щербак А.Г. Средства оснащения процессов напыления покрытий на узлы гироприборов, имеющие форму тел вращения // Навигация и управление движением: Материалы Юбилейной X конференции молодых ученых. - ГНЦ РФ - ФГУП «ЦНИИ «Электроприбор», 2009, стр.68-73, ISBN 978-5-900780-88-7], содержащая вакуумную камеру, устройство подачи газа, распылитель-мишень, ионный источник и систему магнитов, создающие кольцевую зону потока испаряемого материала средним диаметром Dм, ориентированные в этой кольцевой зоне держатели с узлами крепления напыляемых деталей, вращающиеся с угловой скоростью w1 в одном направлении штоки количеством n с зафиксированными на их концах держателями, блок редукции, вращающийся с угловой скоростью w2 в другом направлении, на котором указанные штоки размещены с равным угловым шагом и на одинаковом расстоянии 1/2·Dш от его оси вращения. Для улучшения условий напыления покрытий на детали, имеющие форму тела вращения, в частности полусферические, плоскость, в которой лежат центры узлов крепления деталей и, соответственно, самих деталей наклонена к оси симметрии потока испаряемого материала под углом α с пересечением оси вращения указанного блока редукции и оси симметрии потока материала в точке, лежащей в этой плоскости. При этом образуется эллиптическая траектория перемещения узлов крепления деталей относительно плоскости, перпендикулярной оси симметрии потока испаряемого материала. Очевидно, что указанная траектория должна находиться в пределах кольцевой зоны потока испаряемого с мишени материала.
Однако установка-прототип имеет такие недостатки, как ограниченные технические возможности и сложности получения покрытий, отвечающих требованиям точного приборостроения, что определяется следующими факторами:
1. Невысокое качество покрытий, поскольку наклон плоскости, в которой лежат центры напыляемых деталей, под углом α к оси симметрии потока испаряемого с мишени материала приводит к тому, что образующаяся эллиптическая траектория перемещения деталей относительно кольцевой зоны этого потока располагается в лучшем случае по всей ширине этой зоны. А в пределах этой зоны - от ее внутренней части до наружной - может иметь место нестабильность потока материала. Т.е. повысить эффективность процесса напыления за счет ориентации деталей не позволяет сопутствующая этому неравнозначность условий напыления в различных участках кольцевой зоны.
2. Ограниченные возможности установки и процесса напыления, т.к. угол наклона - угол α - ограничен шириной кольцевой зоны потока испаряемого с мишени материала исходя из того, что выход траектории перемещения деталей за пределы этой зоны крайне нежелателен, т.к. вносит неопределенность в процесс напыления покрытия в части его качества и повторяемости результатов. Это особенно важно для таких прецизионных деталей, как опоры и фланцы газодинамического подшипника поплавкового гироскопа, к которым, включая полученные методом магнетронного напыления покрытия, предъявляются требования по точности на уровне десятых и сотых долей микрометра.
3. Возможная неоднородность функциональных характеристик покрытия, что недопустимо для износостойкого покрытия нитрида титана на рабочих полусферических поверхностях опор и фланцев газодинамического подшипника. Это определяется тем, что при магнетронном напылении идентичность условий напыления связана, помимо прочего, с протеканием химической реакции между азотом и испаряемым с мишени титаном с образования нитрида титана. А изменение концентрации или плотности потока испаряемого материала может приводить к отклонениям от стехиометрии получаемого покрытия и ухудшать его свойства и, как следствие, характеристики газодинамического подшипника.
Задачей настоящего изобретения является расширение технических возможностей установки, а также повышение качества и функциональных характеристик напыляемых покрытий.
Согласно изобретению указанная задача решается тем, что держатели, в которых устанавливают напыляемые детали, выполнены в виде консольных элементов со смещением центров узлов крепления деталей относительно оси штока на величину L, связанную с диаметром Dш соотношением Dш/L=2(1+sinα)/(1-sinα), диаметр Dш, на котором размещены штоки, задан из выражения Dш·sinα<Dм<Ош, количество штоков n выбрано кратным четырем при условии n<180°/arcsin(L/2Dш), а соотношение угловых скоростей w1 и w2 определено из равенства w1=1/2·w2. При этом для каждых четырех штоков, расположенных по окружности диаметром Dш с угловым шагом 90°, для одной пары противолежащих штоков, расположенных на большой оси эллиптической траектории их перемещения, направление смещения L ориентировано к центру эллипса, а для второй пары противолежащих штоков, расположенных на малой оси этой траектории, направление смещения L ориентировано в сторону, противоположную центру указанного эллипса.
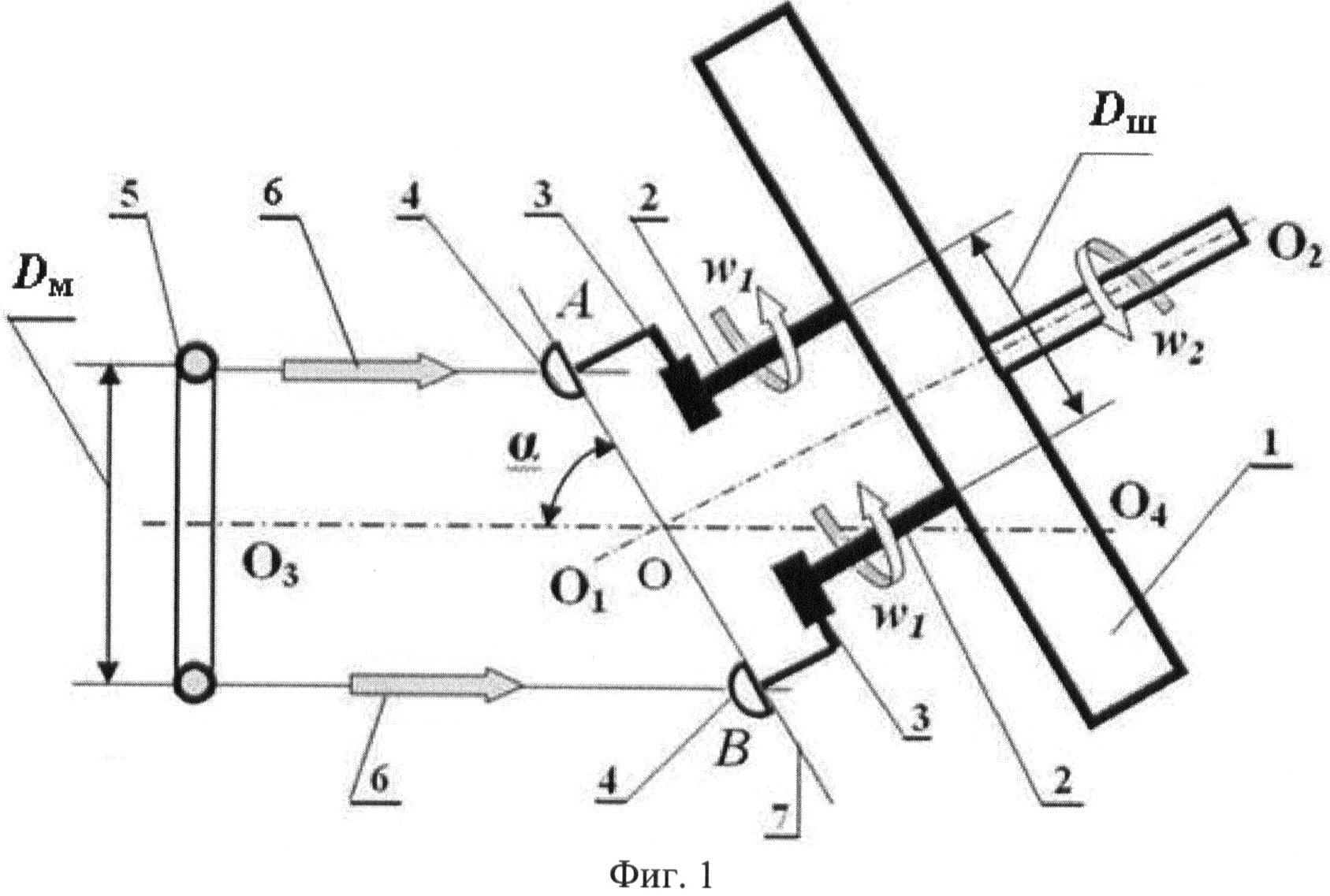
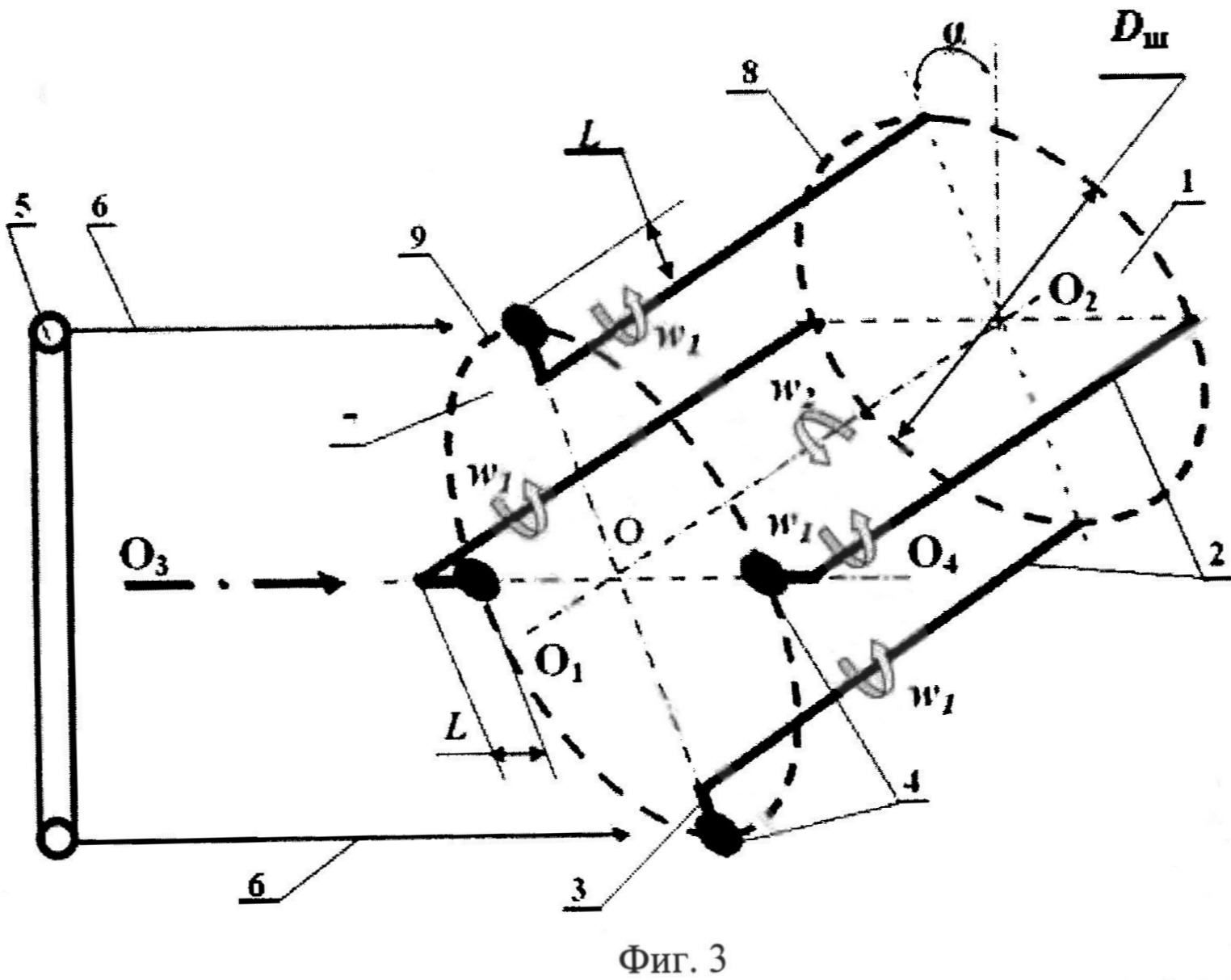
Сущность изобретения поясняется чертежами, где на фиг.1 представлены основные конструктивные внутрикамерные элементы установки для напыления и показана их компоновка и взаимная ориентация, на фиг.2 - кинематика перемещений позиций напыляемых деталей в кольцевой зоне распыляемого с мишени материала в плоскости, перпендикулярной оси потока распыляемого материала, и на фиг.3 - схема функционирования установки.
На фиг.1,2 и 3 обозначены:
1 - блок редукции, вращающийся с угловой скоростью w2 вокруг своей оси 0,02;
2 - штоки количеством n, вращающиеся с угловой скоростью w1 в направлении, противоположном вращению блока редукции 1, и размещенные на этом блоке с равным угловым шагом на одинаковом расстоянии от его оси вращения O1O2;
3 - держатели с узлами крепления напыляемых деталей, установленные на штоках 2 и выполненные в виде консольных элементов со смещением центра каждого узла крепления деталей относительно оси штока на величину L;
4 - напыляемые детали, жестко зафиксированные в узлах крепления держателей 3;
5 - мишень-распылитель;
6 - поток испаряемого (напыляемого) с мишени-распылителя 5 материала, образующий кольцевую зону средним диаметром Dм;
7 - плоскость, в которой лежат центры узлов крепления деталей 4 на консольных элементах держателей 3;
8 - эллиптическая траектория перемещения позиций штоков 2 в месте крепления держателей 3 относительно плоскости, перпендикулярной оси симметрии O3O4 потока испаряемого материала 6 при вращении блока редукции 1 относительно своей оси O1O2;
9 - кольцевая траектория перемещения напыляемых деталей 4 относительно плоскости, перпендикулярной оси симметрии O3O4 потока напыляемого материала 6 при вращении блока редукции 1 относительно своей оси со скоростью w2 и вращении штоков 2 в противоположном направлении со скоростью w1 при соотношении указанных скоростей, определяемым выражением w1=1/2·w2;
Dш - диаметр, на котором располагаются штоки 2 на блоке редукции 1;
α - угол наклона плоскости 7, в которой лежат центры узлов крепления деталей 4, к оси симметрии O3O4 потока напыляемого материала 6;
Dм - средний диаметр кольцевой зоны 6 потока распыляемого материала;
O - точка пересечения оси вращения O1O2 блока редукции 1 и оси симметрии O3O4 потока напыляемого материала 6, лежащая в плоскости 7;
α - угол наклона плоскости 7, в которой лежат центры узлов крепления деталей 4, к оси симметрии O3O4 потока напыляемого материала 6;
Кб и Км - позиции расположения штоков 2 на большой и малой оси эллиптической траектории 8;
Дб и Дм - позиции расположения деталей 4 на кольцевой траектории 9 в точках, соответствующих расположению штоков 2 в позициях Кб и Км;
К и Д - позиции расположения штока и детали при повороте блока редукции 1, вращающегося со скоростью w2, на угол ψ и вращении, при этом, штока в противоположном направлении со скоростью w1;
2ψ- угол поворота консольного элемента относительно радиуса ОК траектории 9 при повороте блока редукции 1 на угол ψ;
Процесс напыления покрытий на установке представленной конструкции осуществляется следующим образом.
Напыляемые детали 4 (полусферические опоры и фланцы газодинамического подшипника поплавкового гироскопа) жестко фиксируются в узлах крепления держателей 3, установленных на концах штоков 2, которые размещены с равным угловым шагом и на одинаковом расстоянии 1/2·Dш от оси вращения блока редукции 1, т.е. на окружности диаметром Dш, центр которой лежит на оси вращения этого блока. Блок редукции содержит элементы, задающие синхронное вращение штоков 2 с одинаковой скоростью w1. Все штоки 3 выполнены равной длины, а держатели 3 - одинаковой (для однотипных деталей) конфигурации, что определяет равноправность использования терминов «центр узлов крепления деталей» и «геометрический центр детали».
Указанные центры лежат в одной плоскости 7 и, как указано, равноудалены от оси вращения O1O2 блока редукции 1. С помощью поворотных узлов (на фиг.1, 2 и 3 не показаны) плоскость 7 ориентируют к оси симметрии O3O4 потока распыляемого материала 6 под углом α, величина которого обусловлена конкретными требованиями к формируемому на деталях покрытию, и фиксируют в этом положении (фиг.1).
При повороте на угол α в проекции на плоскость, перпендикулярную оси симметрии O3O4 потока распыляемого материала 6, окружность диаметром Dш трансформируется в эллиптическую по отношению к этой плоскости траекторию 8 перемещения позиций штоков 2 в месте крепления держателей 3 (фиг.2). Параметры данного эллипса можно представить в следующем виде: большая ось 2α будет равна диаметру Dш (поскольку центр окружности диаметром Dш лежит на оси O3O4), а малая ось 2b определяться соотношением
2b=Dш·sinα.
Для осуществления корректировки траектории перемещения деталей 4 с тем, чтобы она в проекции на плоскость, перпендикулярную оси симметрии O3O4, представляла собой окружность диаметром Dм, необходимо выполнение исходных условий, связанных с выбором диаметров Dм и Dш исходя из очевидных соотношений Dм<Dш и Dш·sinα<Dм или в общем виде (фиг.2):

Следует отметить, что на практике предпочтительнее варьировать величиной Dш, принимая заданное значение Dм.
С учетом, как указывалось выше, необходимости осуществления процесса многопозиционного напыления наиболее эффективно и рационально выбирать число штоков n кратное четырем, что в полной мере обеспечивает условие одновременного напыления нескольких комплектов деталей, например газодинамического подшипника. При этом число штоков n ограничено конструктивными параметрами других элементов - значением диаметра Dш и величиной смещения L. Очевидно, что хорда, соединяющая точки, соответствующие двум соседним штокам, на окружности диаметром Dш должна быть меньше L, откуда следует выражение

Можно выделить группы из четырех штоков, в каждой из которых штоки смещены по углу на 90°. Располагая для такой группы два противолежащих штока на большой оси 2a эллиптической траектории 8, а два других противолежащих штока - на малой оси 2b этой траектории, можно определить схему, при которой для указанных позиций штоков детали будут размещены на окружности 9, соответствующей среднему диаметру Dм потока распыляемого материала 6. Это реализуется посредством выполнения держателей 3, в которых устанавливают напыляемые детали 4, в виде консольных элементов со смещением каждого центра узла крепления детали (и самой детали 4) относительно оси штока 2 на величину L. Поворот блока редукции 1 на 90° при соотношении угловых скоростей w1 и w2 вращения штоков 2 и блока редукции 1, определяемым выражением w1=1/2·w2, вызовет перемещение штока из позиции Кб в позицию Км (фиг.2), а детали - из позиции Дб в позицию Дм. При этом, если в позиции Дб смещение на величину L ориентировано к центру O эллипса, то в позиции Дм произойдет поворот держателя 3 на 180° и направление смещения детали будет направлено в сторону, противоположную центру эллипса. Фактически, при перемещении штока 2 по эллиптической траектории, деталь 4 будет перемещаться по кольцевой траектории 9, совпадающей с окружностью диаметром Dм. Очевидно, что для этого необходимы определенные условия, связанные, помимо соотношения w1=1/2·w2, с размерными параметрами. Эти параметры определяются из следующих выражений (фиг.2):
Dм=Dш-2L - вдоль оси 2a эллипса и Dм=Dш·sinα+2L·sinα - вдоль оси 2b эллипса,
откуда следует Dш-2L=Dш·sinα+2L·sinα или Dш(1-sinα)=2L(1+sinα), или практическая реализация такой схемы должна быть выражена соотношением

Указанное соотношение отвечает условию расположения деталей 4 и штоков 2 в требуемых позициях для большой и малой осей эллипса. Формальное доказательство, что при любом угле ψ поворота штоки 2 будут находиться на эллиптической траектории 8, а детали 4 - на круговой траектории 9, достаточно наглядно (фиг.2): при повороте блока редукции 1 на произвольный угол ψ поворот держателя 3 произойдет на угол 2ψ (поскольку w1=1/2·w2). При этом координаты позиции К описываются с помощью выражений, которые по определению являются параметрическими уравнениями эллипса -


а поскольку, с учетом того, что относительно плоскости, в которой расположена траектория 9 диаметром DM, позиция Д при вращении штока К перемещается по эллипсу, параметры которого определяет угол α, проекции отрезка КД на оси х и у можно представить в виде выражений (по построению на фиг.2)


то, определяя координаты позиции Д как


и подставляя в выражение (8) формулы (4) и (6), а в выражение (9) - формулы ((5) и (7), получим конечные зависимости, которые являются уравнениями окружности


Таким образом для каждых четырех штоков, расположенных по окружности диаметром Dш с угловым шагом 90°, для одной пары противолежащих штоков, расположенных на большой оси эллиптической траектории их перемещения, направление смещения L ориентировано к центру эллипса, а для второй пары противолежащих консольных элементов, лежащих на малой оси этой траектории, указанное направление ориентировано в сторону, противоположную центру указанного эллипса. Такая ориентация при конструктивном оформлении процесса напыления с учетом выражений (1-3) и соотношения w1=1/2·w2 обеспечивает заданную траекторию перемещения напыляемых деталей, соответствующую среднему диаметру потока испаряемого материала.
Далее камеру установки для напыления вакуумируют, производят нагрев деталей до необходимой температуры, обеспечивающей получение достаточной адгезии, включают приводы вращения (на чертеже не показаны) блока редукции и штоков, после чего осуществляют процесс напыления по заданной программе.
Таким образом, предлагаемая конструкция позволяет осуществлять процесс магнетронного напыления тонкопленочных покрытий на прецизионные детали за счет формирования требуемой конфигурации и компоновки элементов размещенного внутри камеры напылительного модуля последовательно:
- задавая угол наклона α напыляемых деталей по отношению к потоку испаряемого с мишени материала, что является первичным фактором процесса и обусловлено конфигурацией напыляемой поверхности и требованиями к напыляемому покрытию;
- определяя диапазон значений для диаметра Dш, на котором размещены штоки, используя выражение (1) Dш·sinα<Dм<Dш, с учетом того, что величина Dм является заданной;
- конкретизируя значение Dш согласованным выбором величин n, Dш и L, совместно рассматривая выражения (2) и (3):
n<180°/arcsin(L/2Dш) и Dш/L=2(1+sinα)/(1-sinα);
- ориентируя для одной пары противолежащих штоков, расположенных на большой оси эллиптической траектории их перемещения, для каждой группы из четырех штоков, расположенных по окружности диаметром Dш с угловым шагом 90°, направление смещения L к центру эллипса, а для второй пары противолежащих штоков, расположенных на малой оси этой траектории - в сторону, противоположную центру указанного эллипса;
- устанавливая соотношение скоростей вращения блока редукции, на котором размещены штоки, и самих штоков из условия w1=1/2-w2.
В конечном счете обеспечиваются требуемые условия перемещения напыляемых деталей по окружности диаметром Dм, что подтверждается выражениями (11) и (12), и что соответствует наиболее эффективной схеме процесса напыления покрытия на прецизионные детали.
Рассматриваемая конструкция установки предназначена преимущественно для напыления покрытий на прецизионные детали изделий точного приборостроения, в частности гироскопических приборов. Предлагаемая установка была опробована при изготовлении опор и фланцев газодинамического подшипника двухстепенного поплавкового гироскопа для формирования на их полусферических рабочих поверхностях тонкопленочного износостойкого покрытия нитрида титана. На четырех комплектах деталей (8 позиций напыления, т.е. число штоков n=8) было получено покрытие толщинами от 1,2 до 2,4 мкм как с допустимым отклонением по толщине на уровне 0,05 мкм, так и с заданной монотонно меняющейся толщиной в пределах изменения толщины на 0,1-0,4 мкм. При этом испытания показали полную идентичность трибологических свойств и структурных характеристик покрытия на всех напыляемых за один цикл деталях.
Технико-экономическая эффективность изобретения заключается в повышении качества и функциональных характеристик напыляемых покрытий. Кроме того, расширяются технические возможности по комплектации деталей и сборочных узлов изделий точного приборостроения, что позволяет повысить эксплуатационные параметры этих изделий.
Установка для напыления покрытий на прецизионные детали узлов гироприборов, включающая вакуумную камеру, мишень-распылитель для создания кольцевой зоны потока испаряемого материала средним диаметром D, держатели с узлами крепления напыляемых деталей, установленные на вращающихся с угловой скоростью w в одном направлении штоках количеством n, блок редукции , вращающийся с угловой скоростью w в другом направлении, на котором размещены указанные штоки с равным угловым шагом и на одинаковом расстоянии 1/2·D от его оси вращения, при этом плоскость, в которой лежат центры узлов крепления деталей, наклонена к оси симметрии потока напыляемого материала под углом α с пересечением оси вращения указанного блока редукции и оси симметрии потока напыляемого материала в точке, лежащей в этой плоскости, с образованием эллиптической траектории перемещения штоков относительно плоскости, перпендикулярной оси симметрии потока напыляемого материала, отличающаяся тем, что держатели, в которых устанавливают напыляемые детали, выполнены в виде консольных элементов со смещением центров узлов крепления деталей относительно оси штока на величину L, связанную с диаметром D соотношением D/L=2(1+sinα)/(1-sinα), диаметр D, на котором размещены штоки, задан из выражения D· sinα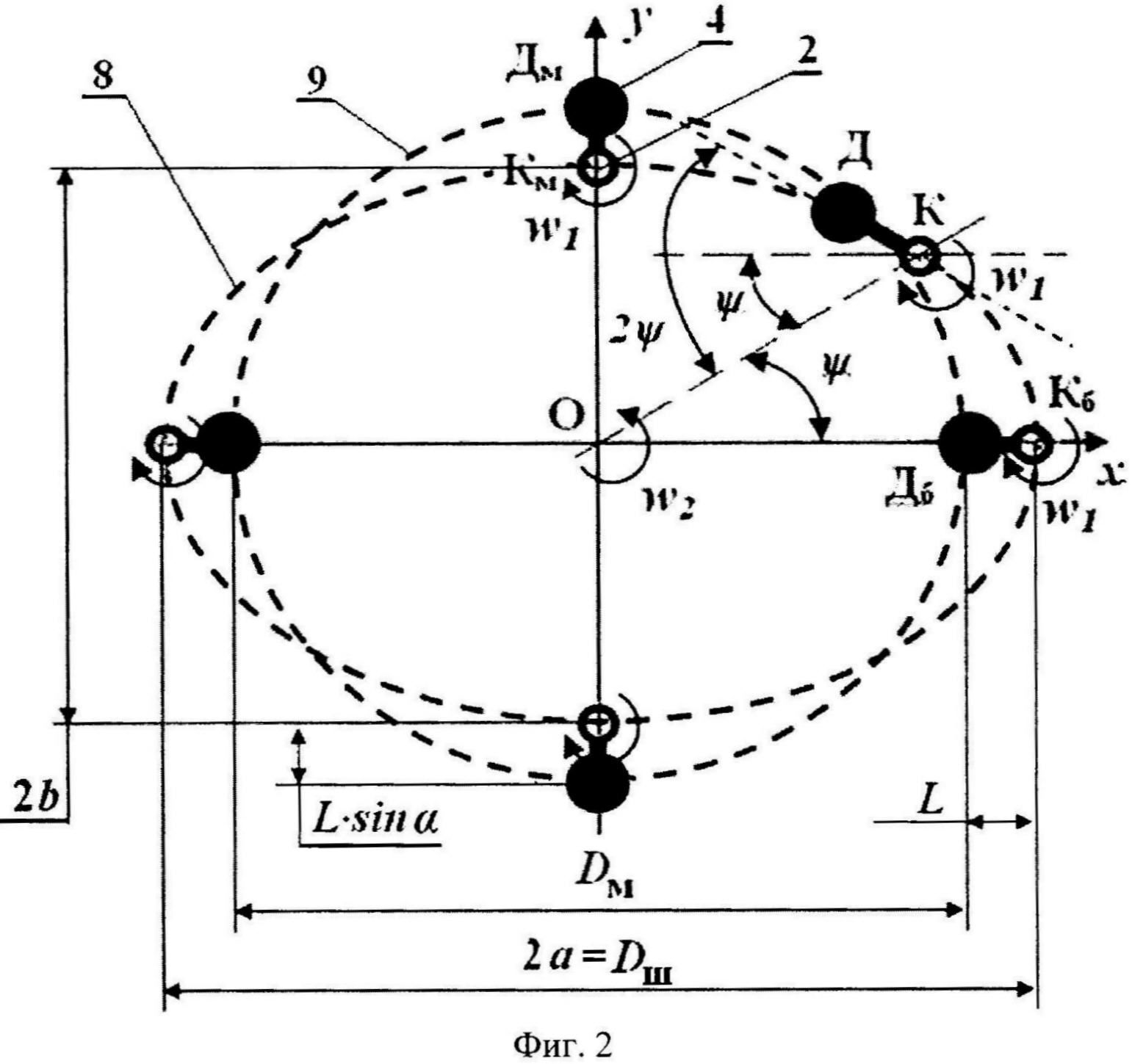
Способ гироскопической стабилизации платформы
Измеритель угловой скорости
Способ подавления ложного сигнала в измерителе угловой скорости с микромеханическими гироскопами
Устройство с комплексированными носителями равномерных угловых шкал разной дискретности для калибровки углозадающих и угломерных приборов
Способ обработки информации в гидроакустической антенне
Приемный гидроакустический блок
Антенный модуль
Приемная гидроакустическая антенна и способ оценки амплитудно-частотных характеристик гидроакустических приемников
Способ изготовления ротора электростатического гироскопа
Способ оценки полного профиля вертикального распределения скорости звука
Способ гироскопической стабилизации платформы
Измеритель угловой скорости
Способ подавления ложного сигнала в измерителе угловой скорости с микромеханическими гироскопами
Устройство с комплексированными носителями равномерных угловых шкал разной дискретности для калибровки углозадающих и угломерных приборов
Способ обработки информации в гидроакустической антенне
Приемный гидроакустический блок
Антенный модуль
Приемная гидроакустическая антенна и способ оценки амплитудно-частотных характеристик гидроакустических приемников
Способ изготовления ротора электростатического гироскопа
Способ оценки полного профиля вертикального распределения скорости звука

